You might also like
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- PREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTDocument19 pagesPREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTali100% (2)
- Kiln Control and Operation - Infinity For Cement EquipmentDocument74 pagesKiln Control and Operation - Infinity For Cement EquipmentRizwanKhanNo ratings yet
- By Pass SystemDocument56 pagesBy Pass SystemIrshad Hussain100% (2)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- CM 2 Filling DegreeDocument9 pagesCM 2 Filling DegreeElwathig BakhietNo ratings yet
- Process Guidelines for Cement Production OptimizationDocument20 pagesProcess Guidelines for Cement Production OptimizationMKPashaPasha100% (4)
- Cement Kilns-Chlorine Impact On ProcessDocument27 pagesCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
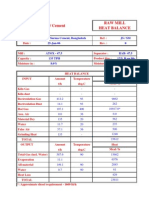
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Clinker FormationDocument120 pagesClinker FormationDragos PlaesuNo ratings yet
- 7 Most Common Problem in PyroProcessing For Kiln and CoolerDocument5 pages7 Most Common Problem in PyroProcessing For Kiln and CoolerbudiNo ratings yet
- Optimize Vertical Roller Mills OperationsDocument4 pagesOptimize Vertical Roller Mills OperationsSai Sricharan Reddy83% (6)
- 7 Most Common Problem in Pyro Processing For Kiln and CoolerDocument10 pages7 Most Common Problem in Pyro Processing For Kiln and CoolerVipan Kumar DograNo ratings yet
- Thermal Expansion Effects and Mechanical Issues for Kiln PatrollersDocument30 pagesThermal Expansion Effects and Mechanical Issues for Kiln Patrollersbulentbulut100% (3)
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (14)
- SO3 Build Up and ControlDocument6 pagesSO3 Build Up and ControlM. Ali Parvez100% (1)
- Red RiverDocument16 pagesRed RiverNael100% (1)
- A Better Kiln CoatingDocument2 pagesA Better Kiln Coatingamir100% (4)
- Snowman CompositionDocument7 pagesSnowman CompositionSunil MohanNo ratings yet
- .Improvement in Performance of Ball Mill in Cement GrindingDocument4 pages.Improvement in Performance of Ball Mill in Cement Grindingdeni jakaNo ratings yet
- Clinker Cooler SystemDocument69 pagesClinker Cooler SystemzementheadNo ratings yet
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- Blaine Vs ResiduesDocument3 pagesBlaine Vs ResiduesVisnu Sankar100% (2)
- Manufacturing Workforce Training - Optimized Kiln Control GuideDocument26 pagesManufacturing Workforce Training - Optimized Kiln Control GuideOUSSAMA LAKHILI100% (1)
- Duoflex BurnerDocument6 pagesDuoflex Burnersinghite100% (1)
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pages117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBmkpqNo ratings yet
- For Cement and Minerals: Complete SolutionsDocument36 pagesFor Cement and Minerals: Complete SolutionsHamed MostafaNo ratings yet
- Advancement in Refractories used for Cement Rotary kiln(CRKDocument75 pagesAdvancement in Refractories used for Cement Rotary kiln(CRKmahendra sen100% (1)
- How To Line The Burner Pipe PDFDocument19 pagesHow To Line The Burner Pipe PDFMustafa Ramadan100% (2)
- Clinker CoolersDocument74 pagesClinker CoolersMuhammed EmamiNo ratings yet
- Kiln Golden RulesDocument19 pagesKiln Golden RulesWisnu Indriyanto50% (2)
- Cooler Design and Operation CriteriaDocument19 pagesCooler Design and Operation Criteriatricky777100% (1)
