Professional Documents
Culture Documents
Welder Cirt Total
Uploaded by
Nguyễn ChâuOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Welder Cirt Total
Uploaded by
Nguyễn ChâuCopyright:
Available Formats
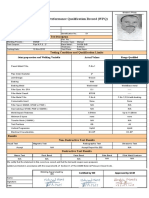
RE@RD OF WE]DER
OR I'I'EIDING
OPERATOR
QUA]TFICATION TETS
Welder or Welding operator name:
Welding process:
In accordance with procedure
Spec. No.
OD. Dia. and wall thick (if pipe)-otherwise, joint
thickness:
Range qual i fi es:
Thi ckness
3mm to Unl i mi ted
posi ti on
l"G_: -2-G -q1d
3G of pipe
Over 610mm
Describe filler metat (if into covered by AWS Spec.):
AWS Dl .1
_
2OO4
Filler metal diameter and trade name:
Flux for submerged arc or gas for gas metal arc or flux:
ls backing used ?:
N/A Cored wel di ng:
HUYNDA| S-7016.H
GUIDE BEND TEST RESULTS
Type
Result
Type
Result
N1A
N/A
N/A
N/A
FILLET TEST RESULTS
Appearance
N/A fillet size
Test conducted by
N{A per
N/A Lab test No.
N/A
Test witnessed by Jae cheol Yeom per DooSAN Site QA/QC manager test No. TTtupos/cAMAUMeT-oo4
Fi l m l D Resul ts Fi l m l D Results Fi l m l D Results
wD-010 Acceptable N/A N/A N{A NiA
We the undersigned certify that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of 5c or D of AWS D1.1 structural welding code.
Man ufactu rer or contractor:
Test Date:
Dec. 08, 2006
Prepared by Certified by
.lrlJt atfu\
1 1 0EC looE
--<a, , K
u - t /
_ _ _
$ IEM
ilAMA
Da' nu
'
,ro-rua
| \!\-
rf 'rr r
gvr"
I
Weldername:
KHONG VAN KHAM
... 14?!"0_4p)915
_
Wetder No.: wD-014
ING RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control.
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
GTAW+SMAW
N/A
P- No. 1 t o
p- No. 1
21. 95 mm
Ranqe Qualified
GTAW+SMAW
r-l-owll"g"
9w":"t?9, 1(SSM"F lx)
Unlimited
ALL
7-9"1nn-"!g-'ujlin1"ted-
ALL
............ ..--"E.8"7"Q9:cJ""Ezg:"-6-..9r"_E""sgi_v"a!._e.._n!
....
" . ........ ""-0"
gn-d 4
_or- _Eq-uivalent
ALL
ALL
N/A
N/A
168.3mm
N/A
ER70S-c+E7016
6 a n d 4
6G
Uohi l l
N/A
DCEN+DCEP
ALL
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELOS BY RAOIOGRAPHY
Radiographic Results
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared,
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
/ Wit
/ App
c_. - f . n r f f i
- - v r
r i " L r _ l i l
'^v$m;F
RE@RD OF WE1DER
OR WEII)|I\IG OPERATOR
QIJAIJFIOATION TETS
Weldername: KHONG VAN KHAM
142040915 Wetder No.: WD-014
A-TM-0101-416
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.;
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
ActualValues
GTAW
Without
P- No. 1 t o P- No. 1
4.78mm
21. 3mm
N/A
F8"70_s-c(selQ
6
Without
N/A
N/A
Ranoe Qualified
GTAW
With and Without
Flowing Q&423.1(ASME lX)
9.56mm
21.3mm to Unl i mi ted
_"_""-*e_BZls.c(9_oJdle1-E"sgva"le$*__"
o-Egsy-algl!_
ALL
With and Without
DCEN
ALL
Uphi l l
Uphi l l
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fig. No.
RADTOGRAPH|9 TEST RESULTS
FoR ALIERNATTVE ouALrFrcATtoN oF GRoovE wELos By RADtocRApHy
Accepted Report No.: TTA/POS/CAMAUMQT-020
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
__. -,lt/4................
mm. By
_-_.-.._!!1 ".. .._..__
Convexity N/A mm or Concavity
___..._.1!/A_____
mm
Test Conducted by:
.."............""..."._-..N1 "._
Laboratory-Test No
We certify that the statements in this record are conect and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
Mar.26.2007
MENS
OA/OC
RE@RD
OF IA'EIDER
OR IA/EIDING
OPERATOR
QUAIJHCANON TETS
Personal
lD. No.:
........1pJ!.199C..Z-.._ Wetder No.: WD_016
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Class:
F- No. :
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
SMAW
Without
Gr . l t o Gr . I
1Smm
E7016
Overhead
Withoul
N/A
N/A
N/A
Ranoe
Qualified
SMAW
Without and With
600mm to Unlimited
""*.... .... __"QQQmn
to Untimited
__ " - _-*Ez9j_Q"gl_e"gytye"!"e$
F. ' t . F. 2, F. 3, F. 4
.__"*F*otl"G!e9yg_en-q"E$_o.rCF" j!_-el)""
-* _ f",9tiGt_o:yilgn"q-f
, !l.g
H (E
i!!"eJ" "
Without and With
DCEP and DCEN
N/A
N/A
F.4
4G
VISUAL TEST RESULT
Visual Examination Result
Accepted
Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATTVE OUALIFICATTON OF GROOVE WELDS BY MDIOGRAPHY
A-""cep"-ts9...""-
Report No.: TTA/POS/CAMAUMOT_023
Length and Percent of Defects:
Macro Test Fusion:
Fi l l etSi ze(Leg):
.. ..N1A.........
Test Conducted by;
We the undersigned certify that the statement in this record are correct and that the welds
accordance with requirement of section 4 of AWS D1.1
-
2004 structural welding code.
were prepared
and tested in
Manufacturer or contractor:
Test Date:
1 t| nrq
7197
stEUEryS
QA/QC
RECORD
OF WETDER
OR WE1DING
OPERATOR
QIJATJFICATION T6T5
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (G-No):
Thickness
Di ameter
Fi l l er materi al
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F-No.:
N/A
E7016
F. 4
Wel di ng posi ti on:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumabl e i nsert:
Other:
Ranqe Qualified
SMAW
Without and With
Gr. l , Gr. l l . Gr. ttl
3mm to 30mm
600mm to Unlimited
600mm to Unlimited
........... ._.._...............F-2"q:19."-o-r"._e""e!'"iye!_e. n!
.L.1.,... f ,1-_L._g-,'1,.1--..___-.._...........
-"1,cH(9r"seJ"9"?"n"{1,"H,-gll(rJ!!qQ-*__
_ l-9lt_(_Qrsey"O "e$ "1,1!,"gHll!!!e0" """
Without and With
DCEP and DCEN
N/A
N/A
Actual Values
SMAW
"Wilh"e-ql
Gr . l t o Gr . I
15mm
Overhead
Wi thout
N/A
N/A
N/A
N/A
N/A
Visual Examination Result
Accepted
Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY MDIOGMPHY
Report No.: TTA/POS/CAMAUMQT-025
Length and Percent of Defects:
Macro Test Fusion:
Test Conducted by:
N/A
Laboratory_Test No.
N/A
We the undersigned certify that the statement in this record are correct and that the welds
accordance with requirement of section 4 of AWS D1 .1
-
2004 structural welding code.
were prepared
and tested in
10 APR A'b
stqMEN,S
OA/OC
We | d e r - MAl VAl ! T- y ^ . . | \ l . . Pe r s o n a l l D. No . : . ' J J 2 g 8 | ' | , . - o 2 l g . . . - We | d e r No ' : . . . . - - . WD.
UsingWPS
A-M-0808_119
Rev.:
" __g_" _
Welding dare:
__._.-_4p.L._Q1.,-2jgI
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
P-No .8 to P-No .8
Ranqe Qualified
SMAW
*". *.. .1""t_pwin"S__QW-423.
1 (ASME tX)
_.9p"..1-olzrnn*.'.......
ALL
61Omm to Unl i mi ted
6'1Omm to Unlimited
*._....__""_...
E308(L)-16 or Equi vatent
Without and With
DCEP and DCEN
N/A
N/A
ActualValues
SMAW
Without
Without and With
6mm
E3081-16
3G and 4G
Vertical +
Over head
Without
DCEP
N/A
VISUAL TEST RESULT
Visual Examinalion Results:
Accepted Report No.:
RADIOGRAPH]C TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
nse9p19d....*.. Report No.:
TTA/POS/CAMAUMQT_024
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
_ .l!/A .....
mm. By
.-"_$/ .-_....._
Convexity
U/4...*._
mm or Concavity N/A mm
We certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance w1h the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
**4-l
1 r l a! +
?[ l 07
SIEMENS
QAIQC
%H*
RE@RD OF WEIDER
OR WEIDT{G
OPERATOR
QIJAIIFICATION TETS
g2!Q]865
Welder No.: WD-018
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
Without
Without and With
P-No.8 to P-No.8
""_........__"Ipwil9
QW-423. 1 (ASME tX)
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Cl ass:
F-No.:
6mm
Up to 12mm
N/A
61Omm to Unlimited
61Omm to Unl i mi ted
E3081-16
E308(L)-1 6 or Equivatent
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert;
Other:
3G and 4G
ALL
Vertical +
Over head
Without and With
DCEP
DCEP and DCEN
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
VISUAI- TEST RESULT
Visual Examination Results:
Accepted Report No.:
Type and Fig. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
A."c"S9p1S9''...... Report No.:
TTA/POS/CAMAUMQT-024
Length and Percent of Defects:
Macro Test Fusion:
FilletSize(Leg):
" .....1t"{4....
By
............"1!{4._...
'Convexiry
N/A mm or Concavity._.*.._!!{A_*-__.. mm
We certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
1 il aP( ?f1[l7
RE@RD
OF WEIDER
OR WEIDII{G
OPERATOR
QUAIIFICATION TESTS
Welder name:
Using WPS
A-M_0101-192
Rev.:
**__0-- .
Wetding date:
................Apf...Q--?-, ?,007
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
MNGES
Actual Values
Ranqe Qualified
SMAW
Without and With
.-....-.....................-...--"c-1"!,.-9t-..1l,...__c_r,.._!l
3mm to Unlimited
N/A
Variable
Welding Process / Type:
Backing:
Material spec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
E7016
F.4
4G
Overhead
Without
DCEP
N/A
N/A
F. 1. F. 2, F. 3, F. 4
.__'......F-,9[Lc_199_v"e)"-en_g_F,Hp"lff
!re-U*"'
- - - f*o ll(G_rgey:e) _an"q ftl,"gU.(.|"!!!sU
- "" " ""_*_wi1b"e-q!_ed_w'u*
DCEp and DCEN
ALL
" -_ l)t"/
N/A
Visual Examination Results: Accepted
Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
a-c-_c-gp-Jpo
Report No.: TTA/POS/CAMAUMOT_022
Length and Percent of Defects:
Macro Test Fusion:
FilletSize(Leg):
".N1A.............
mm. By
............!!"/.1{.._.."..
Convexity
,___.--....ry4-_-
mm or Concavity N/A mm
Test Conducted by:
N/A
We the undersigned certify that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of Section 4 of AWS D1 .1
-
2004 structural welding code.
-
I
Man ufacturer or contractor:
Test Date:
__ -"
P*o_g_L"lL MA
Eg-g_ce.LrD,
. 04, 2007
"hv
,I
11 APR2OOTU
@
lkwy tdwtrios
& Cqtt,Etfum
RECORD OF WE1DER
OR WEIDII\IG
OPERATOR
qUAUFTANON
TE5T5
ln accordance with procedure
Spec. No.
OD. Dia. and wall thick (if pipe)-otherwise, joint
thickness:
Range qualifies:
Thickness
3mm to 40mm
position
1G, 2c and 3G
FILLER METAL
Spec. No.:
.......................... ...........A5.1
Ctassification:
E7016 F-No.:
Describe filler metat (if into covered by AWS Spec.):
AWS Dl .1
_
2OO4
Fi l l er metal di ameter and trade name:
3.2 & 4.0 Di a.
Flux for submerged arc or gas for gas metal arc or flux:
NiA
l s backi ng used ?:
Cored wel di ng:
HUYNDA| S-7016.H
Test conducted by:
N/A per
N/A Lab test No.
N/A
GUIDE BEND TEST RESULTS
Type
Result
Type
Result
N/A
N/A
N/A N/A
Test conducted by
N/A per
N/A Lab test No.
N/A
Fi l m l D Results Fi l m l D Results Fi l m l D Results
wD-023 Acceptable N/A N/A N/A N/A
Test witnessed by Jae Cheol Yeom per DOOSAN Site QA/QC manager test No. TTA/POS/CAMAUMQT-004
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of 5c or D of AWS D1.1 structural welding code.
Manufacturer or contractor:
Test Date:
POSLI LAMA E&C CO. . LTD.
Prepared by Certified by
t \r\rDfr,I\
1 1 0FC
1006
2-!
y'u*
stEMFr{t
QA/QC
CAMAIJ^I
.
CCPP
r)o. nt
/
,n,rr-
J
| \a\- .!.v I.G,IJIYI
RECORD
OF WE1DER
OR I'\'EIDING
OPERATOR
qUAUHCANON
T6T5
Welder or Welding operator name:
Welding process:
qM.AW
In accordance with procedure
Spec. No.
OD. Dia. and watt thick (if pipe)-otherwise, joint
thickness:
Rangequal i fi es: Thi ckness
3mm to 40mm Position
1G, 2c and 3G OD. of pi pe
Over 610mm
Spec. No.:
^5,1..' ...... -.._*..._
classification:
Describe filler metal (if into covered by AWS Spec.):
AWS D1 .1
_
2004
3. 2 & 4. 0 Di a.
Flux for submerged arc or gas for gas metal arc or flux: i . t r A
t r r n
HUYNDAI 5-7016.H
Test conducted by:
_ _*
Lab
N/A
GUIDE BEND TEST RESULTS
Type
Result
Type
Resul t
N/A
N/A N/ A
Test conducted by
-_
N/A
.__ ,
per
N/A Lab test No.
N/A
Fi l m l D Results Fi l m l D Results Fi l m l D Results
wD-024 Acceptable N/A N/A N/A N/A
Test witnessed by
',-J:-e
cheol Yeom per DoosAN site QA/QC manager test No. TTA/pos/cAMAUA/vQT-004
We the undersigned certify that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of 5c or D of AWS D1.1 structural welding code.
Man ufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD.
