You might also like
- (Eng) Basic Concept Training15Document86 pages(Eng) Basic Concept Training15Subuk NgaboNo ratings yet
- Italian Chicken ParmesanDocument1 pageItalian Chicken ParmesanSubuk NgaboNo ratings yet
- Estimation of The Design Wind Speeds For The Kingdom of Saudi Arabia Based On Short-Term RecordsDocument24 pagesEstimation of The Design Wind Speeds For The Kingdom of Saudi Arabia Based On Short-Term RecordsSubuk NgaboNo ratings yet
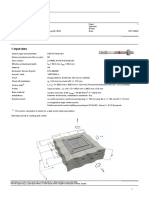
- Factory A - Item # 1 - Crane Data: 1 GeneralDocument3 pagesFactory A - Item # 1 - Crane Data: 1 GeneralSubuk NgaboNo ratings yet
- Arup Journal 2 2012Document112 pagesArup Journal 2 2012Ehecatl Vientiuno Arquitectura100% (1)
- Design of Main Girder (Compatibility Mode)Document58 pagesDesign of Main Girder (Compatibility Mode)Mohamed Azazy100% (1)
- Canalcrossing 139Document3 pagesCanalcrossing 139Subuk NgaboNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Longitudinal Section Cross Section of AbutmentDocument1 pageLongitudinal Section Cross Section of AbutmentMATHANNo ratings yet
- Apple A9Document10 pagesApple A9Savithri NandadasaNo ratings yet
- Molinos VerticalesDocument172 pagesMolinos VerticalesLeonardo RodriguezNo ratings yet
- RT 67Document11 pagesRT 67dinesh kumarNo ratings yet
- 200 Series Service Manual FLX200 & SCR200Document39 pages200 Series Service Manual FLX200 & SCR200Carlos Gomez100% (3)
- Conjoint SpssDocument28 pagesConjoint SpssstatsoumyaNo ratings yet
- Centrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDocument26 pagesCentrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDobrin PaulNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- Chap 08Document63 pagesChap 08Sam KashNo ratings yet
- CP 001 - 18 - PP - Eng - 00 - CP Umk450t (2018) 18VR5K01 (Eng)Document52 pagesCP 001 - 18 - PP - Eng - 00 - CP Umk450t (2018) 18VR5K01 (Eng)Honda almagrorepuestosNo ratings yet
- Final Upcat Mock ExamDocument24 pagesFinal Upcat Mock Examjbgonzales8No ratings yet
- Raft TheoryDocument37 pagesRaft Theorymuktha mukuNo ratings yet
- Heat ExchangersDocument25 pagesHeat ExchangersMohammed Kabiruddin100% (7)
- Economics BasisDocument14 pagesEconomics BasiskumarNo ratings yet
- Bombas Pentax SADocument48 pagesBombas Pentax SAAgustin CahuanaNo ratings yet
- Digital Indicating Controller: Bcs2, Bcr2, Bcd2Document10 pagesDigital Indicating Controller: Bcs2, Bcr2, Bcd2Bui TAN HIEPNo ratings yet
- Pd5500 Flange CalculationDocument6 pagesPd5500 Flange CalculationMakrand SakpalNo ratings yet
- 2015 Audi q5 sq5 71153 PDFDocument302 pages2015 Audi q5 sq5 71153 PDFPraveen100% (1)
- Paper AeroplaneDocument19 pagesPaper Aeroplanejkb SudhakarNo ratings yet
- REE Copy PDFDocument9 pagesREE Copy PDFJake ZozobradoNo ratings yet
- Velocloud OverviewDocument29 pagesVelocloud OverviewFebri RawlinsNo ratings yet
- University of Mumbai: Syllabus For Sem V & VI Program: B.Sc. Course: PhysicsDocument18 pagesUniversity of Mumbai: Syllabus For Sem V & VI Program: B.Sc. Course: Physicsdbhansali57No ratings yet
- (TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529Document109 pages(TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529jeffersonNo ratings yet
- Dnvgl-Ru-Ships (2015) Part 3 Ch-10 TrolleyDocument7 pagesDnvgl-Ru-Ships (2015) Part 3 Ch-10 TrolleyyogeshNo ratings yet
- Kaltreparatur-Textil WT2332 enDocument20 pagesKaltreparatur-Textil WT2332 enFerAK47aNo ratings yet
- Synthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Document9 pagesSynthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Ved PrakashNo ratings yet
- Planning and Site Investigation in TunnellingDocument6 pagesPlanning and Site Investigation in TunnellingJean DalyNo ratings yet
- Owners Manuel SupplementDocument6 pagesOwners Manuel SupplementJohn HansenNo ratings yet
- Renewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per ModuleDocument31 pagesRenewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per Modulesandeep devabhaktuniNo ratings yet
- Metalband SawDocument7 pagesMetalband SawRichard JongNo ratings yet