You might also like
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- A128-A128M-93 R12 Steel Castings, Austenitic ManganeseDocument3 pagesA128-A128M-93 R12 Steel Castings, Austenitic ManganeseAnand Kumar100% (1)
- High-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceDocument2 pagesHigh-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceGustavo SuarezNo ratings yet
- Astm A351-14Document5 pagesAstm A351-14Marcel Dandaro100% (3)
- Astm A356Document6 pagesAstm A356Srinivasan KrishnamoorthyNo ratings yet
- A737Document2 pagesA737doshi78No ratings yet
- Castings, Nickel-Aluminum Ordered Alloy: Standard Specification ForDocument2 pagesCastings, Nickel-Aluminum Ordered Alloy: Standard Specification ForhamidharvardNo ratings yet
- A 890 - A 890M - 99 Qtg5mc05oq - PDFDocument4 pagesA 890 - A 890M - 99 Qtg5mc05oq - PDFMung Duong XuanNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDocument3 pagesHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessJosé Ramón GutierrezNo ratings yet
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument3 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing Partscarlos100% (1)
- A 990 - 00 Qtk5mc0wma - PDFDocument6 pagesA 990 - 00 Qtk5mc0wma - PDFMung Duong XuanNo ratings yet
- Astm A192 (Tubos de Calderas) PDFDocument2 pagesAstm A192 (Tubos de Calderas) PDFHenry CruzNo ratings yet
- Astm A1010 2001 PDFDocument2 pagesAstm A1010 2001 PDFLucas LobãoNo ratings yet
- Pressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForDocument2 pagesPressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForGustavo SuarezNo ratings yet
- Astm A1041-A1041m-2004Document3 pagesAstm A1041-A1041m-2004Jorge ToribioNo ratings yet
- A 744Document5 pagesA 744Carlos JuárezNo ratings yet
- Astm A1010-A1010m E-2001Document2 pagesAstm A1010-A1010m E-2001Jorge ToribioNo ratings yet
- Astm A194 2011 PDFDocument11 pagesAstm A194 2011 PDFJavier Ricardo Romero Bohorquez50% (2)
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickeljaskaran singhNo ratings yet
- Astm A352Document5 pagesAstm A352depeche1modeNo ratings yet
- Astm A321Document2 pagesAstm A321clevercog0% (1)
- Pressure Vessel Plates, Carbon Steel, High Strength, For Moderate and Lower Temperature ServiceDocument2 pagesPressure Vessel Plates, Carbon Steel, High Strength, For Moderate and Lower Temperature ServiceGustavo SuarezNo ratings yet
- Steel, Sheet, Carbon, For Pressure VesselsDocument4 pagesSteel, Sheet, Carbon, For Pressure VesselsCarlos BernussiNo ratings yet
- Astm A351Document5 pagesAstm A351pepelefuuNo ratings yet
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature Servicethiagorep17No ratings yet
- Chromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceDocument2 pagesChromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceGustavo SuarezNo ratings yet
- Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesDocument2 pagesSeamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesVishal SharmaNo ratings yet
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFDocument3 pagesA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanNo ratings yet
- A521 96 PDFDocument9 pagesA521 96 PDFJohano AraújoNo ratings yet
- Astm A27Document4 pagesAstm A27Rafael Elles100% (2)
- A516 MaterialDocument3 pagesA516 MaterialductaiutcNo ratings yet
- Astm A179 1990Document4 pagesAstm A179 1990DhruvNambiarNo ratings yet
- Astm A656Document2 pagesAstm A656josefonte50% (2)
- A 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFDocument5 pagesA 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFTiến Lượng NguyễnNo ratings yet
- Astm A0946 - 1 (En)Document2 pagesAstm A0946 - 1 (En)svvasin2013No ratings yet
- A283Document2 pagesA283Demetrio RodriguezNo ratings yet
- A179A179M-90a (2012) Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes PDFDocument2 pagesA179A179M-90a (2012) Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes PDFJosé Israel HGNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- Astm A27 (2013) PDFDocument4 pagesAstm A27 (2013) PDFStuar TencioNo ratings yet
- High-Strength Low-Alloy Structural Steel With 50 Ksi (345 Mpa) Minimum Yield Point To 4 In. (100 MM) ThickDocument2 pagesHigh-Strength Low-Alloy Structural Steel With 50 Ksi (345 Mpa) Minimum Yield Point To 4 In. (100 MM) ThickGustavo SuarezNo ratings yet