Prepared by Certified bv
i---_:
'd'^-r:
r,\,(,DAI\
1
'r
i|Fc 2006
J,e
'y'e.^'-
SIEM c
D^. ,ts
/trn' c-
/
| \z\- J.rv /r tg(J,IvI I
RE@RD
OF WE1DER
OR WE1DING
OPERATOR
qUAJFICATION
TETS
Welder name: NG_Uy_-EN g_U-Al'tgJUAN personat
tD. No.:
_1g_?_Aaq.g2g.* Wetder No.: Wp_024
Using WPS
A-M-0101_192
.
R"u,,
..._.........__-g-**..
Wetding date:
.....*.._flp10Q-2007
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
SMAW
l Snl m
N/A
E7016
Overhead
Without
N/A
Ranqe Qualified
SMAW
Without and With
Gr . l , Gr . l l , Gr . l l l
3mm to 30mm
600mm to Unlimited
600mm to Unlimited
_-""_."__E2919-_o r. E g u iva te nt
F. 1. F. 2, F. 3, F. 4
""-_".f ._o_l{ceeyQ*etg_F,!!"."o"r(|jle!)_......"...."...
--" -l-_.
s H (9!99ypl-erg_F".11 o
l(Fi!EQ"_..*
without and with
DCEP and DCEN
N/A
N/A
ALL
F. 4
4G
N/A
N/A
N/A
Visual Examination Result
Accepted
Report No.:
MDIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet size(Leg):
" ...|!A........ .
mm. By
............11/ "."..........
convexity
-*-N-/A - -
mm or concavity N/A mm
We the undersigned certify that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Man ufacturer or contractor:
Test Date:
1 0 APR 7007
S QAIQC
RE@RD
OF WEIDER
OR T,\'EIDNG
OPERATOR
QUAUFrcANON TESTS
Personal lD. No.:
L.g6"4"Sgg-.0_:!
Wetder No.: WD_O2S
0
. .....
Wetding date: Dec. 19, 2006
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F- No. :
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
N/A
P- No. 1 t o P- No. 1
20 mm
N/A
Ranqe
eualified
_s-"rynw
ALL
P- No. 1 t o
p- No. 1
..9nn1!-o_ fQmm
ALL
600pt
!-o_
uqlimj!-e""{.
.. ..
600mm to Unlimited
Actual Values
SMAW
N/A
N/A
.
v",e_rtjggl
N/A
" l!/A
N/A
N/A
E7016
4
3G
. ........ ..............4"L"1= .......
ALL
tvs"
It/A
N/A
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
. N"/A............
Test Conducted by:
We the undersigned certifo that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
2ODEC
RE@RD OF I'I/ETDER
OR WEIDII\IG
OPERATOR
QUAJFICAIION TESTS
vveroer or wetdtng operator name:
TRAN KHAC DAI
l D No. :
Welding process:
Welding type:
A-M-o101-192
Rev.:
0
vvetotng process:
_$MAW
In accordance with orocedure Snec No procedure
Spec. No.
FILLER METAL
Spec. No.:
Aq,.:1............
..............._-_
Ctassification:
Describe filler metal (if into covered by AWS Spec.):
E7016 F- No. :
AWS D1.1
-2004
Filler metal diameter and trade name:
3. 2 & 4. 0 Di a.
Flux for submerged arc or gas for gas metaf arc or nux;
N/A
l s backi ng used ?:
N/A Cored welding:
HUYNDAI 5.7016.H
GUIDE BEND TEST RESULTS
Test conducted by:
N/A per
N/A Lab test No.
FILLET TEST RESULTS
Appearance
Fracture test root penetration
Macro each
N/A fillet size
N/A
N/A
Test conduct"Jt/
" "
--N/A *--;;-
N/A Lab test No.
Type
Result
Type
Resull
N/A
N/A N/A NI / A
RADIOGRAPHIC TEST RESULTS
Test witnessed by Jae Cheol Yeom per DOOSAN Site QA/QC manager test No. TTA/p9S/CAMAUMqT-004
Fi l m l D Results Fi l m l D Results Fi l m l D Results
wD-024 Acceptable N/A N/A N/A NiA
We the undersigned certifo that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of 5c or D of AWS D1.1 structural welding code.
Manufacturer or contractor:
Test Date:
-" ROp_L-!*LA[4A
E_gC
-C-O,,,LTD
Dec.08, rffi---*
Prepared by Certified by
?,4.,_,,
DOOSAF
1 1 rlFll ?006
li. c
'Je.n-
slEMENq
OA/QCl
91r4grcq4
D,^ n4 nnI
4
QC
J.C,YEOM
RE@RD
OF WE1DER
OR IA'EIIXI\IG
OPERATOR
qUAIFTATON
TE5T5
In accordance with procedure
Spec. No.
OD. Dia. and walt thick (if pipe)-othenrise, joint
thickness:
Range qualifies:
Thickness
3mm to 40mm
1G, 2G and 3G OD. of pi pe
Over 610mm
FILLER METAL
Spec. No.:
................""....."........."...45.1
Ctassification;
E7016 F_No.:
Describe filler metal (if into covered by AWS Spec.):
Filler metal diameter and trade name:
3. 2 & 4. 0 Di a.
Flux for submerged arc or gas for gas metal arc or flux:
Cored wel di ng:
HUYNDA| S-7016.H
Test conducted by:
GUIDE BEND TEST RESULTS
Type
Result
Type
Result
N/A
N/A
N/A N/A
Test conducted by
. !-tl"lA . __ -,., --
per
N/A Lab test No.
N/A
Test witnessed by Jae cheol Yeom per
DoosAN site QA/QC manager test No. TTA/PoS/CAMAUMQT-004
RADIOGRAPHIC TEST RESULTS
Fi l m l D Results Fi l m l D Results Fi l m l D Results
wD-027 Acceptable N/A
N/A N/A N/A
We the undersigned certi! that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of 5c or D of AWS D1.1 structural welding code.
Manufacturer or contractor:
Test Date:
B9q-LjLAIULE**9-c_o-_:,!_r_pr
Prepared by Certified by
r-\
/r
ol
t l
^d
\(v-;*^ ^' ]' ,.1
DOOSAN
I I
0Fc,?006
5 C. t / q. *
Si I ME
A/0c
ilAMAU
D* d4 i,*;-
7
_Ag
J.SYEOM
RE@RD OF WE]DER OR I'\'EIDING OPERATOR
QUAIFICATION
TESTS
Personal l D. No. :
18!1178148
Weber No.: WD-027
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (G-No):
Actual Values
SMAW
Ranoe Qualified
SMAW
Without and With
Gr . l t o Gr . I Gr . l , Gr . l l , Gr . l l l
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Class:
F- No. :
3mm to 30mm
N/A ALL
600mm to Unlimited
600mm to Unlimited
E7016 E7016 or Equivalent
F.4 F. 1. F. 2, F. 3, F. 4
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Gonsumable insert:
Other:
4G
--""1".9H19!99v9-en.q-"F-,!:1,oH(till90"-.
* - 1.-o" !l"Geev9-s$-lJ!, 9F( f
i!!-e!-
-" -
Without and With
Overhead
DCEP DCEP and DCEN
N/A N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fi g. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor: POSLILAMA E&C CO.,LTD.
lrlAPR?t]f)?W
S QAIQC
Personal
lD. No.: 2_ILg!^g_l!p*_-
Wetder No.: WD_O2B
A:TM_o101-380
Welding date:
_p.gp
29,2006
THE ABOVE WELDER
IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Val ues
c-r^W-t_s.M"^!^/-
It/
o ""J o*--
"-""Vp""hilt _
N/A
DCEN+DCEP
N/A
N/A
Ranqe
Qualified
GT"AW+SMAW
" "EB"ZQS_:9:-FZ-9I"9
et -E"q_q!y?l_e-n!
_".................." .... '"-O-..3n-d_
4
-o-r_ Fquivalent
ALL
N/A
N/A
ALL
- "..._................................F"":."No_.1*to_
_p-_No
. 1
r-!"-ow[]"gQw":"{?"9,1(ASI[-E!X)
18.26 mm
Unlimited
168.3mm
73mm to Unlimited
N/A
ER7os-c+E7016
......-.........._a_L"L_.'.....'
ALL
It"t "
N/A
N/A
N/A
N/A
Visual Examination Results:
Accepted Report No.:
Type and Fig. No.
MDIOGRAPHIC TEST RESULTS
FOR ALTERNATTVE
OUALtFtCATtON OF GROOVE WELDS By RADtOGRApHy
Length and Percent of Defects:
mm. By
-.__"*l!/ ........."...--
Convexity N/A mm
Test Conducted by:
N/A
Laboratory_Test No.
we certiff that the statements in this record are conect and that the test welds were prepared,
welded and tested in accordance *" -"
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
*-".._pg"q|l_t4M8'-E_-&-c.-...g--o_r-L-LQ,'.'...
Test Date:
' P{-y
rl 7 ,rAil ^r
*
J.C YEOM CT H. D. Ki
RE@RD
OF WE1DER OR \'\'E]DING
OPERATOR
QUAJFIOA]ION T6T5
Wel der name: NGUYEN THANH TUNG
personat
tD. No.: 373336223 Welder No.: WD-029
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
GTAW+SMAW
N/A
P- No. ' l t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Class:
F- No. :
Ranqe Qualified
GTAW+SMAW
F-l
9yi1_g,ow-;-a?9,j.(A"qM"F.
In. .
Unl i mi ted
18. 26 mm
N/A
168.3mm
N/A
ER70S_c+E7016
73mm to Unlimited
ERTOS-G+E 7016 or Equi val ent
"o_
gn9
1p.t'. Fglti-v""?!9$
Wdding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumabl e i nsert:
Other:
"Vphr!l
DCEN+DCEP
ALL
.
All_
ALL
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Test Conducted by: N/A Laboratory-Test No. N/A
We certify that the statements in this record are correct and that the test welds were prepared, welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
r ooooo oEc ^*Ly
RE@RD
OF WETDER
OR WEIDNG
OPERATOR
QUAJHCAION TEIS
Welder name: DANG TRAN CHUYEN
personat
tD. No.: : 250669511
Wetder No.:
Using WPS
A:IM.:g:!o-1-3BO
Rev.: 3 W#;;;;
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control.
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
'.-c_T"^I
/-tgMAW
N/A
...................- ................P_:li-_o_.,1- !-o_ F_-:Nq,1
18. 26 mm
168.3mm
N/A
ER7oS-G+E7016
6 a n d 4
6G
"Vp"_hi!!"
N/A
DCEN+DCEP
" ".1t14"
N/A
Ranqe eualified
cI-aw.rglrAW
ALL
f"l"ey[n"-s"
ow"+?g,
:1 1^gM F ln
Unl i mi ted
ALL
Z9"mn "!9 _u_nlinlted
ALL
"".............. "88"2"9"9:c-1[/Q !-o-.91--,e9"\rj_v""?"1-e_n!.........
.......
_6 "91--d-..a 9-1.
E ggi-v?lg
nl
ALL
N/A
N/A
"
N14
N/A
ALL
ALL
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
MDIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALTFICATION OF GROOVE WELDS BY RADIOGRAPHY
A-c"ggp"!ed..
..
Report No.:
TTA/POS/CAMAUATQT_OO5
Length and Percent of Defects;
Macro Test Fusion:
Test Conducted by: N/A
Laboratory_Test No. N/A
We certify that the statements in this record are conect and that the test welds were prepared,
welded anct tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
2 0 Dtc 2006
RECORD
OF IA'EIDER
OR WETDNG
OPERATOR
QUAUFrcANON TET5
Jz_;lzls_ja;8
Wetder No.: WD_031
A-TM-o101-380
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F- No. :
Wdding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
....G"r"AW_-1.9MAW_
N/A
................................ .........f"-:No
-1. to*
p_-_No
. 1
18. 26 mm
168.3mm
ER70S-c+E7016
6 a n d 4
Uphi l l
N/A
DCEN+DCEP
N/A
N/A
N/A
Ranoe
Qualified
GTAW+SMRW
l"J"-o"Wing-ow""-4"?g,l(A"$M"E!x)
I"-3"m.."t9 $llimited
ALL
-E8"70:F;cf"eZ-91"9
gt
F"qgj-v""?tenl .. ..
6- qnd" 4
-o1 fggi_valpn!
ALL
ALL
ALL
N/A
N/A
6G
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
Type and Fig. No.
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Test Conducted by:
We certify that the statements in this record are correct and that the test welds were prepared,
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD
Dec. 19, 2006
2 t] Dtc ?t]06
22-/
BCT Fi . ,0. t(i i ,r r' Date
RE@RD OF WE1DER
OR WE1DING OPERATOR
QUA1JHCANON TESTS
Personal l D. No. :
-3--0-1?94fl-3-
Welder No.: WD-032
A-TM-o101-380
Welding date:
.............._D_-gg,
18, 2006
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Class:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
'-G--r-atry-+--s".!YAW
N/A
Range Qualified
. .G-r_AW1-S-MAW .............
ALL
r-h:wi!:'"g ow"4?9:
l
(A"$M"F
ln
"" "Vnlimlteg
ALL
........................................|""-S"fnm_to*U-_ntimited
EB"ZQ9:G"I"F7_Ql_-6"9r-_Es"q!-v""d-e_nl
...... ............... ...". "6_g.n-d-
4
_or
Equivalent
...... ...........4-L.l-""
ALL
N/A
P- No. 1 t o
18. 26 mm
168.3mm
N/A
ER70S-c+E7016
6 a n d 4
" " " 99"
"Vellll
N/A
DCEN+DCEP
P- No. 1
ALI.
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS 8Y RADIOGRAPHY
A"-c.ggplgd
Report No.:
TTA/pOS/CAMAUMqT-005
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared, welded and tested in accordance w1h the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD.
"P99=1"9,._?-0_9"_6
2 0 DEC 2006
T H" J" ( f r ;
RE@RD OF WEIDER OR \TT'EIDNG OPERATOR
QUAJFIOATION TESTS
141757453 Welder No.: WD-033
Wel di ng date: Dec. 18,2006
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
Ranoe Qualified
GTAW+SMAW
.
GT"AW+SMAW_
ALL
P- No. 1 t o P- No. 1
l-tg:w[r"g
gw"l?g,
:! "(ASM F !x)
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
18.26 mm
Unlimited
N/A
ALL
168.3mm
73mm to Unlimited
" "F*87_0""-s"":c""1F"2""-0"19
6 a n d 4
ER70S-G+E7016 or Equivalent
6 and 4 or Equivalent
Wdding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
6G
ALL
Uphi l l
ALL
DCEN+DCEP
"AL_l=..
ALL
N/A
N/A
N/A
N/A
N"{A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RAOIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
"-" N14..............-.
mm. By
"."."......-........11"{4........".........
Convexity N/A mm or Concavity N/A mm
We certify that the statements in this record are conect and that the test welds were prepared,
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
POSLILAMA E&C CO..LTD.
