You might also like
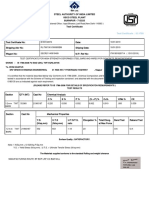
- Test Certificate 12mmDocument1 pageTest Certificate 12mmSabyasachi Bangal67% (9)
- PACCON18 ProceedingBK FullpaperDocument1,486 pagesPACCON18 ProceedingBK FullpaperDo Ngoc Tram67% (3)
- D6372-15-Design, Testing, and Construction of Micro SurfacingDocument8 pagesD6372-15-Design, Testing, and Construction of Micro SurfacingEveling Vanegas NarváezNo ratings yet
- Achenbach ExtractDocument7 pagesAchenbach Extractskk1029No ratings yet
- Building Utilities 2: Chapter 1: Electrical SystemsDocument16 pagesBuilding Utilities 2: Chapter 1: Electrical SystemsPaulo CabatitNo ratings yet
- VDO Commercal Product CatalogueDocument40 pagesVDO Commercal Product CataloguejasminbijedicNo ratings yet
- Science of The Total Environment: Jingxian Liu, David Y.H. Pui, Jing WangDocument7 pagesScience of The Total Environment: Jingxian Liu, David Y.H. Pui, Jing WangSulist AnaNo ratings yet
- FlowDocument9 pagesFlowCesar Rodolfo Angulo DelgadoNo ratings yet
- Liggghts, Percolation VelocityDocument43 pagesLiggghts, Percolation VelocitypraveenNo ratings yet
- Micro-Particle Corrugation, Adhesion and Inhalation Aerosol EfficiencyDocument7 pagesMicro-Particle Corrugation, Adhesion and Inhalation Aerosol EfficiencyAhmed Osama ShalashNo ratings yet
- Dust Explosions - CFD Modeling As A Tool To Characterize The Relevant Parameters of Dust DispersionDocument14 pagesDust Explosions - CFD Modeling As A Tool To Characterize The Relevant Parameters of Dust DispersionAnas SafwanNo ratings yet
- Iptc 14846 Mathematical Modeling of Fines Fixation in The Sandstone Cores Soaked by Mgo NanofluidDocument12 pagesIptc 14846 Mathematical Modeling of Fines Fixation in The Sandstone Cores Soaked by Mgo NanofluidAndres RomeroNo ratings yet
- International Journal of Multiphase FlowDocument6 pagesInternational Journal of Multiphase Flownwo13No ratings yet
- Powder Technology: Z.B. Tong, B. Zheng, R.Y. Yang, A.B. Yu, H.K. ChanDocument6 pagesPowder Technology: Z.B. Tong, B. Zheng, R.Y. Yang, A.B. Yu, H.K. ChanahmedsidalaNo ratings yet
- Effect of Blade Angle and Particle Size PDFDocument14 pagesEffect of Blade Angle and Particle Size PDFditchcheNo ratings yet
- Evaluation of Scratch Resistance in Multiphase PP Blends PDFDocument10 pagesEvaluation of Scratch Resistance in Multiphase PP Blends PDFsonchemenNo ratings yet
- A Coupled CFD Monte Carlo Method For Simulating Complex Aerosol Dynamics in Turbulent FlowsDocument14 pagesA Coupled CFD Monte Carlo Method For Simulating Complex Aerosol Dynamics in Turbulent Flowsrammar147No ratings yet
- Accepted Manuscript: 10.1016/j.ijmultiphaseflow.2016.12.006Document29 pagesAccepted Manuscript: 10.1016/j.ijmultiphaseflow.2016.12.006arun aryaNo ratings yet
- Application of CFD On The Sensitivity Analyses of Some Parameters of The Modified Hartmann TubeDocument12 pagesApplication of CFD On The Sensitivity Analyses of Some Parameters of The Modified Hartmann TubeAnas SafwanNo ratings yet
- Modeling Penetration Through Fibrous Filter During Dynamic FiltrationDocument9 pagesModeling Penetration Through Fibrous Filter During Dynamic FiltrationValeriyaNo ratings yet
- Selection and Breakage Functions of Particles Rozenblat PDFDocument11 pagesSelection and Breakage Functions of Particles Rozenblat PDFraphael olegárioNo ratings yet
- Numerical Simulation of Coughed Droplets in Conference Room - Zhang2017Document7 pagesNumerical Simulation of Coughed Droplets in Conference Room - Zhang2017MortezaAli MasoomiNo ratings yet
