Professional Documents
Culture Documents
20023E00
Uploaded by
brome2014Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
20023E00
Uploaded by
brome2014Copyright:
Available Formats
0 ISSUE STIN OFFS STIN
11-96
REV. DESCRIPTION PREPD CHKD APPRD DATE
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
FUNCTIONAL SPECIFICATION
ASSEMBLY OF FITTINGS AND VALVES FOR STEEL SERVICE
PIPES, POLYURETHANE THERMAL INSULATION AND OUTER
CASING OF POLYETHYLENE
20023.VAR.PAI.FUN
Rev 0
April 1996
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 2
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
FOREWORD
Rev. 0 Total Number of Sheets 18
April 1996
This Specification was issued in agreement to E.E.C. Directives.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 3
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
CONTENTS
1. GENERAL
1.1 Scope
1.2 Normative references
1.2.1 European Normative References
1.2.2 Normative References if ISO, IEC and of National Organizations
1.2.3 Legislation
1.2.4 Internal Normative references
2. FUNCTIONAL NORMATIVE REQUIREMENTS
2.1 Operating environment
2.2 Functional requirements
2.2.1 Coating
2.2.2 Materials properties
2.2.3 Preservation of the coating materials
2.2.4 Surface preparation
2.2.5 Paint application
2.2.6 Insulation application
2.2.7 Finish of the ends
2.2.8 Marking
2.3 Safety
2.4 Ergonomics
2.5 Requirements for Quality Management and Quality Assurance
2.6 Additional Requirements for Review
2.6.1 Assistance by the Supplier of coating products
2.6.2 Reception of the coating materials
2.6.3 Production process control
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 4
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
2.6.4 Checks, inspections and testing
2.6.5 Painting check
2.6.6 Check of polyurethane foam insulation (PUR)
2.6.7 Check of the casing pipe
2.6.8 Check of the bonded pipe system
2.7 Documentation
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 5
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
1. GENERAL
1.1 Scope
This Specification defines requirements and test methods applicable to fittings and valves in
preinsulated bonded pipe systems ("fitting" as used here includes elbows, tees, reductions
and anchor elements).
This Specification refers only to assemblies of fittings and valves insulated by injected
(poured) polyurethane foam, for continuous operation with hot fluids at various
temperatures.
1.2 Normative references
1.2.1 European Normative References
EN 253 Preinsulated bonded pipe systems for underground hot water networks.
Pipe assembly of steel service pipes, polyurethane thermal insulation and
outer casing of polyethylene.
EN 448 Preinsulated bonded pipe systems for underground hot water networks.
Fittings assemblies of steel service pipes, polyurethane thermal
insulation and outer casing of polyethylene.
EN 488 Preinsulated bonded pipe systems for underground hot water networks.
Steel valve assembly for steel service pipes, polyurethane thermal
insulation and outer casing of polyethylene.
1.2.2 Normative References if ISO, IEC and of National Organizations
ISO 8501-1 Preparation of steel substrates before application of paint and related
products. Visual assessment of surface cleanliness.
Part 1: Rust grades and preparation grades of uncoated steel substrates
and of steel substrates after overall removal of previous coatings.
ISO 8502-3 Preparation of steel substrates before application of paint and related
products. Tests for the assessment of surface cleanliness. Part 3:
Assessment of dust on steel surfaces prepared for painting (pressure
sensitive tape method).
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 6
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
ISO 8502-4 Preparation of steel substrates before application of paint and related
products. Tests for the assessment of surface cleanliness. Part 4: Guide
on the estimation of the probability of condensation prior to paint
application.
ISO 8503-1 Preparation of steel substrates before application of paint and related
products. Surface roughness characteristics of blast-cleaned steel
substrates.
Part 1: Specifications and definitions for ISO surface profile comparators
for the assessement of abrasive blast-cleaned surfaces.
ISO 8503-2 Preparation of steel substrates before application of painted and related
products. Surface roughness characteristics of blast-cleaned steel
substrates.
Part 2: Method for the calibration of ISO surface profile comparators and
for the determination of surface profile. Comparator procedure.
ISO 8503-4 Preparation of steel substrates before application of paint and related
products. Surface roughness characteristics of blast-cleaned steel
substrates.
