You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Dictionary of Oil Industry TerminologyDocument79 pagesDictionary of Oil Industry Terminologyniksharris100% (22)
- Dictionary of Oil Industry TerminologyDocument79 pagesDictionary of Oil Industry Terminologyniksharris100% (22)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Tle - H.E.-Cookery: Quarter 2 - Module 2: Prepare Salad DressingDocument26 pagesTle - H.E.-Cookery: Quarter 2 - Module 2: Prepare Salad DressingRodel Camposo88% (25)
- Patrick Califia Speaking Sex To Power Perverts Freethinkers and The Politics of Sex The Politics of Pleasure and PerversityDocument443 pagesPatrick Califia Speaking Sex To Power Perverts Freethinkers and The Politics of Sex The Politics of Pleasure and PerversityStefanos PopofNo ratings yet
- WhatsApp Chat With Chinnu HeartDocument30 pagesWhatsApp Chat With Chinnu HeartSäi DäťťaNo ratings yet
- 2009-12 ProjExcPlan Mustang PDFDocument4 pages2009-12 ProjExcPlan Mustang PDFsayafrands6252No ratings yet
- Curves PresentationDocument5 pagesCurves Presentationsayafrands6252No ratings yet
- Systems Completion - Area Plan: Banyu Urip ProjectDocument13 pagesSystems Completion - Area Plan: Banyu Urip Projectsayafrands6252No ratings yet
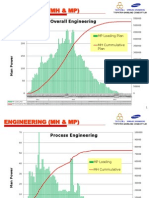
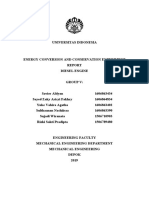
- Curves Eng (MH & MP)Document13 pagesCurves Eng (MH & MP)sayafrands6252No ratings yet
- 0.a. Schedule Review, Rev1Document10 pages0.a. Schedule Review, Rev1sayafrands6252No ratings yet
- 18EngineeringProcurementConstruction BrandonParsons PDFDocument25 pages18EngineeringProcurementConstruction BrandonParsons PDFsayafrands6252No ratings yet
- Construction Execution Plan1Document28 pagesConstruction Execution Plan1Idaba100% (7)
- Project New Well Development: IMS ProjectsDocument9 pagesProject New Well Development: IMS Projectssayafrands6252No ratings yet
- Asw CLN TGDocument1 pageAsw CLN TGsayafrands6252No ratings yet
- Senior K1 K2Document1 pageSenior K1 K2sayafrands6252No ratings yet
- Sequence Job + Weighing FactorDocument5 pagesSequence Job + Weighing Factorsayafrands6252No ratings yet
- Glossary of Process Piping Terminology Rev BDocument28 pagesGlossary of Process Piping Terminology Rev Bsayafrands6252No ratings yet
- Project Planning and Management: Role of A Manager Charts and Critical Path Analysis Estimation Techniques MonitoringDocument26 pagesProject Planning and Management: Role of A Manager Charts and Critical Path Analysis Estimation Techniques Monitoringsayafrands6252No ratings yet
- Notes: January February MarchDocument14 pagesNotes: January February Marchkyogesh07No ratings yet
- 1 Gold Card 2 Sided June 2012Document2 pages1 Gold Card 2 Sided June 2012sayafrands6252No ratings yet
- Tank Design and ConstructionDocument68 pagesTank Design and Constructionsayafrands625289% (9)
- 15 ChangeControlProcessv1Document3 pages15 ChangeControlProcessv1Mihaela DiaconuNo ratings yet
- Project New Well Development: IMS ProjectsDocument9 pagesProject New Well Development: IMS Projectssayafrands6252No ratings yet
- Crude Unit Overview - 3crude Distilation PRESENTATIONDocument32 pagesCrude Unit Overview - 3crude Distilation PRESENTATIONsayafrands6252No ratings yet
- Acceptance Report: Provide General Details About The ProjectDocument3 pagesAcceptance Report: Provide General Details About The Projectsayafrands6252No ratings yet
- Buku Saku Faq BpjsDocument134 pagesBuku Saku Faq Bpjssayafrands6252No ratings yet
- 15 ChangeControlProcessv1Document3 pages15 ChangeControlProcessv1Mihaela DiaconuNo ratings yet
- Project Distribution Groups and Meetings InstructionsDocument3 pagesProject Distribution Groups and Meetings Instructionssayafrands6252No ratings yet
- Project Work Schedule (Medium) : Project Title: Prepared By: Date PreparedDocument1 pageProject Work Schedule (Medium) : Project Title: Prepared By: Date Preparedsayafrands6252No ratings yet