2 0 DEC 2006
RE@RD
OF WE]DER OR \A'EIDNG
OPERATOR
QIIAJFICATION TETS
NGUYEN DINH TUAN
personal
tD. No.:
1?:ll?p999
welder No.: wD-034
A-TM-o101-380
-3 . _
Welding date:
.....
Dec, 19,2006
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
GTAW+SMAW
N/A
P- No. 1 t o P- No. 1
18. 26 mm
N/A
168.3mm
N/A
r"l"ew"in-e
Qw":1?9,"1""6SM"E lX)
Unlimited
Range Qualified
GTAW+SMAW
......" ... AL__1..
73mm to Unlimited
ALL
_qg"Ell"-+-pgEp
N/A
ER7os-c+E7016
.............."e8"299:c-1-F"7"_0_1-_6-9r-._-Es"q!y9!"9n!......
6 a n d 4
" "9, e"n"q "4" "9f" "E9siy""e!9n!
"" _99
Uphi l l
ALL
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Fracture Test:
N/A
Length and Percent of Defects:
Macro Test Fusion:
POSLILAMA E&C CO..LTD.
We certify that the statements in this record are correct and that the test welds were prepared,
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
2 0 OEc 2005
tscr H. 5l]ffi
RE@RD
OF WEIDER
OR l,\'ElDlNG
OPERATOR
QuAttFtcAlloN TESIS
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWNG
MNGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
SMAW
Without
Gr . l t o Gr . I
N/A
N/A
E7016
F.4
4G
Overhead
Without
N/A
N/A
N/A
Ranqe Qualified
SMAW
Without and With
..-..........................._.."".*."c"r_"1.....9i,_!1'-9.l-Lrl-....._-
3mm to Unlimited
ALL
600mm to Unlimited
600mm to Unlimited
_" _ _-E"Z"Q:!-0*"-o"r"F""eyireLen"!
_- """
""..".."....................".._.**1.1_t?..1-,._3J,J*.........._.
*_ .
F-.oH(Groov-9|"en{F,"Hg.H(!.j!C9."."".'...
-_""1",9f"r"("gr_qey"g3n_q""[J1,g"L!ffi
!!sq"_
.-._._-"......_...."._.._.WjUggt
and With
DCEP and DCEN
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted
Report No.:
Type and Fig. No.
Result
Type and Fig. No.
Resull
N/A
N/A
N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELOS BY RADIOGRAPHY
Report No.: TTA/POS/CAMAUMQT-022
Length and Percent of Defects:
Macro Test Fusion:
Fillet size(Leg):
....!!/A..............
mm. By
.... ".....N"14.."...-......
convexity
--*Nl5-*_
mm or concavity N/A mm
Test Conducted by:
N/A
Laboratory_Test No.
N/A
We the undersigned certifo that the statement in this
lecord
a.re correct and that the welds were prepared
and tested in
accordance with requirement of Section 4 of AWS D1.1
-
20d4 structural welding code.
Manufacturer or contractor: pOSLILAMA
E*gqgO.,LTD.
1 0 APR ?007
SIEMEN$
QAIOC
RE@RD OF WE1DER OR WE]DINIG OPERATOR
QIJAIJFICA1ION
TESTS
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control'
Automatic
joint
tracking:
Consumable insert:
Other:
Actual Values
SMAW
Ranqe Qualified
SMAW
P- No. 1 t o P- No. ' 1
3mm to 40mm
600mm to Unlimited
600mm to Unlimited
E"Z
g
1.9 ",o r
E"
c
y j"vele n_1
4
ALL
N/A
l-''l/A
P- No. 1 t o P- No. 1
20 mm
E7016
DCEP
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fig. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATTVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD
Dec. 19. 2006
'P
e-l
2 |J DEC 2006
RECORD OF WEIDER OR WEI.DING OPERATOR
QUAIFICATION
TETS
Personal l D. No.: 186186362 Wel der No.: WD-036
Wel der name: NGUYEN HONG BANG
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (G-No):
Thickness Groove
Fi l l et:
Diameter Groove:
Fi l l et:
Fi l l er materi al Cl ass:
F- No. :
Wel di ng posi ti on:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumabl e i nsert:
Other:
Actual Val ues
I
Ranoe Qual i fi ed
SMAW
| .....
s!1.6w_
Gr . l , Gr . l l , Gr . l l l
F.OH(Groove) and F, H,OH(Fi l l et)
Without
Gr . l t o Gr . I
tsmm
Overhead
N/A
N/A
Without and With
3mm to 30mm
600mm to Unlimited
600mm to Unlimited
-"_f-,o--il9t-ogv-s)"e"n"{F_,Hj]"l"tjtill90
" "- -" " "-Jv-!Ue"v!""?-ng"Wit!*
DCEP and DCEN
N/A
N/A
N/A
ALL
F7""-0"1"-6" "
F. 4
4G
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Accepted Report No.:
...."_-._..rT-A/-F--o-9{9""4$"4p"".4ry-gl"-...q?9
Length and Percent of Defects:
Macro Test Fusion:
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
Y{-Y
1 0 APR 2007
SIEMENS OAIOC
RE@RD OF l'\'ElDER OR \'\'ElDlNG OPEMTOR QUAlFlcATloN
TESTS
186189361 Welder No.: W-D,--036-
Dec,
l
9_, 2p0-6-...........
. .
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
N/A
ALL
P-No .1 to P-No .1
P- No. 1 t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F-No.:
20 mm
3mm to 40mm
"NIA
N/A
ALL
600mm to Unlimited
N/A
oo"_Q_11s1.._!9...-u--llit
jteo
._e791.Q..o-t.*eeltiyelenl
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
Vertical
....... ......... ...f'
H.'Y-'
.. ..
F . H , V
N/A
ALL
DCEP
ALL
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted
Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELOS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
we the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirem-ent of section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
2 {] DEC 1005
RE@RD
OF WETDER OR WEIDING
OPERATOR QUAlFlcAIloN
TETS
We| dername: -N. GuyFN-' ' X-U. . ^| {. . . Ht . . E-q' . ' ' . . Persona| l D. No. : . , . . . . . . . . . l . 1. ^; ] ' p^| upz-. Wel der
THEABovEWELDER| sQuALl F| eoFoRTHEFoLLow| NG,| l ANGEs
Variable
Welding Process / TYPe:
Backing:
Material sPec.
(P-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
Welding Position:
Weld
progression:
Gas type / Backing
gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint tracking:
Consumable insert:
Other:
Ranqe Qualified
SMAW
P- No. 1 t o P- No ' 1
3mm to 40mm
ALL
600mm to Unlimited
6-0,011tm
-!9
Un[imiled
"-eZol 9 "etF""g"u
jY
ele nl
F . H , V
F . H , V
N/A
N/A
N/A
N/A
Actual Values
. 9_MAW'''........
N/A
ALL
20 mm
N/A
E7016
4
3G
Vertical
N/A
ALL
N/A
N/A
Visual Examination Results:
Accepted
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
f f i i ! t hat t hest at ement i nt hi srecordarecorrect andt hat t hewe| dswerepreparedandt est edi n
accordance with requiremlni of Seaion 4 of AWS D1.1
-
2004 structural welding code'
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
2 0 DEC ?006
RE@RD oF wEtDER OR \lrEtDt{G OPERATOR QUAttHcAnoNl
T6tS
Welder name:
-N-G*U-"YE.N..X-U"-AN.*UIF--U
Personal lD. No.:
*L2J52--3J.8*
Welder No':
--W-Q;0-3-7---
Usins WPS No.:
- .".n"M:9-1-91.:19?
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING
RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding
position:
Weld
progression:
Gas type / Backing
gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint tracking:
Consumable insert:
Other:
Actual Values
SMAW
--W"i![e"vl"
Gr. l to Gr. I
N/A
E7016
4G
Overhead
Without
DCEP
N/A
N/A
N/A
Ranqe Qualified
SMAW
Without and With
Gr . l , Gr . l l ' Gr . l l l
3mm to Unlimited
600mm to Unlimited
600mm to Unl i mi ted.-
Without and With
DCEP and DCEN
N/A
F.4
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted
Report No':
Type and Fig. No.
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Accepted Report No.:
*-*--_1-tlvl?e9/9
MAroI-9ae
Length and Percent of Defects:
Macro Test Fusion:
we the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance witi requirem-ent of Section 4 of AWS D1.1
-
2004 structural welding code.
POSLILAMA E&C CO TD.
Y{'-y
RE@RD
OF \'\rElDER
OR WEID|II{G
OPERATOR Ql.,AllHCAlloN
TESTS
We|dername:B-Ut' -.coN:G.' ' o-U-A!t-G...-Persona||D.No.:
T H E A B OV E WE L D E R
I S OU A L I F I E D
F OR T H E F OL L
I N G, n n N Ge S i
ActualValues
Ranoe Qualified
SMAW
SMAW
P- No. 1 t o P- No ' 1
P- No. 1 t o P- No ' 1
3mm to 40mm
ALL
600mm to Unlimited
20 mm
F-No.:
Variable
Welding Process / TYPe:
Backing:
Material sPec.
(P-No):
Thickness
Diameter
Filler material
N/A
E7016
600mm to Unlimited
-Elpl6..-ot$qqiY?1-e.nl..
. ..
ALL
ALL
N/A
Fillet:
Groove:
Fillet:
Class:
N/A
Welding Position:
Weld
progression:
Gas type / Backing
gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint tracking:
Consumable
insert:
Other:
DCEP
N/A
N/A
N/A
N/A
N/A
N/A
N/A
Visual Examination
Results:
, l9-c9PL99
Report No':
FOR ALTERNATIVE QUALIFTCATION
OF GROOVE WELDS BY RADIOGRAPHY
-.A-qpSp!-e.-9-..-
ReportNo':
-- -"."-"...-fr-ry-P-o$lc-A$
-V/11'or-:-0Q9"
Fracture Test:
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Les):
" ...--!t/"4'.
f f i i f yt hat t hest at ement i nt hi srecordarecorrect andt hat t hewe| dswerepreparedandt est edi n
accordance
with requirem'";l;i
Silil 4 of AWS D1'1
-
2004 structural welding code'
2 O DEC?
RE@RD OF WEIDER OR WElIING OPERATOR
QUA1JFrcANON
T6T5
162478721 Welder No.: WD-039
A-M-0101-192 Rev.:
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranoe Qualified
SMAW
P-No.1 to P-No
' i!.... ........ ................ . ".......P.-:tt9...,.:t...-!9......P-:Ng...,1.. .... . .
3mm to 40mm
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Cl ass:
F-No.:
20 mm
ALL
600mm to Unlimited
E7016 E-70
:t
6.
"-o_!:...F__g.H iye!-e,n!
Wdding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
DCEP
N/A
N/A
N/A N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
MDIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
A" e- c. gp! g9. . . . Repor t No. : . . . . . . . . . . . . . " ' . . . . . . ' ' ' . . . . . . . . . . . . TJ" A/ P- os/ - - c- - AMA- U- ^/ v
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg): N/A mm. By N/A Convexity N/A mm or Concavity N/A mm
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor: POSLILAMA E&C CO..LTD.
'1.,
{-y 2 0 Dtc 2006
RE@RD OF WEIDER ORWE1DNG OPERATOR
QUA1JHCANON
TETS
Wel der name: NGUYEN NGOC TUAN 125276614 Welder No.: WD-040
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (P-No):
ActualValues
GTAW+SMAW
Ranqe Qualified
GTAW+SMAW
ALL
P- No. 1 t o P- No. 1 rl"ey11"e.ow-jaq,:l-(a9M"Fln
"
Unlimited
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F- No. :
18.26 mm
168.3mm 73mm to Unlimited
ER70S-G+E7016
..'.''"E829$:G-tF-Z91q9l*E"q"u-v-e!"-e"n1..............
........ ....................."-0".an"q-..1
o""t...."q9!,f.i-v,"?19n1................
ALL
6 a n d 4
Wdding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
-Up"[ill"
DCEN+DCEP
ALL
N/A
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted
Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
A.P"geP!sg--''...
RePort No':
Length and Percent of Defects:
Macro Test Fusion:
Test Conducted bY:
we certify that the statements in this record are correct and that the test welds were prepared, welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
Ki m / Dat e
'P"9-y
RE@RD OF WE1DER OR WETIING OPERATOR
QIJAJHCANON
TESTS
141743717 Welder No.: WD-041
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Usi ng WPS No.:
Actual Values
._"..G".-r"AlryjgI\,IAW
N/A
P- No. 1 t o P- No. 1
' t68.3mm
ER70S-G+E7016
6 a n d 4
" llehill
N/A
DCEN+DCEP
N/A
N/A
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
Ranqe Qualified
GTAW+SMAW
l"l"9w11"s
ow.l?g,
:1 $sl\4 F !n
Unl i mi ted
73mm to Unlimited
..."............. -eF"ZQS:-c-:"E7_9.1"-0".-o""1Efwjy--d--e-n!.................
6 and 4 or Equivalent
N/A
N/A
N/A
ALL
ALL
6G
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fig. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Accepted Report No.: TTA/POS/CAMAUMQT-007
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared, welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD.
S3CT H" D. K. i i n / Da
**v
RE@RD OF WEIDER ORWE1DING
OPERATOR QUATTHCANON
TETS
DAM XUAN TRUONG
Personal lD. No' :
-27M?::14
Welder No' : WD--04-2
A-TM-o101-380
Rev.: 3 Welding date:
.'-......D-"-c-,..29...?006
THEABoVEWELDER| sQUAL| F| EDFoRTHEFoLLoWING,RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec.
(P-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Class:
F-No.:
Welding Position:
Wdd
progression:
Gas type / Backing
gas:
Welding current tYPe /
Polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint tracking:
Consumable insert:
Other:
Actual Values
GTAW+SMAW
N/A
P- No. 1 t o P- No. 1
168.3mm
N/A
ER70S-G+E7016
6 a n d 4
" -u.eltil!
N/A
DCEN+DCEP
N/A
N/A
N/A
N/A
?1,"9"9nm
N/A
Ranqe Qualified
GTAWTS_MAW
llp"v"rns "oW+?-3-: :!"(AS
M"F
lx)
Unlimited
73mm to Unlimited
" F-BZQS":c-:E7-91!"o"eL"Es"qi-v--de--nl
"
6 and
f.g" ""Eggiye!-e-nl
ALL
ALL
ALL
N/A
N/A
N/A
ALL
6G
N/A
N/A
N/A
Visua| Examination
Resu|ts:
Accepted
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
-......'.4pp.gp1gd
Report No':
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
Test Conducted bY:
ffi ntsi nthi srecordarecorrectandthatthetestwe| dswereprepared,we| dedandtestedi naccordancewi ththe
requirements of the Section lX of the ASME Code'
fl ? ,tAil
2007
,Pe-7
RE@RD OF WEIDER OR WEIDING OPERATOR
qUA#lcATloN TETS
We | d e r n a me : NGo QUANGHUYENPe Ts o n a | | D. No . : . . . . . . . . . ? - 0 " p 0 : 3 - ? - 5 : : z ' 3 We | d e r No . :
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Materi al spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding
position:
Weld progression:
Gas type / Backing
gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint tracking:
Consumable insert:
Other:
,,-....Y-e-s.(wj!h.baghslnginil.