- HOCM MAR Fez CoolerHeatBalanceDocument1 pageHOCM MAR Fez CoolerHeatBalanceOUSSAMA LAKHILI100% (2)
- Operational Experience From The United States First Vertical Roller Mill For Cement GrindingDocument4 pagesOperational Experience From The United States First Vertical Roller Mill For Cement GrindingIndra Budhi KurniawanNo ratings yet
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Calculation of Raw MixDocument35 pagesCalculation of Raw MixIrshad HussainNo ratings yet
- Lafarge Process Engg ManualsDocument132 pagesLafarge Process Engg ManualsYhane100% (1)
- MC V0 B000 TOC v7 0 1 PDFDocument171 pagesMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- Grate Cooler Thermal AnalysisDocument14 pagesGrate Cooler Thermal Analysisaman131No ratings yet
- Mod 6Document49 pagesMod 6mkpq100% (1)
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- Alk-SO3-Cl Balance - v2.1Document4 pagesAlk-SO3-Cl Balance - v2.1shani5573100% (4)
- Cement Mill Ball Mill TestingDocument30 pagesCement Mill Ball Mill Testingzementhead100% (2)
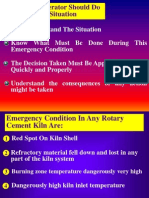
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- Kiln Heat and Mass Balance September 2010Document20 pagesKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Group - 5-Cement ProductionDocument147 pagesGroup - 5-Cement ProductionAli Aliyev100% (1)
- Guide to Physical Properties of Calcium ChlorideDocument12 pagesGuide to Physical Properties of Calcium ChlorideThirumani SelvamNo ratings yet
- 173 01791Document12 pages173 01791Nurul Atika KhairNo ratings yet
- Dry Quenching of Hot Coke - IspatGuruDocument10 pagesDry Quenching of Hot Coke - IspatGurukaustavNo ratings yet
- VJ 2-EntalpiDocument5 pagesVJ 2-EntalpiArda RahmainiNo ratings yet
- High Temperature CO2 Sorbents and Their Application For Hydrogen Production by Sorption Enhanced Steam Reforming ProcessDocument25 pagesHigh Temperature CO2 Sorbents and Their Application For Hydrogen Production by Sorption Enhanced Steam Reforming ProcessserchNo ratings yet
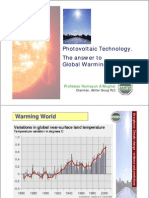
- Photovoltaic Technology. The Answer To Global Warming?Document32 pagesPhotovoltaic Technology. The Answer To Global Warming?Gursimarpreet KaurNo ratings yet
- 3A5. Coke Dry Quenching Technology (CDQ) : Iron Making and General Industry Technologies (Iron Making Technologies)Document2 pages3A5. Coke Dry Quenching Technology (CDQ) : Iron Making and General Industry Technologies (Iron Making Technologies)reach_arindomNo ratings yet
- Water Treatment Handbook UNITORDocument46 pagesWater Treatment Handbook UNITORplatastur100% (26)
- Wilhemsen Water Treatment HandbookDocument46 pagesWilhemsen Water Treatment HandbookGeorgios PapakostasNo ratings yet
- Balanced Equations & Associated Calc's 05 QPDocument8 pagesBalanced Equations & Associated Calc's 05 QPlmao lmaoNo ratings yet
- Dse Chem 終極反應懶人包Document30 pagesDse Chem 終極反應懶人包Vincent haNo ratings yet
- Mechanical Properties For Steel FastenersDocument7 pagesMechanical Properties For Steel FastenersepriyonoNo ratings yet
- Filtration: Fiber FilterDocument20 pagesFiltration: Fiber FilterTamer Farouk KhalifaNo ratings yet
- POwise Monthly Trend-405406407Document1 pagePOwise Monthly Trend-405406407MKPashaPashaNo ratings yet
- POwise Monthly Trend-405406407Document1 pagePOwise Monthly Trend-405406407MKPashaPashaNo ratings yet
