You might also like
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Inspeccion Maquina de Soldar - Check List de Pre UsoDocument1 pageInspeccion Maquina de Soldar - Check List de Pre Usokaren Geanella bujahico huertasNo ratings yet
- Instructivo Uso Del Taladro ManualDocument7 pagesInstructivo Uso Del Taladro ManualMAGDA CARVAJALNo ratings yet
- Documentos y HerramientasDocument24 pagesDocumentos y Herramientassusan varaNo ratings yet
- Plan de Mantenimiento de Una Fresadora PDFDocument15 pagesPlan de Mantenimiento de Una Fresadora PDFDemo KaporalNo ratings yet
- Montajee y Desmontaje Tr1 SenatiDocument218 pagesMontajee y Desmontaje Tr1 SenatiSegundo Loconi LlontopNo ratings yet
- Procedimineto de SoldaduraDocument9 pagesProcedimineto de SoldaduraCarlos CayoNo ratings yet
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209From EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No ratings yet
- Afilado de Herramientas de CorteDocument18 pagesAfilado de Herramientas de CorteAnonymous hTGKGfJDA100% (1)
- Ficha EySer No. 17Document1 pageFicha EySer No. 17jairo duarteNo ratings yet
- Partes de Una Sierra de CintaDocument4 pagesPartes de Una Sierra de CintaJ Fernando Jz RaygozaNo ratings yet
- Informe Sobre Reparación Cargador Frontal Komatsu Wa380.Document9 pagesInforme Sobre Reparación Cargador Frontal Komatsu Wa380.Farhik PaivaNo ratings yet
- REPORTE DE CALIFICACIÒN DE SOLDADORES - INTEC 1docxDocument1 pageREPORTE DE CALIFICACIÒN DE SOLDADORES - INTEC 1docxascoospetrolero9808No ratings yet
- Guia Mantenimiento Motores Diesel-2Document15 pagesGuia Mantenimiento Motores Diesel-2thomaxo098No ratings yet
- 2 Hidromac Linea AzDocument4 pages2 Hidromac Linea AzAlvaro BurgosNo ratings yet
- Manual Cintas Transportadoras Tipos Estructura Partes Componentes Operaciones Aplicaciones Desarrollo PDFDocument61 pagesManual Cintas Transportadoras Tipos Estructura Partes Componentes Operaciones Aplicaciones Desarrollo PDFanamagicoNo ratings yet
- Catalogo de Armas - Operador Táctico - EliasDocument23 pagesCatalogo de Armas - Operador Táctico - Eliasmeiler homero elias reyes0% (1)
- TaladradoDocument4 pagesTaladradoManuel Enrique Morocho LópezNo ratings yet
- Examen Parte Taller Junio 2020Document2 pagesExamen Parte Taller Junio 2020MaiteFrancoNo ratings yet
- Procedimiento de Practicas Profesional PDRDocument7 pagesProcedimiento de Practicas Profesional PDRFrankMichaelPinoCanalesNo ratings yet
- Plan MantenimientoDocument8 pagesPlan MantenimientoJuan Diego BravoNo ratings yet
- Informe de MantenimientoDocument19 pagesInforme de MantenimientoErick David HernandezNo ratings yet
- Programa de Mantenimiento de Un TornoDocument5 pagesPrograma de Mantenimiento de Un Tornoluis antonio torres devoraNo ratings yet
- Manual de Soldadura AWS PROCESO OXICORTEDocument30 pagesManual de Soldadura AWS PROCESO OXICORTENiko López0% (1)
- Proceso de MaquinadoDocument11 pagesProceso de MaquinadoRamon MateoNo ratings yet
