You might also like
- D 2511Document2 pagesD 2511Asep TheaNo ratings yet
- E M0140 2009-N PDFDocument11 pagesE M0140 2009-N PDFAna Georgina Vidrio Longoria75% (4)
- Astm b0117Document10 pagesAstm b0117Anjali AnjuNo ratings yet
- Testing Water Resistance of Coatings Using Controlled CondensationDocument4 pagesTesting Water Resistance of Coatings Using Controlled CondensationErin JohnsonNo ratings yet
- Din 50018 Sulfur Dioxide Corrosion TestDocument3 pagesDin 50018 Sulfur Dioxide Corrosion TestJoao Pedro Rendeiro Correia de SousaNo ratings yet
- Quality Assurance of Pressure-Sensitive Tapes: Standard Practice ForDocument6 pagesQuality Assurance of Pressure-Sensitive Tapes: Standard Practice ForYoga PradanaNo ratings yet
- D1414-22 9.02 Standard Test Methods For Rubber O-RingsDocument24 pagesD1414-22 9.02 Standard Test Methods For Rubber O-RingsHamidreza AraghianNo ratings yet
- PV 1303 enDocument8 pagesPV 1303 enpriscilaNo ratings yet
- ASTM D 638 - 14 Standard Test Method For Tensile Properties of PlasticsDocument1 pageASTM D 638 - 14 Standard Test Method For Tensile Properties of PlasticsGustavoNo ratings yet
- Astm D-4212Document6 pagesAstm D-4212Dan Mat100% (2)
- E2141-06 EC Durability Test Method PDFDocument13 pagesE2141-06 EC Durability Test Method PDFavik6294846No ratings yet
- Sheehan 06 PDFDocument8 pagesSheehan 06 PDFpalani.djpNo ratings yet
- ASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamDocument29 pagesASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamheobukonNo ratings yet
- Din Iso 75-2Document14 pagesDin Iso 75-2Diego CamargoNo ratings yet
- D648 14513Document14 pagesD648 14513Ana Laura LopesNo ratings yet
- D 333 - 96Document6 pagesD 333 - 96PoyoeberNo ratings yet
- Astm - D573.25993Document6 pagesAstm - D573.25993Bryan de BarrosNo ratings yet
- Density and Specific Gravity (Relative Density) of Plastics by DisplacementDocument6 pagesDensity and Specific Gravity (Relative Density) of Plastics by DisplacementGabriel Herrera GonzalezNo ratings yet
- Astm B571-97 PDFDocument3 pagesAstm B571-97 PDFDillonNo ratings yet
- Astm d412 Testing FixtureDocument6 pagesAstm d412 Testing FixturePallab Jyoti DasNo ratings yet
- Astm D925Document6 pagesAstm D925Chloe ReyesNo ratings yet
- ASTM-D-2247 Standard Practice Testing Coatings100Document5 pagesASTM-D-2247 Standard Practice Testing Coatings100chinocatNo ratings yet
- Astm D 543-06Document7 pagesAstm D 543-06varniktpNo ratings yet
- Sist Iso 293 1996Document8 pagesSist Iso 293 1996rtplemat lemat100% (1)
- Resistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Document1 pageResistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Name100% (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- ASTM B417-18 Standard Test Method For Apparent Density of Non-Free-Flowing Metal Powders Using The Carney FunnelDocument3 pagesASTM B417-18 Standard Test Method For Apparent Density of Non-Free-Flowing Metal Powders Using The Carney FunnelakjeevananthamNo ratings yet
- 43901699a-02 - High Pressure Connectors - Section 2Document12 pages43901699a-02 - High Pressure Connectors - Section 2Ralph SanchesNo ratings yet
- ASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodDocument9 pagesASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodAndre Rodriguez Spirim100% (1)
- D1654Document4 pagesD1654manox007No ratings yet
- D3641 617737-1Document10 pagesD3641 617737-1AndrestorpNo ratings yet
- Astm D648 HDT PDFDocument13 pagesAstm D648 HDT PDFEva SilvaNo ratings yet
