Professional Documents
Culture Documents
Butcher A, Et Al (2010) - Northparkes Mine
Uploaded by
richardxia10240 ratings0% found this document useful (0 votes)
257 views30 pagesNORTHPARKES Mines is an unincorporated joint venture between Rio Tinto (80 per cent), Sumitomo Metal Mining Oceania (13. Per cent) and sumomo corporation (6. Per cent). It operates block cave and open cut mines and an ore processing plant located 27 km north of Parkes in central New South Wales. The mine site is located at an elevation of 230 m above sea level on the plains to the west of the Great Dividing Range in
Original Description:
Original Title
Butcher a, Et Al (2010) - Northparkes Mine
Copyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentNORTHPARKES Mines is an unincorporated joint venture between Rio Tinto (80 per cent), Sumitomo Metal Mining Oceania (13. Per cent) and sumomo corporation (6. Per cent). It operates block cave and open cut mines and an ore processing plant located 27 km north of Parkes in central New South Wales. The mine site is located at an elevation of 230 m above sea level on the plains to the west of the Great Dividing Range in
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
257 views30 pagesButcher A, Et Al (2010) - Northparkes Mine
Uploaded by
richardxia1024NORTHPARKES Mines is an unincorporated joint venture between Rio Tinto (80 per cent), Sumitomo Metal Mining Oceania (13. Per cent) and sumomo corporation (6. Per cent). It operates block cave and open cut mines and an ore processing plant located 27 km north of Parkes in central New South Wales. The mine site is located at an elevation of 230 m above sea level on the plains to the west of the Great Dividing Range in
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 30
1
Title: NORTHPARKES MINES
Authors: A Butcher
1
, R Cunningham
2
, K Edwards
3
, A Lye
4
, J Simmons
5
, C
Stegman
6
and A Wyllie
7
.
1. Manager, Ore Processing and Logistics, Northparkes Mines, PO Box
995, Parkes NSW 2870, Australia.
2. Manager, Special Projects and Tunnel Boring Systems (TBS),
Northparkes Mines, PO Box 995, Parkes NSW 2870, Australia.
3. Manager, Health, Environment, Safety, Communities and Farms
Northparkes Mines, PO Box 995, Parkes NSW 2870, Australia.
4. General Manager, Projects, Northparkes Mines, PO Box 995, Parkes
NSW 2870, Australia.
5. Personal Assistant to the Managing Director, Northparkes Mines, PO
Box 995, Parkes NSW 2870, Australia. Email:
J ane.Simmons@riotinto.com
6. Managing Director, Northparkes Mines, PO Box 995, Parkes NSW
2870, Australia. Email: Craig.Stegman@riotinto.com
7. Superintendent, Mine Design, Northparkes Mines, PO Box 995,
Parkes NSW 2870, Australia.
Publication: AMMOP
Contact person: Craig Stegman
Managing Director
Northparkes Mines
PO Box 995, Parkes NSW 2870, Australia
Phone: +61 2 6861 3117
Mobile: +61 (0) 457 430 897
Fax: +61 2 6861 3102
Email: J ane.Simmons@riotinto.com
2
INTRODUCTION
Overview
Northparkes Mines (Northparkes), an unincorporated joint venture between Rio Tinto (80 per
cent), Sumitomo Metal Mining Oceania (13.3 per cent) and Sumitomo Corporation (6.7 per
cent), operates block cave and open cut mines and an ore processing plant located 27 km
north of Parkes in central New South Wales (Figure 1). The mine site is located at an
elevation of 230 m above sea level on the plains to the west of the Great Dividing Range in
the headwaters of the Bogan River, which is part of the Murray Darling Basin. The land
surrounding the operations is mainly used for farming (a mixture of dry land cereal cropping
and sheep/cattle grazing). Annual rainfall is in the range of 400 - 1000 mm (average 600 mm).
Northparkes Mines owns 6000 hectares of land around the mine, of which the mining leases
cover 1630 hectares. The remaining land is actively farmed.
Production commenced in 1993 and the operation has produced approximately 750 000
tonnes of copper and approximately one million ounces of gold to the end of 2010
(approximately 20 per cent from open pit and 80 per cent from underground). Ore is currently
sourced from the E48 Lift 1 block cave mine (the third block cave) and open cut stockpiles.
Approximately 5.8 Mt/a of ore is processed annually on site, producing 140 000 - 150 000 t of
copper and gold concentrates that are shipped to custom smelters in J apan, China and India
for smelting and refining.
A production summary is given in Table 1. The current life of mine is 2024, based on
Reserves of 75.5 Mt of ore grading 0.82 per cent copper and 0.32 g/t gold (as of 31
December 2010). Northparkes has a large resource base of 287.8 Mt grading 0.57 per cent
copper and 0.26 g/t gold.
Northparkes currently has approximately 700 full-time equivalent employees, comprising
approximately 300 staff and 400 contractors. Most employees live in Parkes and the
neighbouring town of Forbes.
History
North Limited acquired the Northparkes project through its merger with Peko Wallsend in the
1980s. North approved the Northparkes project, comprising underground block cave and
open cut mines and concentrator, in 1992 following an extensive and lengthy studies phase.
The low-grade nature of the Northparkes deposits and their relative depth precluded many
conventional underground mining methods. North subsequently formed the Northparkes joint
venture with Sumitomo Metal Mining Oceania and Sumitomo Corporation in 1993 in order to
obtain a development partner with downstream smelting and refining capability. Rio Tinto
acquired North Limited in 2000 and assumed management of the Northparkes joint venture.
The joint venture partners approved construction of the E26 Lift 2 block cave mine in 2001.
Mining of the Lift 1 block cave mine was completed in October 2003 prior to completion of
the Lift 2 mine. Concentrator production was maintained by undertaking a further cutback in
the E27 open cut mine. Production from the Lift 2 mine began in August 2004.
The joint venture partners approved the E48 Lift 1 block cave mine in November 2006.
Large-scale production from the E26 Lift 2 block cave mine ceased in August 2007, much
earlier than planned and again prior to completion of the new block cave mine. As a result,
further mining took place in the E22 pit and an extension of the Lift 2 block cave mine, the
E26 Lift 2 North block cave, was constructed. These two ore sources allowed concentrator
3
production to be maintained in full through the transition period, which was extended by
nearly a year due to a nine-month suspension of construction of the E48 Lift 1 mine in 2009
due to the global financial crisis. Production ramp-up from the E48 Lift 1 block cave mine
commenced in 2010 with the new block cave mine becoming the main ore source in late
2010.
Operating strategy, constraints and innovation
Northparkes current operating strategy primarily reflects the unique configuration of the E26,
E22, E27 and E48 deposits. The deposits are all relatively small compared to porphyry
copper deposits worldwide, although they are vertically continuous and in close proximity to
each other. At the time of mine start-up, the deposits were regarded as low-grade. In
addition, the deposits are hosted in very competent rock-types. Whilst the near-surface
portions of the deposits were ideally suited to open cut mining, the deeper sections were
more problematic. They could not be economically extracted by conventional underground
mining methods like long-hole open stoping. The small footprints of the deposits and
competent rock-types appeared to preclude caving mining methods.
After much research and study, Northparkes finally adopted a highly modified block cave
mining method to extract the deeper resources. Block caving has allowed Northparkes to
achieve very low mining costs and high productivities by industry standards, mainly through
the application of very efficient automated material handling and comminution systems that
minimise ore re-handle, including high speed electric load haul dump units, jaw-gyratory
crushers, high-speed conveyors and shaft hoisting systems. However, all of Northparkes
block caves are characterised by high height to width ratios and cave footprints that are very
close to the minimum hydraulic radius required to initiate continuous caving. This has
required considerable innovation to improve caveability, including hydro-fracturing and
drilling and blasting of the rock mass to reduce rock strength.
The block cave layout has evolved considerably since the first block cave mine, with each
subsequent mine representing an improvement on the previous version. Other factors that
have influenced the design and operating strategy of Northparkes operations include:
The construction lead-time for block cave mines is significant and typically of the order of
three to four years, requiring significant upfront planning.
Block cave production rates are intimately tied to the rate of caving; production rates will
be reduced if cave propagation slows. Likewise, there is a much higher chance of
incomplete reserve recovery in block cave mines compared to more conventional mining
methods. As a result, it has been important for Northparkes to establish alternate ore
sources to cope with production shortfalls from the block cave mines.
The closeness of Northparkes deposits has also allowed considerable sharing of
infrastructure, including mine access, material handling and ventilation systems, and also
facilitated the sequential extraction of progressively deeper and lower-grade ore bodies.
Proximity to major established infrastructure, including the Newell Highway, the junction
of Australias east-west and north-south rail corridors that provide rail access to a number
of ports, regular air-services to Sydney and the main Australian East Coast electricity
grid.
Proximity to a number of key regional centres, including Parkes, Orange and Dubbo,
which provides ready access to a significant pool of employees and contractors, as well
as engineering and maintenance groups. This has also allowed Northparkes to operate
as a residential operation.
Lack of appreciable water resources in close vicinity to the mine has required
Northparkes to source its water from the Lachlan River and aquifers 60 km to the south of
the mine. Many townships and other industries also depend on these resources,
4
especially during droughts, highlighting the importance of minimising water usage and
improving water recycling.
Location within traditional farming areas has resulted in a strong focus on creating a
effective buffer between neighbouring farming operations and the mine, including
minimising noise, traffic interactions and continuing to use available land for cropping.
General infrastructure
Northparkes requires approximately 3600 ML water per annum to process a nominal 5.8 Mt
of ore. Most of this water is sourced from a bore field adjacent to the Lachlan River
approximately 60 km south of the mine. A small amount of water is also abstracted from the
Lachlan River. Water is piped to Parkes via infrastructure shared with the Parkes Shire
Council and then to the mine through a dedicated water pipeline. Electricity needs of
approximately 215 GWh, at an average load of around 24.5 MW, are met entirely from the
main East Coast Australian electricity grid. The bulk of the electricity is consumed by the
underground crushers and hoist and the grinding circuit in the concentrator.