- ASTM A420-Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument15 pagesASTM A420-Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceN FantinNo ratings yet
- A1021Document4 pagesA1021Aleksei AvilaNo ratings yet
- A 522 - A 522m - 95b r01 Qtuymi05nujsmdeDocument4 pagesA 522 - A 522m - 95b r01 Qtuymi05nujsmdeLUISALBERTO06011985No ratings yet
- Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesDocument2 pagesElectric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesSulchan Purnama SaputraNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationAlejandro Valdés RojasNo ratings yet
- "Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDocument8 pages"Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthRyanMcClureNo ratings yet
- Astm A 297Document3 pagesAstm A 297friasdelacruz50% (2)
- Seamless and Welded Ferritic/Austenitic Stainless Steel Tubing For General ServiceDocument4 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel Tubing For General ServiceAlejandro GonzálezNo ratings yet
- Astm f136 Rev ADocument4 pagesAstm f136 Rev AAhmad BrianNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, For Pressure-Containing PartsالGINIRAL FREE FIRENo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelVivekNo ratings yet
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- D 5716 - 95 R00 - Rdu3mtyDocument4 pagesD 5716 - 95 R00 - Rdu3mtyRufo CascoNo ratings yet
- D 1758 - 02 Rde3ntgDocument8 pagesD 1758 - 02 Rde3ntgJosé Ramón GutierrezNo ratings yet
- D 1165 - 03 RdexnjuDocument10 pagesD 1165 - 03 RdexnjuJosé Ramón GutierrezNo ratings yet
- D 1628 - 94 R00 Rde2mjgDocument4 pagesD 1628 - 94 R00 Rde2mjgJosé Ramón GutierrezNo ratings yet
- Round Timber Piles: Standard Specification ForDocument7 pagesRound Timber Piles: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- E 431 - 96 RTQZMS05NGDocument7 pagesE 431 - 96 RTQZMS05NGJosé Ramón GutierrezNo ratings yet
- D 2719 - 89 R01 Rdi3mtkDocument10 pagesD 2719 - 89 R01 Rdi3mtkJosé Ramón GutierrezNo ratings yet
- D 3737 - 02 Rdm3mzctukveDocument32 pagesD 3737 - 02 Rdm3mzctukveJosé Ramón GutierrezNo ratings yet
- D 6 - 95 R00 RdyDocument3 pagesD 6 - 95 R00 RdyJosé Ramón GutierrezNo ratings yet
- Steel Forgings, Microalloy, For General Industrial UseDocument3 pagesSteel Forgings, Microalloy, For General Industrial UseGustavo SuarezNo ratings yet
- E 273 - 01 Rti3mwDocument4 pagesE 273 - 01 Rti3mwJosé Ramón GutierrezNo ratings yet
- Steel, Strip, Carbon (0.25 Maximum Percent), Cold-Rolled: Standard Specification ForDocument8 pagesSteel, Strip, Carbon (0.25 Maximum Percent), Cold-Rolled: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- A-325 - 00Document8 pagesA-325 - 00José Ramón GutierrezNo ratings yet
- Tension Testing of Wire Ropes and Strand: Standard Test Method ForDocument5 pagesTension Testing of Wire Ropes and Strand: Standard Test Method ForJosé Ramón GutierrezNo ratings yet
- Life-Cycle Cost Analysis of Corrugated Metal Pipe Used For Culverts, Storm Sewers, and Other Buried ConduitsDocument5 pagesLife-Cycle Cost Analysis of Corrugated Metal Pipe Used For Culverts, Storm Sewers, and Other Buried ConduitsJosé Ramón GutierrezNo ratings yet
- Sizes of Ferroalloys and Alloy Additives: Standard Specification ForDocument2 pagesSizes of Ferroalloys and Alloy Additives: Standard Specification ForGustavo SuarezNo ratings yet
- Zinc-5 % Aluminum-Mischmetal Alloy-Coated Steel Overhead Ground Wire StrandDocument3 pagesZinc-5 % Aluminum-Mischmetal Alloy-Coated Steel Overhead Ground Wire StrandJosé Ramón GutierrezNo ratings yet
- A 953Document3 pagesA 953José Ramón GutierrezNo ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument9 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessJosé Ramón GutierrezNo ratings yet
- Astm D-664Document7 pagesAstm D-664José Ramón GutierrezNo ratings yet
- A230a230 PDFDocument4 pagesA230a230 PDFtoys_chileNo ratings yet
- Metallic-Coated Steel Marcelled Tension Wire For Use With Chain Link FenceDocument3 pagesMetallic-Coated Steel Marcelled Tension Wire For Use With Chain Link FenceJosé Ramón GutierrezNo ratings yet
