ENGRANAJES
TORNO DE
Cdigo de
catalogacin:
M3
Dimensiones:
17.4 cm x 10.9
cm x 15.2 cm
Materiales:
Hierro
fundido, acero,
sapeli
Datacin:
Primer o
segundo cuarto
del siglo XX
Constructor:
Talleres
antiguos
E.U.P.L.
Autor
catalogacin:
J. de Dios
Descripcin:
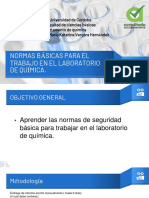
El torno de engranajes mostrado en la figura es un sistema de ruedas
y ejes, en concreto, combinacin del torno simple y de la rueda dentada.
Se trata, por lo tanto, de una mquina compuesta cuyos componentes
pertenecen todos a la categora de rueda y eje, es decir, uno de los seis
tipos generales de mquinas simples. El torno de engranajes, como torno
que es, sirve para elevar una carga con comodidad, esto es, aplicando un
esfuerzo muy inferior a ella. Por contra, la manivela debe recorrer en su
giro una distancia muy superior a la recorrida por la carga. En definitiva,
desde el punto de vista fsico y obviando los fenmenos de rozamiento del
cojinete y de los dientes, este hecho no es ni mas ni menos que la
expresin de la ley fsica que expresa que el trabajo suministrado (Fuerza
aplicada x desplazamiento de su punto de aplicacin) es igual al trabajo
til producido (F suministrada x desplazamiento de la carga).
Los engranajes que conforman nuestro aparato son de tipo cilndrico
(ver la forma y distribucin de los dientes).
Como ya hemos apuntado anteriormente, nos hemos centrado ms en
las posibilidades didcticas de los aparatos antiguos de fsica que en el
anlisis de su antigedad y valor histrico. No obstante, en relacin con el
torno de engranajes de que disponemos, debemos mencionar que fue
fabricado de manera completamente artesanal en la propia escuela
linarense, presumiblemente a finales del siglo XIX o principios del XX,
en los talleres de torneado y madera que entonces existan.
Aplicaciones Didcticas:
Las diferencias anteriormente explicadas entre la distancia recorrida
por la manivela y la carga (es decir, el arco trazado por el rodillo de
madera) se pueden cuantificar y visualizar fcilmente mediante el clculo
de la razn de transmisin (RT) del engranaje que conecta ambos. Tras
contar se observa que el engranaje menor, unido a la manivela, consta de
12 dientes, mientras que el mayor, solidario con el rodillo, consta de 132
dientes.
Ahora se calcula RT, que por definicin es:
RT = (n de dientes del engranaje receptor) / (n de dientes del engranaje
transmisor)
Para nuestro caso RT = 11
La RT aparece en la frmula que relaciona la frecuencia de entrada y de
salida, a saber:
1) frecuencia de salida = (frecuencia de entrada) / RT
Eso significa que una frecuencia o velocidad de rotacin de entrada de
11 r.p.m. se traduce en una frecuencia de salida de 1 r.p.m., o que por cada
11 vueltas de la manivela el rodillo deber dar slo 1. Esto se comprueba
colocando una pequea pegatina a modo de marca en el rodillo y contando
el nmero de vueltas de la manivela que vuelven a situarla en su posicin
original. Se observa que son justamente 11.
ngranajes y poleas - Torno
Martin Slipakoff
En el torno hay primero varios engranajes que
transmiten el movimiento y al final del mecanismo se encuentran las poleas que aumentan la
velocidad, como se puede ver en la foto.
Abro este hilo, para ir colocando en l las mejoras y modificaciones hechas en el
torno 9X20.
La primera foto es del torno cuando la nica modificacin que tena era la placa
rectangular que sujeta el carro superior, puesto que la original era muy endeble con
solo dos tornillos.
El mueble sobre el que est el torno, est hecho de tubo de 40X40 soldado con un
trozo de encimera de cocina. Los cajones son reaprovechados de un mueble viejo
de cocina (por eso sobra espacio a los lados).
Http://Foro.Metalaficion.Com/Index.Php?Topic=8
55.0
Aqui se ve la nueva placa de sujeccin aunque esta foto est tomada mucho
despus.
En esta foto, tambien se ve la nueva palanquita que aprieta el freno del carro.
Originalmente era un simple tornillo allen.
Continuar....
ltima modificacin: 12 Marzo 2010, 09:27 por delcano
En lnea
Juan
Oficial de 1
Mensajes: 349
Ubicacin: MADRID
Re:Torno 9X20
Respuesta #1 en: 09 Marzo 2010, 14:37
Gracias Jose Luis seguir con atencin este hilo
En lnea
delcano
Fundadores
Gur
Mensajes: 1172
Ubicacin: Madrid (Peagrande)
Re:Torno 9X20
Respuesta #2 en: 09 Marzo 2010, 19:21
El siguiente aadido que le hice al torno, fue el cambio de sentido de giro del sinfn
para poder roscar a izquierdas porque no lo traa de origen.
En el grupo de Yahoo 9X20Lathe, se han pubicado y discutido muchas de estas
modificaciones.
Consiste en una placa triangular con cuatro engranajes. Los dos de abajo que estan
en el mismo eje, son los originales que engranan con el par de 120/127 dientes.
Precisamente sobre el eje de estos engranajes pivota la placa y por medio de una
palanca con un trinquete de tres posiciones hacesengranar uno u otro de los dos
superiores o lo dejas en neutro. Los dos engranajes superiores fueron comprados
en AUCEMA y torneados para dejarlos a su medida.
En lnea
Manrique
Global Moderator
Gur
Mensajes: 3112
Ubicacin: Madrid
Re:Torno 9X20
Respuesta #3 en: 09 Marzo 2010, 21:47
Este hilo promete...
Gracias Jos Luis.