- CFD Simulation and Optimization of The Settler of An Industrial Copper SolventDocument11 pagesCFD Simulation and Optimization of The Settler of An Industrial Copper SolventCamilo Farías WastavinoNo ratings yet
- Chemical Engineering Science: S. Beinert, T. Gothsch, A. KwadeDocument10 pagesChemical Engineering Science: S. Beinert, T. Gothsch, A. KwadeCriveanuNNarcisNo ratings yet
- Computers and Electronics in Agriculture: Hongchang Li, Yaoming Li, Fang Gao, Zhan Zhao, Lizhang XuDocument9 pagesComputers and Electronics in Agriculture: Hongchang Li, Yaoming Li, Fang Gao, Zhan Zhao, Lizhang XuErick Pizarro BarreraNo ratings yet
- 1-S2.0-S0167610520300192-Main (Ahmed Body)Document13 pages1-S2.0-S0167610520300192-Main (Ahmed Body)SEFA YETİŞKİNNo ratings yet
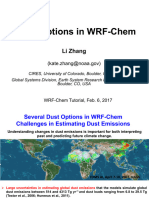
- WRF CHEM DustDocument17 pagesWRF CHEM Dustamini.mohammadNo ratings yet
- Evaluationofthefrequency DependentanddampingfactorofrubberDocument19 pagesEvaluationofthefrequency Dependentanddampingfactorofrubberaniruddha_parabNo ratings yet
- Liu 2010Document10 pagesLiu 2010César AguirreNo ratings yet
- LiuMC IJES FinalManuscriptDocument22 pagesLiuMC IJES FinalManuscriptAxel DorianNo ratings yet
- Chemical Engineering Science: E. Antunes, F.A.P. Garcia, P. Ferreira, A. Blanco, C. Negro, M.G. RasteiroDocument10 pagesChemical Engineering Science: E. Antunes, F.A.P. Garcia, P. Ferreira, A. Blanco, C. Negro, M.G. RasteiroKanika SaxenaNo ratings yet
- Deboer2003 2Document14 pagesDeboer2003 2ahmedsidalaNo ratings yet
- Characteristics of Friction Stir Processed UHMW PoDocument6 pagesCharacteristics of Friction Stir Processed UHMW Poimran rominNo ratings yet
- A Pin-On-Disc Study of The Rate of Airborne Wear Particle Emissions From Railway Braking Materials'Document22 pagesA Pin-On-Disc Study of The Rate of Airborne Wear Particle Emissions From Railway Braking Materials'GuruNo ratings yet
- Collection Efficiency and Interstage Loss of Nanoparticles in Microorifice - Based Cascade ImpactorsDocument9 pagesCollection Efficiency and Interstage Loss of Nanoparticles in Microorifice - Based Cascade Impactorscuc004No ratings yet
- 142 Piling 2020 Paper Ciantia Et Al RevisedDocument7 pages142 Piling 2020 Paper Ciantia Et Al RevisedLeandro GomesNo ratings yet
- Chang, Art 2019, Aereosol CollectionDocument13 pagesChang, Art 2019, Aereosol CollectionAlejandra TreviñosNo ratings yet
- Modeling The Oxygen Diffusion of Nanocomposite-Based Food Packaging FilmsDocument10 pagesModeling The Oxygen Diffusion of Nanocomposite-Based Food Packaging FilmsbhuniakanishkaNo ratings yet
- Chen 1985Document9 pagesChen 1985educobainNo ratings yet
- 1 s2.0 S1877705815002581 MainDocument6 pages1 s2.0 S1877705815002581 Mainharold ngNo ratings yet
- Huang Et Al. 2005Document14 pagesHuang Et Al. 2005cuc004No ratings yet
- 1-S2.0-S2211812815004253-Main ArticuloDocument6 pages1-S2.0-S2211812815004253-Main ArticuloAreli SalgadoNo ratings yet
- Cascade Impactors For The Size Characterization of Aerosols From Medical Inhalers - Their Uses and LimitationsDocument37 pagesCascade Impactors For The Size Characterization of Aerosols From Medical Inhalers - Their Uses and Limitationsrebellion084No ratings yet
- Fluid Wetting in Filtration Mechanism at The Micro-Contact Zone Boundary of Rubber - Glass InterfacesDocument6 pagesFluid Wetting in Filtration Mechanism at The Micro-Contact Zone Boundary of Rubber - Glass InterfacesHadi KoraniNo ratings yet