Future plans
In August 2010 Northparkes Mines announced the approval for a $90 million pre-feasibility
study (subsequently increased to $115 million) assessing the potential to extend mine life
beyond 2024. This project envisages a large-scale mining and processing operation based
on a series of larger lower-grade resources located within existing mining leases. The key
part of the pre-feasibility study will be a major evaluation drilling program, involving in excess
of 155 km of drilling, which will assess identified copper and gold mineralisation within the
existing mining leases beneath current mining operations on the E26, E48 and E22 deposits,
and at the GRP314 area of mineralisation (Figure 2). Central to the pre-feasibility study will
be community consultation and the assessment of both existing and new technology that will
deliver environmental outcomes including improving water, energy efficiency and
biodiversity. It is anticipated that the pre-feasibility study will take approximately two years to
complete at which time the J oint Venture partners will determine whether to progress to a
feasibility study.
GEOLOGICAL DESCRIPTION
Exploration activities in the Northparkes area were initially undertaken by the corporate
exploration groups of Geopeko and North Limited until 1998. From 1998 onwards,
Northparkes has managed all exploration in the district, focussing exclusively on the
Goonumbla Volcanic Complex. A combination of magnetic, gravity and electrical geophysical
surveys, bedrock geochemistry, geological interpretation and deep diamond drilling has been
used to help discover new porphyry systems including the GRP314 deposit. Recent
exploration activities have provided extensive deep drill coverage in the mine corridor. This
has led to the discovery of additional mineralisation at depth beneath existing mining
operations at E22, E26 and E48 deposits. The ore reserves and resources according to the
J ORC code are listed in Table 2.
The Northparkes deposits occur within the Ordovician Goonumbla Volcanics of the
Goonumbla Volcanic Complex (Simpson et al, 2000). The Goonumbla Volcanics form part of
the J unee-Narromine Volcanic Belt of the Lachlan Orogen (Glen et al, 1998). The
Goonumbla Volcanics consist of a folded sequence of trachyandesitic to trachytic volcanics
and volcaniclastic sediments that are interpreted to have been deposited in a submarine
environment. The Northparkes deposits are typical porphyry copper systems in that the
mineralisation and alteration are zoned around quartz monzonite porphyries. The porphyries
form narrow (typically less than 50 m in diameter) but vertically extensive (greater than 900
5
m) pipes. Mineralisation extends from the porphyries into their host lithology. The E26 and
E48 deposits range from 60 m to 400 m in diameter (>0.4 per cent copper) and extend
vertically for more than 1100 m. Figure 3 shows a north-south geological cross-section of the
main resources.
Sulfide mineralisation occurs in quartz stockwork veins, as disseminations and fracture
coatings. Highest grades are generally associated with the most intense stockwork veining.
Sulfide species in the systems are zoned from bornite-dominant cores, centred on the quartz
monzonite porphyries, outwards through a chalcopyrite-dominant zone to distal pyrite. As the
copper grade increases (approximately >1.2 per cent copper), the content of covellite,
digenite and chalcocite associated with the bornite mineralisation also increases. Gold
normally occurs as fine inclusions within the bornite. Bornite is the predominant ore mineral
in all deposits. Copper to gold ratios differ between the different deposits and within
individual deposits. The E22 and E27 deposits have lower copper to gold ratios compared to
the E26 and E48 deposits. In all deposits, the copper to gold ratio decreases towards the
centre of the deposit. All the Northparkes deposits are cross cut by late faults/veins filled with
quartz-carbonate and minor gypsum, anhydrite, pyrite, tennantite chalcopyrite, sphalerite and
galena. The associated sericite alteration extends up to 10 m from the fault. Tennantite,
which contributes arsenic to the final copper concentrate, is present in higher concentrations
in the E48 deposit.
Oxide mineralisation blankets were well developed over the E22 and E27 deposits. The
upper blanket was gold-rich and copper-poor. The lower blanket was enriched in copper by
supergene processes. The dominant copper oxide minerals at E22 and E27 were copper
carbonates (malachite and azurite) and phosphates (pseudomalachite and libethenite) with
lesser chalcocite, native copper, cuprite and chrysocolla. A gold-poor, less well developed,
supergene copper blanket was also developed over the E26 deposit. At E26 the oxide
copper minerals included atacamite, clinoatacamite and sampleite, in addition to those
copper minerals observed in E22 and E27.
The Goonumbla Volcanics at Northparkes have undergone little deformation, with gentle to
moderate bedding dips as a result of regional folding. The dominant structure observed to
date in the Northparkes area is the Altona Fault, an east dipping thrust fault, which truncates
the top of E48 and GRP314, and is known to extend from east of E26 to E27.
MINING OPERATIONS UNDERGROUND
Overview
Northparkes was the first mine in Australia to use a variation of the cost-effective block cave
mining technique in its underground operations. Northparkes is currently mining its third
block cave mine (Table 3 and Figure 4).
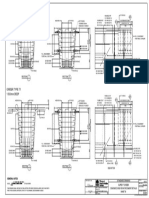
Pre-production mining development work consists of establishing two working levels, the
undercut level and extraction level, at the base of each ore block, as well as the development
to support the associated material handling system. Northparkes has developed its own
unique extraction level layout that locates the material handling system, including crusher, to
the side of the extraction level, thereby alleviating the need to construct a third level
dedicated to haulage. Similarly, it has established the extraction level as the primary
ventilation level, thereby eliminating development to support mine ventilation. The undercut
level, which is used to initiate caving, is 14 - 20 m vertically above the extraction level; the
height being dependent on the undercutting method. Undercutting, which involves sequential
firings of overlapping fans of blast holes to create the initial void for caving, is the rate
controlling step for production ramp-up, controlling both the rate of undercutting ore and then
6
the start of production from draw points. Northparkes has consistently set record levels for
undercutting. During the recent E48 campaign, an average of twelve draw bells and 7000 m
2
of undercut were blasted per month, allowing the undercutting to completed in 12 months.
Rapid undercutting can in part be attributed to firing draw-bells in a single firing using
electronic detonators. Following draw bell blasting, the associated draw points are brought
into production with production rates ramped up to full production over a period of three to six
months.
A number of undercutting methods have been used. The E26 Lift 1 cave utilised a double
undercut (two undercut levels) in an attempt to increase productivity from the cave during
production ramp-up. Subsequent caves relied upon a single undercut level. Both the E26 Lift
1 and Lift 2/2N caves employed an advanced undercut method; essentially, draw points and
draw bells were installed after the undercut level had been blasted. In contrast, the E48 Lift 1
cave utilised a post-undercut method where draw points and draw bells were constructed
prior to undercut blasting. The advanced undercut method is best suited to higher stress
conditions where it is important to minimise openings to preserve the strength and integrity of
the extraction level rock mass.
Geotechnical description
Northparkes has established comprehensive geotechnical models for all of its block cave
mines. The models are based on geotechnical logging of extensive diamond drill core data
sets, augmented by mapping of underground openings established during the early study
phases. For example, a total of 57 NQ and HQ drill holes and wedges for 35 000 m of drilling
were completed at the E48 Project and an exploration drive was developed across the E48
extraction level during the feasibility study to validate the drill core data. The geotechnical
core logging comprises both interval logging and detailed oriented fracture logging. This data
allows the rock mass to be characterised in terms of rock quality designator (RQD) and the
various rock mass rating systems (MRMR, Q system and RMR system), fracture density and
fracture orientations. In addition, geophysical logging of selected drill holes is undertaken to
compliment the geotechnical logging. Other data collected includes point load strength tests,
over-core stress measurements and UCS rock strength measurements.
The Northparkes rock mass, including the E48 and E26 deposits, is a highly jointed rock
mass with fracture frequencies of between three and 20 per metre and with fracture density
increasing with copper grade. The volcaniclastic and volcanic units tend to be more highly
fractured than the monzonites and porphyries. Rock strengths range from 90 - 150 MPa with
locally weaker zones associated with late stage shears. The maximum principle stress
direction is sub-horizontal and striking northwest-south east with a magnitude of 30 - 40 MPa
at the E48 extraction level. The minimum principle stress direction is sub-vertical.
Standard ground support comprises 2.4 m resin-encapsulated rock bolts installed on a one
metre pattern, complimented with 50 - 75 mm of fibre-reinforced shotcrete. All intersections
are cable bolted using twin-strand 6 m long cables. In areas of higher stress, for example,
draw points, additional cabling, meshing and strapping will be installed.
Mine planning practices and procedures
Block cave reserves are estimated with PCBC software based on mixing and dilution
parameters derived from reconciliations of earlier block cave mines (eg E26 Lift 1 and Lift 2).
Recent upgrades to the software, including template mixing, have allowed the effects of
lateral flow and toppling to be better estimated. However, it is still necessary to closely
monitor actual draw point grades and draw point geology to validate the reserve models,
including the effects of preferential migration of finer particles and of dilution. Checks are also
7
made by shadowing the PCBC models with REBOP simulations (particle flow models).
Reserves are typically estimated by depleting the original reserves for production and
accounting for cave shape.
Production plans are based on life of mine PCBC models based on the predicted draw plan.
Northparkes mostly draws its block caves to an even height of draw. However, once break
through has occurred, selective draw can be established to achieve either higher grade
production and/or to stimulate cave propagation. However, a minimum draw is generally
maintained across the extraction level to minimise the potential for localised loading on the
level.
Mining process and equipment
Figure 5 shows the layout of the E26 Lift 2 Block Cave mine and Table 4 gives a list of the
underground mining equipment. Figure 6 shows the E48 Lift 1 mine material handling
system.
Mine access for all personnel and equipment is provided by surface portal and decline. The
decline has a standard 6 m by 6 m arched profile. The hoisting shaft represents the second
means of egress and the ore skips can be fitted with a man-riding cage in the event that
personnel cannot egress the mine via the decline.
