You might also like
- NC, CNC, DNCDocument38 pagesNC, CNC, DNCVijayKumar100% (2)
- Machining 2 ReportDocument11 pagesMachining 2 ReportTan Jun ZheNo ratings yet
- Lab Report OnshaperDocument10 pagesLab Report OnshaperSanatan Choudhury100% (3)
- Fyp Report Dpe 080001k Liang YueDocument90 pagesFyp Report Dpe 080001k Liang YueYue Lee100% (1)
- Surface GrindingDocument14 pagesSurface GrindingariefNo ratings yet
- Ipe Lab Report 4Document11 pagesIpe Lab Report 4Sourav Sutradhar0% (1)
- Part Manufacturing On CNC Milling: Manufacturing Process Lab Lab Report Experiment # 04Document7 pagesPart Manufacturing On CNC Milling: Manufacturing Process Lab Lab Report Experiment # 04yushi100% (2)
- Lab Report CNC LatheDocument6 pagesLab Report CNC LathePeter Van der Put0% (1)
- CNC Lab ReportDocument3 pagesCNC Lab ReportPei Shan ChoongNo ratings yet
- Report CNC TurningDocument23 pagesReport CNC Turningdkeaumani57% (7)
- Lab Report CNC Milling Manufacturing ProcessDocument15 pagesLab Report CNC Milling Manufacturing ProcessDevani HerastNo ratings yet
- Lathe ReportDocument11 pagesLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- Milling Report (Indexing)Document23 pagesMilling Report (Indexing)Aiman AlifNo ratings yet
- CIM LAB Manual-1 PDFDocument40 pagesCIM LAB Manual-1 PDFgagan100% (1)
- Report Writing On Milling MachineDocument11 pagesReport Writing On Milling MachineSailesh Pathak100% (1)
- Experiment No. 5 Centrifugal Casting ProcessDocument6 pagesExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNo ratings yet
- Experiment No 3Document3 pagesExperiment No 3pomar026100% (1)
- CAD AdvantagesandDisadvantagesDocument1 pageCAD AdvantagesandDisadvantagesManikanta NaiduNo ratings yet
- CNC Report1Document55 pagesCNC Report1coolguy02088775% (4)
- Exercise Industrial RobotsDocument2 pagesExercise Industrial RobotsMohd SapeqNo ratings yet
- DJJ 10033-Chapter 6 NewDocument43 pagesDJJ 10033-Chapter 6 NewAbbas SeuNo ratings yet
- Conclusion What We Can Conclude From This Report Is We Able To Study The Meaning of CNC WhichDocument1 pageConclusion What We Can Conclude From This Report Is We Able To Study The Meaning of CNC WhichMuhd Qayyum Mohd Fuad80% (5)
- Mini Project ReportDocument9 pagesMini Project ReportJayanth Gowda Virat100% (1)
- CNC Lab ReportDocument5 pagesCNC Lab ReportMuhammad SanaNo ratings yet
- Report Cad Cam.Document12 pagesReport Cad Cam.Wan Azlizan Zakaria33% (3)
- Machine ShopDocument6 pagesMachine ShopZain MirzaNo ratings yet
- Lab 2 TurningDocument12 pagesLab 2 TurningLuqman HakimNo ratings yet
- Lab Sheet MillingDocument5 pagesLab Sheet MillingLalang Laut BestNo ratings yet
- CNC Machining Report - Wheel BaseDocument25 pagesCNC Machining Report - Wheel BaseMichael M. W. de SilvaNo ratings yet
- Clamping & Clamping DevicesDocument52 pagesClamping & Clamping DevicesTousif RezaNo ratings yet
- Cad-Cam Lab Manual (F)Document90 pagesCad-Cam Lab Manual (F)muthuvasans880% (2)
- Six Weeks Industrial Training ReportDocument27 pagesSix Weeks Industrial Training ReportGagan Deep100% (2)
- Mini Project Report Industrial Automation SreekuDocument38 pagesMini Project Report Industrial Automation Sreekusreekumar456No ratings yet
- Mit Portfolio Correction TapeDocument28 pagesMit Portfolio Correction Tapeapi-532214657No ratings yet
- Hydraulic and Pneumatic ReportDocument1 pageHydraulic and Pneumatic ReportJus Hemanth HemanNo ratings yet
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanNo ratings yet
- Safety Measures - Mech - CAD CAM LABDocument1 pageSafety Measures - Mech - CAD CAM LABmaran2326No ratings yet