P- No. 1 t o P- No. 1
12mm
Ranqe Qualified
SMAW
Y-e""q .... ....
P- No. 1 t o P- No. 1
600mm to Unlimited
990-mm Le !hlin!le""Q
E7016 or Equi val ent
4
tr t-t \/
F . H , V
ALL
N/A
lllA
Actual Values
SMAW
3mm to 24mm
E7016
3G
N/A
DCEP
N/A
N/A
Visual Examination Results: Accepted
Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
A- c . 9 9 P. ] . 9 d . . . . . . . . Re p o r t No ' : . , . . , . . . . . . TT- A/ F- o 9 l 9 AMAu
Length and Percent of Defects
Macro Test Fusion:
Fillet Size(Leg):
we the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance w1i requirem-ent of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
1 FFB 2007
RE@RD OF WE1DER OR WEIDNG OPERATOR
QIJAUFrcATON
T6T5
VO HOANG THANH NHUNG Personal l D. No.:
...?"7""?9""9"_0_9"9p_ -
Welder No.: wD-u4
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
MNGES
Variable
Welding Process / Type:
Backing:
I
flaterial
spec. (P-No):
Actual Values
SMAW
Range Qualified
SMAW
"Y""-e""q
grth
"Qe"-c"K srin"{"in"O . _" - """_
..P--:lt_9...,...1...!p-_..F-:N_g.,.:1..._................
--_.
22mm
P-No .1 to P-No .1
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
3mm to 44mm
N/A
ALL
600mm to Unlimited
600mm to Unlimited
E7016
"E*291"-o-""e1-f-q-qi-.v3lenl
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
............._...f-,.._11,.."y_.*_....._..
_-.._.....__....1-...t1,'-v*-
ALL
N/A
N/A
N/A N/A
N/A
N/A
N/A
_ N1 4 _
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fig. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADTOGMPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet size(Leg):
_""N/.4_. _-.--
mm. By
_.'."""-ryl[__
Convexity
__ l!14,_
mm or concavity N/A mm
We the undersigned certiff that the statement in this record are correct and that the welds were prepared and tested in accordance
with requirement of Section 4 of AWS D1.1
-
20(X structural welding code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD
0 i FFB 2007
RE@RD OF \'UELDER OR WEID|NG OPERATOR QuAuHcAnoN
TEIS
113051243 Welder No.: WD-045
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec.
(P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding
position:
Weld progression:
Gas type / Backing
gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
21,e5
nUn
(9_r_A!_v__=ln11)'.
"""- .*."
Ranqe Qualified
GTAW+SMAW
- t!"qwin-s
oWl-?q;!"egMF
ln
""".... . " _". ..-u-nlirjteo..(cr"flw-;1"+"nfl
....
ALL
73mm to Unlimited
ERZ 0 S:9-+-F7"_0_:!
I
gt---Eg9l-v"-ele
nl
"...................".."Q"..?.n9IolEq"!L!-v"119n1.""...'.
ALL
ALL
N/A
Actual Values
GTAW+SMAW
N/A
P- No. 1 t o P- No. 1
168.3mm
ER7oS-G+E7016
6 a n d 4
6G
DCEN+DCEP
N/A
N/A
Visual Examination Results: Accepted
Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
.-.A.-c-.-c-gpled---
Report No':
* - - IrA/Pg-ge ]1{A-q|!-QI:9.L-Q-
Length and Percent of Defects:
Macro Test Fusion:
we certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance
with the
requiremints of the Section lX of the ASME Code'
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
H. D. Kim I Dat
(l
1 *q ?00?
"mJ*
RE@RD OF I'VEIDER OR WE1DING OPERATOR
QUATJFICA]ION T6T5
Wel der name: NGUYEN QUOC DINH No.: 113064670 Welder No.: WD-046
Usi ng WPS No.: A-TM-0101-380
Wel di ngdat e: Jan. 28, 2007
THE ABOVE WELDER IS
QUALIFIED FORTHE FOLLOWING RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (P-No):
Actual Values
"GI"Ay-v"JgMAW
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
N/A
P- No. 1 t o P- No. ' l
2!.,_e5 mg(cJ-gw:Zmn)
N/A
168.3mm
...................' ' ' ' ' ' ' ' .,,EBZ9s-:o-le,7-"o-]
6 a n d 4
"tJphrl!
N/A
DCEN+DCEP
N/A
Ranqe Qualified
GTAW+SMAW
ALL
...... .. ...........f |ewin-g
ow_4?3jj$sM-E
lx)
lJnlinile9
(QI"Aw:
:l"l"rir ril"
ALL
"7-911!"u"!"9-u_nlini!-e"d
ALL
................ E8"7""-o"s:c"-+""E"2_9:!.9.."q.r".Fq.eiyal-e_lI..........
..-"-0"..e.n"9..1..,er''e,q9iy"e!9l1...............
".ALl -
ALL
ALL
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
A.-c"-9gp!99--.. Report No.: TTA/POS/CAMAUMQT-010
Length and Percent of Defects:
Macro Test Fusion:
Laboratory-Test No.
We certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
POSLILAMA E&C CO..LTD
Feb. 01. 2007
&-1
lcmnl..rtccPP
0 1 FFB 2007
HSBCT ri.5.-Kfr78
RE@RD OF WE]DER OR WE1DING OPERATOR
QUA1IFICATION
TESTS
111695691 Wel der No.: WD-047
Welding date:
..... ......-:len.
28,2007
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
I
Variable
Welding Process / Type:
Backi ng:
Material spec. (P-No):
Thickness
Diameter
Fi l l er materi al
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F- No. :
Wdding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
"GLAW-j"qMAW
N"/A "
P- No. 1 t o P- No. 1
........"?:1,."e""9-.nn.[GIAw:Zm).......... .... .....
........!"9""9,.-3-nr
....... . -.*''''-EBZg-s_:c-lF_7_-0-1"-6 ..............
6G
N/A
N/A
" N/A
N/A
N/A
Ranqe Qual i fi ed
GTAW+SMAW
ALL
tl"-o"wrn
g ow"":1?3,
:1
(A9
ryl,E ln
Unl i mi ted
(GTAW=14mm)
ALL
T9rn"le
utlini!_e""q
ALL
ER70S-G+E7016 or Equi val ent
o_
an-9 1"eL "Essi.v"ele$
ALL
.
AL--L
ALL
ALL
N/4.
"
. lt/4.
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.: N/A
GUIDED BEND TEST RESULT
Type and Fig. No. Result Type and Fi g. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGMPHY
Fracture Test:
FILLET WELD TEST RESULTS
N/A
Length and Percent of Defects:
Macro Test Fusion:
N/A mm % N/A
Test Conducted by: N/A
Manufacturer or contractor:
Test Date:
F_osll
LAMA
. -E"+.g'"-C- 9,,.!Jp: ...
Feb. 01. 2007
We certif that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
l* ^'A**q
isremryqlA/oc I
LCAMA!,+-
CCPP
I
@
VU
QC J.C
YEOM
W
RE@RD OF WE]DER OR \It E]D|NG OPERATOR QUAUFICATION
TESIS
Wel der name: PHAM QUANG KHUONG Personal l D' No' : 164038516 Wel der No.: WD-048
UsingwPS
A:rM:0J.-0-1:q99-..-.-
--
R"u''
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
Actual Values
GTAW+SMAW
.....-........ P":N"-o-.,..l|"...!p-"...P-N"g-.,..lt-.. ..................................."
18.26 mm (GTAW=Smm)
168.3mm
"EB7-A-S"":9:F""7""-0_1-6_ " _""" -_
6 a n d 4
lJPhiLl
N/A
Ranqe Qualified
GTAW+SMAW
ALL
r!-o" y"111s
"Qw"+?-3*1
(49!t"F
Ln
u
llip!!_e.Q
(c--r"fw1 1_ om"m)
ALL
73mm to Unlimited
...............'E8"29s:G-lEZ-9:1"q-"qr."Es-qi-v-3,!"e-n1....
6 and 4 or Equivalent
N/A
6G " A_L"l_ "
ALL
DCEN+DCEP
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted
Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
TTA/POS/CAMAUMQT-O1O
Length and Percent of Defects:
Macro Test Fusion:
we certifo that the statements in this record are conect and that
the
test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
0 1 FFB 2007
slEMEryvgA/oc
^^rf
Atitfi,cPP
RE@RD OF WE1DER OR WEIDING OPERATOR
QUAIJFTAnON
TESTS
Wel der name: DO THAI SON
-3
Wetdi ng date: Jan.28,2007
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (P-No):
Actual Values
GTAW+SMAW
Ranoe Qualified
GTAW+SMAW
N/A ALL
P- No. 1 t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Cl ass:
F-No.:
llllim i!90"
(cr"
$w:1-0_m
m)
ALL
168.3mm 73mm to Unl i mi ted
N/A ALL
ER7oS-G+E7016 ER70S-G+E7016 0r
".-e""g"ui"vel-e-n1......................
6 a n d 4
"-0..e.no'. 1
gt-
.E.q'9.i-v"el9nl
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint tracking:
Consumable insert:
Other:
6G ALL
DCEN+DCEP
N/A
N/A
N/A N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fig. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGMPHY
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
POSLILAMA E&C CO.,LTD.
tl 1 FFts 2007
SBCT ft D. t<inn I Pa
*..-.......-.....-.*.-.......-:-.'-'.:.::.........-...-'.'''......................'Persona||D.No.:
".{-.IM":g19.1-9-8-g
__.
Rev.:
__!
Wetding
date:
Jan.28,2007
THe
naove
weoen
s
oLLOW|NG
MNGES
Variable
Welding
process
/ Type:
Backing:
Material
spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding
current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic
voltage control:
Automatic joint
tracking:
Consumable
insert:
Other:
Actual Values
GTAW+SURw
Ranqe
Qualified
9TAW+StunW
ALL
e_!q$l"g-gw-4"?9",L.(A$M"FIn
." _unlini!ed"G_IAt!"":1qnD._
.
" " -_FRZ""9"S:S_IF.Zp
1 Q "er"F""s!iysl-ent
_
_ "_o-an-q1-or*F"g"q!y-eL9rl
.".."."....j1""1=_.
6 a n d 4
""-u_p"Ull
ALL
DCEN+DcEP
N/A
N/A
N/A
N/A
N/A
ALL
/*3pm
to Untimited
ALL
1"9",?""-o-:nn1c_fAW":"gm.d-
FOR ALTERNATIVE
QUALIFICATION
OF GROOVE WELDS BY RADIOGRAPHY
A_ccepted
Report No.; ._._;.;_;r-.::.:...-._...* ^cpuil. r\o.;
* *
TF-&F_OSLC.AI4LUAV_OT_010
Length and
percent
of Defects:
Macro Test Fusion:
Fillet Size(Leg):
"_.." .l!/"A-.-_......
mm.
By
_..__ ._....N{A...-.........._ Convexity
. .. .......11A....__.......
P"gg_LlLAMA*E-q-c--q-o_,,_LJP.
ff
r#,ll::l'];"'5jilTli,:llH
fsilg e;
srEMFt{gQA/oc
CAMKU/ftCCPP
t] 1 FFft
2007
RE@RD
OF TA'EIDER
OR TA/EIDI{G
OPERATOR
QUAIFrcANON TEIS
Welder name:
. _-D.
ANg D-.lNl-f
_T-.flUAN-.
personal
tD. No.:
].HE
ABOVE
WELDER
IS
QUALIFIED FOR THE FOLLOWING
RANGES
Actual Val ues
su^w
.."_ _ " P:l!.q-,1_l-o*F_:l!-q.:!
22mm
E7016
Vertical
N/A
N/A
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove;
Fillet:
Groove;
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Ranoe
Qualified
SMAW
P- No. 1 t o P- No. 1
3mm to 44mm
ALL
Q00mm
to Unlimited
99_-0-mm
to Untimited
....." .............."....""..-"".E2_01
Q._o-r_-Equivatent
N/A
ALL
NrA
N/A
3G
VisualExamination
Resutt
Lcc.gplgg _
Report No.:
MDIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
' . ' . . . ' ' ' ' . . . . . . . A- c' " 99P. Jsg* Repor t No' : - . TT^/ B9- Q/ . . c. . ^M. A. v. . 4r
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg);
we the undersigned certifi that the statement in this record are correct and that the wetds *"r"
f,frlEf,iffi
accordance with requirement
of section 4 of AWS D1.1
-
zoo+ structuial welding code.
P_9$LILAMA
E&C CO., LrD.
RE@RD
OF IA/ETDER
OR IA'ETDING
OPERATOR
QUAIJHCANON
TESTS
Personat
tD. No.:
.........1.p"_O"Z"j_:t_Q-g""-3_...
-
Wetder No.:
WD_OSl
R"u.,
-....._....*...9.._
___
Welding
date:
._.-..-.....fl55,..p-p*-2002
THE ABOVE
WELDER
IS
QUALIFIED
FOR THE FOLLOWING
RANGES
Actual Values
SMAW
Without
Gr. l to Gr. I
1Smm
F.4
Overhead
Without
DCEP
Variable
Welding
process
lType:
Backi ng:
Material
spec. (G-No):
Thi ckness
Di ameter
Fi l l er materi al
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas;
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumabl e
i nsert:
Other:
N/A
Ranoe
Qualified
SMAW
_pjlhout
and With
ALL
.60-0gm
to Unlimited
ppOmm
to Untimited
Without and With
DCEP and DCEN
N/A
N/A
N/A
N/A
N/A
MDIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Report No.:
*-._- " _T_L.rypos/cAMAUATeT_o2s
Fracture Test:
Length and
percent
of Defects:
Macro Test Fusion:
Fillet Size(Leg):
_" *VA
mm.
Test Conducted by:
Wet heundersi gnedcert i f ot hat t hest at ement i nt hi srecordarecorrect "
accordance
with requirement
of section + ot Aws or . r
_
ioo+ strffi; wetding code.
....._".". l_o^sl!
LAMA E&C CO..LTD.