The mine ventilation system consists of two surface mounted 750 kW exhaust fans mounted
above a system of vertical and lateral return air raises. The primary air intakes are the main
decline and the hoisting shaft. Draw is balanced to control air velocity in the hoisting shaft
due to the risk of displacing hoisting components at excessive air velocities. The ventilation
system typically operates at airflows of 390 - 400 m
3
per second, which are shared across
the various work areas,
Water inflows to the mine are relatively modest of the order of 3 - 5 L/s. Dewatering
systems are installed at the base of each extraction level and are designed to cope with large
inflows from the cave volume and subsidence zone.
The mining process involves recovery of broken rock from the draw points by 14 t capacity
electric Load Haul Dump Units (LHDs), which tram the ore to a primary crushing station,
consisting of plate feeder and jaw gyratory crusher, located on the margin of the extraction
level. Typically, four to five LHDs operate on a continuous basis to achieve daily production
targets of 18 kt per day. Oversize rock is broken on the extraction level using specialist
secondary breaking drills. Draw point hang-ups are addressed with a combination of water
cannons and high hang-up drill rigs. Extraction level layout has evolved considerably to
address a range of design elements, including:
concurrent LHD operations to maximise extraction level productivity;
LHD access to multiple drives to improve operational flexibility;
roadway designs to allow high-speed (fourth gear) LHD tramming;
crusher configuration to reduce the volume of secondary breaking;
ventilation flows and dust suppression systems to ensure dust from loading operations is
minimised;
drainage to control water flows and direct away from the extraction drives;
communications systems to allow single point control of extraction level operations;
maintenance facilities located on the margins of the extraction level to maximise LHD
availability; and
8
extraction level infrastructure to support operations, maintenance and service crews,
including crib rooms and fresh air bases.
The material handling system employed at Northparkes has been designed to minimise ore
rehandling and is fully automated. Ore is fed to a coarse ore bin that feeds the primary
crusher. Two jaw crushers were employed in the E26 Lift 1 mine but subsequent mines
utilise a single jaw-gyratory crusher. Crushed ore is fed onto high-speed inclined conveyors
via an ore pass that also provides storage capacity. Ore is conveyed to the underground
loading station, which consists of three ore passes feeding the hoisting system. The hoisting
system consists of a ground mounted friction winder with integrated drum and rotor, servicing
two 16 t payload skips in counterbalance, running on rope guides in the 6 m diameter
concrete-lined shaft. Considerable work has been undertaken to improve the capability of the
hoisting system, which represents the mining operations key bottleneck. This work has
mainly focused on improving the availability of the hoisting system.
Hoisted ore is transferred via a short conveyor to a secondary crushing station located near
the head frame. The secondary crusher, which was installed as part of the E48 Project,
reduces the ore to a P80 of 55 mm, improving the overall capacity of the concentrator circuit.
Ore from the secondary crusher to then conveyed to the concentrator by a curved high
speed conveyor that skirts the E48 subsidence zone.
The underground mining operation has approximately 80 full-time employees, consisting of
mine management and operations, technical services and maintenance teams. The
operations team has four crews working 12-hour shifts. Each crew consists of a team leader,
five LHD operators, three secondary breakers, two conveyor belt runners and a
SCADA/Database operator. A service crew is also employed to maintain basic infrastructure
and services in the mine, including road grading and stores transport. The technical services
team comprises approximately 12 staff including mining and geotechnical engineers and
technicians. Approximately 25 mechanical and electrical maintenance personnel manage the
physical assets in the mine.
Cave management, ore control and reconciliation procedures
Northparkes has developed a comprehensive cave management system based on its
experiences with operating the E26 block caves. These management systems are designed
to manage the specific catastrophic safety risks particular to block caves; namely airblast,
surface subsidence and inrush and large-scale rock falls. The system is also designed to
support maximising reserve recovery and optimising mine production. The system is based
on a large number of monitoring systems, including real-time microseismic event monitoring,
open hole surveys using probes and video cameras, time domain reflectometers installed in
grouted boreholes, convergence monitoring using extensometers and manual measurements
of mine openings on the extraction level and in key underground infrastructure, draw point
fragmentation and geology mapping, draw point grade sampling, subsidence zone volume
estimates and water inflow measurements.
These data are reviewed on a monthly basis and monitored against triggers that form part of
formal triggered action response plans (TARPs) that have been developed in conjunction
with the mining inspectorate.
Draw point grade control samples are collected at a rate of two to three samples per draw
point per month to allow monthly reconciliations of sampled grade against concentrator
grades and predicted reserve grades. Towards the end of the life of the block cave mine, the
grade control samples are used to determine draw point shut-off strategies.
9
Innovation and improvement
Notable technology applications included the application of microseismic and other remote
monitoring cave management systems, hydro-fracturing for cave propagation, use of electric
loaders and jaw-gyratory crushers.
Northparkes block caves are amongst the most heavily monitored in the industry, which
reflects the complexity associated with block cave mines characterised by small footprints,
high heights of draw and relatively strong rock mass. The development of very sensitive
microseismic monitoring systems in the pre-production stages of mine development has
allowed Northparkes to very accurately map and track the distribution of micro-seismic
events in the mine environment, leading to an improved understanding of cave propagation
processes, as well as improving safety management and reserve recovery.
Hydro-fracturing was first applied at Northparkes in 1998 to assist with the Lift 1 cave
propagation in areas of competent rock mass and relatively low stress environment. Hydro
fracturing proved successful in stimulating cave propagation in the E26 Lift 1 cave and has
been applied to the E26 Lift 2 North and E48 Cave volumes prior to caving. Whilst difficult to
quantify, hydro fracturing is believed to have substantially assisted cave propagation in both
cases.
The use of six electric powered loaders as the primary production fleet was the first of its size
in the industry. This application provided many benefits over conventional diesel powered
loaders, most notably reduced maintenance costs, longer equipment life and a significant
reduction in carbon emissions and corresponding ventilation requirements. This loader fleet
has demonstrated superior performance over an extended period of time with operational
lifetimes of in excess of 13 years and 30 000 operating hours.
A single jaw-gyratory crusher was installed as part of the E26 Lift 2 mine. The primary
advantage of this style of crusher over conventional crushers is its ability to accept a
maximum rock size of three cubic metres whilst achieving a consistent P80 of 120 mm,
thereby dramatically reducing the secondary breaking burden on the Extraction Level. As a
result, a grizzly screen is not required on the crusher feed bin, although a rock breaker is
fitted to the crusher to address periodic blockages in the crusher and on the plate feeder.
MINING OPERATIONS OPEN PIT
Overview
Open cut mining has been used to access the near surface portions of the copper-gold
deposits at Northparkes, initially to allow accelerated ore processing prior to commissioning
of underground operations, but also to supplement underground production during the
transition from one cave to another. As a result, open cut mining has typically been
undertaken on a campaign basis, often relying upon contractor mining. The most recent
campaign in E22 pit, which was completed in September 2010, was managed by utilising a
number of major contractors. All heavy earthmoving equipment (excluding drill rigs) was
supplied by a contractor as a maintained dry hire fleet with rates based on engine hour
utilisation. Drilling was undertaken by a specialist drilling contractor on fixed and metre rates.
Operators were sourced from a local labour hire company on casual rates and explosives
where supplied by a contractor with loading and tie by Northparkes operations team. A total
of 25 Mt of rock was extracted from the E22 pit during this campaign, including 12 Mt of ore.
Nine million tonnes of ore has been stockpiled for future processing.
Geotechnical description
10
The E22, E26 and E27 open cuts were all roughly circular in shape, with diameters of up to
600 m and ultimate depths of up to 220 m. The E22 and E27 pits were both mined in three
stages; the initial pit followed by two cut-backs. Typical ore waste ratios were of the order of
1:2.
Each of the open cut mines at Northparkes encountered very weak surface clays and
weathered rock to depth of 30 - 50 m before transitioning to highly fractured unweathered
volcanic and intrusive porphyry rock-types, the latter often located in the pit centre. These
rock types were over-printed by widely spaced, large-scale, steeply dipping sericite-altered
fault zones. Fracture density and hydrothermal alteration intensity typically increased towards
the porphyries. In addition, most fractures dipped inwards to the pit centre. As a result, pit
wall stability was a major challenge during mining operations.
Batter angles in the surface clays and weathered rock were between 30 - 45 degrees. Whilst
this produced stable walls in most circumstances, there were localised failures due to a
combination of surface and ground water and larger scale discontinuities. As a result,
considerable focus was placed on managing drainage around the pit walls and on drilling
depressurisation holes in the pit walls.
Batter angles in the sulfide rock in the early mining campaigns were in the range of 55
degrees to 60 degrees. However, by reducing blast damage through the use of trim shots,
pre-split drilling and reduced blast bench heights and introducing a range of ground support
(shotcrete and cable bolting), batters were successfully steepened to 80 to 90 degrees.
Berms were initially 5 m wide but were increased to 8 m in later mining campaigns in
conjunction with the steeper batters to improve catch capacity. Bench heights were typically
20 - 21 m.
A combination of geotechnical mapping, constant wall monitoring and ground penetrating
radar was also employed to assist with pit wall management.
Mine planning
Pit designs were based on Whittle optimisation utilising long-term metal price assumptions
and minimum mining width criteria based on mid-sized excavator-truck fleet.
Mining process and equipment
Mining of the open pits typically involved medium-sized (180 to 220 t) hydraulic excavator in
backhoe configuration and a fleet of 85 - 100 t trucks, together with an array of conventional
ancillary equipment, including rotary blast hole drill rigs, graders, dozers and water carts. All
pits utilised a single 20 - 23 m wide 1:7 ramp for access. The width was based on two-way
traffic for the haul trucks. The ramp width was reduced in single lane near the pit bottom.
Initial excavation of weathered clay and rock did not require blasting and could be free dug.