- Design of Drum Type Apparatus For Processing of Bulk Materials 2014 Procedia ChemistryDocument9 pagesDesign of Drum Type Apparatus For Processing of Bulk Materials 2014 Procedia Chemistrymfruge5No ratings yet
- TMP 3 D41Document15 pagesTMP 3 D41FrontiersNo ratings yet
- Numerical Study On Springback With Size Effect in Micro V-BendingDocument6 pagesNumerical Study On Springback With Size Effect in Micro V-Bendingkhudhayer1970No ratings yet
- Lee 2005Document13 pagesLee 2005Rady PurbakawacaNo ratings yet
- 2014 - Particleimpactvelocitiesinavibrationally Fluidized GranularDocument13 pages2014 - Particleimpactvelocitiesinavibrationally Fluidized GranularQADDAH BARAANo ratings yet
- 17.perumal, Zhou - 2021 - Axisymmetric Jet Manipulation Using Multiple Unsteady Minijets-AnnotatedDocument26 pages17.perumal, Zhou - 2021 - Axisymmetric Jet Manipulation Using Multiple Unsteady Minijets-Annotatedjinuchandran09No ratings yet
- Ast Spraysim 13-BlogDocument26 pagesAst Spraysim 13-BlogkinthavongNo ratings yet
- 2006 Advances in ComminutionDocument21 pages2006 Advances in ComminutionDirceu NascimentoNo ratings yet
- Wear Tillage 1Document11 pagesWear Tillage 1Miguelito HerreraNo ratings yet
- Geometric Surface Areabythe WeightedsumDocument14 pagesGeometric Surface Areabythe WeightedsumHoàng DanhNo ratings yet
- Significance of Low Energy Impact Damage On Modal Parameters of Composite Beams by Design of ExperimentsDocument10 pagesSignificance of Low Energy Impact Damage On Modal Parameters of Composite Beams by Design of ExperimentssandeepNo ratings yet
- Experimental Evidence of Mixture SegregationDocument6 pagesExperimental Evidence of Mixture SegregationRosmaryan GuzmanNo ratings yet
- Analysis of Grinding in A Spiral Jet Mill. Part 1 Batch GrindingDocument12 pagesAnalysis of Grinding in A Spiral Jet Mill. Part 1 Batch GrindingHariNo ratings yet
- Materials Letters: Susanne Christ, Martin Schnabel, Elke Vorndran, Jürgen Groll, Uwe GbureckDocument4 pagesMaterials Letters: Susanne Christ, Martin Schnabel, Elke Vorndran, Jürgen Groll, Uwe GbureckJosept RevueltaNo ratings yet
- Effect of Modification To Tongue and Impeller Geometry On Unsteady Flow Pressure Fluctuations and Noise in A Centrifugal PumpDocument12 pagesEffect of Modification To Tongue and Impeller Geometry On Unsteady Flow Pressure Fluctuations and Noise in A Centrifugal PumpBoon ThiamNo ratings yet
- Comparison of Different Collection Efficiency Models For Venturi ScrubbersDocument10 pagesComparison of Different Collection Efficiency Models For Venturi ScrubbersPassmore DubeNo ratings yet
- Shahdin 2101Document10 pagesShahdin 2101Osvaldo SalvatoreNo ratings yet
- Analysing Debris-Flow Impact Models, Based On A Small Scale Modelling ApproachDocument20 pagesAnalysing Debris-Flow Impact Models, Based On A Small Scale Modelling Approachasdrubale reciputi biliardiNo ratings yet
- An Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsDocument11 pagesAn Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsashwaniNo ratings yet
- مقاله کمکی 2Document22 pagesمقاله کمکی 2korope8705No ratings yet
- Fluid Dynamics in Complex Fractured-Porous SystemsFrom EverandFluid Dynamics in Complex Fractured-Porous SystemsBoris FaybishenkoNo ratings yet