En lnea
Torno quantum D250x550, fresadora BF20, ambos con DRO Shumatech, sierra de cinta quantum
S91G, taladro chinorri
delcano
Fundadores
Gur
Mensajes: 1172
Ubicacin: Madrid (Peagrande)
Re:Torno 9X20
Respuesta #4 en: 10 Marzo 2010, 09:34
El siguiente paso, una vez hecho el cambio de sentido de giro del sinfn, fue para
solucionar un problema que encontr al moverse el carro hacia el contrapunto. El
problema consista en que en ese sentido el carro se frenaba llegando casi a
bloquearse. Era causado porque el eje de uno de los engranajes del avance,tena
holguras en su alojamiento y los engranajes se apretaban unos contra otros
causando el frenado. La solucin fue fabricar un apoyo de chapa de 5 mm que sirve
como cojinete posterior del eje y elimina el problema.
Tambien en este paso cambi las piezas que forman el sistema de intercierre que
evitan que se puedan accionar a la vez las palancas de avance automtico y de
avance de roscado porque el sistema original era un poco patatero aunque
funcionaba bien.
ltima modificacin: 10 Marzo 2010, 09:39 por delcano
En lnea
delcano
Fundadores
Gur
Mensajes: 1172
Ubicacin: Madrid (Peagrande)
Re:Torno 9X20
Respuesta #5 en: 10 Marzo 2010, 10:10
Probablemente, las modificaciones que voy presentando, no fueron hechas en la
secuencia que las muestro, pero ahora no me acuerdo y no tiene la menor
importancia.
All por el ao 1998, empec a sopesar la idea de incorporar un dispositivo de
velocidad variable. Yo entonces no haba oido hablar de Inverters, VFD's o controles
de velocidad de cualquier tipo. Lo coment con un sobrino por si haba algun
sistema de hacerlo y aos mas tarde cuando ya me haba casi olvidado, me trajo
dos inverters HITACHI J100 de 400W y un control para motor DC Infranor de
2800W que haban desechado en la empresa en que trabajaba.
Yo no tena documentacin alguna sobre su funcionamiento y recurr a Internet,
donde descubr que casi todos los fabricantes tienen los manuales online y se
pueden descargar.
As, empec a usar el inverter, sustituyendo el motor original del torno, de 3/4 Hp,
primero por un voluminoso motor trifsico de 300W al que como tena la sujeccin
por el frente, tuve que hacer un soporte en escuadra
Poco despues, cambi ese motor por un Siemens de 3/4 Hp que estuvo trabajando
perfectamente con el inverter de 400W hasta que compr el Inverter Siemens.
+
Http://Foro.Metalaficion.Com/Index.Php?Topic=6371.0
La primera (vaya, de esta no hice fotos!) es la de cambiar el conmutador elctrico, que estaba
junto al cabezal, llevndolo al costado derecho del delantal, para poder arrancar y parar el
torno con ms seguridad en el caso de piezas largas, en que el puesto de uno queda alejado
del cabezal. Ms adelante, seguramente, tendr que cambiar el conmutador mecnico por
unos pulsadores, que acten sobre unos rels colocados en un cuadro elctrico, si me decido a
ponerle un freno que ya tengo proyectado.
La segunda fue el cambio de la polea a la entrada del cabezal. Segn la tabla de velocidades
que figuran en la placa adosada al cabezal, estas deberan ir desde 42 hasta 1050 rpm. Pero
tras medir con el cronmetro, comprob que en realidad iban desde unas 30 hasta unas 750.
Demasiado lento. La razn de la discrepancia, casi con seguridad, es que el motor que lleva no
es el original. En esta foto se ve claro:
Y cuando lo desmont, ms claro todava. El motor actual va atornillado a una placa chapucera
como ella sola, por medio de cuatro tornillos soldados a ella y que atraviesan cuatro "bolos"
cilndricos. La placa est hecha de dos trozos de plancha soldados a lo largo y cortados sin
ninguna precisin, lo mismo que la posicin de los tornillos. Vindola, resulta evidente que no
es original de fbrica. Esta placa est, a su vez, atornillada a otra placa con dos ranuras en T
bien mecanizadas que, esta s, seguro que es original.
Sin duda, la placa, los tornillos y los cuatro bolos son un apao hecho para acoplarle un motor
muy distinto en medidas al original (quiz por fallo de este), que seguro que era bastante ms
voluminoso y con unas patas cuyos taladros concidiran bien con las ranuras en T de la placa de
anclaje de fbrica. Problamente, la polea de salida que llevaba el motor original sera de mayor
dimetro, con lo que las velocidades reales s que coincidiran con las de la placa.
Tras darle muchas vueltas al coco, al final me decid por cambiarle la polea roja grandona que
se ve en la foto, de 280 mm de dimetro exterior, por una de 150 mm, con la que las
velocidades del plato pasaran a estar entre 55 y 1350 rpm, bastante ms adecuadas, en mi
opinin, a este torno. Adems, conseguira ganar unos buenos centmetros en la parte trasera,
al poder prescindir de los bolos en el nuevo montaje para el motor.
As que compr una rodaja de acero ST-52, de 150mm de dimetro y 50 mm de larga y me hice
la polea. En este primera foto, la pieza en bruto, cogida con las garras exteriores:
Refrentando:
Taladrando, con varias brocas de dimetro creciente:
Ms viruuuutaaaa!
Tornendole un mango, para poder cogerla con las garras normales:
La pieza ya dada la vuelta, tornendole los surcos de la polea doble. Primero a ojo
(comprobando de vez en cuando con una plantilla de cartulina). Us una cuchilla de tronzar, de
plaquita soldada, que recort en forma de cua trepezoidal, con un frente de unos 2mm, para
que no me vibrase cada vez que penetraba de frente, un poco de cada vez, en el centro de
cada surco, avanzando luego hacia los lados. El ngulo que le di a los costados es de 20 grados,
el mismo que el de los costados del surco (las correas trapezoidales estn normalizadas con un
ngulo de 40 grados, 20 a cada lado de su plano de simetra). As me iba quedando ms o
menos bien al igualar los extremos de cada pasada con los de la anterior:
El acabado de los costados de los surcos, en cono, con el charriot a 70 grados :
Para acabar los costados de los surcos ms prximos al plato, con el charriot a 110 grados, el
plato tena que pasar por encima del carro transversal. La garras libraron por unas pocas
dcimas. Huuuuyyyyyy!. Aqu tuve suerte. Si no, me hubiese obligado a darle la vuelta,
disminuir el dimetro del mango, etc.
