You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Testing & CommissioningDocument11 pagesTesting & CommissioningK.Ramachandran100% (2)
- Check ListDocument6 pagesCheck Listiman2222No ratings yet
- TP6861 - 33-125EFOZDJ Operation ManualDocument120 pagesTP6861 - 33-125EFOZDJ Operation ManualthainarimeNo ratings yet
- Transformer ProtectionDocument115 pagesTransformer Protectionchiranjeevi raju100% (1)
- Automatic Time Switches:: 09 Attachment 3 - ECM Functional Test Instructions, P. 13Document4 pagesAutomatic Time Switches:: 09 Attachment 3 - ECM Functional Test Instructions, P. 13iman2222No ratings yet
- EE ReviewDocument69 pagesEE ReviewJason Agres67% (6)
- 09 Attachment 3 - ECM Functional Test Instructions, P. 21Document4 pages09 Attachment 3 - ECM Functional Test Instructions, P. 21iman2222No ratings yet
- 09 Attachment 3 - ECM Functional Test Instructions, P. 17Document4 pages09 Attachment 3 - ECM Functional Test Instructions, P. 17iman2222No ratings yet
- 09 Attachment 3 - ECM Functional Test Instructions, P. 15: VAV TerminalsDocument4 pages09 Attachment 3 - ECM Functional Test Instructions, P. 15: VAV Terminalsiman2222No ratings yet
- Fire Barrier BrochureDocument9 pagesFire Barrier Brochureiman2222No ratings yet
- Enable - Checklist (1) - Copy2Document4 pagesEnable - Checklist (1) - Copy2iman2222No ratings yet
- ISO Vs AWG Wire SizeDocument2 pagesISO Vs AWG Wire Sizeiman2222No ratings yet
- Practical Solutions For Optimizing Steel Mill Wastewater Treatment PlantsDocument3 pagesPractical Solutions For Optimizing Steel Mill Wastewater Treatment Plantsiman2222No ratings yet
- Wiper Washer System - Nissan Sentra 1993Document6 pagesWiper Washer System - Nissan Sentra 1993Alessandro BaffaNo ratings yet
- Rxmb1 - Aux RelayDocument2 pagesRxmb1 - Aux Relayvijayakumar kNo ratings yet
- Lithium Dongjin 48v100ahDocument5 pagesLithium Dongjin 48v100ahmk7718100% (1)
- (5kw Inverter) Livoltek User Manual - Hyper On-Grid 3-5kWDocument70 pages(5kw Inverter) Livoltek User Manual - Hyper On-Grid 3-5kWArpit LahotiNo ratings yet
- CSB hrl-1280w PDFDocument2 pagesCSB hrl-1280w PDFGustavo BessoneNo ratings yet
- Cap 02Document20 pagesCap 02YOSVIN KEVIN GONZALES ANTICONANo ratings yet
- GMT7Document42 pagesGMT7yansyahprasetyoNo ratings yet
- Instruction Manual: SL150kVDocument35 pagesInstruction Manual: SL150kValex lzgNo ratings yet
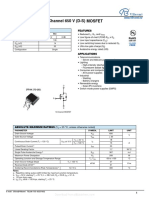
- N-Channel 0 V (D-S) Mosfet: Features Product SummaryDocument8 pagesN-Channel 0 V (D-S) Mosfet: Features Product SummarySajjad HussainNo ratings yet
- Operating Mechanism ABBDocument26 pagesOperating Mechanism ABBviejoluisNo ratings yet
- UNDP DREG Best-Practices Guidelines and Lessons Learnt For On-Grid and PV-diesel Hybrid Systems Guideline ReportDocument28 pagesUNDP DREG Best-Practices Guidelines and Lessons Learnt For On-Grid and PV-diesel Hybrid Systems Guideline ReportDewanjee AshrafNo ratings yet
- Micom BIU241-A02 SupplyDocument1 pageMicom BIU241-A02 SupplyYasser RagabNo ratings yet
- Propagation of Transmission Level Switching Overvoltages PDFDocument193 pagesPropagation of Transmission Level Switching Overvoltages PDFseonNo ratings yet
- Lab 7 Experiment ReportDocument11 pagesLab 7 Experiment ReportCaleb SwisherNo ratings yet
- Fan Module 5503020Document4 pagesFan Module 5503020Zak zsNo ratings yet
- DET40073 - Topic 2bDocument79 pagesDET40073 - Topic 2bKuhaanProNo ratings yet
- NVF2G InverterDocument17 pagesNVF2G InverteralvarotrNo ratings yet
- Design and Installation of Stand-Alone Power SystemsDocument16 pagesDesign and Installation of Stand-Alone Power SystemsrohitNo ratings yet
- Experimental Research and Control of PMSG Based Wind Turbine Connected To GridDocument10 pagesExperimental Research and Control of PMSG Based Wind Turbine Connected To Grid65Priya YadavNo ratings yet
- Indoor RMU ManualDocument20 pagesIndoor RMU Manualhardeepsingh_08No ratings yet
- TPG A 2 FAULT CURRENT LIMITER 500 KV - NARIDocument7 pagesTPG A 2 FAULT CURRENT LIMITER 500 KV - NARIICHAL ASMIRNo ratings yet
- MYP2450Document99 pagesMYP2450VERMAZ ENGG. DESIGNNo ratings yet
- Unit No 2Document16 pagesUnit No 2jagdishmore911No ratings yet
- TeSys LT3 - LT3SE00BDDocument3 pagesTeSys LT3 - LT3SE00BDHemraj Singh RautelaNo ratings yet
- Motor Sew Euro DriveDocument1 pageMotor Sew Euro DriveZar Ka ZiNo ratings yet
- Advancement in Wide Area Monitoring Protection and Control Using PMU's Model in MATLAB/SIMULINKDocument14 pagesAdvancement in Wide Area Monitoring Protection and Control Using PMU's Model in MATLAB/SIMULINKshar1112No ratings yet