- Fundamentals of Aeroacoustics with Applications to Aeropropulsion Systems: Elsevier and Shanghai Jiao Tong University Press Aerospace SeriesFrom EverandFundamentals of Aeroacoustics with Applications to Aeropropulsion Systems: Elsevier and Shanghai Jiao Tong University Press Aerospace SeriesNo ratings yet
- Formulating Powder-Device Combinations For Salmeterol Xinafoate DryDocument8 pagesFormulating Powder-Device Combinations For Salmeterol Xinafoate DryAhmed Osama ShalashNo ratings yet
- 105Document7 pages105Ahmed Osama ShalashNo ratings yet
- 1 s2.0 S0169409X11001955 MainDocument10 pages1 s2.0 S0169409X11001955 MainAhmed Osama ShalashNo ratings yet
- 1-S2.0-S0032591009004628-Main Size AnalysisDocument13 pages1-S2.0-S0032591009004628-Main Size AnalysisAhmed Osama ShalashNo ratings yet
- Controlling The Physical Properties and Performance of Semi-Solid Formulations Through Excipient SelectionDocument6 pagesControlling The Physical Properties and Performance of Semi-Solid Formulations Through Excipient SelectionAhmed Osama ShalashNo ratings yet
- Lattice Boltzmann Simulation of The Dispersion of Aggregated Particles Under Shear FlowsDocument6 pagesLattice Boltzmann Simulation of The Dispersion of Aggregated Particles Under Shear FlowsAhmed Osama ShalashNo ratings yet
- Modeling Dispersion of Dry Powders For Inhalation. The Concepts of Total Fines, 1-s2.0-S0378517312001421-MainDocument10 pagesModeling Dispersion of Dry Powders For Inhalation. The Concepts of Total Fines, 1-s2.0-S0378517312001421-MainAhmed Osama ShalashNo ratings yet
- 1 Techniques in BiotechDocument16 pages1 Techniques in BiotechAhmed Osama ShalashNo ratings yet
- How To Convert A Graph Saved As An Image To Point Series Plot Data - Jonathan Thomson's Web JournalDocument4 pagesHow To Convert A Graph Saved As An Image To Point Series Plot Data - Jonathan Thomson's Web JournalAhmed Osama ShalashNo ratings yet
- Tuley R.J., Modelling Dry Powder InhalerDocument167 pagesTuley R.J., Modelling Dry Powder InhalerAhmed Osama ShalashNo ratings yet
- Carbodiim Ide Crosslinker Chem Istry: Home Protein Methods LibraryDocument3 pagesCarbodiim Ide Crosslinker Chem Istry: Home Protein Methods LibraryAhmed Osama ShalashNo ratings yet
- Pulmonary DeliveryDocument25 pagesPulmonary DeliveryAhmed Osama ShalashNo ratings yet
- 1 s2.0 S0378517310001729 MainDocument11 pages1 s2.0 S0378517310001729 MainAhmed Osama ShalashNo ratings yet
- A Practical Approach To Biological Assay ValidationDocument106 pagesA Practical Approach To Biological Assay ValidationEderveen100% (2)
- Shape and Anomer Larhrip 2003Document11 pagesShape and Anomer Larhrip 2003Ahmed Osama ShalashNo ratings yet
- Mercury TutorialDocument412 pagesMercury TutorialMarius ConstantinNo ratings yet
- Leistritz Twin Screw Report AugDocument6 pagesLeistritz Twin Screw Report AugAhmed Osama ShalashNo ratings yet
- 1Document13 pages1Ahmed Osama ShalashNo ratings yet
- LHT-1Msize Malvern2102 ReportDocument15 pagesLHT-1Msize Malvern2102 ReportAhmed Osama ShalashNo ratings yet
- EP2292585A1Document121 pagesEP2292585A1Ahmed Osama ShalashNo ratings yet
- Glatt International Times NoDocument10 pagesGlatt International Times NoAhmed Osama ShalashNo ratings yet
- v10176 011 0030 6Document11 pagesv10176 011 0030 6Ahmed Osama ShalashNo ratings yet
- Leistritz Twin Screw Report AugDocument6 pagesLeistritz Twin Screw Report AugAhmed Osama ShalashNo ratings yet
- Coated Nano2Document9 pagesCoated Nano2Ahmed Osama ShalashNo ratings yet