However, at depths of between 10 m and 30 m, harder rock was encountered which required
blasting before excavation. The standard blast hole pattern was 3.5 m x 4 m with a blast
bench height of 5 - 7 m. Hole diameter ranged from 102 mm in early campaigns to 15 mm in
later campaigns. ANFO was used in the upper benches but emulsion was used in lower
benches where ground water was likely to be encountered. Latter mining campaigns used
Unitronic electric detonators. Hole diameter ranged from 102 mm and 89 mm blasting drill
holes for Unitronic electric detonators.
11
Waste rock removed from the open cuts has been formed into sound bunds around the
perimeter of the pits to minimise transmission of noise and dust to neighbouring properties.
The waste rock has also been used in the construction of the tailings storage facilities. Ore
was either directly tipped on a run of mine stockpile near a surface crusher for immediate
processing or placed in a series of grade-controlled stockpiles.
Ore control and reconciliation procedures
Early campaigns used reverse circulation drilling for grade control. However, reverse
circulation caused significant delays to the mining process and was replaced with blasthole
cone sampling with one sample per blast hole. Whilst sample quality was reduced, overall
sample density was higher, resulting in an overall improvement to grade control quality.
Quality control through the onsite lab was checked by using field duplicates every 25
samples and inserting certified standards every 40 samples. Grade control blocks were
estimated by block modelling methods using kriging. A minimum practical mining block was
set at 15 x 20 m. A range of high, low and marginal grade bands were used for stockpiling
with the waste material cut-off based on break-even processing costs based on long term
forecast prices.
PROCESSING OPERATIONS
Mineralogy and characterisation
The E48 ore body is the dominant supply of ore to the concentrator, with 100 per cent of
supply provided since late 2010. Stockpiles of open cut E22 ore are held, and provide a
buffer for short supply from the underground mine. The main copper bearing minerals from
all ore bodies processed are bornite and chalcopyrite.
The E22 ore is lower grade than the E48 ore body and is characterised by lower bornite:
chalcopyrite ratios. As copper grade increases the content of covellite and chalcocite
associated with the bornite mineralisation increases. Rare visible gold occurs as inclusions
up to 1mm in diameter within bornite or more rarely as free gold in quartz veins. Due to the
intimate relationship with bornite, visible gold tends to occur within the highest-grade zones
of the central portion of the deposit. Chalcopyrite is the dominant sulfide species outboard of
the bornite rich core. Chalcopyrite occurs as disseminations within veins and wall rock, and
frequently occurs along fine fractures. Pyrite is generally restricted to the lower grade
peripheries of the mineralisation, outboard of the chalcopyrite dominated zone. Concentrate
copper grades of 33 per cent are typically achieved compared to 35 per cent from the E48
ore.
The ore mineralogy of the E48 deposit consists of bornite as the dominant copper-sulfide
species and occurs in association with significantly smaller, but variable amounts of
chalcopyrite and chalcocite. Gold and silver are present largely as small particles (often <5
m in size) of metallic gold and electrum as well as gold and silver bearing tellurides, notably
petzite (Ag
3
AuTe
2
) and hessite (Ag
2
Te). The metallurgical performance of the E48 ore is
limited by the finer overall grain size and the resultant poorer liberation of copper sulfides
from their associated gangue in the >38 m size fractions.
The arsenic in the E48 ore is hosted almost entirely by tennantite that is present as small
grains (usually <25 m in size) and are intimately intergrown with chalcopyrite and, to a
much lesser extent, sphalerite and/or galena. Arsenic therefore follows copper during
flotation and limited scope exists for significantly reducing the arsenic content of the
concentrates during rougher flotation. Some scope might exist for reducing the arsenic
content by selective tennantite removal during cleaning, particularly if a regrind stage is
12
required. This may be the subject of further studies as the mine develops and As
concentration increases in the product.
Process description
Ore processing consists of four stages: crushing, grinding, flotation and thickening/filtering.
The flowsheet is shown in Figure 7. The process plant equipment and process plant
consumables are listed in Tables 5 and 6, respectively. Table 7 presents a typical
metallurgical balance. The ore processing team also manages tailings disposal and
concentrate logistics to port.
The concentrator was constructed in two modules, namely Module 1 and Module 2. Each
module consists of its own grinding circuit, flotation circuit, concentrate thickener and filter.
The tailings are combined in a single tailings thickener before being deposited in one of three
tailings storage facilities.
The Module 1 grinding circuit was the first to be constructed along with a gold Carbon-in-
Leach circuit. The upper gold oxide sections of the E27 and E22 ore bodies were processed
through Module 1 during the initial 18 months of operation at Northparkes (~1993) to produce
gold bars. During this period, Module 2 was constructed and featured a grinding circuit and
copper oxide flotation circuit. Once gold production ceased in Module 1, the CIL plant was
decommissioned and Module 1 was converted into a sulfide flotation circuit. Copper oxide
ore was processing from 1995, followed by copper sulfide ore.
The operating philosophy is simple: maximise plant throughput, then recovery, followed by
grade. Key performance metrics are assigned to all process variables and are monitored
daily in order to better understand the sources of variation in the process. Corrective actions
are taken to eliminate assignable causes to control stability and thereby improve the plants
capability for greater production rates and product quality.
The metallurgical accounting system is based on a process mass balance. A software
package developed by Matrikon (ProcessMORe) is used to record downtime and production
results. A J K SimMet model and empirical models are used to evaluate production plans and
forecast process outputs.
The ore processing department has approximately 50 full-time employees, consisting of
management and operations, metallurgy and laboratory teams. The operations team has four
crews working 12-hour shifts to achieve 24/7 production. Each crew consists of a team
leader, two grinding operators, two flotation and thickener/filter operators and a tailings and
water storage operator.
A service crew is also employed to maintain basic infrastructure and services in the plant,
including water supply, grinding media and reagents delivery management. The ore
processing department also manages tailings disposal and concentrate logistics by road and
rail to Port Kembla, NSW.
The metallurgy and laboratory team comprises approximately 12 staff including metallurgists
and laboratory personnel. The laboratory is responsible for all metallurgical testwork and
assaying as well as providing services to the mining and exploration departments.
Approximately 30 mechanical and electrical maintenance personnel manage the physical
assets in the concentrator. Concentrator maintenance is provided by the asset management
department, which manages maintenance across site, including the underground mine.
Crushing and ore handling
13
Northparkes has two adjacent coarse ore stockpiles (Rill Tower stockpiles) that are able to
receive crushed ore via conveyor from both the surface (open cut mines) and underground
crushers. A secondary (cone) crusher was installed in early 2011 and is located between the
primary underground crusher and the ore stockpiles. The total capacity of each stockpile is
150 000 t. Crushed ore is reclaimed from the base of each stockpile by four vibrating
feeders.
Grinding
The grinding circuit is made up of two separate modules, each incorporating semi-
autogenous grinding (SAG), oversize pebble crushing, two stages of ball milling and flotation.
Module 1 has a maximum design capacity of 245 t/h and operates at 95 per cent utilisation
for an annual throughput rate of 2.2 Mt/a. Module 2 has a maximum design capacity of 425
t/h and operates at 95 per cent utilisation for an annual throughput rate of 3.6 Mt/a. These
rates have been exceeded during periods of processing high clay material and also following
the recent installation of a secondary crusher, to produce a finer feed to the mills.
The ore from the stockpile feeders is discharged on to a conveyor feeding each SAG mill.
Feed size (F80) to the SAG mill was historically 100 - 150 mm, however following the recent
secondary crusher installation, the F80 is now approximately 55 mm. Steel balls (125 mm
diameter) are added to the SAG mills as the grinding charge. Acoustic monitoring systems
are installed on both SAG mills and mill charge is controlled to both sound and power set
points. The SAG mill is in closed circuit with a vibrating screen and an oversize pebble cone
crusher. The vibrating screen has an aperture size of 8 mm. The oversize is fed to the pebble
crusher to produce a <10 mm product.
The undersize from the SAG vibrating screen is pumped to primary cyclones, from which the
undersize reports to the ball mill for further size reduction, and the oversize bypasses the ball
mill. Secondary cyclones classify the ball mill product, and a tertiary grinding circuit (ball mill
and cyclones) completes the grinding process. The tertiary grinding stage reduces the
particle size from a P80 of 150 m to less than 100 m, which feeds the flotation circuit.
Flotation
Flotation takes place in two distinct but similarly configured modules each linked to its own
grinding circuit. The flotation process aims to recover the major copper and gold bearing
minerals (bornite, chalcopyrite and chalcocite) to produce a high-grade sulfide concentrate.
Each grinding module features a flash flotation circuit (rougher cell and cleaner cell) which
aims to mainly recover the coarse liberated bornite in a fast float, to prevent over-grinding
downstream. Depending on the ore source, approximately 20 per cent of the overall copper
production is recovered in the flash flotation circuits.
The tertiary cyclone overflows of each module feed the main flotation circuits. Initially, a pre-
flotation stage is performed in large tank cells, which recover approximately 50 per cent of
the overall copper production. Frother and a thionocarbamate promoter are added to this
pre-flotation stage. The pre-flotation tail stream is then further treated with reagents in
conditioning tanks to enhance the flotation characteristics of the valuable minerals. A
sulfidising reagent, sodium hydrosulfide, is added followed by a xanthate collector and
frother. The conditioned pulp flows through a series of conventional square rougher and
scavenger cells. Down-the-bank xanthate and frother addition is also employed.
The total residence times of the roughing circuits (excluding flash flotation) for Modules 1 and
2 are 19 minutes and 28 minutes, respectively. The rougher concentrator is sent to J ameson
14
cleaner cells and conventional cleaner scavenger flotation cells to upgrade the quality of the
product. The final tailing from each module is pumped to a common tails thickener for
dewatering.