- Lucky Cement Raw Mill Budget vs Actual July-August 2012Document1 pageLucky Cement Raw Mill Budget vs Actual July-August 2012MKPashaPashaNo ratings yet
- Summerized Form of Budget - PO WISEDocument6 pagesSummerized Form of Budget - PO WISEMKPashaPashaNo ratings yet
- POwise Monthly Trend-153Document1 pagePOwise Monthly Trend-153MKPashaPashaNo ratings yet
- Req 4 422108 0 enDocument2 pagesReq 4 422108 0 enMKPashaPashaNo ratings yet
- POwise Monthly Trend-812Document1 pagePOwise Monthly Trend-812MKPashaPashaNo ratings yet
- POwise Monthly Trend-102Document1 pagePOwise Monthly Trend-102MKPashaPashaNo ratings yet
- POwise Monthly Trend-812Document1 pagePOwise Monthly Trend-812MKPashaPashaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Creating A BudgetDocument131 pagesCreating A BudgetMKPashaPashaNo ratings yet
- POwise Monthly Trend-205206207Document1 pagePOwise Monthly Trend-205206207MKPashaPashaNo ratings yet
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pages117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBMKPashaPashaNo ratings yet
- AIS-Mechanical Maintenance ModuleDocument3 pagesAIS-Mechanical Maintenance ModuleMKPashaPashaNo ratings yet
- 01 - IP SOW Template v3.0Document26 pages01 - IP SOW Template v3.0MKPashaPashaNo ratings yet
- POwise Monthly Trend-102Document1 pagePOwise Monthly Trend-102MKPashaPashaNo ratings yet
- GCCL ManualDocument26 pagesGCCL ManualMKPashaPashaNo ratings yet
- Testing and Repairing Festo and Numatics Valve StacksDocument13 pagesTesting and Repairing Festo and Numatics Valve StacksMKPashaPashaNo ratings yet
- Design Manual WHADocument18 pagesDesign Manual WHAMKPashaPashaNo ratings yet
- XClass - BrochureDocument25 pagesXClass - BrochureMKPashaPashaNo ratings yet
- CEMENT PROCESS ENGINEERING VADE-MECUM SECTION 7 - NOX, SOX, DUST, CO2 EMISSION GUIDEDocument14 pagesCEMENT PROCESS ENGINEERING VADE-MECUM SECTION 7 - NOX, SOX, DUST, CO2 EMISSION GUIDEMKPashaPashaNo ratings yet
- PDDDocument77 pagesPDDMKPashaPashaNo ratings yet
- Process Guidelines for Cement Production OptimizationDocument20 pagesProcess Guidelines for Cement Production OptimizationMKPashaPasha100% (4)
- Trainer Profile Detailed Course ContentsDocument12 pagesTrainer Profile Detailed Course ContentsMKPashaPashaNo ratings yet
- GCCL ManualDocument26 pagesGCCL ManualMKPashaPashaNo ratings yet
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- The Marketing Environment and Competitor Analysis: - SWOT Analysis - PEST Analysis - Five Forces AnalysisDocument10 pagesThe Marketing Environment and Competitor Analysis: - SWOT Analysis - PEST Analysis - Five Forces AnalysisMKPashaPashaNo ratings yet
- Essence BB Sun Balm 3Document1 pageEssence BB Sun Balm 3Olayinka OladapoNo ratings yet
- Sodium HydroxideDocument3 pagesSodium HydroxideISLAM I. Fekry100% (2)
- Physical Science 10-1 A Guide To Chemical BondingDocument9 pagesPhysical Science 10-1 A Guide To Chemical BondingPepsiNo ratings yet
- Chap 3 ModDocument26 pagesChap 3 ModM Zia DogarNo ratings yet
- Buckman Asia Treatment Guidelines - Boiler Cooling Water Di Highlight PDFDocument62 pagesBuckman Asia Treatment Guidelines - Boiler Cooling Water Di Highlight PDFRyan Sumule100% (2)
- Lewis Dot Structures of Atoms and Ions: Valence Electrons Noble Gas StabilityDocument6 pagesLewis Dot Structures of Atoms and Ions: Valence Electrons Noble Gas StabilityAndrew CabreraNo ratings yet