- A Review On Fast Dissolving Tablet Technology - Pharma TutorDocument6 pagesA Review On Fast Dissolving Tablet Technology - Pharma TutorAhmed Osama ShalashNo ratings yet
- C - Users - Ahmed - Desktop - Fluent FAQ - CFD-Wiki, The FreeDocument10 pagesC - Users - Ahmed - Desktop - Fluent FAQ - CFD-Wiki, The FreeAhmed Osama ShalashNo ratings yet
- C - Users - Ahmed - Desktop - Fluent FAQ - CFD-Wiki, The FreeDocument10 pagesC - Users - Ahmed - Desktop - Fluent FAQ - CFD-Wiki, The FreeAhmed Osama ShalashNo ratings yet
- Considerations in Ophthalmic DevelopDocument2 pagesConsiderations in Ophthalmic DevelopAhmed Osama ShalashNo ratings yet
- Yash Thesis UTILIZATION OF WASTE GRANITE SLURRY IN CEMENT MORTARDocument75 pagesYash Thesis UTILIZATION OF WASTE GRANITE SLURRY IN CEMENT MORTARAkash HalderNo ratings yet
- Welding Journal 1959 10Document136 pagesWelding Journal 1959 10AlexeyNo ratings yet
- PC-Bedienungsanleitung Heater enDocument33 pagesPC-Bedienungsanleitung Heater enZoran Tanja JarakovićNo ratings yet
- ME 231 Montazami Whharris 9-10-18 SOLUTIONDocument4 pagesME 231 Montazami Whharris 9-10-18 SOLUTIONEduardo Perez UriegasNo ratings yet
- Candy CB 82 TDocument33 pagesCandy CB 82 TIsabel Belmonte CiborroNo ratings yet
- TR Iec 60335 2 41 2Document66 pagesTR Iec 60335 2 41 2Kazer Kacer0% (1)
- The World of Chemistry Video Guide SetDocument10 pagesThe World of Chemistry Video Guide SetrkvNo ratings yet
- FBHVN 1117 DDocument6 pagesFBHVN 1117 DkhairolNo ratings yet
- WSD Probs Module 1.1Document2 pagesWSD Probs Module 1.1Sharmaine FajutaganaNo ratings yet
- Electrical & Information SystemDocument52 pagesElectrical & Information Systemputra utama dwi suryaNo ratings yet
- DielectricResonatortype A4Document2 pagesDielectricResonatortype A4denivaldo2009No ratings yet
- MEGO AFEK Technical Manual 2013Document46 pagesMEGO AFEK Technical Manual 2013odraci2No ratings yet
- Dept of Chemistry 18CHE12/22 Sai Vidya Institute of TechnologyDocument22 pagesDept of Chemistry 18CHE12/22 Sai Vidya Institute of TechnologyshreyaNo ratings yet
- Direct Shift Gearbox 02E, Four-Wheel DriveDocument157 pagesDirect Shift Gearbox 02E, Four-Wheel Driveits4u20102744100% (2)
- Phase Change Materials PCM For Cooling ApplicationsDocument80 pagesPhase Change Materials PCM For Cooling ApplicationsGerit LinggarNo ratings yet
- Naphtha Catalytic Cracking For Propylene ProudctionDocument5 pagesNaphtha Catalytic Cracking For Propylene ProudctionWong Yee SunNo ratings yet
- Lava Heat Italia - Lava Lite KD Patio Heater - Owners ManualDocument23 pagesLava Heat Italia - Lava Lite KD Patio Heater - Owners ManuallavaheatitaliaNo ratings yet
- A Total Look at Oil Burner Nozzles: Iso 9001 CertifiedDocument36 pagesA Total Look at Oil Burner Nozzles: Iso 9001 Certifiedhoody_leeNo ratings yet
- Gas Pipeline Hydraulic CourseDocument49 pagesGas Pipeline Hydraulic Coursekarisnda100% (1)
- Few Aspects in Deep Drawing Process: D Swapna, Ch. Srinivasa Rao, S RadhikaDocument5 pagesFew Aspects in Deep Drawing Process: D Swapna, Ch. Srinivasa Rao, S RadhikaBoby Madesen100% (1)
- Ii Food PackagingDocument2 pagesIi Food PackagingLeila Bert Marie GamboaNo ratings yet
- Terminal Blocks: J - AccessoriesDocument24 pagesTerminal Blocks: J - Accessoriespaula09No ratings yet
- Brochure Proejct V5.1.1-FrankDocument36 pagesBrochure Proejct V5.1.1-FrankJose Martinez MillaNo ratings yet
- Literature Review Ema CpdicDocument5 pagesLiterature Review Ema CpdicHemavathy RtNo ratings yet