- Astm B 557M-06Document15 pagesAstm B 557M-06Jorge HinojosaNo ratings yet
- Q Lab CRHDocument165 pagesQ Lab CRHFernando CarmonaNo ratings yet
- Astm D1735-21Document3 pagesAstm D1735-21bdr85No ratings yet
- F 31 - 94 R99 - RJMXDocument5 pagesF 31 - 94 R99 - RJMXAnilNo ratings yet
- D1005Document3 pagesD1005meealsoNo ratings yet
- D 1415 - 88 R99 - Rde0mtu - PDFDocument5 pagesD 1415 - 88 R99 - Rde0mtu - PDFGyna SHNo ratings yet
- ASTM D 3012 - 00 Thermal-Oxidative Stability of Polypropylene Using A Specimen Rotator Within An OvenDocument6 pagesASTM D 3012 - 00 Thermal-Oxidative Stability of Polypropylene Using A Specimen Rotator Within An Ovenalin2005No ratings yet
- FLTM BP 101-01 Rubber Ozone ResistanceDocument10 pagesFLTM BP 101-01 Rubber Ozone ResistanceFrancesco VignaliNo ratings yet
- Astm G47Document6 pagesAstm G47brunodrNo ratings yet
- D1735Document3 pagesD1735manox007No ratings yet
- Astm D4000, 2004Document19 pagesAstm D4000, 2004aletapia100% (1)
- Astm D 3767Document8 pagesAstm D 3767jackie wang100% (1)
- D1171Document4 pagesD1171andrefs7No ratings yet
- Surface Energy TestingDocument4 pagesSurface Energy TestingvalentinarichitaNo ratings yet
- Astm D 1002Document5 pagesAstm D 1002Aisya IbrahimNo ratings yet
- Wrought Nickel-Titanium Shape Memory Alloys For Medical Devices and Surgical ImplantsDocument6 pagesWrought Nickel-Titanium Shape Memory Alloys For Medical Devices and Surgical ImplantsS TNo ratings yet
- Astm F21-20Document7 pagesAstm F21-20hashem Al-NasserNo ratings yet
- D358 PDFDocument3 pagesD358 PDFChandraditya Iman FirmanshaNo ratings yet
- D 1780 - 99 Rde3odaDocument4 pagesD 1780 - 99 Rde3odaMarceloNo ratings yet
- D4585 PDFDocument3 pagesD4585 PDFten100% (1)
- Operating Salt Spray (Fog) Apparatus: Standard Practice ForDocument11 pagesOperating Salt Spray (Fog) Apparatus: Standard Practice ForFelipeMoriNo ratings yet
- Astm D412 Testing FixtureDocument3 pagesAstm D412 Testing Fixturesimbua72No ratings yet
- Filtered Open-Flame Carbon-Arc Exposures of Paint and Related CoatingsDocument5 pagesFiltered Open-Flame Carbon-Arc Exposures of Paint and Related CoatingsDeepak D MishraNo ratings yet
- Tearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForDocument7 pagesTearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForMaqsoodUlHassanChaudharyNo ratings yet
- Conducting Cyclic Humidity Tests Exposures: Standard Test Method Practice ForDocument5 pagesConducting Cyclic Humidity Tests Exposures: Standard Test Method Practice ForCordova RaphaelNo ratings yet
- Astm G 85 - 02 - Rzg1lvjfraDocument15 pagesAstm G 85 - 02 - Rzg1lvjfraSamuel EduardoNo ratings yet
- Determining Inherent Viscosity of Poly (Ethylene Terephthalate) (PET) by Glass Capillary ViscometerDocument7 pagesDetermining Inherent Viscosity of Poly (Ethylene Terephthalate) (PET) by Glass Capillary ViscometerUlul ZimiNo ratings yet
- Astm D 4603 Viscosidad Intrinseca PetDocument7 pagesAstm D 4603 Viscosidad Intrinseca Petdayanara886No ratings yet
- Prefixes Used in The SI SystemDocument1 pagePrefixes Used in The SI SystemtoanvmpetrologxNo ratings yet
- Expert On Jet Supply ChainDocument1 pageExpert On Jet Supply ChaintoanvmpetrologxNo ratings yet
- The Enabling Environment in PakistanDocument1 pageThe Enabling Environment in PakistantoanvmpetrologxNo ratings yet
- Example of Calculating Molecular MassDocument1 pageExample of Calculating Molecular MasstoanvmpetrologxNo ratings yet
