You might also like
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Process Plant Design: Heinemann Chemical Engineering SeriesFrom EverandProcess Plant Design: Heinemann Chemical Engineering SeriesRating: 3.5 out of 5 stars3.5/5 (11)
- Bleed Rates of ControllersDocument35 pagesBleed Rates of Controllersalkhwarizmi1968No ratings yet
- Uas MR1Document2 pagesUas MR1IvanNo ratings yet
- AMS 48 - 2000-n - D0114354 - 055 - 00Document116 pagesAMS 48 - 2000-n - D0114354 - 055 - 00wanhall100% (1)
- Air Flow Optimization of Venturi Type Intake RestrictorDocument7 pagesAir Flow Optimization of Venturi Type Intake RestrictorAlfredo GomezNo ratings yet
- Solutions For Reduced Life Cycle Costs of Centrifugal Compressors in Oil and Gas IndustryDocument7 pagesSolutions For Reduced Life Cycle Costs of Centrifugal Compressors in Oil and Gas Industryzeinab_jahani5799No ratings yet
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 pagesCMPAPPP Separator Vessel and Filter Design GuideJWilson73No ratings yet
- Efficient Pneumatic ConveyingDocument14 pagesEfficient Pneumatic Conveying설동하100% (2)
- Alternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome LimitationsDocument6 pagesAlternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome Limitationstahera aqeelNo ratings yet
- AHS2011 HECC Design Final PDFDocument15 pagesAHS2011 HECC Design Final PDFKarl GlorstadNo ratings yet
- مقاله کمکی 3Document5 pagesمقاله کمکی 3korope8705No ratings yet
- 2019 - IJFTE - Mehul CD NozzleDocument6 pages2019 - IJFTE - Mehul CD NozzleMehul BambhaniaNo ratings yet
- Analyzing Effect of Impeller Width On Mass Flow Rate of Centrifugal Blower Using CFDDocument3 pagesAnalyzing Effect of Impeller Width On Mass Flow Rate of Centrifugal Blower Using CFDtroopersNo ratings yet
- Pipenet Vision Training Manual Spray: Chapter 4 Page 1 of 62 REVISION 2.1, SEP 2010Document62 pagesPipenet Vision Training Manual Spray: Chapter 4 Page 1 of 62 REVISION 2.1, SEP 2010ToyinNo ratings yet
- Basic of HVAC Duct Design PDFDocument3 pagesBasic of HVAC Duct Design PDFHamidullah Asady WardakNo ratings yet
- Bulk Separation of GasDocument7 pagesBulk Separation of GasEnnecyr Pilling PintoNo ratings yet
- Cb86nvl40m6ufrk0x8r3 PDFDocument22 pagesCb86nvl40m6ufrk0x8r3 PDFvigneshNo ratings yet
- Gas TurbineDocument6 pagesGas TurbineRicardo Carpio OssesNo ratings yet
- FullPaper Nozzle in Series PTB II FinDocument11 pagesFullPaper Nozzle in Series PTB II FinLuisNo ratings yet
- Design of Duct For A Three Storey Retail ShopDocument4 pagesDesign of Duct For A Three Storey Retail ShopAnonymous CUPykm6DZNo ratings yet
- Addendum 62n Breathes New Life Into ASHRAE 62Document8 pagesAddendum 62n Breathes New Life Into ASHRAE 62majortayNo ratings yet
- Spray - Chapter 2 - Deluge SystemsDocument48 pagesSpray - Chapter 2 - Deluge SystemsMilanNo ratings yet
- C. Cui, Z. Zhou, E. Liu - Aerodynamic Optimization Design of A Supersonic Compressor Rotor With High Pressure RatioDocument24 pagesC. Cui, Z. Zhou, E. Liu - Aerodynamic Optimization Design of A Supersonic Compressor Rotor With High Pressure Ratioprzemyslaw.barnasNo ratings yet
- Volltext PDFDocument14 pagesVolltext PDFErik HendersonNo ratings yet
- Design and Size DuctworkDocument6 pagesDesign and Size Ductworkwilderness_666No ratings yet
- Design of The HVA Water TunnelDocument10 pagesDesign of The HVA Water TunnelSjoerd_BNo ratings yet