- 2 (3) - Guia de TornoDocument5 pages2 (3) - Guia de TornoJuan Andres Cadena LopezNo ratings yet
- Cartilla Mantto JumboDocument7 pagesCartilla Mantto JumboAnonymous bavJVtOjVNo ratings yet
- MANTENIMIENTO TRABAJO OCTAVO CICLO TORNO ModeloDocument31 pagesMANTENIMIENTO TRABAJO OCTAVO CICLO TORNO ModeloFranco Urcia EspinozaNo ratings yet
- Cuarto Granallado Estructuras Perfiles Tubos Cym BlastroomDocument5 pagesCuarto Granallado Estructuras Perfiles Tubos Cym Blastroomsandy_cp100% (1)
- Plan de TrabajoDocument12 pagesPlan de Trabajosergio alconNo ratings yet
- Plan de Mantenimiento Preventivo FresadoraDocument14 pagesPlan de Mantenimiento Preventivo FresadoraJose LB100% (1)
- Resolucion de Ejercicios Del Código AWS d1.3Document19 pagesResolucion de Ejercicios Del Código AWS d1.3thiagioINo ratings yet
- Hoja de Procesos RoscaDocument5 pagesHoja de Procesos RoscaVyco Crow CrawNo ratings yet
- Copia de Amef de Fresadora Kondia Fv-1Document43 pagesCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoNo ratings yet
- Taladro Erlo Tca 60 70 BV Ref 009Document1 pageTaladro Erlo Tca 60 70 BV Ref 009Jonathan OVNo ratings yet
- Estatus de Maquinaria PDFDocument1 pageEstatus de Maquinaria PDFm3mogjNo ratings yet
- BrochadoDocument5 pagesBrochadoLuisa AngaritaNo ratings yet
- Afilado Manual de BrocasDocument15 pagesAfilado Manual de BrocasJesus ValeroNo ratings yet
- CyM Manual de Usuario y Mantención v2Document65 pagesCyM Manual de Usuario y Mantención v2Mantención FastpackNo ratings yet
- Doblado, MatriceriaDocument5 pagesDoblado, MatriceriaJeremy Guizado LigardaNo ratings yet
- Muelas Abrasivas VastagoDocument57 pagesMuelas Abrasivas VastagoDavid Morales100% (1)
- DISEÑODocument10 pagesDISEÑOAnderson JaimesNo ratings yet
- Formato de Mantenimiento RoladoraDocument3 pagesFormato de Mantenimiento RoladoraDairo GarzonNo ratings yet
- Diseño e Implementación Del Plan de MantenimientoDocument114 pagesDiseño e Implementación Del Plan de MantenimientoAnDrez AguirreNo ratings yet
- Amfe Analisis Hoy TornoDocument1 pageAmfe Analisis Hoy TornoguillermoNo ratings yet
- Amfe TornoDocument69 pagesAmfe TornoNataly Julieth MosqueraNo ratings yet
- Fichas TecnicasDocument4 pagesFichas TecnicasjoseNo ratings yet
- Run OutDocument5 pagesRun OutNoel AlvarezNo ratings yet
- Entrega de Equipos Rotativos de Mantenimiento A Operaciones - Directriz 019Document2 pagesEntrega de Equipos Rotativos de Mantenimiento A Operaciones - Directriz 019Omar GonzalezNo ratings yet
- WELD 71T9 Nueva Hoja TécnicaDocument1 pageWELD 71T9 Nueva Hoja TécnicaCarlos AguayoNo ratings yet
- Informe de Trabajos de Limpieza en Intercambiador de CalorDocument10 pagesInforme de Trabajos de Limpieza en Intercambiador de CalorVanessaJackelineGonzalezGuevaraNo ratings yet
- Procesos Basicos de MaquinadoDocument11 pagesProcesos Basicos de MaquinadoGA EdgarNo ratings yet
- RS 750 CC - CV Español PDFDocument1 pageRS 750 CC - CV Español PDFAnonymous m43RBxOVZ2No ratings yet