Overall metal recoveries from processing E48 Lift 1 cave ore average 91 - 92 per cent
copper and 75 - 80 per cent gold. Similar recoveries were achieved for the other main
Northparkes ore types. Concentrate grades are in the range 34 - 40 per cent copper and 15 -
20 g/t gold. The principal penalty elements are arsenic, fluorine and Al
2
O
3
/MgO.
Copper recovery and grade are controlled in the flotation circuit using a MSA online analysis
system. Scavenger feed grade, final tail grade and concentrate grade are the main control
variables used to ensure the plant is operating optimally. Cascade control loops are also
utilised to adjust reagent doses depending on the feed tonnage.
Concentrate thickening and filtration
Final concentrate from the flotation circuits is pumped to thickeners where it is thickened to
an average underflow density of 60 per cent solids to maximise water recovery. Thickened
concentrate is then pumped to concentrate storage tanks prior to treatment through the
filtration circuit, using ceramic filters. The filtered concentrate is discharged onto slow moving
conveyor belts, each equipped with a weightometer to determine final production of
concentrate. Typical moisture contents of concentrate vary between 7 and 9 wt%.
Tailings storage and water management
All tailings are pumped from the processing plant using two of three sets of slurry pumps to
either of the two active tailings storage facilities (TSF 2 and the E27 in-pit storage). Two
pipelines are used to transport the tailings 2 km from the processing plant to their final
storage point in central decant storage facilities. Both TSF 1 and TSF 2 have surface areas
of approximately 100 hectares, and water recovery off TSF 2 is about 30 per cent. Wall
construction is comprised of clay and rock. Northparkes has recently undertaken tailings
disposal in the abandoned E27 pit, and water recovery from this pit is about 50 per cent.
Water is recovered from the tailings storage facilities for use back in the processing plant.
Water recovery is optimised by maximising the tailings thickener density and using the sites
deep water storage facilities, E27 and Caloola.
Concentrate logistics
Copper concentrate is loaded into 26 t capacity lidded steel containers in a covered
concentrate storage facility in the processing plant. The loaded containers are transported
two at a time by road freight from the mine site to the Goonumbla rail siding approximately 15
km from the mine. The containers are stored at the siding before being railed to Port Kembla.
Each train load contains approximately 1500 t of concentrate. The containers are emptied at
the port and returned to site. The concentrate is stored in a covered shed until a 10 000
tonne cargo is ready for shipping to custom smelters in J apan, China and India.
Innovation and improvement
A number of improvement programmes and innovations are underway. Opportunities that
have been identified include: reviewing the feed size of the SAG mills, introducing visual
management systems, and the development of standard response plans. The site has also
initiated deployment of the Lean/Six Sigma project management methodology. In 2011, a
number of projects will be completed that address key business drivers for productivity: mill
throughput, recovery and asset reliability. Current projects underway include:
15
secondary crusher performance for mill feed optimisation,
SAG mill discharge grate aperture performance,
water chemistry optimisation, and
SAG mill total charge optimisation.
ENVIRONMENT AND COMMUNITY
All activities are conducted in accordance with the Northparkes safety, health, environment
and community policy and are aligned with Rio Tintos environment standards. Northparkes
has also commenced life of mine planning and stakeholder consultation in accordance with
the Rio Tinto closure standard, the relevant Rio Tinto community standards and associated
documentation. The mine closure planning process is closely aligned with the principles
outlined in ANZMEC/MCA Strategic framework for Mine Closure August 2004. Northparkes
manages environmental risks as part of an integrated HSE management system. This
system is audited and is certified under the ISO14001 certified Environmental Management
System standard. The EMS outlines the minimum standard to ensure NPM manages its
environmental aspects in a manner that is planned, controlled, monitored, recorded and
audited, using a system that drives continual improvement.
The key environmental targets and performance for 2009 and 2010 are summarised in Table
8. The principal environmental issues involve noise and dust management, managing land
disturbance and ensuing rehabilitation, managing water quality and controlling site water.
Rehabilitation at Northparkes incorporates the entire landholding and not just the area
covered by the mining leases. Progressive rehabilitation conducted onsite is integrated with
the surrounding land owned by Northparkes and is managed with a view to enhancing the
regional landscape and native habitat values.
The Northparkes mine closure plan (MCP) is consistent with the requirements of Condition
17 of Schedule 3 and relevant statement of commitments, Appendix 3 of the Project
Approval (06-0026). The MCP is a living plan that evolves with the ongoing operations at
Northparkes, which are anticipated to continue until at least 2024. The mine closure strategy
is based upon the Rio Tinto closure standard and associated guidelines. It comprises a mine
closure vision, closure objectives, goals, targets, performance indicators and end-use of land
selection criteria.
A research project was commenced in 2008 with the Centre for Mined Land Rehabilitation
(CMLR) to develop a tailings storage facility capping design for the closure of TSF1 and
TSF2 to ensure maximum stability and minimal risk to the external environment. Stage 4 of
the project, planned for 2011, includes field trials to test and validate the modelling results
obtained in stage 3 and to gain confidence in the appropriateness of the final cover design.
Northparkes recognises its responsibility to the community in which it operates and is
committed to minimising the impacts from its operations. Northparkes is also committed to
engaging with the local community to support and build capacity for economic growth and
long term sustainable. Responsibility for community performance rests with the Manager for
the Health, Safety, Environment, Community and Farms. The key stakeholders that
Northparkes engages with on a regular basis include: the local community, traditional
owners, neighbours and local landholders, local and state Government and Southern Cross
Landholders. These relationships are managed through the following forums:
The Community Consultative Committee (CCC). Established in 2006, the CCC
comprises 15 members representing communities throughout the region including
16
Parkes, Forbes, Peak Hill and Trundle. It has representatives from council, education,
sports, business and other key organisations.
Aboriginal Heritage Working Group (AHWG). The AHWG was established in 2008 and
meets on a quarterly basis. It consists of representatives from the local Wiradjuri
Community and Northparkes Mines and manages the implementation of the Aboriginal
Heritage Management Plan. This plan provides the framework for the identification,
assessment, monitoring and management of Aboriginal cultural heritage on site.
Neighbours meetings. Neighbours meetings are generally held twice a year with the
Mines closest neighbours to provide a feedback and a consultation mechanism.
The Parkes Borefield Committee. This committee consists of representatives from
Northparkes, Parkes Shire Council and the Southern Cross Landholders and meets on a
quarterly basis to better understand user impacts on the local aquifer.
New South Wales Minerals Council. Northparkes is an active member of the New South
Wales Minerals Council (NSWMC) and is often involved in active debate influencing
policies and legislation relevant to the mining industry.
Northparkes believes that to maintain a strong social license to operate it must have a
positive influence on the long term development of the communities impacted by its
operations. The Northparkes community investment program was established to address
this. The program has three tiers: partnerships, sponsorships and donations. It focuses on
four key areas: health, education and youth, environment and economic development.
OCCUPATIONAL HEALTH AND SAFETY
Northparkes follows the Rio Tinto risk management framework, and in particular the three-
level risk assessment methodology. This methodology is designed to ensure the most
appropriate tool and/or approach is applied to identify, evaluate and treat hazards and risks
and allows for an escalation of risks to more formal complex quantitative assessments.
Level one of the methodology involves hazard identification which is every Northparkes
employees responsibility and is achieved through the Northparkes formal hazard
identification process which is either a basic TRACK (think, recognise, asses, control and
keep safety first) assessment or a team based job safety analysis (J SA). Hazards can also
be identified, recorded and assigned to a physical work area to ensure future risk evaluations
are completed and controls /actions implemented. Northparkes uses the Rio Tinto Business
Solution to record and report this information (including the construction and management of
its site risk register, incident and action management processes and audit records).
A site wide risk register is generated from the level two (qualitative) risk assessment process
and each leader is responsible for managing the risks in their particular work area. Risks that
are evaluated as critical or high (with a major or catastrophic consequence) are escalated to
a level three quantitative assessment. SQRA (semi quantitative risk assessment) is used
to evaluate those safety risks requiring a level 3 assessment. SQRA risk scenarios are
reviewed annually and a risk reduction (by calculating the reduced potential loss of life (PLL)
score is measured annually).
All health and safety risks are managed through the Northparkes integrated management
system. This system conforms to Rio Tintos health, safety, environment and quality (HSEQ)
management system standard and includes elements for management of change and
contractor management. This system is audited on annually by an external accredited
certification provider and incorporates the Rio Tinto health, safety and environment
performance standards.
17
Major health hazards and their risks include noise, dust exposure, manual handling and
fitness for work. These are managed through risk assessment and the Rio Tinto health
standards.
Major safety hazards include vehicle interaction on and off site, moving parts on fixed or
mobile plant, electrical safety, working at heights, confined spaces, underground fire and
underground rock fall. These hazards are managed through the SQRA and the Rio Tinto
safety standards.
MANAGEMENT AND ORGANISATION
Organisational structure
Northparkes Mines operates with a non-unionised workforce, currently employing
approximately 300 full time employees and approximately 400 contractors working at the
mine site. Approximately 79 per cent of employees reside in Parkes, eight per cent in Forbes;
two per cent in Peak Hill and the remainder reside in other smaller towns within the Parkes
Shire (Rio Tinto, 2009). The organisational structure is illustrated in Figure 8. Table 9
summarises the site personnel by department.
Human resources challenges
Historically, Northparkes has intentionally recruited its operational workforce from the local
area, which has resulted in a loyal and stable workforce with historically low (<10 per cent)
annual turnover. Northparkes will continue to draw its operational workforce from the local
community. Recent drought conditions in New South Wales and the transfer of
manufacturing capacity out of Australia has resulted in a ready supply of skilled to semi-
skilled employees, albeit with limited exposure to the mining industry. In response, NPM has
developed extensive training and development systems that allow newcomers to the mining
industry to be quickly up-skilled.
