You might also like
- Aarhus University: Steady Diffusion Problem (2D Mixed Formulation)Document14 pagesAarhus University: Steady Diffusion Problem (2D Mixed Formulation)Javier Ignacio Camacho HernandezNo ratings yet
- Chemical Engineering 436 Special Problem #3Document1 pageChemical Engineering 436 Special Problem #3Javier Ignacio Camacho HernandezNo ratings yet
- Aarhus University: Steady Diffusion Problem (1D/2D)Document26 pagesAarhus University: Steady Diffusion Problem (1D/2D)Javier Ignacio Camacho HernandezNo ratings yet
- Mathcad Solutions To The Chemical Engineering Problem SetDocument29 pagesMathcad Solutions To The Chemical Engineering Problem SetFelipe ChicrallaNo ratings yet
- Labview TutorialDocument349 pagesLabview TutorialArsla KhanNo ratings yet
- NXDS (Possible Solution)Document12 pagesNXDS (Possible Solution)Javier Ignacio Camacho HernandezNo ratings yet
- HW 2 Report CFDDocument15 pagesHW 2 Report CFDJavier Ignacio Camacho HernandezNo ratings yet
- Beam Modal Analysis Report - FinalDocument49 pagesBeam Modal Analysis Report - Finaljich699580No ratings yet
- Mathcad - Mandatory AssignmentDocument16 pagesMathcad - Mandatory AssignmentJavier Ignacio Camacho HernandezNo ratings yet
- Deming RegressionDocument4 pagesDeming RegressionJavier Ignacio Camacho HernandezNo ratings yet
- Mathematical Modeling of Diffusion-Mediated Release From Bulk Degrading MatricesDocument11 pagesMathematical Modeling of Diffusion-Mediated Release From Bulk Degrading MatricesJavier Ignacio Camacho HernandezNo ratings yet
- Mathcad - Applications of DerivativesDocument14 pagesMathcad - Applications of DerivativesJavier Ignacio Camacho HernandezNo ratings yet
- Deareation - Wiesler and SodaroDocument4 pagesDeareation - Wiesler and SodaroJavier Ignacio Camacho HernandezNo ratings yet
- Vacuum CalculationsDocument89 pagesVacuum CalculationsJavier Ignacio Camacho Hernandez100% (2)
- Pfeiffer - Vacuum PumpsDocument160 pagesPfeiffer - Vacuum PumpsTrAm@nOis100% (1)
- Mathcad - Tracking Sunlight AnalysisDocument17 pagesMathcad - Tracking Sunlight AnalysisJavier Ignacio Camacho Hernandez0% (1)
- (NASA J.harben P.reese) Implementing Strategies For Risk Mitigation (NCSLI-2011)Document25 pages(NASA J.harben P.reese) Implementing Strategies For Risk Mitigation (NCSLI-2011)Javier Ignacio Camacho HernandezNo ratings yet
- Common Derivatives IntegralsDocument4 pagesCommon Derivatives Integralsapi-243574449No ratings yet
- Manufacturing Processes (Chart)Document3 pagesManufacturing Processes (Chart)Javier Ignacio Camacho HernandezNo ratings yet
- Mathematics of Diffusion Problems: R. Abart and E. PetrishchevaDocument22 pagesMathematics of Diffusion Problems: R. Abart and E. PetrishchevaDan DumitracheNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lean and Agile Supply ChainDocument30 pagesLean and Agile Supply ChainboschabdelNo ratings yet
- VSB6 SectionH Chassis PDFDocument73 pagesVSB6 SectionH Chassis PDFMina RemonNo ratings yet
- Piping Class - DS20Document2 pagesPiping Class - DS20Дмитрий РыбаковNo ratings yet
- Plaxis QuatationDocument3 pagesPlaxis Quatationraaji2002No ratings yet
