You might also like
- How Do The NEC and IEC 60364 Help Provide Electrical Safety PDFDocument9 pagesHow Do The NEC and IEC 60364 Help Provide Electrical Safety PDFnecmettinsengunNo ratings yet
- Behavior Model, Create A Structure Model, Perform Trade-Off Analysis, and Create Sequential Build & Test PlanDocument22 pagesBehavior Model, Create A Structure Model, Perform Trade-Off Analysis, and Create Sequential Build & Test Planpranjalbaruah8No ratings yet
- Practical Engineering Management of Offshore Oil and Gas PlatformsFrom EverandPractical Engineering Management of Offshore Oil and Gas PlatformsRating: 4 out of 5 stars4/5 (7)
- LUMP SUM PRICE BREAKDOWN FOR SITE CONSTRUCTIONDocument117 pagesLUMP SUM PRICE BREAKDOWN FOR SITE CONSTRUCTIONgunturlp100% (2)
- Civil Engineering Orientation ModuleDocument108 pagesCivil Engineering Orientation ModuleRingor Fam100% (2)
- Engineered Over 10,000 km Transmission LinesDocument2 pagesEngineered Over 10,000 km Transmission Linesmhergonzales100% (1)
- Systems Engineering PresentationDocument31 pagesSystems Engineering PresentationhrsreenathNo ratings yet
- CDOT Bridge Design Manual - 20180101Document431 pagesCDOT Bridge Design Manual - 20180101albertoxina100% (1)
- Computational Frameworks: Systems, Models and ApplicationsFrom EverandComputational Frameworks: Systems, Models and ApplicationsNo ratings yet
- From Systems of Innovation To Socio Technical Systems PDFDocument24 pagesFrom Systems of Innovation To Socio Technical Systems PDFHercilio DuarteNo ratings yet
- BS 1434 Copper For Electrical PurposesDocument14 pagesBS 1434 Copper For Electrical PurposesCristi Grosu0% (1)
- Plant Simulation Basics Tutorial English Andersson AslamDocument40 pagesPlant Simulation Basics Tutorial English Andersson AslamOliver RubioNo ratings yet
- Technology Roadmapping - Phal Et AlDocument22 pagesTechnology Roadmapping - Phal Et AlmavelazquezNo ratings yet
- Kobbacy, Murthy - Complex System Maintenance HandbookDocument648 pagesKobbacy, Murthy - Complex System Maintenance HandbookStipe Krečak100% (1)
- The Knowledge Base in The Engineering SectorDocument15 pagesThe Knowledge Base in The Engineering SectorsreesajeshNo ratings yet
- Basic concepts and definitions of industrial technologyDocument26 pagesBasic concepts and definitions of industrial technologyjeneairNo ratings yet
- Case Example of Systematic Design Engineering - Linear Friction Test EquipmentDocument6 pagesCase Example of Systematic Design Engineering - Linear Friction Test EquipmentvcockscribdNo ratings yet
- Chapter 2 The Aircraft SystemsDocument19 pagesChapter 2 The Aircraft SystemsfahadNo ratings yet
- SystemDocument7 pagesSystemArun Kumar NairNo ratings yet
- 4 The Systems Approach: by Gwilym Al. JenkinsDocument34 pages4 The Systems Approach: by Gwilym Al. JenkinsFasutino ManceraNo ratings yet
- Embedded Systems - Challenges and Work DirectionsDocument2 pagesEmbedded Systems - Challenges and Work DirectionsناصرھرەNo ratings yet
- Information Technology (IT) Is The Application of Computers and Telecommunications Equipment ToDocument3 pagesInformation Technology (IT) Is The Application of Computers and Telecommunications Equipment ToMichelle AvilesNo ratings yet
- Digital_Twin_DT_in_Smart_Energy_SystemsDocument18 pagesDigital_Twin_DT_in_Smart_Energy_Systemschandraippa2No ratings yet
- Change Mining in Adaptive Process Management Systems: (C.w.gunther, W.m.p.v.d.aalst) @TM - Tue.nlDocument2 pagesChange Mining in Adaptive Process Management Systems: (C.w.gunther, W.m.p.v.d.aalst) @TM - Tue.nlpuarachchigeNo ratings yet
- ENG4Document2 pagesENG4Jayri FelNo ratings yet
- Reactory SystemDocument29 pagesReactory SystemFREDRICK MUSAWONo ratings yet
