You might also like
- yARN TWIST ANGLEDocument8 pagesyARN TWIST ANGLESabeeh Ul Hassan100% (1)
- Textile Dyeing and Printing: AssignmentDocument8 pagesTextile Dyeing and Printing: AssignmentshailajaNo ratings yet
- Rapier LoomDocument19 pagesRapier LoomMayur PatilNo ratings yet
- Lap FormerDocument12 pagesLap Formershahadat hossainNo ratings yet
- Training Report of Gcti Tarinees MS WORDDocument55 pagesTraining Report of Gcti Tarinees MS WORDAakash NagpalNo ratings yet
- Spirality of Single Jersey Knitted FabricDocument13 pagesSpirality of Single Jersey Knitted FabricKazi Saiful IslamNo ratings yet
- Mechanical Properties of Weft Knitted FabricsDocument6 pagesMechanical Properties of Weft Knitted FabricsAhmad SamerNo ratings yet
- Airjet PracDocument12 pagesAirjet PracJunaid SuhailNo ratings yet
- Ecoverde BrochureDocument12 pagesEcoverde BrochureRicardina Rosibel Rodriguez MendozaNo ratings yet
- DefinitionsDocument15 pagesDefinitionsTherescuer RescuedNo ratings yet
- Yarn Manufacturing Technology Lab-1 (TXE 206) Final Exam SolutionDocument16 pagesYarn Manufacturing Technology Lab-1 (TXE 206) Final Exam SolutionAlif SheikhNo ratings yet
- Cut & Sew Knit WearDocument4 pagesCut & Sew Knit WearshponNo ratings yet
- Engineering of Textile StructureDocument3 pagesEngineering of Textile Structurerohit sinha100% (1)
- Study of Loop Formation Process On 1x1 V-Bed Rib Knitting MachineDocument12 pagesStudy of Loop Formation Process On 1x1 V-Bed Rib Knitting MachineIAEME PublicationNo ratings yet
- SpiralityDocument9 pagesSpiralitySenthil KumarNo ratings yet
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- Nannu Spinning Mills Limited Quality Control Department: Melange YarnDocument10 pagesNannu Spinning Mills Limited Quality Control Department: Melange YarnAhmed LikhonNo ratings yet
- Warp Knitting:: Basic Warp Knit StructureDocument21 pagesWarp Knitting:: Basic Warp Knit Structuremike workuNo ratings yet
- Application of Kaizen Methodology For Process Improvementin Textile MillDocument6 pagesApplication of Kaizen Methodology For Process Improvementin Textile MillMuhammad Rofiq muhammadrofiq.2020No ratings yet
- Spinpact Fine Tuning HandbookDocument10 pagesSpinpact Fine Tuning Handbookselvakumar100% (1)
- Textile Science - Session 3Document35 pagesTextile Science - Session 3ALOK KUMARNo ratings yet
- Heat B SettingDocument18 pagesHeat B SettingharisNo ratings yet
- By - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Document26 pagesBy - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Dyeing DyeingNo ratings yet
- Complete - Short Course - Textile Design and Weaving - DR Kashif Bangash - 7-4-2019Document98 pagesComplete - Short Course - Textile Design and Weaving - DR Kashif Bangash - 7-4-2019Muhammad IlyasNo ratings yet
- Definition and Classification of Textile Neps - Count of Neps - Textile LearnerDocument1 pageDefinition and Classification of Textile Neps - Count of Neps - Textile LearnerSubrata MahapatraNo ratings yet
- Study On CCI Warping Machine.Document5 pagesStudy On CCI Warping Machine.Naimul HasanNo ratings yet
- Determining Fabric Quality: Prepared By: Riza Leigh I. FiguesDocument55 pagesDetermining Fabric Quality: Prepared By: Riza Leigh I. FiguesRizaLeighFiguesNo ratings yet
- Fabric IV PPT MahasinDocument12 pagesFabric IV PPT MahasinS.m. MahasinNo ratings yet
- Bobtex Spinning ProcessDocument8 pagesBobtex Spinning Processvermadeen0% (1)