Test Date:
1 0 APtt'iuu1
srErtFNs
QAIQC
RE@RD
OF IA'EIDER
OR vvElDtNG
OPERATOR
QUAUFTAIoN T6T5
UA.-8""?_995 Welder No.: WD_O52
THE ABOVE
WELDER
IS
QUALIFIED FOR THE FOLLOWING
MNGES
Variable
Welding Process / Type;
Backing:
Material spec. (p-No):
ActualValues
SMAW
Ranoe
Qualified
SMAW
ALL
P- No. 1 t o
p- No. i
P- No. 1 t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
22mm
3mm to 44mm
ALL
N/A
600mm to Unlimited
" "_110"19"
" _- _9-ognu&-qn!tu"t-e!_"-
" ""
-".."......._.-....................-E./""-0_16_-or_Equivalent
4
Welding position:
Wdd progression:
Gas type / Backing gas;
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
3G
F . H , V
Vertical
_ """""N/ _
F . H . V
ALL
DCEP
ALL
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
VisualExamination
Resutt
_
n-c.g9_nl9d
Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY MDIOGRAPHY
Length and Percent of Defects;
Macro Test Fusion:
We the undersigned certiff that the statement in this record are correct and that the welds
accordance with requirement of section 4 of AWS D1.1
-
2oo+ structuial welding code.
were prepared
and tested in
|i 1 +g
2gg7
RE@RD
OF IA'EIDER
OR I'I'EIDII\IG
OPERATOR
QUAJHCANON TETS
_ -?U95s2ll*._... WetderNo.:
WD_os3
THE ABOVE
WELDER
IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
ActualValues
SMAW
Ranoe
Qualified
SMAW
N/A
P- No. 1 t o P- No. 1
P- No. 1 t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.;
3mm to 44mm
ALL
N/A
600mm to Unlimited
N/A
-[00mm
to Unlimited
E7016
Welding position:
Wdd progression;
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
3G
Vertical
F . H , V
DCEP
ALL
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
RADIOGMPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALTFICATTON OF GROOVE WELDS BY RADIOGRAPHY
Fracture Test:
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
we the undersigned
certiff that the statement in this record are corect and that the welds
accordance with requirement
of section 4 of AWS D1.1
-2004
stru;;; werding code.
were prepared
and tested in
rt 1 f f B 2007
RE@RD
OF WE1DER
OR TA'EIIXI{G
OPERATOR qUAUFICANON
TEIS
Personat
tD. No.:
_*{Cgg?A* Wetder No.:
WD_OO3
Reu.:
*...._..-.-..9_. Wetding
date:
....*'._flp_1.*lQQi!OO7
THE ABOVE
WELDER
IS
QUALTFIED FOR THE FOLLOWING
RANGES
Actual Values
SMAW
Variable
Welding Process / Type:
Backing:
Material spec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Class:
F-No.:
Welding position;
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control.
Automatic joint
tracking:
Consumable insert:
Other:
Ranoe
Qualified
SMAW
Without
Without and With
Gr. l to Gr. I
Gr. l, Gr. lt, Gr. ill
1smm
3mm to 30mm
N/A
6Q0mm to Unlimited
N/A
9990CI
to Untimited
E7016
*__ ."__._*E*291
9
or
"{qtnyg!9!!_","-.._.."_..*'
*__* -
FJ,l2,lr,
f,4
Overhead
Without
DCEP
DCEP and DCEN
N/A
N/A
N/A
N/A
N/A
N/A
F.4
N/A
_* _*f"pllG
roeyg
_en
g-F-[gt1fi!eU*-
*
Without and With
VISUAL TEST RESULT
Report No.:
MDIOGMPHIC
TEST RESULTS
FOR ALTERNATTVE
QUALIFICATION OF GROOVE WELDS BY MDIOGRAPHY
Length and Percent of Defects:
Convexity
N/A*_ mm or Concavity
w'e the undersigned certifu that the statement in this record are correct and that the welds
accordance
with requirement
of section 4 of AWS D1.1
-
zoo+ "trJriJ werding code.
were prepared
and tested in
Man ufacturer or contractor:
Test Date:
1 0 AP|l 2l]07 QA/OC
RE@RD
OF WE1DER
OR WE1DING
OPERATOR
QIIAIIHCANON TESTS
PersonaltD.
No.:
..... .:!"7""q99-6""q91 Wetder No.: WD_0S4
Wel di ngdat e:
J-an. 2g, 2006
THE ABOVE
WELDER IS
QUALIFIED FOR THE FOLLOWING
MNGES
Welder
.._L-F_.VAN._Q--.U-N.G-....
Using WPS No.:
A_M_0101_1g2
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
N/A
E7016
4
3G
Vertical
N;
Ranqe
Qualified
SMAW
ALL
P- No. 1 t o P- No. 1
3mm to 44mm
.. ..990mm -to*.
Un I im ited
.... ..... " ''..''..490_mm
t-o-
_Untimited
-E l0 ;!
6.
-oI fqg tValent
4
.f, H,.-y*.
F . H . V
At I
8l-,1
N/A
N/A
Actual Values
.... _s-Mnw..........
N/A
P- No. ' l t o P- No. 1
22mm
N/A
N/A
-D"g"EP
N/A
N/A
N/A
N/A
" t!"/A
N/A
N/A
N/A
N/A
Visual Examination Result
...A-ccepted
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
OUALIFICATION OF GROOVE WELDS BY RADIOGMPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
.. ."
N/A
........
Test Conducted by:
Manufacturer or contractor:
pOSLILAMA
E&C CO..LTD.
we the undersigned
certifi that the statement in this record are correct and that the welds *"r"
olo"*lnffi "
accordance with requirement
of section 4 of AWS D1.1
-
zoo+ ,tir"lriJ wetding code.
f | 1 Fi n
200i
ru
M
RE@RD OF WE1DER
OR WEIDING
OPERATOR
QUAIFICATION IETS
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
SMAW
N/A
P- No. 1 t o P- No. 1
E7016
Vertical
N/A
N/A
N/A
N/A
N/A
N/A
Ranqe Qualified
SMAW
P- No. 1 t o P- No. 1
..9m"m'!_o-'11tnm
ALL
600mm to Unlimited
600mm to Unlimited
................" .......... .......-E"2""q.:!.9""-o"t.."*E-ggj"yel-el.'_!
4
F . H , V
F . H . V
ALL
N/A
N/A
N/A
3G
ALL
N/A
VISUAL TEST RESULT
VisualExamination
Result
-A-qggpjg{
Report No.:
MDIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY R,ADIOGRAPHY
Report No.:
TTA/POS/CAMAUATQT_009
Length and Percent of Defects:
Test Conducted by:
_*__-
N/A
_... __ -
Laboratory_Test No.
y::l:-::*::lgi:1,::I!^jl11tF-:F!"T:ll jl,f:_,:*rd_are correcr and rhat the werds were prepared
and rested in
I rsr s
Pr
sPqt 9u at ru l gu
accordance with requirement of section 4 of AWS D1.1
-
2004 structuril welding code.
Manufacturer or contractor:
'.........p--o--glllA.[r114
-E*-q_.g*g',-LJ--D-.,'-'.......
Test Date: E^L n, 6^^,
0 1 FFB ?00i
RE@RD OF \'\'ETDER OR \fT'ETDIT{G OPERATOR
QUAIFICANON
TESTS
090927266 Welder No.: WD-0b6
A-M-o101-192
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
N/A
ALL
P- No. 1 t o P- No. 1
P- No. 1 t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
3mm to 44mm
ALL
N/A
600mm to Unlimited
N/A
600mm to Unlimited
E7016
E201.9.."-o"!:..F""g.y"iysl-e-nl
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Vertical
L !l, Y-"- _
F . H , V
DCEP
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
VisualExamination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGMPHY
Ac-cgpled
Report No.: TTA/POS/CAMAUMeT-009
Length and Percent of Defects:
Macro Test Fusion:
F i | | e t Si z e ( L e g ) : " " " . | | l A. . . . - . - . . . - . . mm. By " ' ' ' . . " . . . . . . . N" / ^ - * " " . , . . Co n v e x i t y N/ Ammo r Co n c a v i t y
We the undersigned certifo that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1 .1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD.
fl 1 FFB 2007
RE@RD OF WE1DER OR \'\'E1DING OPERATOR
qUAUFICATION
T6T5
LUONG DI NH NHAT Personal t D. No. :
.............1.fi1"2""7""-5"41...
Welder No.: WD-0_S_-7
9_...................
Weldingdate: Jan.29,2006
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
P- No. 1 t o P- No. 1
P- No. ' l t o P- No. 1
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F-No.:
3mm to 44mm
ALL
N/A
600mm to Unlimited
N/A
90_qn m",!_o_,qnlnileo"
E7016
.. F7"Q:19. -o"i.."F-s.g iysletl
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Vertical
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALTFICATION OF GROOVE WELDS BY RADIOGMPHY
Report No.: TTA/POS/CAMAUAruQT-009
Length and Percent of Defects:
Macro Test Fusion:
Fillet size(Leg):
- -. "N"/A-'
By
" N-l ...........
convexity N/A mm or Goncavity N/A mm
Test Conducted by:
We the undersigned certify that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
t| 1 FFB 2007
RECORD
OF WE1DER
OR TA'EIDING
OPERATOR
QUAIIHCANON
TESTS
Welder name:
............. -T-flf.|t_'-g.Hl-C-ONG
.......
personat
tD. No.:
Using WPS
..A-n -O]g-L-:|92.
.
Rev.:
0
........._:1"8-?1"7""-8"995._
-
Wetder No.: WD_058
THE.ABOVE
WELDER
IS
QUALIFIED
FOR THE FOLLOWTNG
MNGES
Actual Values
SMAW
Ir"{A
P- No. 1
t o
p- No. 1
22mm
F7_0-1_Q_
4
Vertical
" NlA
DCEP
N/A
ty/n"
Variable
Welding Process
/ Type:
Backi ng:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable
insert:
Other:
Ranoe
Qualified
SMAW
999nn "ts_ "!/"n!!sr"i1p""o
......... ...... ..4q0-mm
t_o-
Untimited
..... .........*E""2""-0_1
6
-o-r
E q u iva lent
LII, Y
F H V
a t l
A_Ll"
N/A
N/A
"NtA .
N/A
ALL
N/A
N/A
N/A
VISUAT TEST RESULT
A-ccepted
Report No.:
MDIOGRAPHTC
TEST RESULTS
FOR ALTERNATIVE
QUALIFTCATION OF GROOVE WELOS BY MDIOGMPHY
A-G""99P"-IS9'.....
Report No.:
'...T-J-A/po-Q1c--AMA_u_lryeT_009
Length and Percent of Defects:
By
.. *l\UA "..........
Convexity
N/A
"tt/
- -
Laborato;;;i-;.-
Wetheundersi gnedcerti fi thatthestatementi nthi srecordarecorrect"
accordance
with requirement
of section + orAws D1.1
_zoo+
,tir"t"i"r werding code.
Manufacturer
or contractor; ^^^. ,.
-- -' -rr iv vvvv'
0 1 FEB 2007
RE@RD
OF WE1DER
OR I/VEID|NG
OPERATOR
QUAIJF|CAT|oN TESIS
....1""21"90-9"_4"q2 WetderNo.:
WD_061
THE ABOVE
WELDER
IS
QUALIFIED FOR THE FOLLOWING
MNGES
Actual Values
SMAW
" " _Yes.fiy-ilnhee-rsing_in"il"
_ _
P- No. 1
t o
p- No. 1
22mm
N/A
E7016
N/A
DCEP
N/A
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
N/A
Ranqe
Qualified
SMAW
Yes
F . H , V
N/A
VISUAL TEST RESULT
Agc_eplgg.
Report No.:
MDIOGMPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Report No.:
....................".........".. ..Tr"ry"F*og_lqAMAglvv,OT_012
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg);
Test Conducted by:
Wetheundersi gnedcerti fi thatthestatementi n.thi srecordarecorrect"
with requirement
of section 4 0f AWS ot.l
--z6ocsti;tu;r*eil;;;;"
Manufacturer
or contractor:
0 1 FrB U00i
Welder
name:
Usi ng WPS No.:
LE KHAC LINH
A:TM:0101_380
17293l;.3:p-]_ Wetder
No.:
WD_062
THE ABOVE
WELDER
IS
OLLOWING
RANGES
Variable
Welding
process
/ Type:
Backing:
Materiat
spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
-c*r-^w__-+""qMAW
N/A
.......P"":l)lg..,l...lp_'..F--:N_g'!...........
. -''1""-8,"?"-6'tT1111""(g-r"AW"":9m111)...
. ..............
N/A
Ranoe
Qualified
"Qf-AW+5YaYY
f]"e:in"s
gw-4?g,
].6SM"F
ln
"Vntlsr"ilsg
"(Q-r"nw:
l 9mt-r1 )
7_3mm to Unlimited
ALL
..........."........."E.$2"Q$:"c""r""EZg.:!.-0__o"r.-e_qy_iyal-e-nl
................. ..................."-0_..e.n"q_..1""-o".t
..Fg"qi-v"9!-ej1....
.
A-L-1"
ALL
N{A
168.3mm
N/A
_.-E-B"ZQ--S_-:--G1E7016
N/A
DCEN+DCEP
N/A
N/A
N/A
N/A
Type and Fig. No.
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
ff;:#:,1ril'l;""sj:lixli':,,1H
f3il9 il;f":*ct
and that the test *"0
P9"_9*L!LAMA
E&C co.
r i i ; i l i
14r,
Usi ng WPS No.:
A-TM_0101_416
Personal l D. No.:
17_?9?-3991
_
wetder No.: wD_062
THE ABOVE
WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing;
Material spec. (p-No):
Actual Values
GTAW
Ranoe Qualified
GTAW
Wthout'
With and Without
P- No. 1 t o P- No. 1
* *Fjgwue_qw"l?9.1_(NttE_!n_"
_ Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
9.56mm
ALL
21. 3mm
21.3mm to Unl i mi ted
N/A
FB"7o--s:Q$eliO.
" "" _ -e.57-9_s"-:9_F"e!gl9r-Eguyetent_-
_
_..*Q-*E_gg1ye!:ent
6
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
ALL
Without
Uohi tl
_.. _*__*
With and
lVithout
DCEN
DCEN
N/A
N/A
N/A
N/A
N/A
N/A
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGMPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Les):
..._.!!/"A.....".".....,
Test Conducted by:
Wecerti ffthatthestatementSi nthi srecordarecorrectandthatthetestwe|dswerepreparedwe|dedffi
requirements
of the Section lX of the ASME Code.
LO_S-LI LAMA E&C C O., LTD.
2 7 l'4AR
?007
EMENS
OA/OC
Welder name:
.
