You might also like
- ARCA SOUTH DYNAMIC DESIGNDocument26 pagesARCA SOUTH DYNAMIC DESIGNJan LhesterNo ratings yet
- GH CatalogueDocument95 pagesGH CatalogueMiroslav AleksicNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- PK VALVE CatalogueDocument148 pagesPK VALVE CatalogueMayur PatelNo ratings yet
- CalorifierDocument12 pagesCalorifierNay Myo OoNo ratings yet
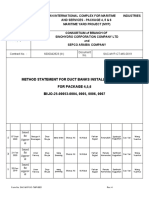
- Method StatementDocument31 pagesMethod StatementMuneeb KhanNo ratings yet
- Concrete Hinge History and UsesDocument22 pagesConcrete Hinge History and Useslamkinpark3373No ratings yet
- Design of Box Culverts, KBMDocument17 pagesDesign of Box Culverts, KBMSasinath Msh100% (1)
- AIREX Linear Motor Vacuum CompatabilityDocument3 pagesAIREX Linear Motor Vacuum Compatabilitymsahin1955No ratings yet
- Moran, Michael J., INTRODUCTION TO THERMAL SYSTEMS ENGINEERING: Thermodynamics, Fluid Mechanics, and Heat Transfer 3rd EditionDocument1,113 pagesMoran, Michael J., INTRODUCTION TO THERMAL SYSTEMS ENGINEERING: Thermodynamics, Fluid Mechanics, and Heat Transfer 3rd EditionArif Zain90% (10)
- Curtain Wall Systems GuideDocument37 pagesCurtain Wall Systems GuideMarc Gregory Queral Olanio80% (5)
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Boiler Part - Pin TubeDocument7 pagesBoiler Part - Pin TubeoktemNo ratings yet
- Water in Biological and Chemical ProcessDocument384 pagesWater in Biological and Chemical ProcessArtesira Yuna100% (1)
- Measuring Paper Machine PerformanceDocument26 pagesMeasuring Paper Machine PerformanceArtesira Yuna50% (2)
- Modern Boiler Design 2012Document28 pagesModern Boiler Design 2012Nguyễn Thanh TùngNo ratings yet
- BHEL CFBC ExperienceDocument31 pagesBHEL CFBC ExperiencesprotkarNo ratings yet
- Cause of Secondary Reformer Boiler Damage and RepairDocument11 pagesCause of Secondary Reformer Boiler Damage and Repairvaratharajan g rNo ratings yet
- Boiler SurveyDocument7 pagesBoiler SurveyrajishrrrNo ratings yet
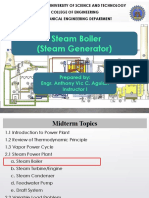
- Steam BoilerDocument62 pagesSteam BoilerLofi RadioNo ratings yet
- Paper Machine Design and Operation GuideDocument10 pagesPaper Machine Design and Operation GuideArtesira Yuna61% (23)
- Boiler CalculationsDocument16 pagesBoiler CalculationsBilly Moerdani100% (1)
- Nh3 Plant FailuresDocument18 pagesNh3 Plant FailuresMurugappan PalaniappanNo ratings yet
- Theory To Practice Oxygen Transfer and The New ASCE StandardDocument15 pagesTheory To Practice Oxygen Transfer and The New ASCE StandardArtesira YunaNo ratings yet
- Paper Machine DriveDocument3 pagesPaper Machine DriveArtesira YunaNo ratings yet
- COE Phase 2 Partial Requirement: Operation and Maintenance of BoilersDocument11 pagesCOE Phase 2 Partial Requirement: Operation and Maintenance of BoilersMico CampoNo ratings yet
- Severstal NA C Blast Furnace 2007 Revamping - Equipment Design Transforms C BF Into A World-Class OperationDocument11 pagesSeverstal NA C Blast Furnace 2007 Revamping - Equipment Design Transforms C BF Into A World-Class OperationMarcos CarreroNo ratings yet
- Mag Jun08 p32 ProjectArcelorMittalDocument3 pagesMag Jun08 p32 ProjectArcelorMittalkselvan_1No ratings yet
- Heatexchanger Brochure PDFDocument18 pagesHeatexchanger Brochure PDFdesignstuioNo ratings yet
- Boiler TubeDocument12 pagesBoiler Tuberudi setiawanNo ratings yet
- IPPTA XV4 140 143 Experience With The ErectionDocument4 pagesIPPTA XV4 140 143 Experience With The ErectionTajinder SinghNo ratings yet
- BR Envirotec AHU RefurbDocument2 pagesBR Envirotec AHU Refurbthanhlong2005No ratings yet
- REPAIRS & CONVERSIONS YARDDocument28 pagesREPAIRS & CONVERSIONS YARDIban Santana HernandezNo ratings yet
- OkosDocument51 pagesOkosmofidhussainNo ratings yet
- Maintenance and Operation of BoilersDocument40 pagesMaintenance and Operation of BoilersMico CampoNo ratings yet