Con los surcos ya terminados, torneando un rebaje que se precisa, en la cara que quedar
junto al cabezal:
La fase ms crtica: el mandrinado del taladro central. Tiene que quedar lo ms ajustado
posible al eje. Que pueda entrar en l, pero que le cueste. Us esta cuchilla, obtenida de un
cuadradillo de cobalto de 12, al que d forma poco a poco, a medias entre la radial y el esmeril:
Una vez terminado, me qued como yo quera: a mano se poda meter poco a poco sobre el
eje, dando aceite y girando a un lado y otro, haciendo bastante fuerza. Con una prensa entrar
bien seguro (espero).
Luego, el chavetero interior, hecho en la fresadora, con el cabezal mortajador y una
herramienta de cobalto afilada a partir de un cuadradillo de 6 mm, con un frente de 4 mm. De
primera:
Y una vez desmontado el eje, con la polea grande, y gracias al ofrecimiento de Fronch,
pudimos usar la prensa hidrulica del taller de mecanizado del Instituto de FP donde est
haciendo un Ciclo. El profesor, muy amable, aprovech para ensearme todas sus mquinas.
Qu envidida!. En esta foto se ve el eje, con la polea original, una vez que la prensa les ha
obligado a divorciarse, deslizando una sobre el otro con un sonoro CLONC!:
Luego, con la misma prensa, metimos mi polea nueva donde estaba la otra. Pero tuvo que
emplearse a fondo (la prensa). La razn es que el dimetro del eje, que medido por m con un
micrmetro, daba 28,01mm en la zona que sobresala, result que la zona oculta, embutida en
la polea roja, meda, una vez quitada esta, 28,10 mm. No se me haba ocurrido esta
posibilidad. Escalofros me da cuando lo recuerdo. A mano costaba meterla por los 28,01, as
que por los 28,10... nueve centsimas ms!.
Pero entr bien. As que: Unidos para siempre! (hasta que otra prensa los separe). En esta
otra se ve la polea ya montada, dndole los ltimos repasos en mi anterior torno Quantum 250
x 550:
Una labor que tendra que haber hecho antes de montar la polea en el eje: unos taladros
roscados por si ms adelante le quiero adosar un disco de freno (que tengo pensado). No "me
daba" la disposicin con el plato divisor y opt por este montaje chapucero, con el eje de la
herramienta inclinado, lo suficiente para marcar la posicin de los taladros, con una broca de
centros:
Luego los taladros los complet en el taladro de columna:
Y para el roscado (M-8), como de nuevo no "me daba" el mango giramachos, pues me
tropezara con el eje, pues me apa con este taladro de mano, cogido en una de las ofertas
del Lidl (1100 watios por 69 euros), que me viene muy bien para estas faenas, pues al tener
cambio de marchas mecnico (aparte del regulador electrnico que tienen todos en el gatillo),
opera muy bien a velocidad lenta, con fuerza y control. As que, alternando entre roscando un
poco, retrociendo otro poco, termina por hacerlo bien y bastante rpido. Una joya:
El montaje en el cabezal no present ningn problema. Entr con suavidad, a travs de los
casquillos de bronce y del primer grupo de dos engranajes. Luego, se vuelve a colocar el ltimo
casquillo, que se asegura con su pasador cnico. Y listo. En esta ltima foto se ve el resultado
final, con un par de correas nuevas, de menor desarrollo: 1220 mm en lugar de 1440 de las
iniciales, que estaban ya para tirar, prcticamente podridas. Comparando esta foto con la
primera, se ve como el conjunto queda unos 5 cm ms estrecho.
En lnea
Torno Ausona 180, fresadora Nicols Correa FOU, sierra de cinta, taladro ...
eaionin
Oficial de 1
Mensajes: 338
Ubicacin: a caballo entre malaga y la linea
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #2 en: 24 Diciembre 2011, 16:13
este hilo promete. No te canses de mostrar todos los progresos. Para los que
estamos empezando como yo es una magnifica fuente de informacin e inspiracin.
Saludos y felices fiestas
En lnea
taladro de columna chino, torno para madera con 80 aos, torno Cumbre 022, fresadora Jarbe,
sierra de cinta encina sc 70 (todas en proceso de restauracin), universal robland k210, sierra
mural de fabricacin casera
dansanc
Oficial de 2
Mensajes: 185
Ubicacin: Atlntida, Uruguay
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #3 en: 24 Diciembre 2011, 16:19
Felicitaciones jalons14, y muchas gracias, porque tambin yo tengo que tornear
una polea, y tu exposicin me sirvi para aprender cmo hacerlo.
Feliz Navidad, y espero que tu torno quede como nuevo.
En lnea
Torno Liebert & Grtler con visualizador Mitutoyo y variador WEG, taladro Alzmetall, sierra sin fin
Femi, soldador elctrico Ersa, div. mquinas de carpintera
Magirus
Gur
Mensajes: 1982
Ubicacin: Camp de Turia (Valencia - Espaa)
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #4 en: 24 Diciembre 2011, 18:49
Es una mquina digna de dejarla en las mejores condiciones.
Gracias por mostrarnos las de los trabajos.
Por cierto, has visto este hermano del tuyo? Y adems cerca de casa:
http://foro.metalaficion.com/index.php/topic,6354.0.html
Saludos.-
En lnea
Torno Cumbre 022 (en proceso de restauracin). Fresadora Jarbe A. Sierra cinta MG K-260.
Taladro banco Hedisa TD 17/R.
Soyjulio
Oficial de 1
Mensajes: 270
Ubicacin: Madrid este
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #5 en: 24 Diciembre 2011, 18:59
Te a quedao de lujo.