Part 4: Method for the calibration of ISO surface profile comparators and
the determination of surface profile.- Stylus instrument procedure.
ISO 8504-1 Preparation of steel substrates before application of paint and related
products. Surface preparation methods. Part 1: General principles.
ISO 8504-2 Preparation of steel substrates before application of paint and related
products. Surface preparation methods. Part 2: Abrasive blast cleaning.
ISO 8504-3 Preparation of steel substrates before application of paint and related
products. Surface preparation methods. Part 3: Hand and power-tool
cleaning.
ISO 4590 Cellular plastics - Determination of volume percentage of open and
closed cells of rigid materials.
ISO 844 Cellular plastics - Compression test of rigid materials
1.2.3 Legislation
D.P.R. del 27 Aprile 1955, N. 547 Norme per la prevenzione degli infortuni sul lavoro.
D.P.R. del 19 Marzo 1956, N. 303 Norme generali per ligiene del lavoro.
Legge del 29 Maggio 1974, N. 256 Classificazione e disciplina dellimballaggio e
delletichettatura delle sostanze e dei preparati pericolosi.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 7
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
Ministero della Sanit - Decreto N. 50 del 16 Febbraio 1993.
In Countries other than Italy these regulations may be complemented, integrated or
substituted by applicable local Laws and regulations.
1.2.4 Internal Normative references
20001.VAR.PAI.FUN Rev. 0, February 1995, Spray coating of steel pipes external surface
with epoxy or polyurethane paint.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 8
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
2. FUNCTIONAL NORMATIVE REQUIREMENTS
2.1 Operating environment
Assembly operations are to be performed in a factory or shop environment; the Company
reserves the right to authorize performing at the laying site all or part of the operations
detailed in this Specification, but only in the case of special circumstances.
2.2 Functional requirements
The assembly of fittings and valves insulated by injected (poured) polyurethane foam shall
be performed in accordance to the requirements specified in the data sheets and in the
specific documents issued for the individual job.
2.2.1 Coating
The preinsulation of the fitting is composed of:
- one layer of epoxy paint to a minimum thickness of 250 m
- one insulating layer of rigid polyurethane foam (PUR)
- a protective polyethylene casing pipe (PE).
2.2.2 Materials properties
2.2.2.1 Epoxy paint
The metal surface of the fitting shall be protected from corrosion by coating with a two-
component tar-epoxy product suitable for high temperature service. The Contractor shall
submit to the Company for approval the proposed product and its properties.
The following properties are required for the two-component paint:
- solids in excess of 90% of total weight
- withstanding service temperatures in excess of 120C
- applicability in layers having a minimum thickness of 250m each
- reduced curing time by heating. in a furnace.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 9
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
The base and hardening components shall not contain acids, greases, oils or chlorinated
plasticizers.
The base component shall contain rust inhibiting pigments that do not react with the
hardening agent.
A wet paint layer, applied on a vertical surface to a thickness that will produce a 250 m
thick dry layer, at a temperature of 45C shall neither run nor form bubbles or pores.
While still wet, the applied paint shall have a uniform appearance, without runs, lumps,
cavities, or other external defects.
The paint shall cure (at 25C dust dry in 2-3 minutes) leaving a continuous and uniform
surface without air bubbles, cavities or other irregularity.
The paint shall provide adequate adhesion, shock resistance, elasticity and hardness,
enabling handling the painted piping in the plant without any loss of resistance of the
applied layer and appreciable tendency to exfoliation.
The fittings shall be kept inside the plant building until the paint is thoroughly cured.
The applied paint shall be able to withstand in time the maximum service temperature rated
for the pipe system and the effects of any polyurethane foam decomposing, without being
subject to exfoliations or alteration of its anticorrosion properties.