- Angle Measurement Using Sine BarDocument4 pagesAngle Measurement Using Sine Barsameerkhan_mhsscoe0% (1)
- Methods of Adjusting Clearance in GuidewaysDocument8 pagesMethods of Adjusting Clearance in GuidewaysVivek Bure67% (3)
- Numerical Control PDFDocument23 pagesNumerical Control PDFmishari67% (3)
- CNC Milling Machine - FYP Final Report - V1Document57 pagesCNC Milling Machine - FYP Final Report - V1Anas Asif64% (11)
- Report MIG WeldingDocument12 pagesReport MIG Weldingyuwaraja0% (2)
- Construction of CNC Machine-3 UnitDocument32 pagesConstruction of CNC Machine-3 UnitMariappan Arumugam50% (2)
- Lab Session Introduction To Lathe MachineDocument5 pagesLab Session Introduction To Lathe MachineAqib ZamanNo ratings yet
- Presentation ON: ComparatorsDocument25 pagesPresentation ON: Comparatorsaneesh19inNo ratings yet
- Double Acting Hacksaw Using Scotch Yoke MechanismDocument38 pagesDouble Acting Hacksaw Using Scotch Yoke MechanismDevendra Thakur78% (37)
- Lab Report On CNC MachineDocument5 pagesLab Report On CNC MachineAhmad Syamil100% (1)
- Non Conventional Machining PDFDocument55 pagesNon Conventional Machining PDFMarthande100% (1)
- Locating Principle and LocatorsDocument35 pagesLocating Principle and LocatorsPes Mobile100% (1)
- Fabrication of Pneumatic Punching and Riveting MachineDocument45 pagesFabrication of Pneumatic Punching and Riveting MachineElakkiya Karthic100% (7)
- CNC Milling Machine REPORTDocument11 pagesCNC Milling Machine REPORTMazlin Azura100% (2)
- Project Report - FinalDocument67 pagesProject Report - FinalCharlesNo ratings yet
- Training ReportDocument48 pagesTraining ReportVishnu Kamal67% (3)
- CNC Lathe MachineDocument8 pagesCNC Lathe MachineParameshwara MeenaNo ratings yet
- Unit - Iv Introduction and Concepts of NC/ CNC MachineDocument15 pagesUnit - Iv Introduction and Concepts of NC/ CNC MachineAbhi RamNo ratings yet
- Unit - 1 FinalDocument59 pagesUnit - 1 FinalGokulraju RangasamyNo ratings yet
- CNC MachineDocument4 pagesCNC Machinejawad khalidNo ratings yet
- CNC MachineDocument4 pagesCNC Machinejawad khalidNo ratings yet
- Cim Lab ManualDocument51 pagesCim Lab ManualYashas0% (1)
- CNC 5TH SemDocument8 pagesCNC 5TH SemdibyenindusNo ratings yet
- Chapter V and VIDocument27 pagesChapter V and VINisar HussainNo ratings yet
- Page 1 of 20: TH TH THDocument20 pagesPage 1 of 20: TH TH THtripathymanjulNo ratings yet
- 11072019Document1 page11072019Nisar HussainNo ratings yet
- Revised Training Module For Assistant Loco PilotsDocument3 pagesRevised Training Module For Assistant Loco PilotsNisar HussainNo ratings yet
- Important Dates PDFDocument1 pageImportant Dates PDFNisar HussainNo ratings yet
- Curriculum MTech Mechanical Manufacturing PDFDocument84 pagesCurriculum MTech Mechanical Manufacturing PDFG. RajeshNo ratings yet
- Syllabus of Inspector of Legal Metrology - 13052016 PDFDocument1 pageSyllabus of Inspector of Legal Metrology - 13052016 PDFNisar HussainNo ratings yet
- HW Solutions For Period 3Document10 pagesHW Solutions For Period 3dellibabu509No ratings yet
- Acad 2D FCPDocument17 pagesAcad 2D FCPNisar HussainNo ratings yet
- Bivek FCPDocument23 pagesBivek FCPNisar HussainNo ratings yet
- Revision Question Bank ME 2204Document11 pagesRevision Question Bank ME 2204Rajendra Kumar YadavNo ratings yet
- Us 1776444Document5 pagesUs 1776444Nisar HussainNo ratings yet
- Revision Question Bank ME 2204Document5 pagesRevision Question Bank ME 2204Nisar HussainNo ratings yet
- Engineering CompositesDocument193 pagesEngineering CompositesMelih AltıntaşNo ratings yet