- Knitting BookDocument8 pagesKnitting BookMd. Abrar Ahmed ApuNo ratings yet
- Mercerizing Cellulosic Fibres & Its EffectsDocument5 pagesMercerizing Cellulosic Fibres & Its EffectsMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Tubetex and Lafer DifferenceDocument4 pagesTubetex and Lafer Differencerakibul islam100% (1)
- BiopolishingDocument8 pagesBiopolishingSivakumar KNo ratings yet
- Raymond UCO DenimDocument25 pagesRaymond UCO DenimChaitanya Gajbhiye100% (1)
- Bi ComponentDocument13 pagesBi ComponentA.K.M. Rashedul IslamNo ratings yet
- Textile ScienceDocument22 pagesTextile ScienceAbhinav VermaNo ratings yet
- Weaving Calculations FM-4023 (Part 1) PDFDocument13 pagesWeaving Calculations FM-4023 (Part 1) PDFMuhammad Waqas Ahmed HundalNo ratings yet
- ReportDocument45 pagesReportabhijith msNo ratings yet
- Inter LiningDocument24 pagesInter LiningblokeyesNo ratings yet
- Patterning in Weft Knitting: Waqas AshrafDocument33 pagesPatterning in Weft Knitting: Waqas AshrafHifza khalidNo ratings yet
- Processing of Man-Made Fibres and Blended Textiles: BlendingDocument23 pagesProcessing of Man-Made Fibres and Blended Textiles: BlendinghawNo ratings yet
- Physical Measurements On Fabric - Textile Testing - by - AbuBakkar MarwatDocument7 pagesPhysical Measurements On Fabric - Textile Testing - by - AbuBakkar MarwatAbu BakkarNo ratings yet
- Study On Crease Recovery Test by Crease Recovery Angle Tester.Document5 pagesStudy On Crease Recovery Test by Crease Recovery Angle Tester.Naimul Hasan100% (1)
- Unit - IiDocument27 pagesUnit - IiJoseph KuruvilaNo ratings yet
- Development of Woven FabricsDocument11 pagesDevelopment of Woven FabricsJoyDipuSahaNo ratings yet
- Alternative Methods of Joining MaterialsDocument14 pagesAlternative Methods of Joining MaterialsSharif0721No ratings yet
- LycraDocument7 pagesLycraFiaz juttNo ratings yet
- Wet Processing 1Document47 pagesWet Processing 1Rahul ThomasNo ratings yet
- MESDAN AQUA Splicer 4923ADocument4 pagesMESDAN AQUA Splicer 4923ADurairaj.NNo ratings yet
- WPT 2Document141 pagesWPT 2SalimNo ratings yet
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDocument57 pagesChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNo ratings yet
- Bobtex Spinning TechnologyDocument13 pagesBobtex Spinning Technologychinmay566679950% (1)
- Bowing & SkewingDocument3 pagesBowing & SkewingtextiletipsbyrajatNo ratings yet
- Practical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningDocument5 pagesPractical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningTalha saeedNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Modern Cotton Spinning Machinery, Its Principles and ConstructionFrom EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNo ratings yet
- Abrasion Resistance Property of Woven FabricsDocument3 pagesAbrasion Resistance Property of Woven FabricsJothi Vel Murugan100% (1)
- Excel 2010 Shortcuts: Navigate Inside WorksheetsDocument4 pagesExcel 2010 Shortcuts: Navigate Inside Worksheetsnemat2008No ratings yet
- JacketDocument2 pagesJacketnemat2008No ratings yet
- Ground Floor: List of ActivitiesDocument4 pagesGround Floor: List of Activitiesnemat2008No ratings yet
- Inference 1Document1 pageInference 1nemat2008No ratings yet
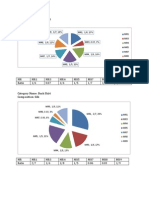
- Category Name: Bush Shirt Composition: CottonDocument3 pagesCategory Name: Bush Shirt Composition: Cottonnemat2008No ratings yet
- DhotiDocument1 pageDhotinemat2008No ratings yet