Usi ng WPS No.:
THE ABOVE
WELDER
tS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
ItlA
....... ......................F-:Ng :1
tc
p_No
.1
...........................|t"9",?-6-1run'(c_r_Aw-,="qm"n:!)..''
N/A
:l"g-g_,gnn
DCEN+DCEP
N/A
N/A
N/A
Ranqe
eualified
GI"Ar4lr_,s_MAW_
....... -'...'.r_lo*in-g ow":"1?9,.|{AgMF
|}) . .. .
Hntinrle9
(9IAW.:] qnm"
Al_-1"
-E3-2.-q-g-c-.ezoro - iqri;#;i
.
... ............ .. .... ...."-0--9n-d.
4-
-o-r
Equivalent
.................A_L-|'..
ALL
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
....._."-...N"{A................
Test Conducted by:
Wecerti fythatthestatementsi nthi srecordarecorrectandthatthetestwe|dswerepreparedwe|dedffi
requirements
of the Section lX of the ASME Code.
_
po"Ql_ll_AMA
".-E""q-c__q_q,JJp,
JPe-y
0 7 l'|AR 200/
D" Ki m / Dat e
RE@RD
OF WEIDER
ORWEIDNG
OPERATOR
QUAJFpAION TESIS
Personal tD. No.:
" lZ_?-g_Z_4SSl._
Wetder No.:
Welding date:
Mar.22,2007
THE ABOVE WELDER
IS
QUALIFIED FOR THE FOLLOWING
RANGES
Welder name:
_
pHArr4-
l!_c-Og*q_U-gNG-
.
Using WPS No.:
A_TM_0101_416
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas;
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
ActualValues
GTAW
Without
P- No. 1 t o P- No. 1
4.78/mm
21. 3mm
N/A
Without
DCEN
N/A
N/A
N/A
Ranoe Qualified
GTAW
With and Without
--_ Igg[g.QW-423.1(AsME tX)
9.56mm
-l!,3mm
to Unlimited
ALL
With and Without
DCEN
N/A
N/A
N/A
N/A
_-.__"..
6
Eqglql-ent
ALL
VISUAL TEST RESULT
Accepted
Report No.;
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Fracture Test:
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
lrl/A
Test Conducted by:
mm or Concavity
_llUA
mm
Wecerti !thatthestatementsi nthi srecordarecorrectandthatthetestwe|dswerepreparedwe|ded"ffi
requirements
of the Section lX of the ASME Code.
Manufacturer
or contractor:
Test Date:
eosLlLAMA
E&C CO.,LrD.
2 7 |vlAR ?00i
;S|EMENS
OA/OC
___ 4JM:0101_380
PersonailD.
No.:
_*1l?gl-4ggj.'' Wetder
No.:
WD_064
Welding
date:
Feb. 28, ZOO7
OLLOWING
RANGES
Variable
Welding Process
/ Type:
Backing:
Material spec. (p-No):
ActualValues
Ranoe
Qualified
-9-IAW+sunw
_GTAW+5y4y7
ALL
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
.........".-._.............F--:N*o*-1!-o_..p-"_No.1
- t-p.,?.q rnrn r-ofnW:_qnij--,-_
" fJpyrng9yv":3?9J(4S"M"Ftn
-" ""vnlirr!sd"_(9l"AW:19m|1])
N/A
ALL
168.3mm
ZgFm
to Untimited
ALL
F_870S-G+ezoto
6 a n d 4
Welding position:
Weld progression:
Gas type / Backing gas:
Welding cunent type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
6G
""-- """ "Vph!!l
N/A
DCEN+DCEP
ALL
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADTOGMPHY
A"eSgp!-q{-_ Report No.:
.........-TTA/POS/CAMAUMeT_013
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg);
* _-....N/.n
Test Conducted by:
ff,r##5:lH""s:["Jli,:Jlil:[3ilgffif":*ctandthatthetestwe|dswerepreparedwe|dedffi
Personat tD. No.:
.1--6..1113.1_-8J
.
Welder No.:
THE ABOVE
WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
GTAW
Without
P- No. 1 t o P- No. 1
4.78mm
N/A
21. 3mm
_e$l"Q-s-c(s-ol!g)_
"
6
6G
Uohi tl
Ranoe
Qualified
GTAW
With and Without
fl"e1in"s-
ow"a2"g:l(As_[4[r"n
._
. .... 9,s"9ru!
21.3mm to Unl i mi ted
F_8"299:9LS_-o]t.d)
o r Eq u i v__a I e nt
_."..............9...-e"e.g!-v_Al-e_n!......._."-""
-
With and Without
DCEN
N/A
N/A
N/A
N/A
N/A
ALL
Uphi l l
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALTFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg): N/A
we certify that the statements in this record are conect and that the test welds were prepared
welded ancl tested in accordance -* *
requirements of the Section lX of the ASME Code.
F__-O,,S,L|
LAMA E&C C O., LTD.
2 7 MAti ZOOT
igIEMENS QA/QC
RECORD
OF IA/EIDER
OR WE1DING
OPERATOR
QUAUFrcANON TETS
Welder name:
Usi ng WPS No.:
NGUYEN
VAN SANG
Personal l D.
No. :
' t64113:!97
Welder No.:
WD_065
.. .A:TM-0101-380 Rev.:
Welding date:
Mg1Q.l,
f-0-07
THE ABOVE
WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Actual Val ues
...-Q-T-AW_:-qlvlAw--
ItlA
Ranoe
Qualified
GTAW+SMAW
Backi ng:
Material spec
Thickness
Diameter
Fi l l er materi al
(P-No):
Groove:
Fillet:
Groove:
Fiilet:
Cl ass:
F-No.:
P- No. 1 t o P- No. . l
ALL
' 168.3mm
73mm to Unl i mi ted
N/A
ER70S-c+E70.16
. EB7--q-9-c+"E79 :!
g p.r.-..F-
s.g
j ve"le_nl
........... ....-6_ atd .1 "91
Eg9.iy"ql-9nt
6 a n d 4
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Uphi l l
.aLl,"
-AL!_
ALL
N/A
DCEN+DCEP
ALL
N/A
N/A
N/A
N/
NiA
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALTFICATTON OF GROOVE WELDS BY RADIOGMPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
we certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance , r*,
*
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
PO"S Ll LAMA E-*C-- CO
::
LT_D
:
fP"o'4
oT[[|AR 1oo7
u,
U' H" D" i{ir,r r Dire
Diameter
Filler material
Fillet:
Groove:
Fillet:
Class;
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control.
Automatic joint
tracking:
Consumable insert:
Other:
168.3mm
73mm to Unlimited
NiA
ALL
ER7oS-G+E7016
ER70S-G+E701 6 or Equivalent
6 a n d 4
6 and 4 or Equivalent
ALL
Uphi l l
N/A
DCEN+DCEP
ALL
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Accepted Report No.: TTA/POS/CAMAUA/VQT-013
Length and Percent of Defects:
Macro Test Fusion:
Filletsize(Leg):
-._*.lllA"_".*
mm. By
....N/A _
convexity N/A mm or concavity
_._*l!lA_'*..-
mm
We certif, that the statements in this record are conect and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
POSLILAMA E&C CO.,LTD.
H. D" Kim /
SIEMENS OA/OC
RE@RD
OF T,\'EIDER
OR IA'EIDING
OPERATOR
QUAIJFICANON TETS
Welder name:
__N*G.!l_y*Fl!
THANH LONG
personat
tD. No.:
7.71?s,3747
Wetder No.: WD_067
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (p-No):
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Val ues
GTAW+SMAW
N/A
P- No. 1 t o P- No. 1
...................... .....- --21.,_qp_p11..("c-r"nw"";2n111)...........
"........
N/A
168.3mm
N/A
ER70S-c+E7016
;;;;---
DCEN+DCEP
N/A
N/A
Ranqe Qualified
GTAW+SMAW
l"l"-owire
gw""*"?g,
l
(A-qM
E ln
" lJnltmiled G-r"Aw::!"fitn)"
ALL
73mm to Unlimited
F8"7""q"9-c"r""EZg19"qf""qeiyal_e-n"l
"o-..g11t..Q-l'e1.'"E.q.gi-v"e!9n!
ALL
ALL
ALL
llp""lrill
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELOS BY RADIOGRAPHY
..n"-c"g9p19d.....................................-_-...-j..
Report No.:
TTA/POS/CAMAUMeT-013
Length and Percent of Defects: N/A mm
Macro Test Fusion:
Fillet size(Leg):
-""" -l!14................
mm.
gv
-...l,l"/A .....
convexity N/A mm or concavity N/A mm
We certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
POSLILAMA E&C CO.,LTD.
*-y
AU 1
-
CCPP
tsCT
MTE
RE@RD OF I/\'EIDER OR \A'EIDING OPERATOR
QUA1IFICATION TESTS
Welder name: VU THAI HUy
141453374 Welder No.: WD-068
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Fi l l er materi al
Groove:
Fi l l et:
Groove:
Fi l l et:
Class:
F-No.:
Wdding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
l8-.p""Q"m'11..lG_rnw:pmll)_
....._.......
N/A
Range Qualified
GTAW+SMAW
F"l"ewtn"g
ow"--_4"?9,
:!
(A"9 y,E
lx)
Unlimited (GTAW=1Omm)
73mm to Unlimited
ALL
................"E8"2""0"9-GteZ-0"":!9"sr-e"eyi_y-?l-e_n!..........
" "Q" elg 1",o:" "Es"qi"v"?len!
ALL
ALL
N/A
Actual Values
GTAW+SMAW
168. 3mm
ER70S-G+E7016
6 a n d 4
Uphi l l
DCEN+DCEP
ALL
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATiON OF GROOVE WELDS BY RADIOGMPHY
Agggpled."... Report No.:
OS/CAMAUMeT-014
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO..LTD.
07l,,tAR?00?ry
AU 1
.
CCPP
RE@RD
OF WE1DER
OR IA'EIDNG
OPEITATOR
qUAUFTANON
TESTS
164189029
Wetder No.: WD-069
Usi ng WPS No.:
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Personal l D. No.:
Rev.;
3
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet;
Groove:
Fi l l et:
Class:
F-No.:
Welding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct /.Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
ALL
ALL
N/A
Ranqe Qualified
GTAW+SMAW
f"]syh"e"9wj?q;
I A*qMF lI)"
" "llnlrnrle"oG-r"aw::l-1n.tl)
.."............_.._Al-"^1.."-_
73mm to Unlimited
'...."-O_.gp"-O--l_'_o l'_
Equ i va te nt
ALL
ALL
It"{A
N/A
N/A
"tu "
N/A
N/A
Actual Values
GTAW+SMAW
P- No. 1 t o P- No. ' l
168.3mm
N/A
ER7os_c+E7016
6 a n d 4
6G
"-ui.hill
_- P_c_-E N"1"-D""-C-F"F_ "_
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Radiogpphic Results
Length and Percent of Defects:
Macro Test Fusion:
Fillet size(Leg):
" ....."!!"/A-.--..'.
mm. By
......"........-.-.N/ ".*.........
convexity N/A mm or concavity N/A mm
We certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
1
-
CCPP
CT
HTDffi;
RE@RD OF WE1DER OR WE1DING OPERATOR
QUAIHCANON TETS
Welder name: DO VAN V|ET
l_4:14_5-3971
Welder No.: wD-070
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Class:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
GTAW+SMAW
....... ...................... ......P.:l!"9.,'-t..!p'F":"1)!"9 ,.-1................................
l"&"?"-6"[1m_Lq]_AW-:9mrn)
N/A
168. 3mm
N/A
ER70S-c+E7016
6 a n d 4
"Vphill
N/A
DCEN+DCEP
N/A
Ranqe Qualified
GTAW+SMAW
fl "qwin_s
ow-;"{lp,
l
(fsM
F lX)
"v nlirn r!_e""q"
(cI"
4w: :!
o_mfl
_ ALr-"
73mm to Unl i mi ted
ALL
"EBZ"Q9:c:"EZ9 :!"0- er -e""s rI v"el-e-n!
"-o- en"d" 1 "9 f" " Fs"\t iy""?l"qn!
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
Type and Fig. No. Result Type and Fig. No. Result
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
,4"-c99p199'-.
Report No.: TTA/POS/CAMAUMeT-014
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
POSLILAMA E&C CO..LTD.
Manufacturer or contractor:
Test Date;
he4
CAilTAU 1
.
CCPP
RE@RD OF WEIDER OR WEIDING OPERATOR QUAIIFICATION
TESIS
Wel der name: NGUYEN HUU DAT Personal l D. No. : 080386822 Welder No.: WD-071
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process /Type:
Backi ng:
Material spec. (P-No):
Actual Values Ranqe Qualified
GTAW+SMAW GTAW+SMAW
With and Without
P- No. 1 t o P- No. 1 Ftowins QW--4?9:1.(ASME
lx).".. .. ...
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F-No.:
.......""Le"fp'.mn(Gr"Aw-;-sgfl ...-o__Vef-"9-]eyet........
N/A
u_.1!ip j!_e"0..(c1""{w:_10_m!il...........................
ALL
73mm to Unl i mi ted
ALL
E
B70s_:G-(
s o
I i"d ) 1
E
Z
q
1
6
....-EB7_-0""9-"(q"ql0+"E291"6--o1".,E,qqivatg.!_t_............
6 and 4 or Equi val ent 6 a n d 4
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumabl e i nsert:
Other:
6G
uphi!! u-p-hil!
With and Without
DCEN+DCEP DCEN+DCEP
N/A
N/A N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted
Report No.:
Type and Fig. No. Result Type and Fig. No. Resull
N/A N/A N/A N/A
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
We certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
Manufacturer or contractor: POSLILAMA E&C CO.,LTD.
;Qry
i i t' irr{ ?007
RE@RD OF WE]DER OR WETDING OPERATOR
QUAIJFICA]ION TESTS
Welder name: VU VAN HIEU Personal l D. No.: 11139z124r'. Welder No.:
THE ABOVE WELDER IS
QUALIFIED FOR THE FOLLOWING
MNGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Glass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
GTAW+SMAW
.""
wilttsg-t
P- No. 1 t o P- No. 1
!.p.1--6"*gplc"TAw:9lnrn)"9"v"91"."-3"..!ey_9r...
It/a ""
168. 3mm
It/
" " " " "*lBl-09:^G-(-s__p_lj_il*ezot
o
6 a n d 4
"llph!!!
Without
DCEN+DCEP.
N/A
N/A
Ranqe Qualified
GTAW+SMAW
"Wilh enn-W!!hes"t _ _""" "._ .
l"l swin"g
oW*?g,
l "6SM"E ln
.... ............... "Vnlirni!-9'd-G-r"Aw:1-o:nrn")*...