- 8.3.1 Voicing: An Introduction To English PhoneticsDocument1 page8.3.1 Voicing: An Introduction To English PhoneticstoanvmpetrologxNo ratings yet
- Flags of Some Countries To Be Written in SpanishDocument1 pageFlags of Some Countries To Be Written in SpanishtoanvmpetrologxNo ratings yet
- Measurement of Density and TemepraturesDocument1 pageMeasurement of Density and TemepraturestoanvmpetrologxNo ratings yet
- The Importance of ChemistryDocument1 pageThe Importance of ChemistrytoanvmpetrologxNo ratings yet
- Measurement of Some Physical PropertiesDocument1 pageMeasurement of Some Physical PropertiestoanvmpetrologxNo ratings yet
- Topics To Be Disscussed About Flow MeasurementDocument1 pageTopics To Be Disscussed About Flow MeasurementtoanvmpetrologxNo ratings yet
- Horisontal Discharge From PipeDocument1 pageHorisontal Discharge From PipetoanvmpetrologxNo ratings yet
- Description of Bus Bar Temperature ControlDocument1 pageDescription of Bus Bar Temperature ControltoanvmpetrologxNo ratings yet
- How To Calculate Molecular MassDocument1 pageHow To Calculate Molecular MasstoanvmpetrologxNo ratings yet
- Flow Totalization of LiquidDocument1 pageFlow Totalization of LiquidtoanvmpetrologxNo ratings yet
- Overshot Gates For Water MeasurementDocument1 pageOvershot Gates For Water MeasurementtoanvmpetrologxNo ratings yet
- 3.3.1 Waveforms: Waveforms Are A Kind of Graph. Graphs Have An X-Axis, Which RunsDocument1 page3.3.1 Waveforms: Waveforms Are A Kind of Graph. Graphs Have An X-Axis, Which RunstoanvmpetrologxNo ratings yet
- Outdoor Site of FacilityDocument1 pageOutdoor Site of FacilitytoanvmpetrologxNo ratings yet
- An Introduction To English Phonetics: Time (S)Document1 pageAn Introduction To English Phonetics: Time (S)toanvmpetrologxNo ratings yet
- Pumping StationDocument1 pagePumping StationtoanvmpetrologxNo ratings yet
- Installation and Maintenance of Velocity DeviceDocument1 pageInstallation and Maintenance of Velocity DevicetoanvmpetrologxNo ratings yet
- Reference On Properties of Various Southern Diesel BlendsDocument2 pagesReference On Properties of Various Southern Diesel BlendstoanvmpetrologxNo ratings yet
- Tomar Un Taxi Answer KeyDocument1 pageTomar Un Taxi Answer KeytoanvmpetrologxNo ratings yet
- Clausen Weir Rule For Wate Measurement UtahDocument1 pageClausen Weir Rule For Wate Measurement UtahtoanvmpetrologxNo ratings yet
- Manual Flow Measurement TechniquesDocument1 pageManual Flow Measurement TechniquestoanvmpetrologxNo ratings yet
- Practical Work Aircargo PDFDocument1 pagePractical Work Aircargo PDFtoanvmpetrologxNo ratings yet
- Upstream of StreamDocument1 pageUpstream of StreamtoanvmpetrologxNo ratings yet
- Loading Capacity PDFDocument1 pageLoading Capacity PDFtoanvmpetrologxNo ratings yet
- Temperature Dependency of ConductivityDocument1 pageTemperature Dependency of ConductivitytoanvmpetrologxNo ratings yet
- Radioactive MaterialDocument1 pageRadioactive MaterialtoanvmpetrologxNo ratings yet
- References On Liquid BlendsDocument1 pageReferences On Liquid BlendstoanvmpetrologxNo ratings yet
- Chapter 1 Experimental Chemistry A3Document6 pagesChapter 1 Experimental Chemistry A3Nancy MohamedNo ratings yet
- Phase DiagramsDocument24 pagesPhase DiagramskkNo ratings yet
- Novel Drug Delivery SystemDocument23 pagesNovel Drug Delivery SystemSureshCoolNo ratings yet
- Refractory Degradation in Glass Tank Melters. A Survey of Testing MethodsDocument5 pagesRefractory Degradation in Glass Tank Melters. A Survey of Testing MethodsRizqi Ahmad FauzanNo ratings yet