- Systems EngineeringDocument2 pagesSystems EngineeringLeninjer MartinezNo ratings yet
- L1 SDT 2021 Highlighted ClassDocument12 pagesL1 SDT 2021 Highlighted Classama kumarNo ratings yet
- Good Practice Guide For ESP-r Developers: DR Ir Jan HensenDocument36 pagesGood Practice Guide For ESP-r Developers: DR Ir Jan HensenLTE002No ratings yet
- Introduction To Logistics: EctureDocument22 pagesIntroduction To Logistics: EcturemawandeNo ratings yet
- SE Unit 1Document6 pagesSE Unit 1PAVANNo ratings yet
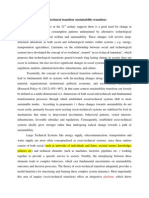
- Socio-Technical Transition (Sustainability Transition) : PlatformDocument3 pagesSocio-Technical Transition (Sustainability Transition) : PlatformWen-temi ApeaningNo ratings yet
- Review Engineering StandardsDocument15 pagesReview Engineering StandardsHector BarronNo ratings yet
- INCOSE Critical Infrastructure Protection and Recovery (CIPR) Working Group (WG), Incose, 2015Document8 pagesINCOSE Critical Infrastructure Protection and Recovery (CIPR) Working Group (WG), Incose, 2015garidosebastNo ratings yet
- An Obsolescence Management FrameworkDocument20 pagesAn Obsolescence Management FrameworkJhoan Smith Chaves PeñaNo ratings yet
- The Technology-Organization-Environment FrameworkDocument15 pagesThe Technology-Organization-Environment FrameworkMugluuNo ratings yet
- Lecture Note On Introduction To Industrial EngineeringDocument105 pagesLecture Note On Introduction To Industrial EngineeringPeter Iyere50% (2)
- Systems Theory: Home Work No. 1Document7 pagesSystems Theory: Home Work No. 1Bogdan BîngăNo ratings yet
- 2014.1.PLM14-SystemLifecycleManagement-InitialApproachforaSustainableProductDevelopmentProcessBasedonMethodsofModelBasedSystemsEngineeringDocument15 pages2014.1.PLM14-SystemLifecycleManagement-InitialApproachforaSustainableProductDevelopmentProcessBasedonMethodsofModelBasedSystemsEngineeringkaff110.aqNo ratings yet
- System EngineeringDocument11 pagesSystem Engineeringapi-26349602100% (2)
- Matrices in Environmental Impact AssessmentDocument10 pagesMatrices in Environmental Impact AssessmentEsayase AsnakeNo ratings yet
- Solution Manual For Logistics Engineering Management 6 e 6th Edition Benjamin S BlanchardDocument24 pagesSolution Manual For Logistics Engineering Management 6 e 6th Edition Benjamin S BlanchardJodiHuangDDSgmqfy100% (43)
- Guidellines On Technology Selection and TransferDocument16 pagesGuidellines On Technology Selection and TransferBrhane WeldegebrialNo ratings yet
- Requirements Traceability Seminar ReportDocument12 pagesRequirements Traceability Seminar ReporthaythamnasefNo ratings yet
- Lean Production Controlling and Progress Tracking Using Digital MethodsDocument8 pagesLean Production Controlling and Progress Tracking Using Digital MethodsJoseph ZANo ratings yet
- Computers and Chemical EngineeringDocument15 pagesComputers and Chemical EngineeringsourcemenuNo ratings yet
- Sustainable Logistics Management in The 21st Century Requires Wholeness Systems ThinkingDocument26 pagesSustainable Logistics Management in The 21st Century Requires Wholeness Systems ThinkingRESHMANo ratings yet
- Socio-technical scenarios as a policy tool for transport transitionsDocument25 pagesSocio-technical scenarios as a policy tool for transport transitionscpongpNo ratings yet
- Mechatronics Robotics and Components For Automation and Control - IfAC Milestone ReportDocument14 pagesMechatronics Robotics and Components For Automation and Control - IfAC Milestone ReportToan NguyenNo ratings yet
- Incose Se Vision 2035 Executive SummaryDocument12 pagesIncose Se Vision 2035 Executive Summaryagomezalejo99No ratings yet
- Analysing Emerging Innovation Systems: A Functions Approach To ForesightDocument22 pagesAnalysing Emerging Innovation Systems: A Functions Approach To ForesightmaczeroesNo ratings yet