- .'
73mm to Unlimited
F-829,9-G("Qg!!-o-):"EZ9l-9ei_qeery"eren"1
6 and 4 or Equivalent
--_-u-p"hill
With and Without
DCEN+DCEP
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATTON OF GROOVE WELDS BY RADIOGRAPHY
4c.Sep1ed......."...."
Report No.:
TTA/POS/CAMAUMQT-019
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
---.-N4-"..--*
mm' By
".........-"". l!,/ "........ ..
convexity N/A mm or concavity N/A mm
We certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
POSLILAMA E&C CO.,LTD.
23l-4AR?007#
MENS QA/OC
RE@RD OF WEIDER OR WE1DING OPERATOR QUAIIHCANON
TESTS
2720il825 Welder No.: WD-073
Weldins date:
................u9t",...!-9.,-2"."997-
"-
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec. (P-No):
Thickness Groove:
P- No. 1 t o P- No. 1
1 8.26 mm (GTAW=Smm)
-oygt"9"-leygl.
Diameter
Filler material
Fillet:
Groove:
Fillet:
Class:
F-No.:
168.3mm
Welding
position:
Weld progression:
Gas type / Backing
gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
Ranqe Qualified
GTAW+SMAW
With and Without
Flowins OW423. 1 (AqUE-lX)"-.....".'"-*
Actual Val ues
GTAW+SMAW
Without
N/A
ER70s-G(Solid)"1"-E"Z"a.:t.9................................".... "_ER7""-0"9"_--Gl9e!dIt20""19-o"!:-"Eeely-e!9n"1-
6 a n d 4
6and-4,9-L-f.q.H
jy"?l9]1l""_"............."..................
ALL
" lJPhill
Uphi l l
Without
With and Without
DCEN+DCEP
DCEN+DCEP
N/A
N/A
N/A
N/A
N/A
6G
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted
Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALTFICATION OF GROOVE WELDS BY RADIOGRAPHY
Accepted
, -
Report No.:
"--- -I[-A/-P--O--S-/94U U ry"QI9.19
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
*-*-ll/A.**
mm. Bv
we certify that the statements in this record are correct and that the test welds were prepared welded and tested in accordance with the
requirements of the Section lX of the ASME Code
Manufacturer or contractor:
POSLILAMA
ELC---C-9..,.!J""Q'
2 3 t4AR ?007
EMENS OA/OC
Welder name:
DANG VIET HA
Lqil7l-997_
Wetder No.:
WD_074
THE.ABOVE
WELDER
IS
QUALIFIED
FOR THE FOLLOWING
RANGES
Variable
Wefding Process lType:
Backing:
Materialspec. (p-No):
Actual Values
Ranoe
Qualifed
-GTAW+SMAW
GTAW+SMAW
Without
With and Without
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
._.*.-..F_:Ng .1 ro-
p_No
.1
__"?Lg5.rurf
p-r"nfry-=iL,,r"r"t_s;-;;-9"-|g1e-.;
" f]".oy"itgg[t{?9.1(A-s!F*!n""
_" "_"
" _ !Jnl!mj!po_G-r"AW:-lrrnL*"___
ALL
168.3mm
73mm to Unlimited
ALL
..*-._-.".'"...."E_B"Z0S--G-(S-_o-tid-)+E7016
-""_FBZ-o-9":""c""9lrg):.-"ez.olgsr_Eesrye!ed_.""
6 a n d 4
_6_
and 4 or Equivalent
Welding position:
Wdd progression;
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
6G
ALL
Uphi l l
- - "" P_plUl_*" _
Without
With and Without
DCEN+DCEP
DCEN+DCEP
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
Visual Examination Results:
Accepted Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
..N/A _
mm.
we certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance
,.
r*,
tt"
requirements
of the Section lX of the ASME Code.
Fg,S,LILAMA
E&C CO., LTD.
2 3 t,lA|i ?007
SIEMENS
QA/QC
RE@RD
OF WEIDER OR VI'EIDING
OPERATOR
qUAUHCANON
TESTS
Using WPS No.;
-_..--*
A-tVt-0101-192
Rev.: 0
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backing:
Materialspec. (G-No):
Thickness
Diameter
Filler material
Groove:
Fillet;
Groove:
Fillet:
Class:
F-No.:
Wdding position:
Wdd progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Actual Values
SMAW
Without
Gr . l t o Gr . I
25mm
E7016
F. 4
Vertical
Yvih"-o""ql "
DCEP
N/A
N/A
N/A
3G
Ranqe Qualified
SMAW
Without and With
Gr . l , Gr . l l . Gr . l l l
......."....."._...................""". _"3ll31
t9 Untimited
ALL
600mm to Unlimited
600mm to Unlimited
**.---* F-7""q-1q-o_r
Equivalent
F . 1 . F. 2, F. 3, F. 4
Without and With
DCEP and DCEN
N/A
N/A
VISUAL TEST RESULT
VisualExamination
Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELOS BY RADIOGMPHY
Report No.: TTA/POS/CAMAUMQT-017
Length and Percent of Defects:
Macro Test Fusion:
Fillet size(Leg):
....
N/A
-
mm. ev
--*lUA-..'.
convexity N/A mm or concavity N/A mm
we the undersigned certify that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of Section 4 of AWS D1 .1
-
2004 structural welding code.
Manufacturer or contractor:
POSLILA_MA-..-E{C-_-C--Q,*-|J_Q-,
23l,4AR2oo70
SIEMENS OA/OC
MAU 1
.
CCPP
RE@RD OF VT'EIDER OR WE1DNG OPERATOR
QIIATJHCANON
TESTS
172237533 Welder No.: WD-076
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process /Type:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
Without
Without and With
Gr. l to Gr. I
Gr . l , Gr . l l , Gr . l l l
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
3mm to Unlimited
600mm to Unlimited
600mm to Unlimited
E7016
E7016 or Equivalent
F.4 F. 1. F. 2, F. 3, F. 4
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
F . H , V
F . H , V
Without and With
DCEP and DCEN
N/A
N/A
N/A N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RAOIOGRAPHY
Report No.: TTA/POS/CAMAUMQT-017
Length and Percent of Defecls:
Macro Test Fusion:
FilletSize(Leg): N/A mm. BV
*""_.lf/4...........-
Convexity
__---_l!/A-...._...".....
mm or Concavity
._."__.....1!/1._**
mm
We the undersigned certiff that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contraclor: POSLILAMA E&C CO..LTD.
CAMAU 1
-
C
RE@RD OF WE]DER OR \A'EIDING OPERATOR QIJAIIHEANON
TESTS
wetder name: NGU*YEN_HUU TBUQNG Personal lD. No.:
"l:86q58192---
Welder No.:
.---wD-0*7-7"--
Using WPS No.:
-.
A-M-0.101-192.*.----
Rev':
....""........"....4............"--
Welding date:
...............1I9L*?9,70:.9-7..........-..."
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / Type:
Backing:
Material spec. (P-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
Without and With
Gr . l t o Gr . I Gr . l , Gr . l l , Gr . l l l
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet:
Class:
F-No.:
25mm
3mm to Unlimited
600mm to Unlimited
600mm to Unlimited
E7016
E7016 or Equivalent
F,4
F .1 . F .2, F.3, F.4
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
3G
F . H , V
F . H , V
Without and With
DCEP
DCEP and DCEN
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No.:
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RAOIOGRAPHY
Report No.:
""__"*-*- lfry"F-o-slQAl4 U ryQl-q-q
Length and Percent of Defects:
Macro Test Fusion:
FilletSize(Leg): N/4 mm' By
--..-.N"/ -...........
Convexity
.............--I4-..-..............
mm or Concavity
.--.--".-N/4........--.-
mm
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance with requirement of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufactu rer or contrac{ot:
Test Date:
POSLILAMA E&C CO.,LTD.
2 3 [,lAR
?007
RE@RD OF \'\'EIDER
OR I'\'EID|NG
OPERATOR
QIATJHSANON TESTS
..'."".19.1'?:!"1_1""_6"-3-_-
Welder No.: WD-079
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (G-No):
Thickness
Diameter
Groove:
Fi l l et:
Groove:
Fiilet:
Filler material Class:
F_No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
25mm
N/A
E7016
E )
3G
Vertical
Without
DCEP
N/A
N/A
Ranqe Qualified
SMAW
Without and With
Gr . l , Gr . l l , Gr . l l l
3mm to Unlimited
600mm to Unlimited
600mm to Unlimited
__*...'._".-.**ELQ
1 6-_o_r E_q u_iva tent
F . H . V
F , H . V
Without and With
DCEP and DCEN
N/A
Actual Values
SMAW
Without
Gr . l t o Gr . I
N/A
N/A
N/A
N/A
Visual Examination Result Accepted
Report No.:
MDIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Report No.: TTA/POS/CAMAUMQT-022
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
. ".N14
By
Test Conducted by:
We the undersigned certifo that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of Section 4 of AWS D1 .1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
*-*r""o_g-llLAl4A_Eg-Q-"go*L-__D"-_
Apt. 04.2007
'7qd-y
i tI APR ZtJOi
QAIQC
RE@RD
OF \,\'E1DER
OR WE1DING
OPERATOR
qUAJHCANON
TESTS
Welder name:
........'....'.fl-O-.AN-_G-.-V"AN'.-D_ ug-...............
personat
tD. No.:
Using WPS
A-M-0101-192
Rev.: O
....."...1.-61_2*q0"994.__ Welder No.: WD-079
THE ABOVE
WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (G-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
Without
Without and With
Gr. l to Gr. I
Gr.l , Gr. l l , Gr. i l l
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fi l l et:
Class:
F-No.:
25mm
3mm to Unlimited
N/A
ALL
600mm to Untimited
E7016
_......"""-..."_.-
Q9_9rnqlo--un!rnj!eg.*_-.."_."
- * ___...*.
E7016 or Eguivalent
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity;
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
F.4
3G
F. 1. F. 2, F. 3, F. 4
F , H , V
F , H , V
Without
Without and With
DCEP
DCEP and DCEN
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Resutts:
.___-... . 4.-c-ggp!-qg _ *-_ _
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE QUALIFICATTON OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
we the undersigned certiff that the statement in this record are correct and that the welds were prepared
and tested in
accordance with requirement of section 4 of AWS D1.1
-
2004 structural welding code.
- -'-
Manufacturer or contractor:
Test Date:
P''OSLILAMA E&C CO.,LTD.
Ap""r._Q1,?"9"97_
* " *-
J-t
1 tJ APf{ ZOOT
S
QA/QC
RE@RD OF WEI.DER OR WEI.DNG OPERATOR QUAIIFICNNON
TETS
Wel der name:
Usi ng WPS No.:
Personal l D. No. : 131694268 Welder No.: WD-080
A-M-o101-192
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec. (G-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
- - ".**--g$e"-{!3!9- WitJ'
Gr . l t o Gr . I
Gr . l , Gr . l l , Gr . l l l
Thickness
Diameter
Fi l l er materi al
Groove:
Fillet:
Groove:
Fi l l et:
Cl ass:
F-No.:
1Smm
3mm to 30mm
N/A
600mm to Unlimited
N/A
600mm to Unlimited
E7016
E7016 or Equivalent
F. 4
F. 1. F. 2, F. 3, F. 4
Wddi ng posi ti on:
Weld progression:
Gas type / Backing gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint
tracking:
Consumable insert:
Other:
3G
F , H , V
Vertical
F , H , V
Without and With
DCEP
DCEP ANd DCEN
N/A
N/A
N/A
N/A
N/A
N/A
VISUAL TEST RESULT
Visual Examination Results: Accepted Report No':
Type and Fig. No.
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATION OF GROOVE WELDS BY RADIOGRAPHY
Accepted
.
Report No.:
" ..--:tIA/e-OS/9"4!!\U"/l
/9T-:02""9,
Length and Percent of Defects:
Macro Test Fusion:
We the undersigned certi! that the statement in this record are correct and that the welds were prepared and tested in
accordance witi requirem-ent of Section 4 of AWS D1.1
-
2004 structural welding code.
SIEMENS QAIOC
1l J APR?007k "Y{-y
RE@RD OF WETDER OR WE]DING OPERATOR QUAUFrcATON
TESTS
.....':!_?19Q9.8-rc.. --
Welder No':
...
WD--081
THE ABOVE WELDER IS QUALIFIED
FOR THE FOLLOWING RANGES
Variable
Welding Process / TYPe:
Backing:
Material spec. (G-No):
Actual Values
SMAW
Ranqe Qualified
SMAW
Without and With
Gr . l t o Gr . I
Gr . l , Gr . l l , Gr . l l l
Thickness
Diameter
Filler material
Groove:
Fi l l et:
Groove:
Fillet:
Class:
F-No.:
15mm
3mm to 30mm
600mm to Unlimited
600mm to Unlimited
E7016
E7016 or Equiv4gn!-......--__
F.4
F. 1. F. 2, F: 31 F: 3__
Wdding
position:
Weld progression:
Gas type / Backing gas:
Welding current tYPe /
PolaritY:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic
joint tracking:
Consumable insert:
Other:
3G
F , H , V
F , H , V
Without and With
DCEP
DGEP and DCEN
N/A
N/A
N/A
N/A
Visual Examination Results:
Accepted Report No':
RADIOGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFICATTON OF GROOVE WELDS BY RADIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
We the undersigned certify that the statement in this record are correct and that the welds were prepared and tested in
accordance wit[ requirem-ent of Section 4 of AWS D1.1
-
2004 structural welding code.
Manufacturer or contractor:
Test Date:
POSLILAMA E&C CO.,LTD.
SIEMENS
OAIOC
1 IJ APR ?OO7
t9{-,fl
Welder
..
p]:_t^M.V4.N
TAN
personat
tD. No.:
-
121298202
Welder No.: WD_OO2
A-TM-0101-380
rHE ABOVE
WELDER
IS
QUALIFIED
FOR THE FOLLOWING
RANGES
Variable
Welding Process / Type:
Backi ng:
Material spec. (p-No):
Actual Values
Ranqe
Qualified
GTAW+SMAW
.GTAW+5]UA\A/
With and Without
P- No. 1
t o
p- No. 1
Thickness
Diameter
Filler material
Groove:
Fillet:
Groove:
Fillet;
Class:
F-No.:
Wdding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Without
""*19,?-o-nn(9""IAW:-snnlgrerg.jeyer--
.._..."*
N/A*
168.3mm
--."..............................."8.$"20-9-c(s"o-tid)1E7016
6 a n d 4
- .Uphiil __
*"Wlllest
DCEN+DCEP
N/A
N/A
-* fJ_o_win-g" "eyvJ?!J_6Stt-EJn*"
*" --
.-* "
u_dlmlgglclAuv=1qm)
f3r4m
to Unlimited
_,...-e.Sro-s-----c"(.so.!etEZg!g$__e_ggry-e!-e.It-*-_.