- Inspeccion de Maquinas de SoldarDocument1 pageInspeccion de Maquinas de SoldarMiguel CaceresNo ratings yet
- Tipos de Prensas y Su ClasificacionDocument30 pagesTipos de Prensas y Su ClasificacionItalo Andre PastenNo ratings yet
- Amfe RoladoraDocument4 pagesAmfe RoladoramanuelNo ratings yet
- Carta de Lubricación: Máquina: Torno Paralelo Universal Fabricante: Mashstroy Troyan Modelo: C10TmDocument29 pagesCarta de Lubricación: Máquina: Torno Paralelo Universal Fabricante: Mashstroy Troyan Modelo: C10TmAlee BerardNo ratings yet
- Preoperacional ManlifDocument4 pagesPreoperacional ManlifKatherine SernaNo ratings yet
- Norma Une en 15085-2Document4 pagesNorma Une en 15085-2Javi Grech0% (1)
- Rs 750 CC CV EspañolDocument1 pageRs 750 CC CV EspañolAnonymous m43RBxOVZ2No ratings yet
- Tratamiento Térmico de Relevado de EsfuerzosDocument7 pagesTratamiento Térmico de Relevado de EsfuerzosKyle Bennett50% (2)
- REG-II-GEO-07-Control de Calidad Soldadura Por Fusión (v3)Document1 pageREG-II-GEO-07-Control de Calidad Soldadura Por Fusión (v3)Edward Carhuanina Lescano0% (1)
- Montaje Reglamento FlowserveDocument24 pagesMontaje Reglamento FlowserveEsteban QuintanillaNo ratings yet
- Formato Procedimiento SoldaduraDocument2 pagesFormato Procedimiento SoldaduramaracayjtNo ratings yet
- ROSCADODocument9 pagesROSCADOJuanitop Rubio SegoviaNo ratings yet
- Procesos de MecanizadoDocument14 pagesProcesos de MecanizadoSergio TorresNo ratings yet
- Transferencia de Calor en Recipientes de ProcesosDocument29 pagesTransferencia de Calor en Recipientes de ProcesosErick Moreira ValdezNo ratings yet
- MTBF MTTFDocument3 pagesMTBF MTTFErick Moreira ValdezNo ratings yet
- Ssss Ss Sssssssssss SS Sssssssss Ssssssssss S Sssssssssssssss S SS S Sssssss SDocument6 pagesSsss Ss Sssssssssss SS Sssssssss Ssssssssss S Sssssssssssssss S SS S Sssssss SErick Moreira ValdezNo ratings yet
- Curso InfomanteDocument4 pagesCurso InfomanteErick Moreira ValdezNo ratings yet
- METALOGRAFÍASDocument2 pagesMETALOGRAFÍASErick Moreira ValdezNo ratings yet
- Informe Implementación 5sDocument10 pagesInforme Implementación 5sErick Moreira ValdezNo ratings yet
- Codigo GDocument8 pagesCodigo GErick Moreira ValdezNo ratings yet
- Efectos de Las Ondas Sonoras Al Ser HumanoDocument6 pagesEfectos de Las Ondas Sonoras Al Ser HumanoErick Moreira ValdezNo ratings yet
- Marmita Manual Del OperadorDocument16 pagesMarmita Manual Del OperadorErick Moreira ValdezNo ratings yet
- Informe de Laboratorio LaminacionDocument12 pagesInforme de Laboratorio LaminacionErick Moreira Valdez100% (1)
- Informe de Laboratorio Saw y GtawDocument8 pagesInforme de Laboratorio Saw y GtawErick Moreira ValdezNo ratings yet
- Informe de Laboratorio Procesos de FundicionDocument7 pagesInforme de Laboratorio Procesos de FundicionErick Moreira ValdezNo ratings yet
- Informe de Laboratorio GalvanizacionDocument6 pagesInforme de Laboratorio GalvanizacionErick Moreira ValdezNo ratings yet
- Balistica Interior y ExteriorDocument2 pagesBalistica Interior y ExteriorQuetzally FloresNo ratings yet