Ongoing salary pressures associated with the current mining boom are mainly impacting the
professions of mining engineering, geotechnical engineering, geology and metallurgy and
maintaining high-level productivity in an environment of ever-shrinking technical and
managerial expertise is being addressed through a number of strategies:
collaboration within Rio Tinto People and Organisational Support to improve recruitment
within Australia,
overseas recruitment,
transfer programs within Rio Tinto,
programs with universities to allow students to obtain industrial experience during their
courses (ranging from three to 12 months),
increased use of specialist Rio Tinto staff in Brisbane and Melbourne,
salary packaging and flexible employment arrangements,
development of improved reward and recognition strategies,
focus on career development and career management within the Rio Tinto group,
focus on supporting students through their studies through scholarships,
apprenticeship programs, and
encouraging more women to join the mining sector.
Northparkes uses a range of contracting and consulting services to support its business,
ranging from casual labour supply contractors to address short-term staffing needs, to
18
construction contractors who support major projects such as plant upgrades and construction
of tailings storage facilities, to specialist maintenance services groups to technical
consultants across its business. One of the largest groups of contractors involved at site are
the maintenance contractors that support planned maintenance of mine and concentrator
fixed plant during major maintenance shutdowns.
Risk management
A range of external and internal risks and opportunities have been identified through formal
risk assessment that potentially impact Northparkes operations over the plan period. The
following risks and opportunities have been identified and ranked according to their
probability of occurrence and the potential intensity:
Major safety incident. Northparkes remains exposed to major process safety type
incidents.
Volatile metal prices. Whilst copper and gold prices are tracking historical highs, the
recent Global Financial crisis highlighted the speed at which prices could fall. In the case
of copper, prices fell by 60 per cent in less than six months. Metal prices are expected to
remain volatile in the short-medium term due to ongoing uncertainty about the pace of
Chinese and Indian growth and the pace of recovery of the United States and European
economic recoveries.
Delayed E48 mine ramp-up. Northparkes 2011 production plan assumes 5.7 Mt of
production from the E48 block cave mine. There is significant risk around achieving the
planned production ramp-up of the E48 mine if there is incomplete or slow cave
propagation or geotechnical instability on the extraction level (resulting from the
undercutting method.
Incomplete E26 Lift 2N/E48 Lift 1 reserve recovery. Northparkes 15 year mine life
depends upon fully recovering the E48 Lift 1 and remaining E26 Lift 2/2N reserves.
Approximately 35 per cent of the original E26 Lift 2 reserves were not recovered due to
incomplete cave propagation, resulting in significant business disruption and lost value.
Skills shortage. The ongoing resource boom in Australia is driving a skills shortage,
ranging from engineers, geologists and metallurgists to trades and operators. The
skills shortage is also driving a rapid escalation in salaries, putting significant
pressure on operating and capital costs.
A qualitative risk analysis is conducted prior to commencement of all projects. A key output
of the analysis is a project risk register which is updated throughout the project. The purpose
is to identify all significant risks to a project and to develop strategies to manage the risks.
The intent of the risk analysis is not to replace the safety and health risk management tools
and systems already in place, such as semi quantitative risk analysis (SQRA). Further
detailed safety and health risk assessments are carried out prior to starting project
development and construction activities.
An ESH Management Plan is developed at each project gateway, in line with Northparkes
risk management framework (Table 10). The plan will be founded on a comprehensive risk
management framework linking over-arching high-level semi-quantitative project risk
assessments to mid-level quantitative risk assessments (eg WRACs) to task-based job
safety analyses and standard operating procedures (Table 10). Risk assessments build upon
the extensive onsite experience during the E26 Lift 2, E26 Lift 2 North and E48 Projects and
industry experience.
19
REFERENCES
Glen, R A, Walshe, J L, Barron, L M and Watkins, J J , 1998. Ordovician convergent margin
volcanism and tectonism in the Lachlan sector of east Gondwana: Geology, v. 26, pp 751-
754.
Lye, A, Crook, G and Kolff van Oosterwijk, L, 2006. The Discovery History of the Northparkes
Deposits, Mines & Wines Conference, 25-26 May 2006, Cessnock NSW [online]. Available
from: <http://www.smedg.org.au/M&WProg.htm>[Accessed: 25 J uly 2011].
Rio Tinto, 2009. Northparkes Mines 2009 Sustainable Development Report [online].
Available from:
<http://www.riotinto.com/documents/ReportsPublications/2009_Northparkes.pdf>[Accessed:
25 J uly 2011].
Rio Tinto, 2010, Northparkes Mines 2010 Sustainable Development Report [online].
Available from
<http://www.riotinto.com/documents/Northparks_Mines_Sustainable_development_report_20
10.pdf>[Accessed: 25 J uly 2011].
Rio Tintos interest in Northparkes Mines, Information Memorandum, April 2008.
Simpson, C, Cas, R A F and Arundell, M C, 2000. The Goonumbla Caldera, Parkes, NSW:
fact or fiction? in Understanding planet earth: Searching for a sustainable future (Eds: C G
Skilbeck and T C T Hubble), Abstracts for the 15th Australian Geological Convention,
University of Technology, Sydney, Australia, 2000.
20
LIST OF TABLES
Table 1 - Production summary.
Table 2 - Northparkes ore reserves and resources, as at 31/12/2010.
Table 3 - Northparkes block cave mines.
Table 4 - Underground mining mobile equipment list.
Table 5 - Process plant equipment list.
Table 6 - Process plant consumables.
Table 7 - Typical metallurgical balance.
Table 8 - Northparkes key environmental targets and performance.
Table 9 - Current site personnel numbers.
Table 10 - Risk management framework.
LIST OF FIGURES
Figure 1 - Aerial view of Northparkes Mines operations (December 2010).
Figure 2 - North-south cross-section showing step change project mineralisation targets.
Figure 3 - North-south geological cross-section showing main resources.
Figure 4 - North-south cross-section showing Northparkes block cave mines.
Figure 5 - Schematic layout of the E26 Lift 2 block cave mine.
Figure 6 - E48 Lift 1 mine material handling system.
Figure 7 - Flowsheet of Northparkes concentrator.
Figure 8 - Site management structure (May 2011).
Table 1. Production summary.
2010 actual 2011 plan
Ore mined underground (Mt) 3.61 5.62
Ore sourced open pit (Mt) 1.61 0.14
Ore milled (Mt) 5.25 5.70
Head grade Cu (%) 0.82 0.88
Head grade Au (g/t) 0.51 0.48
Copper produced (t) 38 986 45 857
Gold produced (oz) 65 279 67 611
21
Table 2. Northparkes ore reserves and resources, as at 31/12/2010.
Reserves - 31 December 2010
Tonnage (Mt) Copper (%) Gold (g/t)
75.51 0.82 0.32
Inferred Resources as of 31 December 2010
Tonnage (Mt) Copper (%) Gold (g/t)
270.50 0.55 0.26
Total Resources as of 31 December 2010
Tonnage (Mt) Copper (%) Gold (g/t)
287.83 0.57 0.26
Table 3. Northparkes block cave mines.
Block Block
footprint
Block
height
Reserve Draw
points
Years of
operation
E26 Lift 1 200 x 200 m 450 m 27.2 Mt at 1.44 %Cu
and 0.41 g/t Au
122 1997-2003
E26 Lift 2 180 x 180 m 350 m 24.5 Mt at 1.21 %Cu
and 0.47 g/t Au
102 2004-2007
E26 Lift 2N* 180 x 90 m >350 m 9.3 Mt at 0.82 %Cu
and 0.23 g/t Au
69 2008-2010
E48 Lift 1 200 x 300 m 500 m 63.4 Mt at 0.85 %Cu
and 0.34 g/t Au
214 2010 Onwards
22
Table 4. Underground mining mobile equipment list.
Equipment type Number
Sandvik LH514E Load Haul Dump Unit fitted with Automine software, 14
tonne bucket and 430 m long trailing cable
5
Diesel operated Toro 1400D loader 1
Single boom Tamrock drill rig with remote capabilities fitted with explosive
charge up facilities
1
Single boom jumbo with remote capabilities fitted with drill string carousel
for drilling longer holes in large hang-ups
1
Tamrock Commando 120 rock drill utilised for breaking loose oversize
material in the draw points
1
Tamrock Commando 300 rock drill utilised for drilling loose oversize in the
draw point as well as blocked draw points and hang-ups
1
Grader 1
ISUZU Table Top Truck 1
Franna Crane 14 tonne 1
CAT IT28G (IT) 1
Case1840 (Bobcat) 1
Table 5. Process plant equipment list
Item Number, size, manufacturer and installed power
Comminution
SAG mills Mod 1: 1 x Allis Mineral Systems, 7.3 m x 3.6 m, 2800 kW
Mod 2: 1 x Allis Mineral Systems, 8.5 m x 4.3 m, 4900 kW
Pebble crushers Mod 1: 1 x Sandvik CH440, 220 kW
Mod 2: 1 x Sandvik CH440, 220 kW
Secondary ball mills Mod 1: 1 x Allis Mineral Systems, 4.8 m x 7.6 m, 2800 kW
Mod 2: 1 x Allis Mineral Systems, 5.5 m x 9.4 m, 4900 kW
Tertiary ball mills Mod 1: 1 x Allis Mineral Systems, 3.6 m x 5.5 m, 1300 kW
Mod 2: 1 x Falk, 4.05 m x 6.005 m, 1600 kW
Flotation
Flash flotation Mod 1: 1 x Outotec SK500, 1 x Outotec TC5
Mod 2: 1 x Outotec SK1200, 1 x Outotec TC5
Pre-flotation Mod 1: 1 x retrofitted cell
Mod 2: 1 x Outotec TC200, 225 kW
Roughers/scavengers Mod 1: 2 x 4 cell banks, Dorr Oliver DO600 cells, 30 kW
Mod 2: 2 x 4 cell banks, Dorr Oliver DO1000 cells, 37 kW
Cleaners Mod 1: 1 x J ameson 2250, 6 downcomers
Mod 1: 1 x J ameson 1000, 1 downcomer
Mod 2: 1 x J ameson 2750, 8 downcomers
Mod 2: 1 x J ameson 1500, 3 downcomers
Cleaner scavengers Mod 1: 1 x 4 cell banks, Dorr Oliver DO300 cells, 15 kW
Mod 2: 1 x 4 cell banks, Dorr Oliver DO300 cells, 15 kW
Dewatering
Concentrate thickeners Mod 1: 1 x Superflo 10m
Mod 2: 1 x Superflo 10m
Concentrate ceramic
filters
Mod 1: 1 x Outokumpu CC-30
Mod 2: 1 x Outokumpu CC-30
Tailings dewatering 1 x Superflo 28.5 m
23
Table 6. Process plant consumables.