- Submersible Turbine PumpDocument1 pageSubmersible Turbine Pumpkimkov119No ratings yet
- Failure Analysis ReportDocument24 pagesFailure Analysis ReportThirukkumaranBalasubramanianNo ratings yet
- Boiler SpecificationsDocument34 pagesBoiler SpecificationsHenry CoronadoNo ratings yet
- MAJOR EQUIPMENT HANDLING SUMMARYDocument3 pagesMAJOR EQUIPMENT HANDLING SUMMARYImran Ahmed ShaikhNo ratings yet
- Temperature .: Psig 200 Deg FDocument28 pagesTemperature .: Psig 200 Deg Fabdelazeem ElhajNo ratings yet
- Brochure Condenser Feedwater HeaterDocument8 pagesBrochure Condenser Feedwater Heaterhuynhthanhtamga19810% (1)
- Steam Generators &: Indian Boiler ActDocument17 pagesSteam Generators &: Indian Boiler ActermiasNo ratings yet
- Boiler Tube Failure and ImpactsDocument8 pagesBoiler Tube Failure and ImpactsUdhayakumar VenkataramanNo ratings yet
- Ariel D. MacaraigDocument5 pagesAriel D. MacaraigHarry DemeterioNo ratings yet
- Bme Lab Me-107-F Iisem PDFDocument33 pagesBme Lab Me-107-F Iisem PDFshyam sundar dutta100% (1)
- AIA Boiler Specification CM2 v1.2 Master Spec PDFDocument11 pagesAIA Boiler Specification CM2 v1.2 Master Spec PDFbotosionNo ratings yet
- Esteem PresentationDocument68 pagesEsteem PresentationmonugeniNo ratings yet
- ConocoPhillips response to SGP incidentDocument9 pagesConocoPhillips response to SGP incidentvengielNo ratings yet
- Engineering Hut Pakistan - Company ProfileDocument14 pagesEngineering Hut Pakistan - Company ProfilesidsaleemNo ratings yet
- Boiler Hydrostatic Testing ProcedureDocument5 pagesBoiler Hydrostatic Testing ProcedureMico CampoNo ratings yet
- SAACKE Boiler Repair: We Put Life Back Into Your BoilerDocument2 pagesSAACKE Boiler Repair: We Put Life Back Into Your Boilerfadatamo2No ratings yet
- Installation ProcedureDocument3 pagesInstallation ProcedureMontasir AlrramliNo ratings yet
- Report f2501Document27 pagesReport f2501uet158No ratings yet
- Installation of New Biomass Boiler System For Alabama Department of Corrections (ADOC) FacilityDocument1 pageInstallation of New Biomass Boiler System For Alabama Department of Corrections (ADOC) FacilityMcKenney's IncNo ratings yet
- Coal and Gas Fired Power PlantDocument7 pagesCoal and Gas Fired Power PlantMari TimeNo ratings yet
- Request For Hot-Water-Boiler-For-AirportDocument23 pagesRequest For Hot-Water-Boiler-For-AirportHatem HadiaNo ratings yet
- Capabilities and Availability SummaryDocument12 pagesCapabilities and Availability SummaryxlriximNo ratings yet
- Project Standard Specification: Electric, Domestic Water Heaters 15485 - Page 1/10Document10 pagesProject Standard Specification: Electric, Domestic Water Heaters 15485 - Page 1/10adel rihanaNo ratings yet
- Ruptured Refinery Pipeline Causes FireDocument4 pagesRuptured Refinery Pipeline Causes FireShubham ChauhanNo ratings yet
- Model CBR 125-800 HP Boilers: 2.05 Efficiency GuaranteeDocument5 pagesModel CBR 125-800 HP Boilers: 2.05 Efficiency GuaranteesebaversaNo ratings yet
- Pulverized Coal Fired Boiler - Persistent Superheater Tube FailuresDocument2 pagesPulverized Coal Fired Boiler - Persistent Superheater Tube FailuresOscar HarimanNo ratings yet
- Unit-2 Steam BoilersDocument131 pagesUnit-2 Steam Boilersvaidehi6326No ratings yet
- Steam Boilers, Mountings & AccessoriesDocument55 pagesSteam Boilers, Mountings & Accessoriesabhishek secretNo ratings yet
- Condition Assessment Services (B&W)Document6 pagesCondition Assessment Services (B&W)Dilio A. Rojas QNo ratings yet
- Maintain Fire-Tube BoilersDocument2 pagesMaintain Fire-Tube BoilersCisco StarkNo ratings yet
- 75 KW Microturbine CHPbareDocument43 pages75 KW Microturbine CHPbaremkalbasiNo ratings yet
- Seminar TuesdayDocument15 pagesSeminar TuesdayDhiraj PoudelNo ratings yet
