You might also like
- Elementos de IzajeDocument54 pagesElementos de Izajesimms2011100% (2)
- 0010688Document198 pages0010688Freddy RodriguezNo ratings yet
- Coberturas y PolicarbonatoDocument59 pagesCoberturas y Policarbonatoigorse2100% (1)
- ElastmerosDocument9 pagesElastmerosandrea vargasNo ratings yet
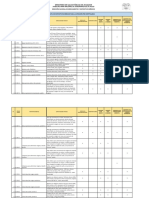
- Lista de Dispositivos Médicos-AprobadaDocument10 pagesLista de Dispositivos Médicos-AprobadaMiguel Angel Landázuri LainezNo ratings yet
- Patronaje PoloDocument98 pagesPatronaje PoloNoemi Valdivia93% (28)
- Capítulo 10: Estructura y Síntesis de AlcoholesDocument36 pagesCapítulo 10: Estructura y Síntesis de Alcoholesjose rebattaNo ratings yet
- Cuarto Parcial Tecnologia de MaterialesDocument3 pagesCuarto Parcial Tecnologia de MaterialesCRISTIAN CAMILO RAMIREZ CELYNo ratings yet
- Hidrocarburos Derivados Del BencenoDocument2 pagesHidrocarburos Derivados Del BencenoAldoNo ratings yet
- Catalogo General JeluzDocument16 pagesCatalogo General JeluzJorge Andres UrraNo ratings yet
- Las Técnicas de PinturaDocument3 pagesLas Técnicas de PinturaAntony Calel100% (1)
- Flushing Compresores TornilloDocument1 pageFlushing Compresores Tornillonespinoza7189No ratings yet
- Plan Caracterizacion de FibrasDocument15 pagesPlan Caracterizacion de FibrasAnonymous ApyGuUNo ratings yet
- Materiales CantDocument13 pagesMateriales CantJoHaNiTa ChAvArRoNo ratings yet
- 05 CuerdasDocument42 pages05 CuerdasYohan RangelNo ratings yet
- Clasificacion de Los MineralesDocument11 pagesClasificacion de Los MineralesNizar DylanNo ratings yet
- Imprimante AcrilicoDocument1 pageImprimante AcrilicoJavier ArrascueNo ratings yet
- Polímeros Baquelita TsunodaDocument4 pagesPolímeros Baquelita TsunodaMartin GonzalezNo ratings yet
- Los AldehídosDocument5 pagesLos AldehídosFairy Love StudioNo ratings yet
- Catalogo15 16Document284 pagesCatalogo15 16Lenin Delgado ZevallosNo ratings yet
- Geocompuesto de Drenaje TridimensionalDocument3 pagesGeocompuesto de Drenaje TridimensionalVictor Jesus Vasquez CollantesNo ratings yet
- Ejercicios Metodos EstadisticosDocument13 pagesEjercicios Metodos Estadisticoschani Aguilar HuayllaNo ratings yet
- ZIRCONDocument11 pagesZIRCONlucero garridoNo ratings yet
- Inn - en Es FR Ru ZH Ar - 09052020Document639 pagesInn - en Es FR Ru ZH Ar - 09052020Gustavo Fonseca García100% (1)
- Fibras CUESTIONARIODocument2 pagesFibras CUESTIONARIOCaroline Toledo PazmiñoNo ratings yet
- Monografía de La Apertura y LimpiezaDocument43 pagesMonografía de La Apertura y Limpiezayui50% (4)
- Pintura para Vidrio TraslucidaDocument2 pagesPintura para Vidrio TraslucidaGuillermo TrejoNo ratings yet
- Certificado de CalidadDocument46 pagesCertificado de CalidadJose MonteroNo ratings yet
- Pintura Con Base de LecheDocument7 pagesPintura Con Base de LecheFernandoNo ratings yet