Item g/t
Comminution
SAG 125 mm steel balls 710
Ball Mills 65 mm steel balls 840
Ball Mills 30 mm HiCr balls 110
Flotation
PAX 4
DSP601 Promotor 10-12
NaHS 25-40
DSF611 Frother 10-12
DSF007 Frother (scavs only) 2
Dewatering
AN934SH Tailings flocculant 30-33
Table 7. Typical metallurgical balance
Stream Mass (%) Grade Cu
(%)
Grade
Au(g/t)
Distribution
Cu (%)
Distribution
Au (%)
Feed 100 0.82 0.51 100 100
Rougher
concentrate
(excl. flash
con)
4 10-15 4-7 75 50
Final
concentrate
2.5 32-35 15-20 91 77
Tailings 97.5 0.07-0.09 0.10-0.15 9 23
Table 8. Northparkes key environmental targets and performance.
2009
Plan
2009
Actual
2010
Plan
2010
Actual
Six per cent reduction in total green house
gas emissions by 2013 (t CO
2
-e)
217 928
209 017 209 446 208 572
Freshwater use, per tonne of product by 2013
(ML/t product)
34 34.64 32 41.08
4.3 per cent increase (to 1307 ML) in use of
recycled water (as a proportion of total water
used) by 2013.
26.9 33.5 27.9 32.47
Five year cumulative rehabilitation
(disturbance /rehab ratio) from 2009 to 2013
0 0.62 0.33 0.67
Electricity consumption per tonne of ore milled
by 2011 (GJ /t ore milled)
0.1479 0.14 0.1458 0.149
24
Table 9. Current site personnel numbers.
Department
Actual
manning
Vacant
roles Total
Executive 3 2 5
Ops - mining 74 15 89
Ops - ore processing and logistics 43 3 46
Ops - asset management 83 12 95
Commercial 22 6 28
Business effectiveness 6 4 10
HSEC&F 22 5 27
People and capability development 14 0 14
Projects 5 0 5
Projects - infrastructure 5 0 5
Projects - mining studies 4 4
Projects - geoscience 16 1 17
Projects - tunnel boring 1 0 1
Total 298 48 346
Table 10. Risk Management Framework.
Risk assessment hierarchy Risk assessments
Semi-quantitative risk
assessments (SQRAs) and
qualitative risk assessments
(QRAs)
Northparkes Minesite semi-quantitative risk assessment
(SQRA)
E48 project semi-quantitative risk assessment (SQRA)
step change project risk analysis
Activity-specific QRAs Undertaken for each contract package and each major
development stage over the project life
Mobile fit for purpose QRAs Undertaken for all equipment procured and utilised onsite
over the life of the project
Project risk register Utilising the Rio Tinto RioRisk spreadsheet and ultimately
the RioRisk software package once released
Standard operating
procedures (SOPs)
SOPs developed for project development and construction
activities based on detailed job safety analyses (J SAs)
F
9100
9800
L
9450
9100
9800
L
9450
Figure 1.
igure 2. No
0L
0
0L
E26
Lift 1
Lift
2/2N
Lift
0L
0
0L
E26
Lift 1
Lift
2/2N
Lift
. Aerial view
rth-south cr
H
S
GRP314
3
Lift 1
Step Chan
Infrastruct
H
S
GRP314
3
Lift 1
Step Chan
Infrastruct
w of Northpa
ross-section
Hoisting
Shaft
Conveyor De
4
1
nge
ture
Hoisting
Shaft
Conveyor De
4
1
nge
ture
25
arkes Mines
n showing f
eclines
E48
Lift 1
Not
mined
Lift 2
eclines
E48
Lift 1
Not
mined
Lift 2
s operation
future projec
Concentrator Concentrator
ns (Decemb
ct mineralis
E22
Lift 1
r
E22
Lift 1
r
ber 2010).
sation target
Monzonite
Stock
E27
1
1 kilometre
Monzonite
Stock
E27
1
1 kilometre
ts.
26
Figure 3. North-south geological cross-section showing main resources.
Figure 4. North-south cross-section showing Northparkes block cave mines.
Quartz Monzonite Porphyry
Monzonite Stocks
Altona Fault
Monzodiorite
Latite dominant volcanics
0.5% Cu
Latitic Sediments
Trachytic Sediments
U/G Drives
0 1km
E26 E48 E22 E27
Hoisting Shaft
Main
Decline
9800 Level
Conveyor
Declines
Access Decline
9450 Level
S
N
E26
L1
E48
L2 L2N
L1
L1
27
Figure 5. Schematic layout of the E26 Lift 2 block cave mine.
Access Decline
Extraction Level
Draw Bell
Undercut Level
Crusher
Chamber
Extraction
Drive
North South
Conveyor Drive
Ore Body
28
Item Description Capacity
1 Load haul dump units, Tamrock 1400E 12 t bucket
2 ROM bin 800 t live
3 Plate feeder 1000 t/h
4 Gyratory crusher, BK160-190 1000 t/h
5 Crusher ore bin 400 t live
6 Vibratory feeder 1050 t/h
7 Conveyor, 124CV013 (1000 mm belt width, 35 trough, 3.0 m/s) 1050 t/h
8 Belt weigher 1050 t/h
9 Tramp magnet(self-cleaning type) -
10 Tramp magnet (manual cleaning type) -
11 Metal detector -
12 Conveyor, 124CV010 (1000 mm belt width, 35 trough, 3.1 m/s) 1050 t/h
13 Fixed rock breaker -
14 Hydroset trolley and ore pass cover plate -
15 Ventilation fans -
16 60 t SWL and 12 t overhead crane -
Figure 6. E48 Lift 1 mine material handling system.
121CV008
ORE BODY CAVE
124CV010
EXISTING SHUTTLE
CONVEYOR AND LIFT 1
ORE BINS
DRAW POINTS
TRAMMING LEVEL
E26 LIFT 2 CRUSHING AND
CONVEYING SYSTEM
E26 LIFT2
E26 LIFT2
124CV011 124CV010
1
2
16
13
14
3
4
5
6
9
TRAMP BIN
8
7
12
15
11
10
124CV012
124CV013
W/S AREA
DRIVE THROUGH ACCESS
RELOCATED FOR CLARITY
29
Figure 7. Flowsheet of Northparkes concentrator.
30
Figure 8. Site management structure (May, 2011)
Managing
Director
Operations
Underground
Mining
Ore Processng
Asset Management
Projects
Geoscience
TBS
Infrastructure
Environment &
Community
Mine Design
Health, Safety,
Environment,
Communitites and
Farms
Health, Safety &
Emergency
Response
Health, Safety &
Emergency
Response
Farms
Underground Safety
People & Capability
Development
Human Resources
Surface Training
Underground
Training
Finance
Finance and
Accounting
Business
Effectiveness
You might also like
- 6-9655-C (DD320-26C)Document4 pages6-9655-C (DD320-26C)jiaozhongxingNo ratings yet
- Fault Codes: Diesel (2KD-FTV - D-4D)Document1 pageFault Codes: Diesel (2KD-FTV - D-4D)Oliver lealNo ratings yet
- U459xg PDFDocument28 pagesU459xg PDFJuan OchoaNo ratings yet
- RANGER 680 : Technical Specification 06268-1 2006-01-01Document3 pagesRANGER 680 : Technical Specification 06268-1 2006-01-01naruto04042014No ratings yet
- 2CX Spec Issue2Document16 pages2CX Spec Issue2aiulica20No ratings yet
- DX500Document3 pagesDX500med_tataNo ratings yet
- Chap 03-Rotary Percussive Drilling Accessories PDFDocument12 pagesChap 03-Rotary Percussive Drilling Accessories PDFpnakurNo ratings yet
- Espec DL310 PDFDocument4 pagesEspec DL310 PDFFranklin LabbeNo ratings yet
- Release+Black Label - EngDocument2 pagesRelease+Black Label - Engraulminas22No ratings yet
- Sandvik DP1500: Surface Top Hammer DrillsDocument3 pagesSandvik DP1500: Surface Top Hammer DrillsRoynino Martinez ventura100% (1)
- SCOUT 700: Technical DescriptionDocument4 pagesSCOUT 700: Technical DescriptionGerko Berrios GarcíaNo ratings yet
- Tamrock Especificaciones PDFDocument3 pagesTamrock Especificaciones PDFIvan Sepulveda ReyesNo ratings yet
- 7-6015-G (DL420-7C) PDFDocument4 pages7-6015-G (DL420-7C) PDFjiaozhongxing100% (1)
- Ranger 700 Rock PilotDocument3 pagesRanger 700 Rock Pilotcarlos pdzNo ratings yet
- DS421 8-4301-ADocument4 pagesDS421 8-4301-AchristianNo ratings yet
- Spare Parts Manual 5910Document4 pagesSpare Parts Manual 5910alcidesNo ratings yet
- Sandvik DD311Document2 pagesSandvik DD311death666darkNo ratings yet
- Sandvik Ds210l VDocument4 pagesSandvik Ds210l Vlorenzo henerNo ratings yet
- Especificación DX 700Document4 pagesEspecificación DX 700Raul Apaza LujanNo ratings yet
- 6 9500 F Axera 7 240 PDFDocument4 pages6 9500 F Axera 7 240 PDFsegomezpNo ratings yet
- 5664 3 4CX Eco T4 FINALDocument8 pages5664 3 4CX Eco T4 FINALAndrei AndreiNo ratings yet
- Sandvik DD310-26X MediumDocument2 pagesSandvik DD310-26X Mediumjuancaf773557No ratings yet
- DP1500 2Document3 pagesDP1500 2Ivan ColqueNo ratings yet