- Examine Inlet Separation Technologies For Increased Reliability (Nexo Solutions)Document16 pagesExamine Inlet Separation Technologies For Increased Reliability (Nexo Solutions)DWNLD USRMLNo ratings yet
- Impact of Geometric Scaling On Centrifugal Compressor PerformanceDocument12 pagesImpact of Geometric Scaling On Centrifugal Compressor PerformanceRonald George100% (1)
- 2 Okui - 3D OptDocument11 pages2 Okui - 3D OptAhmed FaridNo ratings yet
- Tip Clearance Influence in CFD Calculations and OpDocument12 pagesTip Clearance Influence in CFD Calculations and Opranjith manuNo ratings yet
- Flow MetersDocument16 pagesFlow MetersSyarif HidayatNo ratings yet
- Partial Admission Steam TurbineDocument6 pagesPartial Admission Steam TurbinePratik Joshi100% (1)
- Ac Sizing - Duct SizingDocument9 pagesAc Sizing - Duct SizingHarpreet SinghNo ratings yet
- SP Atm-Cap-2-3Document79 pagesSP Atm-Cap-2-3Ingrid Monrroy CarrascoNo ratings yet
- Increasing The Efficiency and Capacity of Two Phase SeparatorsDocument20 pagesIncreasing The Efficiency and Capacity of Two Phase SeparatorsAmr MokhtarNo ratings yet
- Simulation Helps Design More Efficient Control ValveDocument4 pagesSimulation Helps Design More Efficient Control ValveGaurav SinglaNo ratings yet
- CS47 - Coalescing Filter Sizing Using Rated and Specified DP ComponentsDocument17 pagesCS47 - Coalescing Filter Sizing Using Rated and Specified DP ComponentsSoporte SyeNo ratings yet
- Design and Development of Split Case PumpDocument4 pagesDesign and Development of Split Case PumpHasan AdelNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document5 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Online Monitoring of Recip Compressors, 2004Document20 pagesOnline Monitoring of Recip Compressors, 2004peach5No ratings yet
- Design of A Centrifugal Compressor With Low Specific Speed For Automotive Fuel CellDocument6 pagesDesign of A Centrifugal Compressor With Low Specific Speed For Automotive Fuel CelljswxieNo ratings yet
- Spray - Chapter 2 - Deluge SystemsDocument48 pagesSpray - Chapter 2 - Deluge SystemsNitesh KirnakeNo ratings yet
- Gas Turbine Control System ThesisDocument6 pagesGas Turbine Control System Thesisafcnenabv100% (2)
- Matecconf Ses2017 03006Document11 pagesMatecconf Ses2017 03006Morgen GumpNo ratings yet
- Axial Flow Compressor PDFDocument7 pagesAxial Flow Compressor PDFkamal arabNo ratings yet
- Fully Report Vs-Group 5Document25 pagesFully Report Vs-Group 5Faradilah Binti Ajma'inNo ratings yet
- Prediction of Gas Lift Parameters Using Artificial Neural NetworksDocument11 pagesPrediction of Gas Lift Parameters Using Artificial Neural NetworksHuong VietNo ratings yet
- Duct Design - Equal Friction MethodDocument35 pagesDuct Design - Equal Friction MethodAdhitya DarmadiNo ratings yet
- Calculation of The Die Cast Parameters of The Thin Wall Aluminum Cast Part PDFDocument8 pagesCalculation of The Die Cast Parameters of The Thin Wall Aluminum Cast Part PDFmd_0215No ratings yet
- Pulsation Supression DeviceDocument9 pagesPulsation Supression Devicesswoo3868No ratings yet
- Design Evaluation of Particulate Wet Scrubbing SystemsDocument11 pagesDesign Evaluation of Particulate Wet Scrubbing Systemsfatthul hadiNo ratings yet
- SMC The PneubookDocument79 pagesSMC The PneubookTisha LaneNo ratings yet
- Transonic Radial Compressor Inlet Design: A LohmbergDocument8 pagesTransonic Radial Compressor Inlet Design: A LohmbergEmandi RajeshNo ratings yet
