You might also like
- Arduino The Ultimate Beginner's Guide by Lee MaxwellDocument48 pagesArduino The Ultimate Beginner's Guide by Lee MaxwellJacob MelladoNo ratings yet
- Data Analytics A Quick-Start Beginner's GuideDocument147 pagesData Analytics A Quick-Start Beginner's GuideJacob Mellado100% (1)
- The MCP655 Pump Should Never Be Run Dry, Even For A Quick TestDocument2 pagesThe MCP655 Pump Should Never Be Run Dry, Even For A Quick TestJacob MelladoNo ratings yet
- AutoMapper DocumentationDocument79 pagesAutoMapper DocumentationJacob Mellado100% (1)
- Cinta Led SMD 5060 Interior RGB 30 Led M 12v 96w M 1m PDFDocument3 pagesCinta Led SMD 5060 Interior RGB 30 Led M 12v 96w M 1m PDFJacob MelladoNo ratings yet
- DS Qlik Sense and QlikView enDocument2 pagesDS Qlik Sense and QlikView enJacob MelladoNo ratings yet
- PLINQOrderingModel PDFDocument9 pagesPLINQOrderingModel PDFJacob MelladoNo ratings yet
- 7 Expert Tips VMware Backup - 0Document13 pages7 Expert Tips VMware Backup - 0Jacob MelladoNo ratings yet
- 7-Oracle DW - MapreduceDocument41 pages7-Oracle DW - MapreduceJacob MelladoNo ratings yet
- Hammer Assessing WorksheetDocument1 pageHammer Assessing WorksheetJacob MelladoNo ratings yet
- Solution To Problem 2.17Document1 pageSolution To Problem 2.17Jacob MelladoNo ratings yet
- Suzuki KatanaDocument46 pagesSuzuki KatanaJacob Mellado100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Po-Ss/14.3 Submersible Motor Pumps: SpecificationDocument4 pagesPo-Ss/14.3 Submersible Motor Pumps: SpecificationYuki ChanNo ratings yet
- Reciprocating Compressor Condition Monitoring - GEDocument6 pagesReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenNo ratings yet
- Same s80 EngDocument432 pagesSame s80 EngSabadsag DariusNo ratings yet
- IQ - Oilmaxpump - 20111011164643544Document143 pagesIQ - Oilmaxpump - 20111011164643544Agus YulfizarNo ratings yet
- Homework 1 SolutionDocument5 pagesHomework 1 SolutionMrinmoy SahaNo ratings yet
- Regular Parts Catalogue Inclusive 235DI 245DI 12MAY09Document268 pagesRegular Parts Catalogue Inclusive 235DI 245DI 12MAY09PSChatrathNo ratings yet
- Name:Santosh Ratod Designation:Asst. Engineer Department:Mechanical Company:Kanodia Infratech Limite Kpi ReportDocument4 pagesName:Santosh Ratod Designation:Asst. Engineer Department:Mechanical Company:Kanodia Infratech Limite Kpi ReportsantoshNo ratings yet
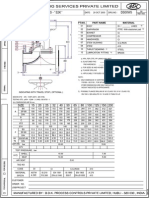
- Installation and Operation Instructions For No. 08655-0007 and 08655-0017 Check ValvesDocument1 pageInstallation and Operation Instructions For No. 08655-0007 and 08655-0017 Check Valves薛泽绵No ratings yet
- BBC VTC214Document201 pagesBBC VTC214engkos koswaraNo ratings yet
- Shimano SLX HG81 Cassette Service ManualDocument1 pageShimano SLX HG81 Cassette Service ManualJose Luis GutierrezNo ratings yet
- PHC VALEO Clutch Catalogue 2018-2019Document424 pagesPHC VALEO Clutch Catalogue 2018-2019Gsp Tony71% (24)
- Hydraulic-Robert L. Decker PDFDocument314 pagesHydraulic-Robert L. Decker PDFveljegNo ratings yet
- DC Machines SyllabusDocument19 pagesDC Machines SyllabusVijaya Bhasker0% (1)
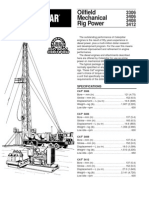
- CaterpillarDocument4 pagesCaterpillarCarlos MartinezNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- TestDocument3 pagesTestNSS GBPECNo ratings yet
- Diaphragm Valve Series - ' S2K ' DS00W5: Fluroplastic LinedDocument1 pageDiaphragm Valve Series - ' S2K ' DS00W5: Fluroplastic LinedThiruThirunavukkarasuNo ratings yet
- Connection Make Up Torque For JFE BearDocument6 pagesConnection Make Up Torque For JFE BearAldi Wijaya100% (2)
- Cummins Fault CodeDocument8 pagesCummins Fault Codetrs100100% (2)
- Cooling System HysterDocument36 pagesCooling System HysterLeandro SalNo ratings yet
- Omm 1106eDocument84 pagesOmm 1106eDedy setiawanNo ratings yet
- DAEWOO MEGA 300-III WHEEL LOADER Service Repair Manual SN 0001 and Up PDFDocument36 pagesDAEWOO MEGA 300-III WHEEL LOADER Service Repair Manual SN 0001 and Up PDFjfjkkskemmdm100% (7)
- Pneumatics Festo DidacticDocument218 pagesPneumatics Festo Didacticvab88100% (6)
- TTR90 2002Document288 pagesTTR90 2002Tengu KazeNo ratings yet
- Symbols For Pipe Fittings PDFDocument5 pagesSymbols For Pipe Fittings PDFWaqas WaqasNo ratings yet
- Great Plains Turbo-Cisel TC-5111Document112 pagesGreat Plains Turbo-Cisel TC-5111Vasile PopoviciNo ratings yet
- Form 8887EDocument306 pagesForm 8887EfransiskaNo ratings yet
- TD09-SM-110106 REV01 FinalDocument81 pagesTD09-SM-110106 REV01 FinalCesar Calderon Gr100% (1)
- Manitowoc 2250Document108 pagesManitowoc 2250Michael SerraNo ratings yet
- Generador Honda GX 690Document60 pagesGenerador Honda GX 690Julio Chinguel BeltránNo ratings yet