You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Teamcenter 10.1. Installation On Windows Servers Guide. Publication Number PLM00013 JDocument398 pagesTeamcenter 10.1. Installation On Windows Servers Guide. Publication Number PLM00013 JVarun VaidyaNo ratings yet
- 4 FinsDocument28 pages4 FinsVarun VaidyaNo ratings yet
- Progressive Tool Design and Analysis For 49 Lever 5 Stage ToolsDocument10 pagesProgressive Tool Design and Analysis For 49 Lever 5 Stage ToolsseventhsensegroupNo ratings yet
- Edu Cat en v5f FF v5r19 Lesson04Document164 pagesEdu Cat en v5f FF v5r19 Lesson04Varun VaidyaNo ratings yet
- Bevel ExplanationDocument4 pagesBevel ExplanationVarun VaidyaNo ratings yet
- Fittolerences (Read Only)Document10 pagesFittolerences (Read Only)ankitsarvaiyaNo ratings yet
- Technical EssayDocument1 pageTechnical EssayVarun VaidyaNo ratings yet
- CATIA Certification TracksDocument7 pagesCATIA Certification TracksVarun VaidyaNo ratings yet
- FJDSFJKSFJKDFKJSDNGFJSNGSKMNGKJSGJKSF Technical Specifications 146-155Document1 pageFJDSFJKSFJKDFKJSDNGFJSNGSKMNGKJSGJKSF Technical Specifications 146-155Varun VaidyaNo ratings yet
- Ch11 More Metal CastingDocument87 pagesCh11 More Metal Castingharsh9974134269No ratings yet
- Star Star Star StarDocument1 pageStar Star Star StarVarun VaidyaNo ratings yet
- AddressDocument1 pageAddressVarun VaidyaNo ratings yet
- TennisDocument2 pagesTennisVarun VaidyaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CS412, Fall 2010, Assignment 1: SolutionDocument8 pagesCS412, Fall 2010, Assignment 1: SolutionpeacekentNo ratings yet
- Chapter 11Document38 pagesChapter 11Ismail HussainNo ratings yet
- Nokia 5310 Service Manual Level 1 and 2Document16 pagesNokia 5310 Service Manual Level 1 and 2adybosss100% (1)
- 04Document2 pages04Vishesh negiNo ratings yet
- IPECS-eMG80 Quick Start GuideDocument11 pagesIPECS-eMG80 Quick Start GuideDjromeo EdyNo ratings yet
- Instrumentation - Aeroplanes: 22.01. Flight InstrumentsDocument27 pagesInstrumentation - Aeroplanes: 22.01. Flight InstrumentsveenadivyakishNo ratings yet
- 6420 PHENOLS 6420 A. Introduction: 1. Sources and SignificanceDocument6 pages6420 PHENOLS 6420 A. Introduction: 1. Sources and SignificanceNguyen Hien Duc HienNo ratings yet
- Supersonic AerodynamicsDocument54 pagesSupersonic AerodynamicsLuis Daniel Guzman GuillenNo ratings yet
- Fracture Toughness Evaluation of WC-Co Alloys by Indentation TestingDocument12 pagesFracture Toughness Evaluation of WC-Co Alloys by Indentation TestingFjodorSergNo ratings yet
- Result For: Trucks & CV / 4 Wheeler - LCV / Asia Motor Works / AMW 2518 HLDocument3 pagesResult For: Trucks & CV / 4 Wheeler - LCV / Asia Motor Works / AMW 2518 HLmanoj_doshi_1No ratings yet
- KX2 Manual PDFDocument212 pagesKX2 Manual PDFhungstampNo ratings yet
- Product CatalogDocument84 pagesProduct CatalogZied JEMMALINo ratings yet
- BAJA RULES 2020 Rev B 2020-01-26Document129 pagesBAJA RULES 2020 Rev B 2020-01-26baja100% (2)
- ACN: Water (80:20% V/V)Document1 pageACN: Water (80:20% V/V)madhubaddapuriNo ratings yet
- DefluoridationDocument13 pagesDefluoridationSuha Yechwad100% (1)
- Quality Control Handbook Street LightingDocument36 pagesQuality Control Handbook Street LightingbalaafconsNo ratings yet
- Computer Science With Java by Sumita Arora Pdf. TutorialDocument3 pagesComputer Science With Java by Sumita Arora Pdf. TutorialSouryadeep MazumderNo ratings yet
- Parts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachineDocument39 pagesParts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachinePericoNo ratings yet
- Chapter 9 PondsDocument65 pagesChapter 9 Pondssheil.cogayNo ratings yet
- 18CrNiMo7-6 Chromium-Nickel-Molybdenum Case Hardening Steel - Hillfoot Multi MetalsDocument1 page18CrNiMo7-6 Chromium-Nickel-Molybdenum Case Hardening Steel - Hillfoot Multi MetalsKunal KoreNo ratings yet
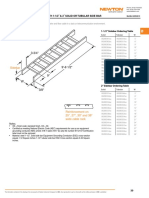
- Newton B CableRackDocument48 pagesNewton B CableRackjuliocastNo ratings yet
- C1107Document4 pagesC1107Pankaj PaulNo ratings yet
- Unit - 2 Diff Amp Objective QuestionsDocument3 pagesUnit - 2 Diff Amp Objective QuestionsRaviNo ratings yet
- Breakwater Vertical BarriersDocument10 pagesBreakwater Vertical BarriersAlbert PranataNo ratings yet
- Tate Airflow Tate Airflow Isoflospec3Document2 pagesTate Airflow Tate Airflow Isoflospec3oscarbogadoNo ratings yet
- Adamatic Model ADR 2c 2 Poket Divider RounderDocument43 pagesAdamatic Model ADR 2c 2 Poket Divider RounderRogelio Otelio100% (1)
- Jhamsikhel Apartment - Structural - ReportDocument48 pagesJhamsikhel Apartment - Structural - ReportNishan GajurelNo ratings yet
- Manual For Powermatic BD31A Combination Belt and Disc SanderDocument28 pagesManual For Powermatic BD31A Combination Belt and Disc SanderJack BowenNo ratings yet
- GROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Document5 pagesGROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoNo ratings yet