- Intro To Avionics and Navigation Systems (Avionics) : Kamlesh KumarDocument32 pagesIntro To Avionics and Navigation Systems (Avionics) : Kamlesh KumarLnsfvNo ratings yet
- Environmental Project LifeDocument13 pagesEnvironmental Project LifeInyene OkonNo ratings yet
- Incose Se Vision 2035Document76 pagesIncose Se Vision 2035Mario EnriqueNo ratings yet
- The Technology Life Cycle Conceptualization and Managerial Implications 2012 PDFDocument13 pagesThe Technology Life Cycle Conceptualization and Managerial Implications 2012 PDFasrmltNo ratings yet
- Shaping user-side innovation through standardisation in ICTDocument14 pagesShaping user-side innovation through standardisation in ICTReneNo ratings yet
- Evolution of Technology and Tec - 2020 - Journal of Open Innovation TechnologyDocument16 pagesEvolution of Technology and Tec - 2020 - Journal of Open Innovation TechnologyAika Liwag PerezNo ratings yet
- Innovation System Hillman - Et - Al - 2009Document20 pagesInnovation System Hillman - Et - Al - 2009Ramanpreet KaurNo ratings yet
- FP GuideDocument102 pagesFP GuideVipin RajputNo ratings yet
- Hierarchical Design Models in The Mechatronic ProductDocument12 pagesHierarchical Design Models in The Mechatronic ProductLau Yeowhong100% (1)
- TFA Methods IntegrationDocument17 pagesTFA Methods IntegrationLucas GiraldoNo ratings yet
- Acm Computing SurveyDocument59 pagesAcm Computing Surveyjaya_koNo ratings yet
- 2006 Geels - Multi-Level Perspective On System InnovationDocument25 pages2006 Geels - Multi-Level Perspective On System InnovationDanielNo ratings yet
- Simulation-Based Sustainable Manufacturing System DesignDocument9 pagesSimulation-Based Sustainable Manufacturing System DesignssfofoNo ratings yet
- NIT DURGAPUR PROCESS CONTROL COURSEDocument2 pagesNIT DURGAPUR PROCESS CONTROL COURSEpiyush dwivediNo ratings yet
- Present and Future of Flexible Automation Towards New Paradigms As A Modern Industrial Revolution To The Present and The FutureDocument6 pagesPresent and Future of Flexible Automation Towards New Paradigms As A Modern Industrial Revolution To The Present and The Futuregedebe_koolNo ratings yet
- Systems Engineering in Public Administration: Proceedings of the IFIP TC8/WG8.5 Working Conference on Systems Engineering in Public Administration, Luneburg, Germany, 3-5 March 1993From EverandSystems Engineering in Public Administration: Proceedings of the IFIP TC8/WG8.5 Working Conference on Systems Engineering in Public Administration, Luneburg, Germany, 3-5 March 1993No ratings yet
- Drilling ProblemsDocument3 pagesDrilling ProblemsOliver RubioNo ratings yet
- Articulo PublicadoDocument26 pagesArticulo PublicadoOliver RubioNo ratings yet
- Session 3 - 5 - Logistics - Fraunhofer IML - Akinlar PDFDocument20 pagesSession 3 - 5 - Logistics - Fraunhofer IML - Akinlar PDFOliver RubioNo ratings yet
- The Design MethodDocument6 pagesThe Design MethodOliver RubioNo ratings yet
- Learn English with fun units on vocabulary, grammar, skillsDocument2 pagesLearn English with fun units on vocabulary, grammar, skillsOliver RubioNo ratings yet
- Mechanical Measurements and Measuring Devices 6-25-08Document58 pagesMechanical Measurements and Measuring Devices 6-25-08Oliver RubioNo ratings yet
- Evolution of Radial Drilling MachineDocument52 pagesEvolution of Radial Drilling MachineHari Krishna75% (4)
- Engineering Materials and Design: Fatigue Analysis and Gearbox DesignDocument9 pagesEngineering Materials and Design: Fatigue Analysis and Gearbox DesignOliver RubioNo ratings yet
- PLM Implementation Effects in Aerospace IndustryDocument9 pagesPLM Implementation Effects in Aerospace IndustryOliver RubioNo ratings yet