- Compresor CentrifugoDocument16 pagesCompresor CentrifugoIgnacio SotoNo ratings yet
- Thermocompressor Efficiency & PerformanceDocument4 pagesThermocompressor Efficiency & PerformancerifqizafrilNo ratings yet
- International Journal of Pressure Vessels and Piping: ArticleinfoDocument10 pagesInternational Journal of Pressure Vessels and Piping: ArticleinfoMahdiNo ratings yet
- TECHNOLOGY New Program Sizes Pressure-Relief Drums: CloseDocument7 pagesTECHNOLOGY New Program Sizes Pressure-Relief Drums: CloseCalcetinNo ratings yet
- Nox Kinetics Calculations - : Cvode Starts at Line 100 On Excel SheetDocument13 pagesNox Kinetics Calculations - : Cvode Starts at Line 100 On Excel SheetcymyNo ratings yet
- Live Solution Tank ExampleDocument6 pagesLive Solution Tank ExamplecymyNo ratings yet
- Counter Current Heat Exchanger CarnahanDocument4 pagesCounter Current Heat Exchanger CarnahancymyNo ratings yet
- Installed Flow CharacteristicsDocument4 pagesInstalled Flow CharacteristicscymyNo ratings yet
- Combustion Equilibrium Calculations: A1 A2 A3 A4Document6 pagesCombustion Equilibrium Calculations: A1 A2 A3 A4cymyNo ratings yet
- Heat Transfer FinDocument10 pagesHeat Transfer FincymyNo ratings yet
- Nox Kinetics Calculations - : Cvode Starts at Line 100 On Excel SheetDocument13 pagesNox Kinetics Calculations - : Cvode Starts at Line 100 On Excel SheetcymyNo ratings yet
- Air Standard Cycle - Off Design 2: W - AC (KJ/S)Document8 pagesAir Standard Cycle - Off Design 2: W - AC (KJ/S)cymyNo ratings yet
- Air Standard Cycle With HRSG Supplemental Firing: Overall Energy Balance MethodDocument6 pagesAir Standard Cycle With HRSG Supplemental Firing: Overall Energy Balance MethodcymyNo ratings yet
- Problem 8.6 BubbleDocument10 pagesProblem 8.6 BubblecymyNo ratings yet
- Problem 8.6 DewDocument10 pagesProblem 8.6 DewcymyNo ratings yet
- Example 8.5a (Vapor Ethane)Document4 pagesExample 8.5a (Vapor Ethane)cymyNo ratings yet
- Problem 10.9bDocument2 pagesProblem 10.9bcymyNo ratings yet
- Air Standard Cycle - Design Conditions: W - AC (KJ/S)Document6 pagesAir Standard Cycle - Design Conditions: W - AC (KJ/S)cymyNo ratings yet
- Problem 8.6 L (160.67F)Document3 pagesProblem 8.6 L (160.67F)cymyNo ratings yet
- Example 6.16aDocument1 pageExample 6.16acymyNo ratings yet
- Mass Flowrates and Weight %: Styrene FlowsheetDocument1 pageMass Flowrates and Weight %: Styrene FlowsheetcymyNo ratings yet
- Example 8.6c (Vapor Condenser)Document2 pagesExample 8.6c (Vapor Condenser)cymyNo ratings yet
- Linear Data Reconciliation: Narasimhan and Jordache (2000)Document1 pageLinear Data Reconciliation: Narasimhan and Jordache (2000)cymyNo ratings yet
- Example 2.16 ADocument1 pageExample 2.16 AcymyNo ratings yet
- Air Standard Cycle - Design Conditions: W - AC (KJ/S)Document6 pagesAir Standard Cycle - Design Conditions: W - AC (KJ/S)cymyNo ratings yet
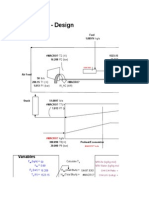
- SI - Real Gas - Design: VariablesDocument9 pagesSI - Real Gas - Design: VariablescymyNo ratings yet
- Example 2.14Document1 pageExample 2.14cymyNo ratings yet
- X (0) X (1) X (2) RHS X X X: Newton-Raphson Method All VBA CodeDocument1 pageX (0) X (1) X (2) RHS X X X: Newton-Raphson Method All VBA CodecymyNo ratings yet
- Example 5.6aDocument1 pageExample 5.6acymyNo ratings yet
- Example 2.17 BDocument2 pagesExample 2.17 BcymyNo ratings yet
- Example 2.16 BDocument1 pageExample 2.16 BcymyNo ratings yet
- Example 2.17 ADocument2 pagesExample 2.17 AcymyNo ratings yet