- Category Name: Fitted Shirt Composition: Cotton Figure 1: MR Wise Allocation of Ratios On The Basis of Sale QuantitiesDocument33 pagesCategory Name: Fitted Shirt Composition: Cotton Figure 1: MR Wise Allocation of Ratios On The Basis of Sale Quantitiesnemat2008No ratings yet
- MuralDocument3 pagesMuraljoshiNo ratings yet
- 1097 10 English ReaderDocument2 pages1097 10 English Readeranu.pavansuresh30No ratings yet
- 21st CENTURY LITERATURE - Q2 SUMMATIVE 3Document2 pages21st CENTURY LITERATURE - Q2 SUMMATIVE 3Dave SulamNo ratings yet
- Raptor On Stainless SteelDocument1 pageRaptor On Stainless SteelneckoalNo ratings yet
- Hungarian ArtistsDocument108 pagesHungarian ArtistsRedTailAnalyticsNo ratings yet
- Directing Vision in The Landscapes and GDocument6 pagesDirecting Vision in The Landscapes and GMateus ReisNo ratings yet
- Mona Mae L. Consigna - Semi-Detailed Lesson Plan FormatDocument3 pagesMona Mae L. Consigna - Semi-Detailed Lesson Plan FormatMargie ConsignaNo ratings yet
- General Overview-Interior Design TrendDocument5 pagesGeneral Overview-Interior Design TrendSheril Chugh100% (1)
- Do Not Go Gentle Into That Good NightDocument3 pagesDo Not Go Gentle Into That Good NightRinku GhoshNo ratings yet
- THEA 241A Review Sample - The Book Club PlayDocument5 pagesTHEA 241A Review Sample - The Book Club Playbkwa002No ratings yet
- Beautiful Shells Blanket PDFDocument3 pagesBeautiful Shells Blanket PDFioana_cozNo ratings yet
- Checklist For IGCSE Cambridge RevisionDocument1 pageChecklist For IGCSE Cambridge RevisionRobert RichardsonNo ratings yet
- Oliver2017 The Male Gaze Is More Relevant Than EverDocument6 pagesOliver2017 The Male Gaze Is More Relevant Than EverMaira Machado Frota PinheiroNo ratings yet
- Life Lessons From Mozart, Beethoven and HaydnDocument6 pagesLife Lessons From Mozart, Beethoven and HaydnCalista Toogure50% (2)
- EZXDocument2 pagesEZXlovsangareNo ratings yet
- Azu - Etd - 14590 - Sip1 - MC DFDocument233 pagesAzu - Etd - 14590 - Sip1 - MC DFsjlermanNo ratings yet
- Early Korean Literature: Ŏch'ŏn Ka (1445-47 "Songs of Flying Dragons")Document2 pagesEarly Korean Literature: Ŏch'ŏn Ka (1445-47 "Songs of Flying Dragons")Ronan Glei VillegasNo ratings yet
- Index JFBDocument113 pagesIndex JFBmartzo-No ratings yet
- Matt Furey My First MillionDocument128 pagesMatt Furey My First Milliongtlaau100% (7)
- Tritone Symmetries in Puccini S TurandotDocument108 pagesTritone Symmetries in Puccini S TurandotRafael GonzálezNo ratings yet
- PaubhaDocument68 pagesPaubhaKhushi PradhanNo ratings yet
- Number 1 Way To Improve Your Artwork Acrylics Ed PDFDocument67 pagesNumber 1 Way To Improve Your Artwork Acrylics Ed PDFricardo100% (2)
- CV Eve PDFDocument2 pagesCV Eve PDFEve GabouryNo ratings yet
- BrochureDocument3 pagesBrochureShamari Tamayao Cauilan II100% (1)
- Advertising Production ProcessDocument6 pagesAdvertising Production ProcesssehrzzzNo ratings yet
- Bullet Journaling For BeginnersDocument9 pagesBullet Journaling For BeginnersEmmy RahmaniasariNo ratings yet
- AP Chinese Practice Tests Unit 1Document48 pagesAP Chinese Practice Tests Unit 1Ivan ChanNo ratings yet
- Yarn GeometryDocument36 pagesYarn Geometryabdejoysikder1999No ratings yet
- Musical Instruments: 1. What's The Word?Document2 pagesMusical Instruments: 1. What's The Word?n.feliciaNo ratings yet
- Red Heart Yarns 2010-2011 CollectionDocument28 pagesRed Heart Yarns 2010-2011 CollectionRed Heart Yarns33% (3)