You might also like
- Isostatic PressingDocument4 pagesIsostatic PressingBelma HasanovicNo ratings yet
- Fiber TestingDocument11 pagesFiber TestingSandy YansikuNo ratings yet
- Welded ConnectionsDocument42 pagesWelded ConnectionsumeshapkNo ratings yet
- Ruukki Load Bearing Sheet DrawingsDocument56 pagesRuukki Load Bearing Sheet DrawingsРостислав ВасилевNo ratings yet
- Surface Coating ProcessesDocument7 pagesSurface Coating ProcessesSailabala ChoudhuryNo ratings yet
- Introduction To Non Conventional OperationsDocument13 pagesIntroduction To Non Conventional Operationssham javed100% (1)
- AE2253 Unit 2Document15 pagesAE2253 Unit 2Jones Jones Jr.No ratings yet
- Failure Studies in Materials - ch8Document47 pagesFailure Studies in Materials - ch8tamailhamNo ratings yet
- Design Optimization of A Connecting Rod For Internal Combustion Engine (001-020)Document20 pagesDesign Optimization of A Connecting Rod For Internal Combustion Engine (001-020)ACALCEGARNo ratings yet
- Ha SpongeDocument45 pagesHa SpongeSantoso NugrohoNo ratings yet
- Explosive Forming An OverviewDocument7 pagesExplosive Forming An OverviewMazurchevici Andrei DănuţNo ratings yet
- CarpentryDocument33 pagesCarpentrykwezi mwakaNo ratings yet
- Metal Joining PrcocessDocument42 pagesMetal Joining PrcocessDheerajSharmaNo ratings yet
- Recent Technology of Powder Metallurgy and ApplicationsDocument32 pagesRecent Technology of Powder Metallurgy and ApplicationsMuralli Jayaganesan100% (2)
- An Experimental Study On The Effect of MIGDocument4 pagesAn Experimental Study On The Effect of MIGBhramandhikaNalendraGhuptaNo ratings yet
- QB MAT311 Unit-3Document6 pagesQB MAT311 Unit-3Group 5 Product LaunchNo ratings yet
- Bench WorkingDocument11 pagesBench WorkingMonica MagdyNo ratings yet
- Design and Fabrication of Spur Gear Cutting Attachment For Lathe MachineDocument10 pagesDesign and Fabrication of Spur Gear Cutting Attachment For Lathe MachineIJRASETPublicationsNo ratings yet
- Forming of PlasticDocument25 pagesForming of PlasticAzhar AliNo ratings yet
- Grinding Operations Design OverviewDocument50 pagesGrinding Operations Design Overviewjagrut100% (1)
- Cold WorkingDocument7 pagesCold WorkingShahir Afif IslamNo ratings yet
- Micro Project: Title of The ProjectDocument11 pagesMicro Project: Title of The Projectomkar digamabar sononeNo ratings yet
- Rajat Report On Folding TableDocument21 pagesRajat Report On Folding TableRajat Thakur0% (1)
- A Review On Concrete Surface Treatment Part I - Types and Mechanisms OkeDocument13 pagesA Review On Concrete Surface Treatment Part I - Types and Mechanisms Okealdi sophianNo ratings yet
- Fabrication of Plastics, Ceramics, and Composites: (Review)Document34 pagesFabrication of Plastics, Ceramics, and Composites: (Review)Joshua StrykrNo ratings yet
- Design and Fabrication of Compression Molding Machine For Plastic Waste Recycling in NigeriaDocument20 pagesDesign and Fabrication of Compression Molding Machine For Plastic Waste Recycling in NigeriaShan SangarNo ratings yet
- Lab Report Metal FittingDocument3 pagesLab Report Metal FittingNurul Syafiqah67% (3)
- Properties of Plastics and RubberDocument5 pagesProperties of Plastics and RubberGomina AbdulhamidNo ratings yet
- MT-1 (English) - N SchemeDocument288 pagesMT-1 (English) - N SchemeKumar Subramanian100% (1)
- Chapter Ring Rolling enDocument34 pagesChapter Ring Rolling enskrolek_854403784100% (1)
- Information - Roofing SheetDocument5 pagesInformation - Roofing SheetRajeev RanjanNo ratings yet
- The Manufacturing Processes of StaplerSDocument9 pagesThe Manufacturing Processes of StaplerSMahendra DahiyaNo ratings yet
- Structural Steel Reuse in ConstructionDocument12 pagesStructural Steel Reuse in ConstructionMuhammad MurtazaNo ratings yet
- PMS CH-401 - Lec 1 To 6 PDFDocument28 pagesPMS CH-401 - Lec 1 To 6 PDFMy SelfNo ratings yet
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocument11 pagesTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNo ratings yet
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanNo ratings yet
- Deck Plate SDP-51Document2 pagesDeck Plate SDP-51Vince Ng Kean WeiNo ratings yet