Una pregunta de inexperto aprendiz: veo que la relacin de las poleas ahora son
casi de 1/1 esto no sera perjudicable para el motor que antes trabajara mas
desahogado?
Saludos
En lnea
jalons14
Oficial de 1
Mensajes: 405
Ubicacin: Valladolid
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #6 en: 24 Diciembre 2011, 19:51
Hola, Soyjulio: El que el motor trabaje ms o menos desahogado, depende de la
fuerza "de frenado" que se le haga. Esta depende, aparte de los diversos
rozamientos de todas las transmisiones (apoyos en cojinetes, correas y poleas,
engranajes, etc.), sobre todo de la fuerza de corte, del radio de la pieza que ests
mecanizando y, obviamente, de la desmultiplicacin que haya desde el motor hasta
el plato.
Evidentemente, a menos desmultiplicacin, ms velocidad del plato y, en
consecuencia, ms exigencia al motor.
Lgicamente, la velocidad ms alta la usar, como es de cajn, mecanizando barras
de pequeo dimetro y con espesor de pasada y avances moderados.
Por lo dems, es claro que, independientemente del dimetro de las poleas, si uso
una velocidad intermedia, pongamos por ejemplo 300 rpm, al motor "le dar igual"
si la misma velocidad final la consigo con una polea ms pequea y una marcha
ms corta que si es con la polea original ms grande y, a cambio, tambin una
marcha ms larga. Al final, potencia es fuerza por velocidad. Si la velocidad final es
la misma y la fuerza tambin, al motor le exijo lo mismo.
La caja de cambios de este modelo, para mi gusto, "se estira poco" o, como dira el
director de un coro, "tiene poca tesitura": entre la marcha ms larga y la ms corta
hay una relacin de 1 a 25 y esto no lo puedo cambiar sin cambiar los engranajes
del cabezal (demasiado tomate, por supuesto). En tornos actuales de similar
tamao, esta relacin es de 1 a 50 (por ejemplo, de 45 a 1800 rpm). As que, con
lo que tengo, la decisin est en si me interesa que la velocidad ms lenta sea muy
lenta o que la velocidad ms alta sea ms rpida. Y me pareci que lo razonable
era esto ltimo. Sin pasarme claro. Antes tena desde 30 a 755 rpm. Ahora me
quedan las velocidades entre 55 y 1350 rpm., que est mucho mejor.
En lnea
Torno Ausona 180, fresadora Nicols Correa FOU, sierra de cinta, taladro ...
Soyjulio
Oficial de 1
Mensajes: 270
Ubicacin: Madrid este
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #7 en: 24 Diciembre 2011, 20:12
Muchas gracias jalons, la explicacin te ha quedado como la polea, perfecta
Vosotros los expertos no s si teneis claro la labor didctica que realiazas
Gracias de nuevo
En lnea
carpin
Global Moderator
Gur
Mensajes: 2782
Ubicacin: lvega SORIA
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #8 en: 25 Diciembre 2011, 20:34
Buen trabajo, Jalons y estupenda exposicion.
Con un variador inverter podrias aumentar el rango de velocidades (por debajo de
55 rpm y por encima de 1350 rpm), ademas de incorporar un freno, sin necesidad
de modificar ningun elemento mecanico.
En lnea
Torno quantum D250x550 y fresadora ZAY7025FG, ambos con variador Siemens y DRO
ShumaTech, taladradora quantum B14F, horno fundicion electrico CARPIN, cortador foam CNC
Mig-29
Gur
Mensajes: 2058
Ubicacin: Badalona y cuando puedo en Castro del Rio (Cordoba)
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #9 en: 25 Diciembre 2011, 21:06
Buen trabajo y mejor documentado, jeje que acojono cuando te diste cuenta que el
eje eras mas grueso de lo que te esperaba menos mal que la prensa lo pudo
colocar en su sitio, seguir atento a la informacin que vallas poniendo
saludos
En lnea
Optimum D240-500G, Fresadora Einhell BT-MR 550, soldador inverter100 A....y un porron de
cosas mas
jalons14
Oficial de 1
Mensajes: 405
Ubicacin: Valladolid
Re:Modificaciones y arreglos a mi torno Ausona 180
Respuesta #10 en: 28 Diciembre 2011, 05:13
Bueno, pues vamos con la tercera (modificacin).
En este caso le ha tocado a los engranajes del cabezal. La cosa viene de que eran
demasiado ruidosos, ms de lo normal. Adems, en cuanto le abr la tapa superior,
para curiosear en su interior, vi que uno de los pasadores cnicos que inmovilizan
una de las ruedas dentadas en su eje estaba flojo y en parte roto y que, por culpa
de ello, asomaba por un lado ms de lo debido, golpendose con una de las ruedas
dentadas del eje vecino, con el resultado de que esta tena las crestas de sus
dientes claramente marcados por los repetidos golpes con l. As que el arreglar
esto fue una de mis primeras preocupaciones, antes incluso que el cambio de la
polea de entrada al cabezal. En un principio me conform con meter el pasador
flojo y dejarlo prieto (al menos por el momento), con unos golpes de martillo, pero
segua sonando ms de lo normal. Y comprob que sonaba bastante ms (y peor)
en la marcha en el sentido normal que girando en sentido contrario.
Jos Luis (Fronch) me sugiri "darles la vuelta" a los engranajes, aprovechando el
hecho de que la mayor parte del tiempo el torno se usa girando en el sentido
"normal" y slo excepcionalmente se usa girando al contrario, por lo que los dientes
de los engranajes estarn, lgicamente, ms desgastados por el costado que usan
habitualmente. En un principio me pareci una locura, pensando en que no seran
reversibles, porque cada uno seguramente formara pieza con algn cubo o collar
que no permitira darle la vuelta.
Pero esto ltimo no fue cierto ms que en unos pocos casos. El cabezal tiene tres
ejes principales, en el mismo plano horizontal: el de entrada de la polea que viene
del motor, otro intermedio y el final, el del husillo principal, en el que va montado
el plato, como se ve aqu:
Aparte, tiene otros dos ms. Uno debajo del husillo principal que sale por la
izquierda y lleva el movimiento al tren de engranajes exterior, para las barras de
roscar y cilindrar. Y junto a ese, el que permite invertir el giro del anterior.