__-
_0.
adl_gl_ Eguivatent
[i$
and Without
DCEN+DCEP
N/A
N/A
ALL
N/A
VISUAL TEST RESULT
Report No.:
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RADIOGMPHY
Length and Percent of Defects:
Macro Test Fusion:
Fillet Size(Leg):
""."._..."N/A.--_.
Test Conducted by:
mm or Concavity
*-_MA
mm
ff
rjg,lr:ffi ""5:il1 li : Jlil: fsilg ffifj,rect
a nd that th e,"",,",0
Manufacturer
or contractor:
Test Date:
P_O_S
Lt LAMA E&C CO.. LTD.
1o APRzooT
u-
RE@RD
OF WE1DER
OR I/\'EIDING
OPERATOR
QUAUFrcATON TESTS
113032969
Wetder No.: WD-083
THE ABOVE WELDER IS QUALIFIED FOR THE FOLLOWING
RANGES
Welder name:
. .l!-GUyEN
G*l^.Nq N..SM
Using WPS No.: A-TM-0101-380
Lvlnesl With and Without
Thickness
Diameter
Fi l l er materi al
Groove:
Fi l l et:
Groove:
Fi l l et:
Cl ass:
F-No.:
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumabl e i nsert:
Other:
Variable
Welding Process / Type:
Backi ng:
Material spec. (P-No):
Actual Values
GTAW+SMAW
........:1.9,?_Q..nnLc""IAw_:gnl:!"..eJ_9r""g*!eye-t__.....
N/A
168.3mm
N/A
_e_8"29-s"":91_s"_o_1iil"1-E"Z*0Jg
6 a n d 4
"-llp""hill - """"
Without
DCEN+DCEP
N/A
N/A
Ranqe
eualified
-9"-r3!y1-sluAw
*
e-lq:win"e ow-4?}-1"(ng$*E
In
_ " llntimi!p""9"Gl"AW:"1"qnr0
__
ALL
73mm to Unlimited
-e.87--o--s"":9"-e!iQt_EZgi_0_qr*Es"qi-v""?lgn!
6 and 4 or Equivalenl
ALL
l/"ph.il]
With and Without
DCEN+DCEP
6G
N/A
"lt/A "
N/A
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.;
RAD]OGRAPHIC TEST RESULTS
FOR ALTERNATIVE QUALIFTCATION OF GROOVE WELDS BY RAOIOGRAPHY
n"-c"99p199...... Report No.:
TTA/POS/CAMAUA/VeT_026
Length and Percent of Defects:
Macro Test Fusion:
F i l | e t S i z e ( L e g ) : , . . l ! / A , , . B y
.lllA.... ...".
Laboratory-Test No.
We certify that the statements in this record are corect and that the test welds were prepared
welded and tested in accordance with the
requirements of the Section lX of the ASME Code.
y{*
loAPRZooTu
stElrENS
OAIQC
RE@RD
OF WE1DER
OR WEID|NG
OPERATOR
QUAIIFICATION TETS
TRAN M-ll!1"1"
fl_o"4!!
personaltD.
No.:
* ?.L11999j3*__
wetder No.: wD_084
A-TM-o101-380
THE ABOVE
WELDER IS
QUALIFIED FOR THE FOLLOWING
RANGES
Welder name:
Using WPS No.:
Actual Values
GTAW+SMAW
Without
.............. ... .. ''P-:l!p_'.J-j9_-.'F-:l!o 1
168.3mm
. "... ..... ...''...."q8"2-0s-G(so!_ig)+E70 1 6
6 a n d 4
Without
DCEN+DCEP
N/A
N/A
N/A
Variable
Welding Process / Type:
Backing:
Material spec. (p-No):
Thickness
Diameter
Fi l l er materi al
Groove:
Fillet:
Groove:
Fillet:
Cl ass:
F- No. :
Welding position:
Weld progression:
Gas type / Backing gas:
Welding current type / polarity:
Mode of metal transfer:
Direct / Remote visual control:
Automatic voltage control:
Automatic joint
tracking:
Consumable insert:
Other:
Ranoe
Qualified
GTAW+SMAW
With and Without
". " f""towin-s_gw-*?9,:!l4S"I4"F-ln"
- "
-"_ _ llnlimr!-e""9"(9l"6[L=lgnn)*-_"-"_"_
73mm to Unlimited
ALL
-_"-e-RZQ-s":.c"L$I-d-)rF_Zg:!Qel_gqgy""?lsn_t_
-* "-.. .."-O-_gnd
4_.or*Eq_uivalent
DCEN+DCEP
N/A
N/A
ALL
6G
ALL
With and Without
VISUAL TEST RESULT
Visual Examination Results:
Accepted Report No.:
Type and Fig. No.
RADIOGRAPHIC
TEST RESULTS
FOR ALTERNATIVE
QUALIFICATION OF GROOVE WELDS BY RAOIOGRAPHY
Length and Percent of Defects:
Macro Test Fusion:
By
............"..."..1,1"/A___*-
Convexity N/A mm
we certify that the statements in this record are correct and that the test welds were prepared
welded and tested in accordance t" -"
requirements of the Section lX of the ASME Code.
Manufacturer or contractor:
Test Date:
1o APR?oo7iJ
S QAIQC
You might also like
- Welding Procedure Specification NO. 1-7-1: National Certified Pipe Welding BureauDocument5 pagesWelding Procedure Specification NO. 1-7-1: National Certified Pipe Welding BureauTharakeshNo ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- 1 ToleranceDocument8 pages1 ToleranceRaymond LO OtucopiNo ratings yet
- PQR-WPS-WPQR XXX Rev 0Document6 pagesPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Comparison ASTM A 3388 & ISO 11496Document1 pageComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyNo ratings yet
- IRN Compress AirDocument102 pagesIRN Compress AirNguyễn Châu67% (3)
- PCB Book v5.0.4 e Demo WDocument56 pagesPCB Book v5.0.4 e Demo Whlgc63100% (1)
- WPS-PQR For Split TeeDocument9 pagesWPS-PQR For Split TeemaheshmalaichamyNo ratings yet
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- PQR Gmaw3gDocument4 pagesPQR Gmaw3gdevendrasingh2021100% (3)
- WPQ Template (Asme Ix) No LogoDocument4 pagesWPQ Template (Asme Ix) No LogorcpretoriusNo ratings yet
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsDocument9 pagesWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- Milling MachineDocument32 pagesMilling MachineIrfan Shaikh100% (2)
- Clad PQRDocument5 pagesClad PQRRinshadNo ratings yet
- Cert Piping W54.5Document2 pagesCert Piping W54.5SANU0% (1)
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Sample API 1104 WpsDocument1 pageSample API 1104 Wpsippon_osoto100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- wqt4 Gmaw 4gDocument2 pageswqt4 Gmaw 4gdevendrasingh20210% (1)
- Apah Printmaking RubricDocument1 pageApah Printmaking Rubricapi-326122621No ratings yet
- ASME B16.5 Flanges PDFDocument50 pagesASME B16.5 Flanges PDFPedro De Mesquita Soares CamposNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- PQR Asme Template EDITABLEDocument6 pagesPQR Asme Template EDITABLErcpretoriusNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- List of APEDA Registered Member(s)Document56 pagesList of APEDA Registered Member(s)Kaveri Krishnan100% (3)
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASINo ratings yet
- Welding TechnologyDocument18 pagesWelding TechnologySanjoy Biswas100% (3)
- WpsDocument1 pageWpssathi_mechNo ratings yet
- Ruukki Hot Rolled Steels Processing of Material WeldingDocument11 pagesRuukki Hot Rolled Steels Processing of Material Weldingprince5621No ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- PQR TipsDocument4 pagesPQR TipsWaqas WaqasNo ratings yet
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonNo ratings yet
- Welding and Fabrication TechnologyDocument2 pagesWelding and Fabrication TechnologyLeonicia MarquinezNo ratings yet
- WPS PQR-08Document8 pagesWPS PQR-08Ranjan KumarNo ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Weld History SheetDocument2 pagesWeld History SheetAjin S100% (1)
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNo ratings yet
- Procedure For Liquid Penetrant ExaminationDocument12 pagesProcedure For Liquid Penetrant ExaminationShashank ParmarNo ratings yet
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- SS Pipe Welding ProcedureDocument5 pagesSS Pipe Welding Procedureamit rajputNo ratings yet
- Painting Report - C1742 & 43 PDFDocument1 pagePainting Report - C1742 & 43 PDFRyan Flores100% (1)
- WPQDocument10 pagesWPQayoki100% (3)
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
- 24 Practical Visual InspectionDocument5 pages24 Practical Visual InspectionMai Anh TaiNo ratings yet
- 188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQDocument1 page188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQMuhammad Fitransyah Syamsuar Putra100% (1)
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument7 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNo ratings yet
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 pagesQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNo ratings yet
- Blasting & Painting Inspection Report Format For Bottom Plate 01Document7 pagesBlasting & Painting Inspection Report Format For Bottom Plate 01ABEC Trombay siteNo ratings yet
- NDT Report - Dovetail WheelsDocument4 pagesNDT Report - Dovetail WheelsOm Ar TanNo ratings yet
- WpsDocument2 pagesWpsjsmargate100% (1)
- Title: WQ 482 Welding Procedure Specification (WPS) : SupersedesDocument1 pageTitle: WQ 482 Welding Procedure Specification (WPS) : SupersedesdethamrnNo ratings yet
- wps63 PDFDocument4 pageswps63 PDFErick HoganNo ratings yet
- ts203 PDFDocument45 pagests203 PDFSergio AlejandroNo ratings yet
- Vac Box Bubble Leak Testing AcessoriesDocument4 pagesVac Box Bubble Leak Testing AcessoriessbmmlaNo ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- VLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmDocument3 pagesVLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmTuTuy AnNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Table of Content: SR. TitleDocument2 pagesTable of Content: SR. TitlePratik KarekarNo ratings yet
- Ut PQRDocument10 pagesUt PQRArvind Sahani100% (1)
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDocument4 pages170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- 57 PQRDocument13 pages57 PQRAbdul Tri Hamdani HamdaniNo ratings yet
- Welding Procedure DatasheetDocument1 pageWelding Procedure Datasheetsajeev27No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- 201501F2 03 s10 SparesDocument4 pages201501F2 03 s10 SparesNguyễn ChâuNo ratings yet
- 201501F2-03-s2.2-Design ConceptDocument19 pages201501F2-03-s2.2-Design ConceptNguyễn ChâuNo ratings yet
- 201501F2 03 s3.2 Mechanical EquipmentsDocument24 pages201501F2 03 s3.2 Mechanical EquipmentsNguyễn ChâuNo ratings yet
- 201501F2 03 s4.0 Field Instrumentations and AutomationDocument17 pages201501F2 03 s4.0 Field Instrumentations and AutomationNguyễn ChâuNo ratings yet
- Section 5.2: Motor List Annealing FurnaceDocument2 pagesSection 5.2: Motor List Annealing FurnaceNguyễn ChâuNo ratings yet
- Section 4.1 Automation and Electrical - Line Equipment: DanieliDocument18 pagesSection 4.1 Automation and Electrical - Line Equipment: DanieliNguyễn ChâuNo ratings yet
- Night Duty Form 27.08.13Document1 pageNight Duty Form 27.08.13Nguyễn ChâuNo ratings yet
- BJT and FET ReviewDocument99 pagesBJT and FET ReviewRedenel SerquinaNo ratings yet
- Daily Report Piping Dept. (Raji) 15-08Document3 pagesDaily Report Piping Dept. (Raji) 15-08Rizky SkrillexNo ratings yet
- Rab Studio PhotohadiDocument7 pagesRab Studio PhotohadiDebbi SariNo ratings yet
- Data Radio Dec 22Document2 pagesData Radio Dec 22ilham taufik hsseNo ratings yet
- Catalogo Volcom Snowboard Uomo 2014 15Document17 pagesCatalogo Volcom Snowboard Uomo 2014 15Jeff AguiarNo ratings yet
- Manufacturing Technology Question Papers of JntuaDocument15 pagesManufacturing Technology Question Papers of JntuaHimadhar SaduNo ratings yet
- 1.2343 en PDFDocument2 pages1.2343 en PDFAngelo DanciuNo ratings yet
- Sterett Manitowoc 999Document16 pagesSterett Manitowoc 999PB 02 WALENo ratings yet
- Difference Between RAM and ROMDocument2 pagesDifference Between RAM and ROMMaricar Dela Cruz VLOGSNo ratings yet
- Bank Statement Apr2022 Jan2023 - WPW 14 26 - 004Document13 pagesBank Statement Apr2022 Jan2023 - WPW 14 26 - 004Adarsh RavindraNo ratings yet
- Pulp Paper Industry PDFDocument2 pagesPulp Paper Industry PDFX800XLNo ratings yet
- Technical Report 1 1999Document34 pagesTechnical Report 1 1999Sinan YıldızNo ratings yet
- Abrasives Selection Guide: Choose From Our Extensive Range of Discs, Wheels, Burrs and Sanding ProductsDocument27 pagesAbrasives Selection Guide: Choose From Our Extensive Range of Discs, Wheels, Burrs and Sanding Productsagniva dattaNo ratings yet
- Lecture 7 Reforming and IsomerizationDocument5 pagesLecture 7 Reforming and IsomerizationMadhuri Gupta100% (1)
- Assignment1 ExtendedDocument1 pageAssignment1 Extendedmaheshwarivikas1982No ratings yet
- TR - Heat TreatmentDocument48 pagesTR - Heat TreatmentAMIT PRAJAPATINo ratings yet
- Pakistan Steel Mills Annual Report From Superior UniversityDocument8 pagesPakistan Steel Mills Annual Report From Superior UniversityShahbaz Ahmad100% (1)
- The History of Combine HarvestersDocument16 pagesThe History of Combine Harvesterspop bogdanNo ratings yet
- FCH Mse604a Jan 2018 PDFDocument2 pagesFCH Mse604a Jan 2018 PDFAdarsh BarnwalNo ratings yet
- History of Coffee MakerDocument2 pagesHistory of Coffee MakerShiekh SimonNo ratings yet
- JeftDocument13 pagesJeftGAURAV PANDEYNo ratings yet
- 4985509-Leo Ps Brasshouse IntroFrom BBC Proms 2017Document7 pages4985509-Leo Ps Brasshouse IntroFrom BBC Proms 2017Prueba IDNo ratings yet
- List of All Famous Inventions and Their InventorDocument2 pagesList of All Famous Inventions and Their Inventorvijay raviNo ratings yet