- Project Risk Plan Instructions Project Risk Plan InstructionsDocument5 pagesProject Risk Plan Instructions Project Risk Plan Instructionssayafrands6252No ratings yet
- Project Risk Register: A. General InformationDocument2 pagesProject Risk Register: A. General Informationsayafrands6252No ratings yet
- Project Distribution Groups and Meetings TemplateDocument1 pageProject Distribution Groups and Meetings Templatesayafrands6252No ratings yet
- Oe Project Status Instructions: General InformationDocument3 pagesOe Project Status Instructions: General Informationsayafrands6252No ratings yet
- Grade-9-Parallel-Test-LAS-1.2 CDocument2 pagesGrade-9-Parallel-Test-LAS-1.2 CArth Renier MinaNo ratings yet
- Soc5352 1331Document4 pagesSoc5352 1331ChinNo ratings yet
- Enzyme Review Mcqs (From The Official Biochemistry Study Guide)Document5 pagesEnzyme Review Mcqs (From The Official Biochemistry Study Guide)Mrs Rehan100% (1)
- Guía Oficial de La Delegación Argentina de Los Juegos Olímpicos Tokio 2020Document330 pagesGuía Oficial de La Delegación Argentina de Los Juegos Olímpicos Tokio 2020Leandro BonavidaNo ratings yet
- 100518-Concrete Roof Installation Manual 0515Document26 pages100518-Concrete Roof Installation Manual 0515Moe Oo HtunNo ratings yet
- Motor DeiselShip Latest PDFDocument154 pagesMotor DeiselShip Latest PDFCadet Prateek SaxenaNo ratings yet
- The Power of Urine PDFDocument61 pagesThe Power of Urine PDFJohnSmith0488No ratings yet
- Client Travel Policy Guidelines Nunavut Health Care PlanDocument8 pagesClient Travel Policy Guidelines Nunavut Health Care PlanNunatsiaqNewsNo ratings yet
- Plumbing Specifications: Catch Basin PlanDocument1 pagePlumbing Specifications: Catch Basin PlanMark Allan RojoNo ratings yet
- Important Topics RTCDocument18 pagesImportant Topics RTCjoydeep12No ratings yet
- Epoxy Plus Pipeline Repai Grout TG - MSDSDocument5 pagesEpoxy Plus Pipeline Repai Grout TG - MSDSgrimaguilNo ratings yet
- P2 Nursing InfoDocument14 pagesP2 Nursing InfoMargarita Limon BalunesNo ratings yet
- Shutdown Jobs List C & IDocument12 pagesShutdown Jobs List C & Imanohar kumar0% (1)
- Made in His ImageThe Amazing Design of The Human BodyDocument4 pagesMade in His ImageThe Amazing Design of The Human BodyAriam MariaNo ratings yet
- 65 70Document6 pages65 70kang soon cheolNo ratings yet
- 1402AHS Prac Manual - 2023 - FINALDocument200 pages1402AHS Prac Manual - 2023 - FINALRuan BritsNo ratings yet
- Flexible Learnin G: Group 3 Bsed-Math 2Document48 pagesFlexible Learnin G: Group 3 Bsed-Math 2Niña Gel Gomez AparecioNo ratings yet
- Passive In-Line Chlorination For Drinking Water DiDocument18 pagesPassive In-Line Chlorination For Drinking Water DitefovNo ratings yet
- Recipes For Ceviche, Pebre and Pisco SourDocument4 pagesRecipes For Ceviche, Pebre and Pisco SourJoaquín Rolón CarrerasNo ratings yet
- Steady State & Dynamic Wind Turbine ModelDocument4 pagesSteady State & Dynamic Wind Turbine ModeldarshanraghuNo ratings yet
- Diesel Engine Lab ReportDocument27 pagesDiesel Engine Lab ReportParadoodleNo ratings yet
- Magic Coco Tiles: Green Building MaterialDocument17 pagesMagic Coco Tiles: Green Building MaterialnikoNo ratings yet
- Kim Lighting Landscape Lighting Catalog 1988Document28 pagesKim Lighting Landscape Lighting Catalog 1988Alan MastersNo ratings yet
- Effect of Different Immediate Dentin Sealing Techniques On The Microtensile Bond Strength PDFDocument6 pagesEffect of Different Immediate Dentin Sealing Techniques On The Microtensile Bond Strength PDFclaudiaNo ratings yet
- Emergency Response Plan and PreparednessDocument7 pagesEmergency Response Plan and Preparednessradha krishnaNo ratings yet
- The Relationship Between Date of Birth and IndividDocument13 pagesThe Relationship Between Date of Birth and IndividAnonymous ktNyZTNo ratings yet
- July 15, 2011 Strathmore TimesDocument24 pagesJuly 15, 2011 Strathmore TimesStrathmore TimesNo ratings yet