- Lab 3 PDFDocument18 pagesLab 3 PDF000No ratings yet
- Gating & RiserDocument8 pagesGating & Riserhegdemahesh1No ratings yet
- Shed Type Structures - Steel Vs Bamboo: Mini Project Report OnDocument33 pagesShed Type Structures - Steel Vs Bamboo: Mini Project Report OnSaravanan Silamban100% (2)
- Sand CastingDocument7 pagesSand CastingNajwa MNoorNo ratings yet
- Fabrication of Plastic Brick Manufacturing Machine and Brick AnalysisDocument75 pagesFabrication of Plastic Brick Manufacturing Machine and Brick AnalysismmjishnuNo ratings yet
- Properties of ShellDocument15 pagesProperties of ShellJay-Ar S. SungaNo ratings yet
- Thermo Hydro and Thermo Hydro Mechanical Wood Processing DICK SANDBERGDocument26 pagesThermo Hydro and Thermo Hydro Mechanical Wood Processing DICK SANDBERGAlmir AkvicNo ratings yet
- QuikEC3 ManualDocument54 pagesQuikEC3 ManualStelian ConstantinescuNo ratings yet
- Design Consideration For MouldsDocument116 pagesDesign Consideration For MouldsAnsh VoraNo ratings yet
- Effect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFDocument23 pagesEffect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFbiancogallazziNo ratings yet
- Geopolymer - Carbon Footprint - 2013Document7 pagesGeopolymer - Carbon Footprint - 2013soulmateforeverforuNo ratings yet
- WB 0211 EngDocument11 pagesWB 0211 EngRisto ZlatkovNo ratings yet
- Project Report Group 4Document28 pagesProject Report Group 4Akame TakashitaNo ratings yet
- CastingDocument48 pagesCastingghaset50% (2)
- As 1774.23.1-2001 Refractories and Refractory Materials - Physical Test Methods Abradability Index - ObliqueDocument2 pagesAs 1774.23.1-2001 Refractories and Refractory Materials - Physical Test Methods Abradability Index - ObliqueSAI Global - APACNo ratings yet
- Manufacturing Tech-1Document6 pagesManufacturing Tech-1Vikram Rao0% (1)
- Moulding ProcessesDocument10 pagesMoulding ProcessesChinmay Das67% (3)
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- Mtech (Research) Rules For SVNIT SuratDocument16 pagesMtech (Research) Rules For SVNIT SuratMukesh JindalNo ratings yet
- CH 5 Plastic ProcessingDocument23 pagesCH 5 Plastic ProcessingSahibsartaj Dhaliwal83% (6)
- N 51 e 62 e 9 Ea 2045Document28 pagesN 51 e 62 e 9 Ea 2045TECH RISHABH 07No ratings yet
- Thermodynamics Manufacturing Resource Center (MRC) : Submitted By: Laiba Liaquat Khan Registration No: 337315Document4 pagesThermodynamics Manufacturing Resource Center (MRC) : Submitted By: Laiba Liaquat Khan Registration No: 337315Laiba KhanNo ratings yet
- Lab Exp Manual Workshop 2018 19Document32 pagesLab Exp Manual Workshop 2018 19Babeet JaatNo ratings yet
- CastingDocument26 pagesCastingInayat KhanNo ratings yet
- Lathe AccessoriesDocument63 pagesLathe AccessoriesMohammed Rehan0% (1)
- 01 - Fundamentals of Metalworking PDFDocument50 pages01 - Fundamentals of Metalworking PDFSadasiva Rao TNo ratings yet
- Basic Mechanical EngineeringDocument64 pagesBasic Mechanical EngineeringSadasiva Rao TNo ratings yet
- Workshop ManualDocument60 pagesWorkshop ManualSadasiva Rao T83% (6)
- Basic Mechanical EngineeringDocument64 pagesBasic Mechanical EngineeringSadasiva Rao TNo ratings yet
- Elements of Mechanical EngineeringDocument33 pagesElements of Mechanical EngineeringSadasiva Rao TNo ratings yet
- FE EEE ManualDocument31 pagesFE EEE ManualSadasiva Rao TNo ratings yet
- Review On Optimization of Machining OperationDocument10 pagesReview On Optimization of Machining OperationSadasiva Rao TNo ratings yet
- 04 ExtrusionDocument57 pages04 Extrusion9811923100% (1)
- L5 Metal CastingDocument27 pagesL5 Metal Castingpradeep_i19No ratings yet
- Analitical Modelling of Residual StressDocument11 pagesAnalitical Modelling of Residual StressSadasiva Rao TNo ratings yet
- 4 DrillingDocument26 pages4 DrillingSadasiva Rao TNo ratings yet
- 5 Shaper and PlanerDocument33 pages5 Shaper and PlanerSadasiva Rao TNo ratings yet
- Thermal Power Plant Layout: Steam TurbineDocument1 pageThermal Power Plant Layout: Steam TurbineSadasiva Rao TNo ratings yet
- Orthographic ProjectionDocument29 pagesOrthographic ProjectionSadasiva Rao TNo ratings yet
- ICE1Document8 pagesICE1Sadasiva Rao TNo ratings yet