- Experiment 4: THE Determination of Partial Molar EnthalpyDocument18 pagesExperiment 4: THE Determination of Partial Molar EnthalpyAyie Hernandez100% (7)
- MOF-5 Composites Exhibiting Improved Thermal ConductivityDocument9 pagesMOF-5 Composites Exhibiting Improved Thermal Conductivitywudi zheNo ratings yet
- Preparation of Dye-Sensitized Solar Cells from TiO2 and Tamarillo ExtractDocument15 pagesPreparation of Dye-Sensitized Solar Cells from TiO2 and Tamarillo ExtractAbhishekNo ratings yet
- Chemistry Redspot OlevelDocument1,962 pagesChemistry Redspot OlevelMunashe Binha50% (2)
- PMT HPS SmartSensors Analytical Instruments BrochureDocument8 pagesPMT HPS SmartSensors Analytical Instruments BrochureSharad GargNo ratings yet
- Modeling and Simulation of Inhomogeneities in A 18650 Nickel-Rich, Silicongraphite Lithium-Ion Cell During Fast ChargingDocument20 pagesModeling and Simulation of Inhomogeneities in A 18650 Nickel-Rich, Silicongraphite Lithium-Ion Cell During Fast Chargingruonan liNo ratings yet
- 8 Ionic Equilibrium MCQsDocument8 pages8 Ionic Equilibrium MCQsANIKET BATTINWARNo ratings yet
- NATURAL GAS BOILER CALCULATIONS INSTRUCTIONSDocument20 pagesNATURAL GAS BOILER CALCULATIONS INSTRUCTIONS@sss100% (1)
- Ternary Phase Diagram Guided Question 1 PDFDocument1 pageTernary Phase Diagram Guided Question 1 PDFLuci FernNo ratings yet
- Exercise-sheet 3: ψ (x) = A sin nπ a x= A (e − e ≤ x ≤ a)Document2 pagesExercise-sheet 3: ψ (x) = A sin nπ a x= A (e − e ≤ x ≤ a)Orlando Solis MariacaNo ratings yet
- Unit 1 Question Bank Welding EngineeringDocument5 pagesUnit 1 Question Bank Welding EngineeringSayiram GNo ratings yet
- M.E. (Mechanical - Heat Power Engineering) SyllabusDocument37 pagesM.E. (Mechanical - Heat Power Engineering) SyllabusKapil KotangaleNo ratings yet
- AP Thermodynamics Study GuideDocument2 pagesAP Thermodynamics Study Guideevil twinNo ratings yet
- Upkar Mechanical and Electrical MCQ PDFDocument95 pagesUpkar Mechanical and Electrical MCQ PDFGaurang Patel100% (1)
- G10 - 4q.week 1, Module 1Document14 pagesG10 - 4q.week 1, Module 1Lyle Isaac L. Illaga75% (4)
- EE1 LecturenotesDocument53 pagesEE1 LecturenotesVivek SuranaNo ratings yet
- Lab Report 9Document6 pagesLab Report 9api-252715546100% (1)
- Cambridge International AS & A Level: Chemistry 9701/23Document7 pagesCambridge International AS & A Level: Chemistry 9701/23htyhongNo ratings yet
- 0340 Lecture Notes - Conservation of Charge Example ProblemsDocument2 pages0340 Lecture Notes - Conservation of Charge Example ProblemsRashmi VermaNo ratings yet
- Synthesis of Ibuprofen From BenzeneDocument11 pagesSynthesis of Ibuprofen From BenzeneEriika SaucdoNo ratings yet
- Practice Questions For Additional Content - ChemistryDocument7 pagesPractice Questions For Additional Content - ChemistryADITYA KUMARDEWANGANNo ratings yet
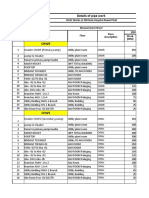
- Details of Pipe Work: Header CHWR (Primary Pump) Pump To HeaderDocument15 pagesDetails of Pipe Work: Header CHWR (Primary Pump) Pump To Headermurshid badshahNo ratings yet
- Science 8 q1 Week 4 5heat TempDocument31 pagesScience 8 q1 Week 4 5heat TempAaron Baltazar0% (1)
- Humayun 2016Document6 pagesHumayun 2016elang revyNo ratings yet
- Study of StoichiometryDocument37 pagesStudy of StoichiometryorevaogheneanineNo ratings yet
- GAC Regeneration Via FentonDocument235 pagesGAC Regeneration Via FentonNelson EnviromatchNo ratings yet