2.2.2.2 Polyurethane rigid foam insulation (PUR)
The Contractor is responsible for the selection of raw materials, of their composition and of
the manufacturing conditions, and shall keep records documenting the type of raw materials
used, the prescribed mixing ratio and the tests carried out.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 10
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
The Contractor shall use polyurethane foam with the following properties:
DESCRIPTION OF
PROPERTIES
TEST
METHOD
UNITS MIN. MAX
Core density UNI EN 253 kg/m
3
60
Overall density UNI EN 253 kg/m
3
80
Closed cells percentage UNI EN 253
ISO 4590
% closed
cells
88
Water absorption UNI EN 253 % volume 10
Compressive strength UNI EN 253
ISO 844
MPa 0,3
Thermal conductivity UNI EN 253 W/(m K) 0,033
2.2.2.3 Casing pipe
The casing pipe shall ensure complete waterproofing and the necessary resistance for
handling and laying the insulated fitting. The type of casing is therefore dependant on the
specific needs of the individual job and will be selected at the the system design stage.
For buried pipelines the casing shall be obtained by extrusion of high density polyethylene
in virgin granules (PEHD) and shall exhibit the following properties (values for
information):
- specific weight kg/dm
3
0.945-0.965
- tensile strength kg/dm
2
240
- Rockwell hardness R 15-20
- elongation at break % 500
- modulus of elasticity kg/dm
2
9000
- surface electrical resistance Ohm 10
- thermal conductivity W/( m K) 0.47
- specific heat W/(kg K) 0.55
- linear expansion mm/(m K) 0.21
- thickness: in excess of 1% of the nominal OD and anyway 3 mm minimum, with
tolerances of -0 mm +1.5 mm
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 11
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
The Contractor shall submit to the Company for approval the HDPE pipe properties, the
materials and the technique to be used in sealing the casing pipe ends, the characteristics of
the spacers to be placed between the steel service pipe and the casing pipe, and those of all
other materials supplied and used.
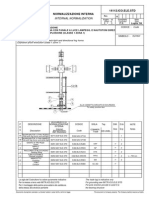
2.2.2.4 Centre line deviation
The distance between the centre line of the service pipe axis and of the casing pipe, when
measured at the fitting ends, shall not exceed the following limiting values:
OUTSIDE DIAMETER OF THE
CASING PIPE (mm)
CENTRE LINE DEVIATION
(mm)
75160
3.0
180400
4.5
450630
6.0
710800
8.0
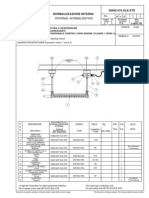
Angle between casing pipe segments on elbows and relevant minimum length
Two casing pipe segments protecting a service pipe elbow shall meet at an angle (alpha)
not exceeding 45 . The casing pipe at the ends of fittings and valves shall have a straight
length of 100 mm minimum.
2.2.2.5 Polyethylene welding
Polyethylene pipes to be welded together shall not differ more than 0.5 g/10 minutes in melt
flow rate.
At any point along a circumferential weld the joined pipes shall be level to each other, with a
maximum allowed difference measured in the radial direction of 30% of Wall Thickness.
2.2.2.6 Increase in diameter of the casing pipe
After foaming the mean outside diameter of the casing pipe shall not have increased by more
than 2%.
2.2.2.7 Minimum insulation layer thickness on elbows
The insulation thickness shall not be at any point less than 50% of its rated value and/or less
than 15 mm.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 12
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
2.2.2.8 Dimensional tolerances of the fitting
The main dimensions of the fitting shall not exceed the following tolerances:
DIAMETER
(mm)
H
(mm)
L
(mm)
300 10 20
300 25 50
2.2.3 Preservation of the coating materials
Materials to be used for coating shall be stored as follows in the Contractor's Works:
The containers holding liquid products shall be kept hermetically sealed, and be protected
from solar radiation and kept at a proper distance from heat sources and from those Works
areas where free flames are used.
The containers shall not be in direct contact with the ground.
Solid materials shall be kept in sheltered areas to controlled temperature and humidity.
Products supplied packaged shall be kept in their packagings until they are used; any
handling shall be carried out taking care not to damage these packages.
Packaged materials shall not be placed nor stored on wet or damp surfaces or environment,
nor in places that can be flooded or are near to possible sources of fire.
All products that become altered for any reason shall be removed from the manufacturing
areas of the Works.
2.2.4 Surface preparation
Before they are cleaned, all fittings and valves shall be carefully visually inspected
checking metal surfaces for corrosion and for any presence of oil, grease or other foreign
substances, in order to be able to choose the most suitable cleaning process.