El primer eje ya lo haba desmontado y montado cuando el cambio de polea.
Para desmontar el segundo, lo primero era quitar los tres pasadores cnicos que
lleva. Uno sali fcil, con unos golpes de martillo. El segundo, el que estaba
destrozado, no quera de ninguna manera, pues estaba machacado, tanto l como
el alojamiento en que estaba y "ni palante, ni patrs". As que me decid a una
destruccin controlada. Con bastante miedo, met el taladro de mano y, con mucho
cuidado, fue entrando bien a su travs:
Primero con una broca de 4 y medio, luego una de 5 y, finalmente, con la de 6,
atraves todo el eje y salieron los restos del pasador. El tercer pasador tambin se
atraves, pues el extremo ms delgado estaba bastante doblado y si se le golpeaba
se doblaba ms. Me las tuve que agenciar hacindome una especie de botador con
un trozo de varilla de acero inoxidable de 16, tornendole lo justo para la ocasin.
Primero un pequeo taladro para encajar en l el extremo saliente del pasador, una
vez desdoblado en lo posible. Poco a poco fue empujndole. Luego torneando en la
varilla un "rabo", para meterlo por el alojamiento del pasador. Al final cedi y sali.
Hecho un higo, pero sali.
Una vez retirados los pasadores cnicos y las tapas extremas del segundo eje, pude
desmontarlo, aunque se resisti bastante. Pero me apa obligndolo con varias
varillas empujadas con un sargento grande de carpintero y con diversos casquillos y
tramos de tubo:
y en ocasiones con algunos golpes de mazo de naylon. Al desmontar este eje vi
que lo que parecan engranajes con collar adosado, en realidad eran piezas sueltas
en la mayora de los casos, lo que me permiti darles la vuelta a casi todos ellos.
Aqu se ven los dos ejes montados ya fuera del cabezal:
Una de las labores imprescindibles, para poderles dar la vuelta, es hacerles en los
extremos de cada diente, un chafln de entrada, pues el que tienen de fbrica se
queda del lado contrario. De no hacer esta entrada, seran muy difciles y molestos
los cambios de velocidad. As que lima fina y paciencia:
En esta otra imagen se ve la misma rueda de un lado y del otro. Se ve claramente
como en la foto de la izquierda se aprecia, en cada diente, una especie de surco
ocasionado por el desgaste desigual del costado del diente. En la foto de la derecha
se ven los costados mucho ms nuevos (por decir algo):
Los dos piones del primer eje van juntos y comparten una chaveta interior que va
soldada a ellos en sus extremos. Seguramente no era as de fbrica, pero ahora s
que estaba soldada, por lo que adems de darles la vuelta toca intercambiarlos
entre s, pues forman una sola pieza. Esto obliga a intercambiar a los
correspondientes del segundo eje. Uno de ellos, el ms prximo al extremo
izquierdo, s que tena un collar formando pieza con l y adems coincida con uno
de los pasadores, pero afortunadamente, a continuacin del otro haba un collar
suelto prcticamente del mismo ancho. As que toc hacerle a este el taladro para
el pasador cnico:
y tras montarlo en el eje, ya intercambiados estos dos primeros piones, completar
el taladro al collar, coincidiendo con el taladro existente en el eje:
Que se repasa todo con el escariador cnico, que se maneja de lujo en la fresadora:
Lo mismo con el segundo pasador (el que estaba reventado):
Y otro tanto con el tercero. Tras ello, monto todo el eje en el torno pequeo y le
quito 0,5 mm a uno de los collares, para que todo quede bien:
Aprovecho la ocasin para repasar los extremos de cada pin, eliminando unas
crestas que el desgaste ha ido formando, a modo de rebaba, en los extremos de
cada diente. Estas crestas son responsables de parte del ruido al funcionar.
Tras esto, en uno de los montajes de prueba, la chaveta soldada a los dos piones
del primer eje salta ella sola (buena soldadura sera). As no la puedo dejar, pues al
desplazar los piones podra "quedarse atrs" la chaveta y los piones quedar sin
arrastre sobre el eje. As que me decido a soldarla de nuevo, tras hacer un buen
surco, a lo bestia, con la radial en los dos costados extremos del grupo, para que
agarrase bien la soldadura. Hago la soldadura con el grupo montado en su eje, para
que quede la chaveta sujeta:
Tras lo que toca repaso en el torno, para que los bultos de la soldadura no
tropiecen con la horquilla selectora que desplaza al grupo sobre el eje. Todas las
soldaduras repasadas tienen un aspecto horrible, pero tenindolo en la mano se ve
que no es grave. La horquilla desliza bien sobre ambos costados:
Tras esta soldadura, parece que le cuesta deslizar al grupo sobre el eje. Es normal,
pues todas las soldaduras tensan las piezas soldadas, modificndose ligeramente
sus dimensiones. Pero tras mover repetidamente a mano el grupo sobre el eje
(pareca una masturbacin mecnica), termina por deslizar con suavidad. Y adems
ha quedado bastante ms ajustado que como estaba iniciamente, quitndose el
baile que tena, que seguro que era causa de buena parte del ruido. Bien!
Al montar este primer eje en el cabezal, para probar el funcionamiento de la
horquilla, me encuentro con un desagradable imprevisto: la horquilla selectora no
admite el cambio de los piones, pues no es simtrica, sino que tiene mecanizado
un rebaje coincidiendo con el pin mayor. Al intercambiarlos ya no se puede
montar, pues el rebaje queda frente al pequeo. Mierda!