- B WEEbio 13Document2 pagesB WEEbio 13Oliver RubioNo ratings yet
- Take ShapeDocument8 pagesTake ShapeOliver RubioNo ratings yet
- Activate A 2Document11 pagesActivate A 2Oliver Rubio100% (1)
- PLM07 - Full Book July 2007Document844 pagesPLM07 - Full Book July 2007Oliver RubioNo ratings yet
- A Multi-Process Actors Strategic AnalysisDocument5 pagesA Multi-Process Actors Strategic AnalysisOliver RubioNo ratings yet
- Automotive PLM for Supplier IntegrationDocument8 pagesAutomotive PLM for Supplier IntegrationOliver RubioNo ratings yet
- Wee2013 P175Document7 pagesWee2013 P175Oliver RubioNo ratings yet
- Hospital SimulationDocument11 pagesHospital SimulationOliver RubioNo ratings yet
- A Preamble 13Document1 pageA Preamble 13Oliver RubioNo ratings yet
- DFR IntroDocument58 pagesDFR IntroOliver RubioNo ratings yet
- Application EVOP Paper 2013Document11 pagesApplication EVOP Paper 2013Oliver RubioNo ratings yet
- Software Architecture PDFDocument14 pagesSoftware Architecture PDFFrancesHsiehNo ratings yet
- Ground AnchorsDocument31 pagesGround AnchorsHammer HeadNo ratings yet
- TL 1110-1-185 Guidelines On Ground Improvement PDFDocument115 pagesTL 1110-1-185 Guidelines On Ground Improvement PDFCarlNo ratings yet
- Iii - Ii It DPPMDocument20 pagesIii - Ii It DPPMBalajiNo ratings yet
- M.tech (CASAD) Course Structure 2012-14-Revised-Evaluation SchemeDocument13 pagesM.tech (CASAD) Course Structure 2012-14-Revised-Evaluation SchemeKrunal MehtaNo ratings yet
- CP S07 Work Package Procurement Plan UpdateDocument1 pageCP S07 Work Package Procurement Plan Updateedmar jay conchadaNo ratings yet
- ITP Box Setting On CHB or Macro WallDocument3 pagesITP Box Setting On CHB or Macro WallRitchie OcampoNo ratings yet
- Computer System MaintenanceDocument4 pagesComputer System MaintenanceJeruNo ratings yet
- 20232107441358tangazo La KaziDocument5 pages20232107441358tangazo La KaziHamis KandomeNo ratings yet
- NTU SCSE Brochure 2020Document9 pagesNTU SCSE Brochure 2020AllalannNo ratings yet
- Proposal Ccs e WeekDocument5 pagesProposal Ccs e WeekXandra LeeNo ratings yet
- Climaveneta - 350 Euston RoadDocument20 pagesClimaveneta - 350 Euston RoadrobasiNo ratings yet
- Fundamentals of Earthquake Engineering: Those Familiar With Newmark - S and RosenDocument1 pageFundamentals of Earthquake Engineering: Those Familiar With Newmark - S and RosenBladimir Jesús Ccama Cutipa0% (1)
- PVPE Pneumatic Valve Packing EquipmentDocument12 pagesPVPE Pneumatic Valve Packing EquipmentAustralian Weighing EquipmentNo ratings yet
- Concrete Problems in AI SafetyDocument29 pagesConcrete Problems in AI SafetyCris D PutnamNo ratings yet
- Instruments Used in Engineering DrawingDocument15 pagesInstruments Used in Engineering Drawingasus nyahendraNo ratings yet
- Traffic Control SolutionDocument24 pagesTraffic Control Solutioncome24 dealNo ratings yet
- List of Engineering Colleges in Andhra PradeshDocument52 pagesList of Engineering Colleges in Andhra PradeshSonya Reddy50% (2)
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC MachinesBHAVESHNo ratings yet
- NOVA Servo CatalogueDocument7 pagesNOVA Servo CatalogueDip Narayan BiswasNo ratings yet
- Speakers Moderator: Rid9Yg5AicxggDocument2 pagesSpeakers Moderator: Rid9Yg5AicxggAnonymous wosn1lyNo ratings yet
- Projecte#: Subject: 98Th Upgrading of Rank of AccreditedDocument2 pagesProjecte#: Subject: 98Th Upgrading of Rank of Accreditedbrian paul ragudoNo ratings yet
- Capstone - Design, Installations and Testing of Electrical Systems in BuildingDocument10 pagesCapstone - Design, Installations and Testing of Electrical Systems in BuildingHaziq10101No ratings yet
- Part 541 - Drafting and DrawingsDocument8 pagesPart 541 - Drafting and DrawingsLuis David Molina CarvalhoNo ratings yet