- Chemical Resistance TableDocument15 pagesChemical Resistance TableBen RahierNo ratings yet
- Science Checkpoint Exam RevisionDocument14 pagesScience Checkpoint Exam RevisionMark ZuckerburgNo ratings yet
- API 5l Grade l245 PipesDocument1 pageAPI 5l Grade l245 PipesMitul MehtaNo ratings yet
- Pengolahan Bahan Galian Lanjut (1) : DR. Yusuf Rumbino, ST. MT Teknik Pertambangan-FST-UNDANA 2022Document21 pagesPengolahan Bahan Galian Lanjut (1) : DR. Yusuf Rumbino, ST. MT Teknik Pertambangan-FST-UNDANA 2022Paska SorminNo ratings yet
- Sydney Grammar 2016 Chemistry Prelim Yearly & SolutionsDocument50 pagesSydney Grammar 2016 Chemistry Prelim Yearly & Solutionsjohn barlowNo ratings yet
- Ethiopian Airlines Enterprise Aviation Maintenance Technician SchoolDocument5 pagesEthiopian Airlines Enterprise Aviation Maintenance Technician SchoolyihesakNo ratings yet
- Bouveault-Blanc Reduction - WikipediaDocument14 pagesBouveault-Blanc Reduction - WikipediareddygrNo ratings yet
- Intro To Atoms Moles and Stoichiometry: As Level Chemistry Test Name: Class: TeacherDocument8 pagesIntro To Atoms Moles and Stoichiometry: As Level Chemistry Test Name: Class: TeacherMatthew James PopeNo ratings yet
- Industrial Training (BHUSHAN STEEL)Document16 pagesIndustrial Training (BHUSHAN STEEL)Ankit Singh MalikNo ratings yet
- Clusters and Catenation in P-Block: Allotropes of CarbonDocument15 pagesClusters and Catenation in P-Block: Allotropes of Carbonrajender kumarNo ratings yet
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFDocument4 pagesRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFLương Hữu BắcNo ratings yet
- SGS Speeds Feeds GPDocument2 pagesSGS Speeds Feeds GPnammarisNo ratings yet
- Cambridge O Level: Combined Science 5129/32Document20 pagesCambridge O Level: Combined Science 5129/32Ibrahim NagraNo ratings yet
- FAO/WHO Expert Committee Heavy Metal Limits Food AdditivesDocument3 pagesFAO/WHO Expert Committee Heavy Metal Limits Food AdditivesediasianagriNo ratings yet
- Acid and BasesDocument15 pagesAcid and Basesharssh adhhiyaNo ratings yet
- Section 5: Using The Idea of Moles To Find FormulaeDocument11 pagesSection 5: Using The Idea of Moles To Find FormulaeTravel UnlimitedNo ratings yet
- Corrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaDocument26 pagesCorrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaIshu AttriNo ratings yet
- Welding Module #2 PDFDocument112 pagesWelding Module #2 PDFHARSH SHARMANo ratings yet
- Analisis+jurnal+2 Komplekso Complexometric+Determination+of+MagnesiumDocument4 pagesAnalisis+jurnal+2 Komplekso Complexometric+Determination+of+Magnesiumferdina wahyuNo ratings yet
- Standard M Ethods of Test For: Weight of Coating On Zinc-Coated (Galvanized) ) Iron or Steel ArticlesDocument6 pagesStandard M Ethods of Test For: Weight of Coating On Zinc-Coated (Galvanized) ) Iron or Steel ArticlesRichard PalaciosNo ratings yet
- Acid and Alkali Soal 3Document1 pageAcid and Alkali Soal 3Adipta MartulandiNo ratings yet
- Poly Aluminium Chloride for Drinking Water StandardsDocument25 pagesPoly Aluminium Chloride for Drinking Water Standardsdewi wulansariNo ratings yet
- Typical Specification - Russian PCI Coal - KravaskyDocument1 pageTypical Specification - Russian PCI Coal - Kravaskynaresh adusumilliNo ratings yet
- Mole fractions worksheet problemsDocument1 pageMole fractions worksheet problemsNishali Sam100% (2)