Tras estudiarlo con calma, decido desmontar y mecanizar la horquilla, alargando el
rebaje para que tenga el ancho del conjunto de los dos piones. Para poder
hacerlo, necesito una herramienta tipo fly cutter, que no tengo. As que me la hago
(lo pongo como proyecto aparte). La horquilla antes:
durante el mecanizado:
y terminada:
Ahora toca montarlo todo. Pero le vendra muy bien una buena limpieza al interior
del cabezal, pues he dejado mucha virutilla al usar el taladro para destruir uno de
los pasadores cnicos. As que primeramente le vaco de aceite:
La verdad es que estaba limpsimo. Eso s, faltaba cosa de un litro para alcanzar el
nivel, por lo que compro una garrafa de valvulina 80/90 de 5 litros (los que lleva en
total) y ya se la pongo nueva. Aprovecho tambin para sustituir la capa de plstico
transparente del ojo de buey, que estaba roto. Un poco de metacrilato recortado en
el torno y listo.
En esta foto se ven las crestas que comentaba ms arriba, en los extremos de los
dientes, generadas como rebabas resultantes del funcionamiento de los engranajes.
Las lim una a una, para dejarlo lo mejor posible.
En esta foto, los elementos del segundo eje en cola, a la espera de ser montados.
El montaje fue relativamente sencillo. Al haber probado las piezas fuera, luego
fueron ensartndose con relativa facilidad, empujando el eje con el mismo
sargento. Al final se ponen y aprietan los pasadores cnicos nuevos y listo.
Antes de montar el primer eje, le corto, en el torno pequeo, unos cuatro
centmetros del extremo, que no los necesita para nada. En el montaje inicial, con
la polea nativa, el extremo de este eje estaba rematado por una especie de
barrilete, probablemente para usarlo como polea motriz para prestarle traccin,
mediante una correa de cuero, a alguna otra mquina a la que pudiese venirle bien
(en aquellos tiempos los motores eran muy caros).
Le hago un taladro roscado y lo remato con una especie de tapn, ms que nada
por adorno, pues es obvio que la polea no va a deslizar (para meterla, segn me
coment Fronch, la prensa hizo unas doce toneladas!). Para poder meterlo y que
no tropiece con el extremo de la chaveta, le hago una especie de chavetero-
chapuza:
que no se nota una vez montado el tapn sobre el eje:
Tras el montaje y siguiendo el consejo de Fronch y Paco (el que me vendi la
fresadora), antes de echar la valvulina limpia, le echo 5 litros de gasoil, cierro el
cabezal y lo pongo en marcha unos minutos, para que arrastre toda la porquera
que tenga. Efectivamente, tras volver a abrir, daba gusto ver los ejes y engranajes,
limpitos como la patena:
Luego vaco y recojo el gasoil, junto con un montn de posos de viruta. Le aado la
valvulina nueva
cierro el cabezal y a probar. Perfecto. El funcionamiento es ms suave y bastante
menos ruidoso, tanto en giro normal como al revs. Al revs mete algo ms de
ruido que al derecho, que fue el objetivo de dar la vuelta a los engranajes en que
se pudo. Bien! Y fin de captulo.
You might also like
- La Verdad Sobre El DineroDocument224 pagesLa Verdad Sobre El DineroFun HouseNo ratings yet
- El Mezclador de Un Sistema de Alimentación GLPDocument4 pagesEl Mezclador de Un Sistema de Alimentación GLPEstefania Zurita60% (5)
- FichTec Elf Epexelf 2Document1 pageFichTec Elf Epexelf 2GUILLERMO SEGURANo ratings yet
- Apocrifos y DeuterocanonicosDocument9 pagesApocrifos y DeuterocanonicosEstefania ZuritaNo ratings yet
- Diferencias entre las Guzzi Hispania 49 y 65 ccDocument81 pagesDiferencias entre las Guzzi Hispania 49 y 65 ccJaime Royo GarciaNo ratings yet
- Manual de Usuario Chevrolet VitaraDocument4 pagesManual de Usuario Chevrolet VitaraEstefania Zurita100% (4)
- Digitalizacion Renfe 333 Electrotren 2001 Automatizando Focos Principales v2Document10 pagesDigitalizacion Renfe 333 Electrotren 2001 Automatizando Focos Principales v2luistontoNo ratings yet
- Manual Banco 4423Document12 pagesManual Banco 4423erotaNo ratings yet
- Ingenieria EconomicaDocument17 pagesIngenieria EconomicachajasitioNo ratings yet
- Preparar un cilindro de motor: admisión, cilindrada, desgaste y pulidoDocument14 pagesPreparar un cilindro de motor: admisión, cilindrada, desgaste y pulidoOsorioJAndresNo ratings yet
- Verbos. Usos Rectos y DislocadosDocument4 pagesVerbos. Usos Rectos y Dislocadosmoncaci100% (1)
- Trabajos Previos A La Rectificación Del CigüeñalDocument17 pagesTrabajos Previos A La Rectificación Del CigüeñalEsteban GaraicoaNo ratings yet
- Problemas Comunes KTM 950 AdventureDocument9 pagesProblemas Comunes KTM 950 AdventureLeonardo SanchezNo ratings yet
- ELECCIÓN Y AJUSTE ÁRBOL DE LEVAS MOTORESDocument12 pagesELECCIÓN Y AJUSTE ÁRBOL DE LEVAS MOTORESGuillem LBNo ratings yet
- Yzf r3 Abs 2022 - Yamaha - Negro 01 08 2022Document3 pagesYzf r3 Abs 2022 - Yamaha - Negro 01 08 2022Alex ChocánNo ratings yet