- Life-Cycle Cost Analysis of Corrugated Metal Pipe Used For Culverts, Storm Sewers, and Other Buried ConduitsDocument5 pagesLife-Cycle Cost Analysis of Corrugated Metal Pipe Used For Culverts, Storm Sewers, and Other Buried ConduitsJosé Ramón GutierrezNo ratings yet
- Astm E1381-95Document7 pagesAstm E1381-95AngelPenumbrasNo ratings yet
- Defining and Rating The Microstructure of High Carbon Bearing SteelsDocument5 pagesDefining and Rating The Microstructure of High Carbon Bearing SteelsJosé Ramón GutierrezNo ratings yet
- Steel Forgings, Microalloy, For General Industrial UseDocument3 pagesSteel Forgings, Microalloy, For General Industrial UseGustavo SuarezNo ratings yet
- Astma 516Document3 pagesAstma 516EdirwinJoseChirinosNo ratings yet
- A 829Document4 pagesA 829Gustavo SuarezNo ratings yet
- Astm A266Document4 pagesAstm A26609122912680No ratings yet
- List of Civil Aviation RequirementsDocument21 pagesList of Civil Aviation Requirementsvikash_kumar_thakurNo ratings yet
- Avdel LockboltSystems enDocument16 pagesAvdel LockboltSystems enkamaleshaiahNo ratings yet
- Ch14Document28 pagesCh14Noraini AbdullahNo ratings yet
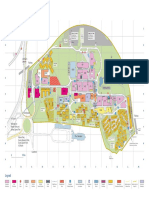
- Campus MapDocument7 pagesCampus MapMatthew KleinNo ratings yet
- USP Structural Connectors Catalog Canada PDFDocument220 pagesUSP Structural Connectors Catalog Canada PDFAnonymous dSFbLxc9No ratings yet
- Chapter-1: A Study On Spare Parts Management at HLLDocument67 pagesChapter-1: A Study On Spare Parts Management at HLLMythili MuthappaNo ratings yet
- CM900Document1 pageCM900ElMacheteDelHuesoNo ratings yet
- Suffolk Times Classifieds and Service Directory: Aug. 3, 2017Document14 pagesSuffolk Times Classifieds and Service Directory: Aug. 3, 2017Timesreview100% (1)
- REPORT ANALYSIS (Two Wheeler Segment Chandigarh)Document5 pagesREPORT ANALYSIS (Two Wheeler Segment Chandigarh)Ravit GeraNo ratings yet
- Top 100 container shipping lines of 2017 by fleet capacityDocument2 pagesTop 100 container shipping lines of 2017 by fleet capacitycaptkcNo ratings yet
- Types of FlooringDocument7 pagesTypes of FlooringDIBYENDU MONDALNo ratings yet
- Mining in GermanyDocument2 pagesMining in GermanyLeahu SergheiNo ratings yet
- 12 Track Inspection & Maint Jan 10Document55 pages12 Track Inspection & Maint Jan 10dkavitiNo ratings yet
- Nitoseal 290Document4 pagesNitoseal 290Venkata RaoNo ratings yet
- Green Building Consultants in QatarDocument25 pagesGreen Building Consultants in QatarConserveNo ratings yet
- Essar Group PresentationDocument59 pagesEssar Group PresentationchetanpatelhNo ratings yet
- Redman Fisher GRP Brochure 2013Document12 pagesRedman Fisher GRP Brochure 2013lukebrown92No ratings yet
- 1907 Iron and SteelDocument679 pages1907 Iron and SteelCarlos BrownNo ratings yet
- Saipem Leighton Gorgon Consortium - Gorgon Jobs - Official Recruitment Site For The Gorgon ProjectDocument2 pagesSaipem Leighton Gorgon Consortium - Gorgon Jobs - Official Recruitment Site For The Gorgon ProjectKevinNo ratings yet
- Anchor Rods and Base Plates ExplainedDocument3 pagesAnchor Rods and Base Plates Explainedpenneng0% (2)
- Strategic Management Paper Bus Transportation SampleDocument126 pagesStrategic Management Paper Bus Transportation SampleAye BuenaventuraNo ratings yet
- Chapter 12 Marketing ChannelsDocument7 pagesChapter 12 Marketing ChannelsTaylor KalinowskiNo ratings yet
- Bod Incubator ManualDocument2 pagesBod Incubator ManualDhananjay KadamNo ratings yet
- Impact of Side Friction On Speed-Flow RelationshipsDocument27 pagesImpact of Side Friction On Speed-Flow RelationshipsMarijan Jakovljevic75% (4)
- Bill No. 04 - Supply and Delivery of UPVC Pipes, Fittings, SpecialsDocument14 pagesBill No. 04 - Supply and Delivery of UPVC Pipes, Fittings, SpecialsPn EkanayakaNo ratings yet
- A06-90 Rock Bits CatalogDocument4 pagesA06-90 Rock Bits CatalogtifonNo ratings yet
- Conveyor BeltsDocument16 pagesConveyor BeltsdjsmoniNo ratings yet
- Aircraft Structural Integrity ManagementDocument17 pagesAircraft Structural Integrity ManagementarkibDGTA0% (1)
- Otc 19110 MSDocument6 pagesOtc 19110 MSmoonrock1No ratings yet
- Dn1park BrochureDocument10 pagesDn1park BrochureAnonymous pT6QW5FpNo ratings yet