- TRG Cal All Institues 2016 17 v1 2 PDFDocument10 pagesTRG Cal All Institues 2016 17 v1 2 PDFNisar HussainNo ratings yet
- SSC - Candidate's Application Details (Registration-Id - 51101321462)Document3 pagesSSC - Candidate's Application Details (Registration-Id - 51101321462)Nisar HussainNo ratings yet
- Westbengal Notification 22.01.16 PDFDocument18 pagesWestbengal Notification 22.01.16 PDFNisar HussainNo ratings yet
- West Bengal Staff Selection Commission: Transport/ Computer Supervisor RecruitmentDocument8 pagesWest Bengal Staff Selection Commission: Transport/ Computer Supervisor RecruitmentNisar HussainNo ratings yet
- Notification 14 FAD CO 99 APO Tradesman Mate Material Asst Other PostsDocument8 pagesNotification 14 FAD CO 99 APO Tradesman Mate Material Asst Other PostsAnkit SharmaNo ratings yet
- WBPDCL INDIA 2016 Advertisement PDFDocument10 pagesWBPDCL INDIA 2016 Advertisement PDFNisar HussainNo ratings yet
- KPS16 Detailed AdvDocument9 pagesKPS16 Detailed AdvAnonymous D792jOOENo ratings yet
- Feb Capsule Eng PDFDocument48 pagesFeb Capsule Eng PDFdassreerenjiniNo ratings yet
- Legal Metro 2 PDFDocument1 pageLegal Metro 2 PDFNisar HussainNo ratings yet
- 101 Math Short Cuts-Mental Ability PDFDocument20 pages101 Math Short Cuts-Mental Ability PDFsanits591100% (1)
- Wk1 - Introduction To CNCDocument34 pagesWk1 - Introduction To CNCNisar HussainNo ratings yet
- OngcDocument1 pageOngcNisar HussainNo ratings yet
- YouthCentral Resume VCE WorkExpDocument6 pagesYouthCentral Resume VCE WorkExpRick MercadoNo ratings yet
- Uggestion Arts PDFDocument3 pagesUggestion Arts PDFNisar HussainNo ratings yet
- HS 2018 History SuggestionDocument3 pagesHS 2018 History SuggestionNisar HussainNo ratings yet
- Easy In, Easy Out: Partner Connection Related LinkDocument2 pagesEasy In, Easy Out: Partner Connection Related LinkNisar HussainNo ratings yet
- Progress Test 2 (Units 4-6) : Name - ClassDocument6 pagesProgress Test 2 (Units 4-6) : Name - ClassРусланNo ratings yet
- Guide To Computer Forensics and Investigations 5th Edition Bill Test BankDocument11 pagesGuide To Computer Forensics and Investigations 5th Edition Bill Test Bankshelleyrandolphikeaxjqwcr100% (30)
- First Order Logic: Artificial Intelligence COSC-3112 Ms. Humaira AnwerDocument24 pagesFirst Order Logic: Artificial Intelligence COSC-3112 Ms. Humaira AnwerKhizrah RafiqueNo ratings yet
- Problem Tutorial: "Erase Nodes": 1 CNT (U, V)Document6 pagesProblem Tutorial: "Erase Nodes": 1 CNT (U, V)Roberto FrancoNo ratings yet
- Coursera XQVQSBQSPQA5 - 2 PDFDocument1 pageCoursera XQVQSBQSPQA5 - 2 PDFAlexar89No ratings yet
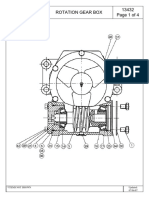
- Caja de Engranes para Pluma DunbarRotationGearBoxDocument4 pagesCaja de Engranes para Pluma DunbarRotationGearBoxMartin CalderonNo ratings yet
- Emeter MDM White PaperDocument9 pagesEmeter MDM White PapernittecatNo ratings yet
- Business Statistics Communicating With Numbers 4E 4Th Edition Sanjiv Jaggia Full ChapterDocument67 pagesBusiness Statistics Communicating With Numbers 4E 4Th Edition Sanjiv Jaggia Full Chapterdoris.heck867100% (3)
- Outreach in FIRST LEGO LeagueDocument10 pagesOutreach in FIRST LEGO LeagueΑνδρέας ΜήταλαςNo ratings yet
- Excel NotesDocument9 pagesExcel NotesAhnNo ratings yet
- Accelerating IceCubes Photon Propagation Code WitDocument11 pagesAccelerating IceCubes Photon Propagation Code WitNEed for workNo ratings yet
- SAP Single Sign-On 3.0 Product OverviewDocument39 pagesSAP Single Sign-On 3.0 Product OverviewAde PutrianaNo ratings yet