- Volvo-FH-Series Specifications Chassis UKDocument5 pagesVolvo-FH-Series Specifications Chassis UKVacutza NebunaNo ratings yet
- Presentation1 Pak IrmaDocument10 pagesPresentation1 Pak IrmaJayus WibowoNo ratings yet
- Quasar 1FDocument4 pagesQuasar 1FMiguel CalderónNo ratings yet
- DL411Document4 pagesDL411megamNo ratings yet
- Axera D06Document2 pagesAxera D06Cristián Fernando Cristóbal RoblesNo ratings yet
- BMHS BMHE Feed Beams 70360276-Hydraulic-Feed BMH6000 and BMH2000Document1 pageBMHS BMHE Feed Beams 70360276-Hydraulic-Feed BMH6000 and BMH2000Zhang JieNo ratings yet
- D25KS - D245S Blasthole DrillDocument4 pagesD25KS - D245S Blasthole DrillDarling Jerard Vera BriceñoNo ratings yet
- Beretta Offer 22-244 t44 HondurasDocument4 pagesBeretta Offer 22-244 t44 HondurasMaynor PadillaNo ratings yet
- Pioneer SA-410 Service ManualDocument6 pagesPioneer SA-410 Service ManualSofei Adrian FlorinNo ratings yet
- Specification Jumbo Drill Sandvik DD311D-40EDocument4 pagesSpecification Jumbo Drill Sandvik DD311D-40ENathania Boas E S50% (2)
- 6-9520-F (Axera 7-260) PDFDocument4 pages6-9520-F (Axera 7-260) PDFADRIAN MENDEZ RICARIONo ratings yet
- DX 600Document3 pagesDX 600Mauricio Nestor Guzmán ZentenoNo ratings yet
- Sandvik DARI SWEDEN PDFDocument138 pagesSandvik DARI SWEDEN PDFsidik marsudi100% (1)
- SM-6-2017 DefDocument6 pagesSM-6-2017 DefazizNo ratings yet
- Ds421 Specification Sheet EnglishDocument4 pagesDs421 Specification Sheet EnglishmegamNo ratings yet
- Geo2x Reflection SeismicDocument46 pagesGeo2x Reflection SeismicluanlubisNo ratings yet
- Perforadores ToyoDocument16 pagesPerforadores Toyomarabest3No ratings yet
- Critical Bond Lengths: Advertising of Support Units Often Make General Statements Such AsDocument8 pagesCritical Bond Lengths: Advertising of Support Units Often Make General Statements Such AsmarceloNo ratings yet
- AxeraD06 T1Document29 pagesAxeraD06 T1Sergej SchlegelNo ratings yet
- (Solo 5-7C) SANDVIKDocument4 pages(Solo 5-7C) SANDVIKCesar Gabriel Valdez SotoNo ratings yet
- Resemin Profile 260218Document25 pagesResemin Profile 260218Frik ErasmusNo ratings yet
- iSURE® 8.1 Software: Drill and Blast IntelligenceDocument22 pagesiSURE® 8.1 Software: Drill and Blast IntelligenceJulliana SilvaNo ratings yet
- Bell 2306DDocument4 pagesBell 2306DAndrew VisagieNo ratings yet
- Hard Rock Tunnel Boring - Drillability Test MethodsDocument25 pagesHard Rock Tunnel Boring - Drillability Test MethodsBob MoncrieffNo ratings yet
- DD210 6110 G PDFDocument4 pagesDD210 6110 G PDFlorenzo henerNo ratings yet
- DL331-5C 7-6361-CDocument4 pagesDL331-5C 7-6361-Cdeath666darkNo ratings yet
- dl321 Specification Sheet English PDFDocument4 pagesdl321 Specification Sheet English PDFmegamNo ratings yet
- TG 73-200 - en PDFDocument7 pagesTG 73-200 - en PDFSheril ChandraboseNo ratings yet
- DS311 8 - 3040-ADocument4 pagesDS311 8 - 3040-AsanamehNo ratings yet
- Dp1500i t3 Specification Sheet EnglishDocument3 pagesDp1500i t3 Specification Sheet EnglishSTANLEYNo ratings yet
- Axera 5 140 - 6240sd PDFDocument4 pagesAxera 5 140 - 6240sd PDFDima SapronovNo ratings yet
- DD310-26 6232sfDocument4 pagesDD310-26 6232sfRoger TrujilloNo ratings yet
- CH07 - Birla Nifty PDFDocument14 pagesCH07 - Birla Nifty PDFJessica100% (1)
- Sublevel Stoping Olympic DamDocument6 pagesSublevel Stoping Olympic DamYorky Edgardo CastilloNo ratings yet
- Musselwhite Gold Mine, CanadaDocument14 pagesMusselwhite Gold Mine, CanadaalizzzzzzzzzzzzNo ratings yet
- PWC Basics of Mining 2 Som Mining MethodsDocument75 pagesPWC Basics of Mining 2 Som Mining Methodsaxel_gutierrez_11No ratings yet
- The Strength, Fracture and Workability of Coal: A Monograph on Basic Work on Coal Winning Carried Out by the Mining Research Establishment, National Coal BoardFrom EverandThe Strength, Fracture and Workability of Coal: A Monograph on Basic Work on Coal Winning Carried Out by the Mining Research Establishment, National Coal BoardNo ratings yet
- Yamaha ReportDocument79 pagesYamaha ReportvishalNo ratings yet
- Reading and Listening 3Document4 pagesReading and Listening 3Hải Anh TạNo ratings yet
- BRTC Test Rate - 2014-2015 - 16-2-15Document5 pagesBRTC Test Rate - 2014-2015 - 16-2-15Tahmidur Rahman100% (2)
- Minn Kota 2013 CatalogDocument38 pagesMinn Kota 2013 CatalogsurpriseleftNo ratings yet
- NLC Report (1) 2 (Repaired)Document37 pagesNLC Report (1) 2 (Repaired)sehrish_ims53No ratings yet
- John Deere Attachment MatrixDocument24 pagesJohn Deere Attachment Matrixforge_monkeyNo ratings yet
- Tendernotice 1Document7 pagesTendernotice 1RR PatelNo ratings yet
- Coa Ir12Document156 pagesCoa Ir12djokosNo ratings yet
- A Critical Analysis of The Donghai Bridge, ShanghaiDocument10 pagesA Critical Analysis of The Donghai Bridge, ShanghaiPunithan PunithanNo ratings yet
- Real-Time Train Information System For Indian Railways (Phase-1)Document2 pagesReal-Time Train Information System For Indian Railways (Phase-1)anup soniNo ratings yet
- Data CollectionDocument10 pagesData CollectionMadhura BargodeNo ratings yet
- Multi Wing Product Overview 2013Document12 pagesMulti Wing Product Overview 2013dharmeswarNo ratings yet
- 000096716Q 9671 6Q 0 96716QDocument8 pages000096716Q 9671 6Q 0 96716QKandy KnNo ratings yet
- Ford Citroën AustinDocument2 pagesFord Citroën AustinMonsieur lapaditNo ratings yet
- CFS2 Mission Building HandBookDocument229 pagesCFS2 Mission Building HandBookscribdadiddly100% (1)
- Danielle Pearson Reply Date 14 August 2013Document20 pagesDanielle Pearson Reply Date 14 August 2013lowther27No ratings yet
- Glynn Johnson Price BookDocument36 pagesGlynn Johnson Price BookSecurity Lock DistributorsNo ratings yet
- IMELDA GALUT ALIBUYOG - Car InsuranceDocument1 pageIMELDA GALUT ALIBUYOG - Car InsuranceJules DerickNo ratings yet
- DOT Hazmat Training For Nuclear Medicine Technologists - Rules of The RoadDocument50 pagesDOT Hazmat Training For Nuclear Medicine Technologists - Rules of The RoadAdji Achmad J BramantyaNo ratings yet
- IATA Hand Book TAH818G-English 2014Document438 pagesIATA Hand Book TAH818G-English 2014Jose Luis Castro AltamiranoNo ratings yet
- Owner'S Manual.: Navigation, Entertainment, CommunicationDocument76 pagesOwner'S Manual.: Navigation, Entertainment, CommunicationandyvtranNo ratings yet
- Caterpillar 3412 Marine Engine Details, Specs, Features & ExtrasDocument5 pagesCaterpillar 3412 Marine Engine Details, Specs, Features & ExtrasTobias Bengtsen100% (1)
- RCV Performance FSAE Brochure PDFDocument25 pagesRCV Performance FSAE Brochure PDFm8r-23qb65No ratings yet
- Marine Vessels 2021: Rules For Building and ClassingDocument15 pagesMarine Vessels 2021: Rules For Building and ClassingRyan SALAMATINo ratings yet
- Comparative Analysis of Transportation NDocument12 pagesComparative Analysis of Transportation NdooeelhNo ratings yet
- Girder Type T3: Section 1 - Elevation Section 2Document1 pageGirder Type T3: Section 1 - Elevation Section 2Bo ĐoànNo ratings yet
- RepetMat U08 Kartk Slow Podst BDocument1 pageRepetMat U08 Kartk Slow Podst BKamila ZarzeckaNo ratings yet
- TorqueDocument1 pageTorqueAnonymous oWDHhPNo ratings yet
- Citroen Ds3 Plus BrochureDocument8 pagesCitroen Ds3 Plus BrochuresaurabhbectorNo ratings yet
- Engineering Vol 69 1900-03-30Document31 pagesEngineering Vol 69 1900-03-30ian_newNo ratings yet