- Feed Reactor in Reactor Out Product Vapor Out Recycle Purge RHSDocument1 pageFeed Reactor in Reactor Out Product Vapor Out Recycle Purge RHScymyNo ratings yet
- 0.25 Reaction N + 3H NH: Ammonia Material Balance Using Gauss Jordan Elimination and Newton RaphsonDocument1 page0.25 Reaction N + 3H NH: Ammonia Material Balance Using Gauss Jordan Elimination and Newton RaphsoncymyNo ratings yet
- Dr. Nastiti K - Manajemen Asma Pada Anak 2018 PDFDocument72 pagesDr. Nastiti K - Manajemen Asma Pada Anak 2018 PDFagnesspratiwiNo ratings yet
- Aldehydes, Ketones, Carboxylic Acids, and EstersDocument11 pagesAldehydes, Ketones, Carboxylic Acids, and EstersNATURE COMPUTERNo ratings yet
- "Next Friend" and "Guardian Ad Litem" - Difference BetweenDocument1 page"Next Friend" and "Guardian Ad Litem" - Difference BetweenTeh Hong Xhe100% (2)
- 5SDD 71B0210Document4 pages5SDD 71B0210Merter TolunNo ratings yet
- 6Document2 pages6Min Hsuan HsianNo ratings yet
- Biopolymers: Overview of Several Properties and Consequences On Their ApplicationsDocument10 pagesBiopolymers: Overview of Several Properties and Consequences On Their ApplicationsrafacpereiraNo ratings yet
- Cadorna, Chesca L. - NCPDocument2 pagesCadorna, Chesca L. - NCPCadorna Chesca LoboNo ratings yet
- India Wine ReportDocument19 pagesIndia Wine ReportRajat KatiyarNo ratings yet
- Pantera 900Document3 pagesPantera 900Tuan Pham AnhNo ratings yet
- 1A Wound Care AdviceDocument2 pages1A Wound Care AdviceGrace ValenciaNo ratings yet
- Mycotoxin in Food Supply Chain (Peanuts)Document2 pagesMycotoxin in Food Supply Chain (Peanuts)Ghanthimathi GvsNo ratings yet
- Impact of Employee Motivation in The Banking SectorDocument48 pagesImpact of Employee Motivation in The Banking Sectormohd talalNo ratings yet
- Latest Low NOx Combustion TechnologyDocument7 pagesLatest Low NOx Combustion Technology95113309No ratings yet
- 2019 06 28 PDFDocument47 pages2019 06 28 PDFTes BabasaNo ratings yet
- Science 9 Q4 SML17 V2Document15 pagesScience 9 Q4 SML17 V2HotdogNo ratings yet
- J130KDocument6 pagesJ130KBelkisa ŠaćiriNo ratings yet
- DPA Fact Sheet Women Prison and Drug War Jan2015 PDFDocument2 pagesDPA Fact Sheet Women Prison and Drug War Jan2015 PDFwebmaster@drugpolicy.orgNo ratings yet
- Village Survey Form For Project Gaon-Setu (Village Questionnaire)Document4 pagesVillage Survey Form For Project Gaon-Setu (Village Questionnaire)Yash Kotadiya100% (2)
- Benzil PDFDocument5 pagesBenzil PDFAijaz NawazNo ratings yet
- Blueprint Huynh My Ky Duyen 2022 McDonald'sDocument2 pagesBlueprint Huynh My Ky Duyen 2022 McDonald'sHuỳnh Mỹ Kỳ DuyênNo ratings yet
- Anti Stain Nsl30 Super - Msds - SdsDocument8 pagesAnti Stain Nsl30 Super - Msds - SdsS.A. MohsinNo ratings yet
- BMJ 40 13Document8 pagesBMJ 40 13Alvin JiwonoNo ratings yet
- Ras Shastra PPT 6Document10 pagesRas Shastra PPT 6Soham BhureNo ratings yet
- Soil SSCDocument11 pagesSoil SSCvkjha623477No ratings yet
- Narrative Report On Weekly Accomplishments: Department of EducationDocument2 pagesNarrative Report On Weekly Accomplishments: Department of Educationisha mariano100% (1)
- Gendec - Inbound HS-HTNDocument1 pageGendec - Inbound HS-HTNKhalidNo ratings yet
- Notes Marriage and Family in Canon LawDocument5 pagesNotes Marriage and Family in Canon LawmacNo ratings yet
- Thanks For Visiting Our Page!: Hi Doc!Document15 pagesThanks For Visiting Our Page!: Hi Doc!bey luNo ratings yet