- M2 Pre-Task: Application Software - System Software Driver Software Programming SoftwareDocument2 pagesM2 Pre-Task: Application Software - System Software Driver Software Programming SoftwareBee Anne BiñasNo ratings yet
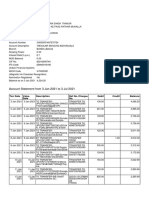
- Account Statement From 3 Jan 2021 To 3 Jul 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument8 pagesAccount Statement From 3 Jan 2021 To 3 Jul 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSanatan ThakurNo ratings yet
- Module 6: Flow Control Valves: Basic PneumaticsDocument18 pagesModule 6: Flow Control Valves: Basic PneumaticsJohn Fernand RacelisNo ratings yet
- تقارير مختبر محركات احتراق داخليDocument19 pagesتقارير مختبر محركات احتراق داخليwesamNo ratings yet
- 4150 70-37-3 Requirement AnalysisDocument71 pages4150 70-37-3 Requirement AnalysisSreenath SreeNo ratings yet
- SM ATF400G-6 - EN - Intern Use OnlyDocument1,767 pagesSM ATF400G-6 - EN - Intern Use OnlyReinaldo Zorrilla88% (8)
- 2023 It SbaDocument8 pages2023 It SbaCarl ThomasNo ratings yet
- Sanam MathDocument13 pagesSanam MathAbrar Ahmed KhanNo ratings yet
- T100-V Service ManualDocument22 pagesT100-V Service ManualSergey KutsNo ratings yet
- Biochips: Submitted byDocument17 pagesBiochips: Submitted byCharina Marie CaduaNo ratings yet
- Lecture-13 Indexing and Its Types: Subject: DBMS Subject Code: BCA-S301T Faculty: Saurabh JhaDocument16 pagesLecture-13 Indexing and Its Types: Subject: DBMS Subject Code: BCA-S301T Faculty: Saurabh JhaShivam KushwahaNo ratings yet
- Dynapac Mini Roller - CC125Document14 pagesDynapac Mini Roller - CC125Iftequar Rizwan KhanNo ratings yet
- Erbe Service Manual Icc200 Icc300h-E Icc350Document266 pagesErbe Service Manual Icc200 Icc300h-E Icc350tonybimbo73% (15)
- The Environment and Corporate Culture: True/False QuestionsDocument21 pagesThe Environment and Corporate Culture: True/False QuestionsĐỗ Hiếu ThuậnNo ratings yet
- HDM Method PDFDocument117 pagesHDM Method PDFBonagiri DheerajNo ratings yet
- Meridium Enterprise APM ModulesAndFeaturesDeploymentDocument517 pagesMeridium Enterprise APM ModulesAndFeaturesDeploymenthellypurwantoNo ratings yet
- NetworksDocument6 pagesNetworksscribdNo ratings yet
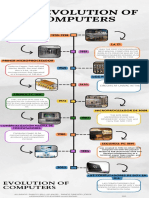
- Infografia Línea Del Tiempo Historia de La Computadoras en InglesDocument1 pageInfografia Línea Del Tiempo Historia de La Computadoras en InglesGEORGEGAMER MCNo ratings yet
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!From EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!No ratings yet
- A Pathway to Decarbonise the Shipping Sector by 2050From EverandA Pathway to Decarbonise the Shipping Sector by 2050No ratings yet
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceFrom EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNo ratings yet
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsFrom EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsRating: 4.5 out of 5 stars4.5/5 (2)
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerFrom EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Carbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersFrom EverandCarbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersRating: 4.5 out of 5 stars4.5/5 (2)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977From EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977No ratings yet
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsFrom EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNo ratings yet
- Global Landscape of Renewable Energy FinanceFrom EverandGlobal Landscape of Renewable Energy FinanceNo ratings yet
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)