- GS125 PDFDocument81 pagesGS125 PDFangelhmz96No ratings yet
- Identifica Tu VespaDocument4 pagesIdentifica Tu VespaJose Angel GómezNo ratings yet
- Bogner Ecstasy: características y sonidos del amplificador de guitarraDocument5 pagesBogner Ecstasy: características y sonidos del amplificador de guitarraXavier BengoaNo ratings yet
- Taller Vocacional INACAP 2016: Inyección motores dieselDocument7 pagesTaller Vocacional INACAP 2016: Inyección motores dieselPatricio Andres Muñoz LeivaNo ratings yet
- Cono Isotooling 10Document26 pagesCono Isotooling 10Damian QuirogaNo ratings yet
- Calculo de EngranajesDocument27 pagesCalculo de EngranajesManuelMYMMidoriNo ratings yet
- Manual Polaris Predator 500 EspañolDocument193 pagesManual Polaris Predator 500 EspañolDaniel ValenciaNo ratings yet
- Clases Ajuste de Motores 22-03-21Document46 pagesClases Ajuste de Motores 22-03-21Esteban NavarreteNo ratings yet
- FalconDocument3 pagesFalconcarlitincho0% (1)
- Grado Termico BujiasDocument3 pagesGrado Termico BujiasDavid AllaucaNo ratings yet
- NamuraDocument13 pagesNamuraluisrockeroNo ratings yet
- Carburar MinimotoDocument5 pagesCarburar MinimotoDario PelegriNo ratings yet
- Ajuste de Las Bielas en El MotorDocument1 pageAjuste de Las Bielas en El MotorAbel OviedoNo ratings yet
- Barrido Transversal de RegresoDocument4 pagesBarrido Transversal de RegresoAriel ChicaizaNo ratings yet
- Cambio de Retenes FazerDocument7 pagesCambio de Retenes Fazergilmarquijano100% (1)
- Guias de Valvulas Tecnico ReparadorDocument6 pagesGuias de Valvulas Tecnico ReparadorFuentes BrianNo ratings yet
- Elementos Mecanicos Parte DosDocument53 pagesElementos Mecanicos Parte DosLucas Ramirez MagañaNo ratings yet
- Catalogo Aceite Motrio 2022Document2 pagesCatalogo Aceite Motrio 2022talleres delfinNo ratings yet
- MEGELLI 250R-Manual Del RioDocument36 pagesMEGELLI 250R-Manual Del Rioaghamir10% (1)
- Investigacion Motor Estandar y RectificadoDocument9 pagesInvestigacion Motor Estandar y RectificadoStefano MijaelNo ratings yet
- Sistema de Engrase Del MotorDocument36 pagesSistema de Engrase Del Motorhegh97847No ratings yet
- Bujia Denso IDocument4 pagesBujia Denso IROBINSON FERNEY100% (1)
- TRUCAJE DE MOTORES CabezoteDocument8 pagesTRUCAJE DE MOTORES CabezoteTefa DiegoNo ratings yet
- Teoría sobre el funcionamiento y desarrollo de tubos de escape en motores de dos tiemposDocument6 pagesTeoría sobre el funcionamiento y desarrollo de tubos de escape en motores de dos tiemposczr89100% (1)
- 9 Diagnostico de Culata de CilindrosDocument31 pages9 Diagnostico de Culata de CilindrosWilmer Santiago100% (1)
- Andrews Yamaha Parts - DT175-3TST-11Document56 pagesAndrews Yamaha Parts - DT175-3TST-11lucas knudsenNo ratings yet
- Informe MotorDocument6 pagesInforme MotorFabian Banguero CruzNo ratings yet
- Instalación de Torretas en Kymco VENOXDocument6 pagesInstalación de Torretas en Kymco VENOXdr3am3r_2No ratings yet
- Modoficando Motor Pulsar 135 LsDocument1 pageModoficando Motor Pulsar 135 LsLic. Rodolfo Morales100% (2)
- Manual Zanella TricargoDocument18 pagesManual Zanella TricargoCristian Farías100% (1)
- Rectificado de MotoresDocument13 pagesRectificado de Motoresbernard_28No ratings yet
- Rectificado de MotorDocument9 pagesRectificado de MotorIvangio ReyesNo ratings yet
- Kaeser BSD 81Document5 pagesKaeser BSD 81aracfenix100% (2)
- Defender Td5 MY02 - Manual Del ConductorDocument176 pagesDefender Td5 MY02 - Manual Del ConductorEsteban Del Río GonçalvesNo ratings yet
- Instrucciones SP2Document16 pagesInstrucciones SP2MIGUEL PEREZ MARTINEZNo ratings yet
- T 1 - Inyeccion PDFDocument65 pagesT 1 - Inyeccion PDFFrancesc Figueras NietoNo ratings yet
- Aprilia RS 125 Despiece Taller Piezas Parts Manual (Absolutamente Todas Las Piezas Dibujadas Con Referencias)Document44 pagesAprilia RS 125 Despiece Taller Piezas Parts Manual (Absolutamente Todas Las Piezas Dibujadas Con Referencias)José Garzón100% (1)
- Manual TorneriaDocument8 pagesManual TorneriaPatricia Lima100% (1)
- Mantenimiento Básico Del MotorDocument177 pagesMantenimiento Básico Del MotorMoises Salcedo AguilarNo ratings yet
- Exposicion Biela y Cojinete FinalDocument36 pagesExposicion Biela y Cojinete FinalMarco Patricio Bonifaz CoboNo ratings yet
- Triumph Tiger 1200 XCA (2018) PDFDocument302 pagesTriumph Tiger 1200 XCA (2018) PDFPachu 99No ratings yet
- Tutorial Como Limpiar La Bujia Mantenimiento General de Suzuki Ax100Document11 pagesTutorial Como Limpiar La Bujia Mantenimiento General de Suzuki Ax100Rodriguez Centeno LeonardoNo ratings yet
- Fresadora UniversalDocument9 pagesFresadora UniversalruedacesarNo ratings yet
- Parts Catalogue 337Document93 pagesParts Catalogue 337Ricardo De Jesús Manjarrés Manjarrés100% (1)