- 6 MillingDocument34 pages6 MillingSadasiva Rao TNo ratings yet
- ISOMETRICDocument39 pagesISOMETRICKaustubh MallikNo ratings yet
- Machining TurningDocument10 pagesMachining Turningasa_aha789No ratings yet
- FEM For StressDocument9 pagesFEM For Stresstasha_oksariaNo ratings yet
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsDocument6 pagesBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94No ratings yet
- 184 Учебная программа Английский язык 10-11 кл ОГНDocument44 pages184 Учебная программа Английский язык 10-11 кл ОГНзульфираNo ratings yet
- Notes 3 Mineral Dressing Notes by Prof. SBS Tekam PDFDocument3 pagesNotes 3 Mineral Dressing Notes by Prof. SBS Tekam PDFNikhil SinghNo ratings yet
- Splash25 Winner InstructionsDocument8 pagesSplash25 Winner InstructionsRamkrishna PaulNo ratings yet
- Contemporary Architecture Is The Architecture of The 21st Century. No Single Style Is DominantDocument2 pagesContemporary Architecture Is The Architecture of The 21st Century. No Single Style Is DominantShubham DuaNo ratings yet
- Adolescence Problems PPT 1Document25 pagesAdolescence Problems PPT 1akhila appukuttanNo ratings yet
- Test Bank For Global Marketing Management 6th Edition Masaaki Mike Kotabe Kristiaan HelsenDocument34 pagesTest Bank For Global Marketing Management 6th Edition Masaaki Mike Kotabe Kristiaan Helsenfraught.oppugnerp922o100% (43)
- University Grading System - VTUDocument3 pagesUniversity Grading System - VTUmithilesh8144No ratings yet
- Early Childhood Education and CareDocument53 pagesEarly Childhood Education and CareBianca ALbuquerqueNo ratings yet
- MGN815: Business Models: Ajay ChandelDocument38 pagesMGN815: Business Models: Ajay ChandelSam RehmanNo ratings yet
- Mineral Resource Classification - It's Time To Shoot The Spotted Dog'!Document6 pagesMineral Resource Classification - It's Time To Shoot The Spotted Dog'!Hassan Dotsh100% (1)
- Practice Paper Pre Board Xii Biology 2023-24-1Document6 pagesPractice Paper Pre Board Xii Biology 2023-24-1salamnaseema14No ratings yet
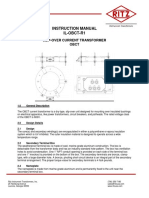
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctDocument2 pagesInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالNo ratings yet
- Temperature Measurement: Temperature Assemblies and Transmitters For The Process IndustryDocument32 pagesTemperature Measurement: Temperature Assemblies and Transmitters For The Process IndustryfotopredicNo ratings yet
- Limited Alembic: Employee Related DataDocument4 pagesLimited Alembic: Employee Related DataTp EarningsNo ratings yet
- Myth or Fact-Worksheet 1Document1 pageMyth or Fact-Worksheet 1Zahraa LotfyNo ratings yet
- M 995Document43 pagesM 995Hossam AliNo ratings yet
- The Two Diode Bipolar Junction Transistor ModelDocument3 pagesThe Two Diode Bipolar Junction Transistor ModelAlbertoNo ratings yet
- Ten Reasons To Oppose The Death PenaltyDocument5 pagesTen Reasons To Oppose The Death PenaltyAlvin ArellanoNo ratings yet
- JSSC JDLCCE 2021 (Civil Engineering) Official Pape 230615 233342Document39 pagesJSSC JDLCCE 2021 (Civil Engineering) Official Pape 230615 233342Bhuban KumbhakarNo ratings yet
- Warranty FormDocument13 pagesWarranty FormEmpyrean Builders Corp.No ratings yet
- RL78 L1B UsermanualDocument1,062 pagesRL78 L1B UsermanualHANUMANTHA RAO GORAKANo ratings yet
- Vishakha BroadbandDocument6 pagesVishakha Broadbandvishakha sonawaneNo ratings yet
- Summer Internship Project Report ANALYSIDocument60 pagesSummer Internship Project Report ANALYSIKshitija KudacheNo ratings yet
- Probset 3 KeyDocument7 pagesProbset 3 KeyhoneyschuNo ratings yet
- Super Gene 1201-1300Document426 pagesSuper Gene 1201-1300Henri AtanganaNo ratings yet
- The Meanings of Goddess PT IIIDocument14 pagesThe Meanings of Goddess PT IIILevonce68No ratings yet
- Code of Conduct For Public OfficialDocument17 pagesCode of Conduct For Public OfficialHaNo ratings yet
- 2019 Auto Truck Key Blank Reference PDFDocument188 pages2019 Auto Truck Key Blank Reference PDFAlbert RodaNo ratings yet
- Green ChemistryDocument17 pagesGreen ChemistryAaditya RamanNo ratings yet
- Quiz EditedDocument6 pagesQuiz EditedAbigail LeronNo ratings yet