- JIT FullDocument6 pagesJIT FullSuguna SubramaniamNo ratings yet
- In-Line Defl Agration Flame Arrester: Concentric Design, BidirectionalDocument4 pagesIn-Line Defl Agration Flame Arrester: Concentric Design, BidirectionalArmando SixtoNo ratings yet
- Structural Applications: IS 1161 AS1163 EN10219Document1 pageStructural Applications: IS 1161 AS1163 EN10219NitinNo ratings yet
- Professional Ethics IntroductionDocument21 pagesProfessional Ethics Introductionpavank8No ratings yet
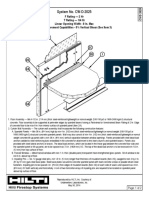
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aNo ratings yet
- 08 Network ModelsDocument2 pages08 Network ModelsJohn Carlo AmodiaNo ratings yet
- ZARGES K 470 Universal Box - 40678Document3 pagesZARGES K 470 Universal Box - 40678Phee Beng HweeNo ratings yet
- Endurance Dyform 34lrDocument4 pagesEndurance Dyform 34lrEduardo RateikeNo ratings yet
- Carrying Channel (1 1/2" X 0.6mm X 5m)Document1 pageCarrying Channel (1 1/2" X 0.6mm X 5m)Carl LeonardoNo ratings yet
- NO Nama Produk AKL Produk Code Size Principal Keterangan QTY Harga Harga + PPN 10% Lumbal SystemDocument2 pagesNO Nama Produk AKL Produk Code Size Principal Keterangan QTY Harga Harga + PPN 10% Lumbal SystemIndraSuryadibrataNo ratings yet
- Operation ManualDocument9 pagesOperation Manualapi-202718495No ratings yet
- Synthetic MIL-PRF-83282) Was Developed Which Is Superior ToDocument1 pageSynthetic MIL-PRF-83282) Was Developed Which Is Superior ToTrong Tuan NguyenNo ratings yet
- 1 Drilling Engineering IIDocument235 pages1 Drilling Engineering IIKarwan Dilmany100% (7)
- CEB 1043 Principles of Chemical Engineering Tutorial 3 (CLO1, C1:PO1Document1 pageCEB 1043 Principles of Chemical Engineering Tutorial 3 (CLO1, C1:PO1Nur KamiliaNo ratings yet
- d59687gc10 Toc GLMFDocument14 pagesd59687gc10 Toc GLMFmahmoud_elassaNo ratings yet
- CAD Specification for Network Rail ProjectsDocument3 pagesCAD Specification for Network Rail ProjectsManoj Kumar MNo ratings yet
- MTM and Motion Economy in Industrial EngineeringDocument12 pagesMTM and Motion Economy in Industrial Engineeringmdravi89No ratings yet
- INDE 513 hw1 SolDocument7 pagesINDE 513 hw1 SolWei GuoNo ratings yet
- C Tadm70 74Document3 pagesC Tadm70 74Kubbalai KhanNo ratings yet
- Graduate Catalog - Faculty of Engineering - Qatar University 2011-2012Document71 pagesGraduate Catalog - Faculty of Engineering - Qatar University 2011-2012Maher RagehNo ratings yet
- MM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFDocument20 pagesMM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFJames Jatmiko OetomoNo ratings yet
- Checklist For Selecting A CMMS Solution PDFDocument4 pagesChecklist For Selecting A CMMS Solution PDFambuenaflorNo ratings yet
- Seven Pragmatic Practices To Improve Software QualityDocument10 pagesSeven Pragmatic Practices To Improve Software QualityZeeshan Ahmed KhanNo ratings yet
- Clextra For Project ManagementDocument9 pagesClextra For Project ManagementCasper AbrahamNo ratings yet
- (VE216) Signals and Systems 2ed PDFDocument820 pages(VE216) Signals and Systems 2ed PDFhatetheschool100% (1)
- November 2016Document20 pagesNovember 2016Deepak JainNo ratings yet