- Maquinas de Corte Por CizalladoDocument15 pagesMaquinas de Corte Por CizalladoLeonardoAlomiaNo ratings yet
- Calcular Engranaje Caja Norton para Hacer RoscasDocument9 pagesCalcular Engranaje Caja Norton para Hacer RoscasulisotesNo ratings yet
- MT Umk435 PDFDocument89 pagesMT Umk435 PDFEdar Jhon Montenegro RimarachinNo ratings yet
- Clutch MalacateDocument10 pagesClutch MalacateRomel José Londoño CamachoNo ratings yet
- TRANSMISION ELEMENTALDocument19 pagesTRANSMISION ELEMENTALprafort.gamerNo ratings yet
- Open 60 RC - JLIGUALDocument65 pagesOpen 60 RC - JLIGUALJuan Luis Igual Pellon100% (1)
- Transmisión de movimiento con engranajesDocument11 pagesTransmisión de movimiento con engranajesearizabalNo ratings yet
- Curso de Spss - CetecDocument52 pagesCurso de Spss - CetecEstefania ZuritaNo ratings yet
- Idea de Trabajo Diaz, Farinango, GomezDocument39 pagesIdea de Trabajo Diaz, Farinango, GomezEstefania ZuritaNo ratings yet
- MAGAP2Document14 pagesMAGAP2Estefania ZuritaNo ratings yet
- Paper TrimotoDocument3 pagesPaper TrimotoEstefania ZuritaNo ratings yet
- Instructivo de OperacionDocument14 pagesInstructivo de OperacionEstefania ZuritaNo ratings yet
- Diapositivas ProyectoDocument92 pagesDiapositivas ProyectoEstefania Zurita100% (1)
- EnsayoDocument3 pagesEnsayoEstefania ZuritaNo ratings yet
- Historia VehicularDocument1 pageHistoria VehicularEstefania ZuritaNo ratings yet
- AAGLANDERDocument18 pagesAAGLANDEREstefania ZuritaNo ratings yet
- 19Y32Document3 pages19Y32Estefania ZuritaNo ratings yet
- Carlos UlcuangoDocument4 pagesCarlos UlcuangoEstefania ZuritaNo ratings yet
- TransmisiónDocument17 pagesTransmisiónEstefania ZuritaNo ratings yet
- Ejer Cici OsDocument31 pagesEjer Cici OsEstefania ZuritaNo ratings yet
- Procedimiento de Prueba Sensor TPS y O2Document2 pagesProcedimiento de Prueba Sensor TPS y O2Estefania Zurita100% (1)
- Semana 12 ContabilidadDocument3 pagesSemana 12 ContabilidadAura CelesteNo ratings yet
- Tarea #4 Cristofher Maradiaga-62111402Document2 pagesTarea #4 Cristofher Maradiaga-62111402Cristofher MaradiagaNo ratings yet
- Examen Matemáticas III 2da VueltaDocument3 pagesExamen Matemáticas III 2da VueltaWenzel Dietrich ValentinaNo ratings yet
- Autoclave: esterilización por vapor a presiónDocument5 pagesAutoclave: esterilización por vapor a presiónElianna SilvaNo ratings yet
- Circunferencia: definición, elementos y propiedades fundamentalesDocument12 pagesCircunferencia: definición, elementos y propiedades fundamentalesStiven MoralesNo ratings yet
- Editor HTML Moodle Estudiante DocenteDocument8 pagesEditor HTML Moodle Estudiante DocenteRuben Horacio FojaniniNo ratings yet
- Solicitud Salvo ConductoDocument2 pagesSolicitud Salvo ConductoJorge Bacuilima MoraNo ratings yet
- Ejercicio de ObservaciónDocument4 pagesEjercicio de ObservaciónMia Elisa Medina RoizNo ratings yet
- Bajo Piso Tekno Step PDFDocument3 pagesBajo Piso Tekno Step PDFRicci RománNo ratings yet
- Practica #1 Laboratorio 2021Document26 pagesPractica #1 Laboratorio 2021Sala SegundaNo ratings yet
- Recuperación DE CALDERERIA IVDocument2 pagesRecuperación DE CALDERERIA IVBrahyan Contreras MesiasNo ratings yet
- HOBBIESDocument4 pagesHOBBIESyulieth castroNo ratings yet
- ESCENARIO 8 - Evaluacion FinalDocument11 pagesESCENARIO 8 - Evaluacion FinalFERNEY SANCHEZNo ratings yet
- PilarDocument5 pagesPilarJARAMILLO VÁZQUEZ JUANA MATILDENo ratings yet
- Solucionario EIE 360 2021 U01 Muestra PDFDocument20 pagesSolucionario EIE 360 2021 U01 Muestra PDFMikasa AnohanaNo ratings yet
- Marco-Teorico Ciencias Naturales Educación PrimariaDocument10 pagesMarco-Teorico Ciencias Naturales Educación PrimariaFlorencia PraderioNo ratings yet
- MEMO. CIRC. #014-2020 (VALIDO) Alex OroscoDocument19 pagesMEMO. CIRC. #014-2020 (VALIDO) Alex OroscoAlex Franz Orosco QuintanaNo ratings yet
- Ca6 Unidad Didactica Sistemas ContabesDocument85 pagesCa6 Unidad Didactica Sistemas ContabesAndreina Macias MendozaNo ratings yet
- 5 Formas de Preparar PanquequesDocument14 pages5 Formas de Preparar PanquequesSolNo ratings yet
- Presentación Construcción Rurrenabaque RiberaltaDocument48 pagesPresentación Construcción Rurrenabaque RiberaltafernoaraujoNo ratings yet
- CATALIZADORDocument15 pagesCATALIZADORMadeleine damiaNo ratings yet
- 96 Prefabricados PlatiniumDocument3 pages96 Prefabricados PlatiniumronaljkNo ratings yet
- Evidencia 5Document14 pagesEvidencia 5lauren mirandaNo ratings yet
- BÖHLER DMO-IG Solid wire for creep resistant weldingDocument1 pageBÖHLER DMO-IG Solid wire for creep resistant weldingJeldon Sant'AnaNo ratings yet
- S6.teoria de La ProduccionDocument14 pagesS6.teoria de La ProduccionADRIANA NICOLLE TOVAR LEIVANo ratings yet
- 2 - Signos y Símbolos 1 - Malla 2018 PDFDocument5 pages2 - Signos y Símbolos 1 - Malla 2018 PDFLuis SantibáñezNo ratings yet