- R-MER-HSE-004 Inspeccion de Herramientas Manuales Version 01Document1 pageR-MER-HSE-004 Inspeccion de Herramientas Manuales Version 01Azael HernándezNo ratings yet
- TP 2 EngranajesDocument15 pagesTP 2 EngranajesBauti GendeNo ratings yet
- APU Revision de BocaminasDocument7 pagesAPU Revision de BocaminasQG QG AndrésNo ratings yet
- FAF X GD PIÑA MORA DIRECTOR I.D.I. - FANB - TRILA-002 TRIVALENTE - 15 - FEBRERO 2022-17.32 PM (Recuperado Automáticamente)Document7 pagesFAF X GD PIÑA MORA DIRECTOR I.D.I. - FANB - TRILA-002 TRIVALENTE - 15 - FEBRERO 2022-17.32 PM (Recuperado Automáticamente)Willian Rafael Torrealba GonzalezNo ratings yet
- Precio ArkDocument10 pagesPrecio ArkRicardo Cordova HernandezNo ratings yet
- TeodolitoDocument10 pagesTeodolitoAndres De La CruzNo ratings yet
- BR Manual 3 TiidaDocument46 pagesBR Manual 3 TiidaArtecolor ImprentaNo ratings yet
- Descripcion de HerramientasDocument12 pagesDescripcion de HerramientasRaulito Aranda MauricioNo ratings yet
- Espada Japonesa Daisho TsubaDocument2 pagesEspada Japonesa Daisho TsubaRoberto SánchezNo ratings yet
- Ficha Tecnica Cajas Hermeticas 1Document1 pageFicha Tecnica Cajas Hermeticas 1beker yonel mallaupoma gomezNo ratings yet
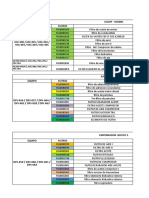
- Relacion de Filtros de Los Equipos El PorvenirDocument10 pagesRelacion de Filtros de Los Equipos El PorvenirAngelina NIckollNo ratings yet
- Presentacion - Ops Grua Motonave Desc.Document15 pagesPresentacion - Ops Grua Motonave Desc.kevinbarrazaNo ratings yet
- Modelo Memoria Prácticas 3.1Document7 pagesModelo Memoria Prácticas 3.1Sergio YelamosNo ratings yet
- PRESUPUESTO AltarilladoDocument138 pagesPRESUPUESTO Altarilladoluis cesar sanchez pastorNo ratings yet
- F-SST-08 - Inspección de HerramientasDocument2 pagesF-SST-08 - Inspección de HerramientasMiguel ArenasNo ratings yet
- 19 Exponer Infografia de Las Caracteristicas de La Pistola Sig SauerDocument1 page19 Exponer Infografia de Las Caracteristicas de La Pistola Sig SauerJuan Carlos Archila VargasNo ratings yet
- Tarea #8 MECÁNICADocument3 pagesTarea #8 MECÁNICAAlejandra BarrigaNo ratings yet
- Socoda - 2017 Catalogo Lavaplatos MesonesDocument8 pagesSocoda - 2017 Catalogo Lavaplatos MesonesFarid OspinaNo ratings yet
- Cuaderno de Informe 5 Maquinas y Herra.Document11 pagesCuaderno de Informe 5 Maquinas y Herra.salgadoq01maykNo ratings yet
- Fresas STRONGERDocument136 pagesFresas STRONGERJulio César CerveraNo ratings yet
- Herramientas y Máquinas Utilizadas en Un Taller de Mecánica AutomotrizDocument13 pagesHerramientas y Máquinas Utilizadas en Un Taller de Mecánica AutomotrizFlavio Luis XitoDjNo ratings yet
- BalisticaDocument8 pagesBalisticaKervin Sarbelio Galvez JuarezNo ratings yet
- Segundo Examen ParcialDocument4 pagesSegundo Examen ParcialDouglas TINo ratings yet
- Revista Ejercito 759 2004armas ExplosivosDocument180 pagesRevista Ejercito 759 2004armas ExplosivosTauro CuencaNo ratings yet