- CATALOGUE LastDocument8 pagesCATALOGUE Lastkinetics.empNo ratings yet
- Project Standard Specification: Heat Exchangers 15710 - Page 1/3Document3 pagesProject Standard Specification: Heat Exchangers 15710 - Page 1/3adel rihanaNo ratings yet
- THERMAL-1 Experiment 1 Part ADocument7 pagesTHERMAL-1 Experiment 1 Part Anishith ranaNo ratings yet
- Ensco 84 Structural Work Completion StatusDocument5 pagesEnsco 84 Structural Work Completion StatustouchvikrantNo ratings yet
- FBMHI Service & Spare Dept - Full PresentationDocument32 pagesFBMHI Service & Spare Dept - Full Presentationjack whiteNo ratings yet
- BoilerDocument29 pagesBoilerMadhan RajNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Reference Guide-Burner Boiler EmissionsDocument18 pagesReference Guide-Burner Boiler EmissionsKrozeNo ratings yet
- Wet EndDocument4 pagesWet EndArtesira YunaNo ratings yet
- Paper & Aqueous Coat Performance-Sheet Curl & DistortionDocument3 pagesPaper & Aqueous Coat Performance-Sheet Curl & DistortionArtesira YunaNo ratings yet
- Alpha Factor in Full Scale Wastewater AerationDocument11 pagesAlpha Factor in Full Scale Wastewater AerationArtesira YunaNo ratings yet
- CVE40002-S1-2020-Assignment 2Document2 pagesCVE40002-S1-2020-Assignment 2AS V KameshNo ratings yet
- TWI Passivation Report July 2013Document7 pagesTWI Passivation Report July 2013sakshi patilNo ratings yet
- Course:: Heating Ventilation & Air-Conditioning (ME 326)Document45 pagesCourse:: Heating Ventilation & Air-Conditioning (ME 326)Muhammad OsamaNo ratings yet
- Colortran 6-Inch Theatre Fresnel Spec Sheet 1994Document2 pagesColortran 6-Inch Theatre Fresnel Spec Sheet 1994Alan MastersNo ratings yet
- Light Commercial INVERTER Top Discharge CDU type Service ManualDocument99 pagesLight Commercial INVERTER Top Discharge CDU type Service ManualAbel Recinos100% (1)
- CIVL 7132 Soil Mechanics HomeworkDocument2 pagesCIVL 7132 Soil Mechanics HomeworkmrinmaiNo ratings yet
- Lect 01-02Document18 pagesLect 01-02thorkhan42No ratings yet
- Signature Plastics Packing Slip for PG Building EnvelopeDocument1 pageSignature Plastics Packing Slip for PG Building EnvelopemeghadurganNo ratings yet
- Tall Building Design - NotesDocument60 pagesTall Building Design - NotesHaHa WaNo ratings yet
- PRICED (R) - FBC Finishing PackageDocument1 pagePRICED (R) - FBC Finishing PackagejatinNo ratings yet
- Gs11m12a01 01e PDFDocument38 pagesGs11m12a01 01e PDFDhirender DagarNo ratings yet
- 9,18) A Reversible Adiabatic Compressor Receives 0.05 Kg/s Saturated Vapor R-410aDocument2 pages9,18) A Reversible Adiabatic Compressor Receives 0.05 Kg/s Saturated Vapor R-410aMarcelo PimentelNo ratings yet
- Austrian Standard B-1992!1!1Document80 pagesAustrian Standard B-1992!1!1tth28288969No ratings yet
- Shear Wall Moment-Curvature RelationshipDocument16 pagesShear Wall Moment-Curvature RelationshipEric CastilloNo ratings yet
- Design and Analysis of Heat ExchangerDocument3 pagesDesign and Analysis of Heat Exchangertamilselvan416No ratings yet
- Compact Refrigerator ManualDocument16 pagesCompact Refrigerator Manualvictor nuñezNo ratings yet
- A-1 - Perspective, Vicinity Map and Location MapDocument1 pageA-1 - Perspective, Vicinity Map and Location MapOJ MatiasNo ratings yet
- Yıldırım Beyazit University Mechanical Engineering DepartmentDocument7 pagesYıldırım Beyazit University Mechanical Engineering DepartmentJuanKaNo ratings yet
- Drain 600x600Document7 pagesDrain 600x600Himanshu ChaturvediNo ratings yet
- Hitachi Flexi Split AcDocument4 pagesHitachi Flexi Split AcVishal BansalNo ratings yet
- Estimation SampleDocument14 pagesEstimation SampleNoor MohdNo ratings yet
- DIN-1092 Steel Flanges PN Standards DimensionsDocument4 pagesDIN-1092 Steel Flanges PN Standards DimensionsfitiranNo ratings yet