Pretreatments shall be performed, if the case, in accordance to the provisions of ISO 8501-1
Standard.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 13
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
2.2.4.1 Cleanliness degree
Fittings and valves shall be clean to a degree corresponding as a minimum to Sa 2.5 of ISO
8501-1 Std., i.e. to a finish to near white metal.
2.2.4.2 Surface roughness
The average surface roughness shall be between 30 and 50 m.
2.2.5 Paint application
Fittings and valves, once found satisfactory at the visual inspection or after their surface
defects have been removed, shall be painted before any oxydation is apparent.
The following limits are to be observed:
- when the sheltered and possibly closed environment in which the fittings and valves are
placed has over 80% of relative humidity, the fittings and valves shall be painted within 2
hours
- with relative humidity between 60% and 80%, painting shall take place within 4 hours
- with relative humidity below 60%, painting shall take place within 8 hours.
Cleaning and painting shall anyhow be performed on the same day and within the above
time limits. Otherwise the fittings and valves shall be blastcleaned again.
Immediately prior to paint application, the blast cleaned surface shall be freed from any
trace of dust by a jet of dry air, not polluted by oil.
The paint, duly prepared for its application, shall be sprayed by the airless method,
following the Suppliers instructions and the procedure qualified and approved by the
Company.
During the painting operations the environment temperature shall never fall below 10C, nor
the air relative humidity shall exceed 80%.
Paint shall not be applied either on the welding bevels or on 20 mm from the fitting ends,
unless otherwise specified.
2.2.6 Insulation application
The insulation shall be applied by injection, in accordance to the Supplier's indications and
to the Contractor's procedure qualified and approved by the Company.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 14
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
The Contractor shall propose a system for insulation allowing complete and uniform filling
of the space between the service and casing pipes with polyurethane rigid foam; the foam
shall have the lowest possible density and thermal conductivity (unless differently specified
) compatible with the method of injection.
The two basic components (resin and isocyanate), once mixed in the ratio and at the
temperatures established, shall develop a chemical heat releasing reaction resulting in
foaming; this foam shall harden within the established time and allow complete filling of the
space between the pipes.
The centre lines of the service and casing pipes shall be coincident; to this purpose, plastic
spacers may be applied provided their shape does not hinder foam flow and development.
Unless otherwise specified the insulation and casing pipe shall leave 200 mm from the
service pipe end free.
2.2.7 Finish of the ends
The ends of the casing pipe enclosing the insulation shall be sealed using water stops. The
relevant method of application and material properties shall be qualified by tests performed
by the Contractor and witnessed by the Company, and subject to Company's approval.
2.2.8 Marking
The Contractor shall provide to re-apply the original markings that may have been removed
by the coating process, following the instructions given by the Companys Representative.
The P.O. can specify additional identification markings to be applied.
2.3 Safety
It is the Contractor's duty to observe the regulations on safety and health preservation
applicable to his premises. Special consideration is to be given to the following:
- painting products mixing and handling shall be performed in areas where air can circulate
freely and that are distant from zones of danger;
- the abrasives for blast cleaning shall be chosen among those not harmful to operators'
health.
The materials storerooms shall be appropriately ventilated and complying with applicable
law provisions on safety and fire prevention.
All painting, solvent, fluidizer, catalyst products shall bear on their container or on their
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 15
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
Safety Data Sheets the data required by the Decreto Ministero della Sanit (Health Ministry
Decree) N 50 of 16 February 1993.
In Countries other than Italy, these regulations may be complemented, integrated or
substituted by applicable local Laws and regulations.
2.4 Ergonomics
Not applicable
2.5 Requirements for Quality Management and Quality Assurance
The additional requirements for Quality Management and/or Quality Assurance are
contained in the applicable Quality and Execution Requirements Specification attached to
the Invitation to Bid.
2.6 Additional Requirements for Review
2.6.1 Assistance by the Supplier of coating products
The Supplier of coating materials shall provide assistance to the job, and in particular:
- shall check and certify that the surfaces of components were correctly prepared;
- shall supervise coating application and certify its correctness.
In connection to this, the Supplier, acting jointly with the Contractor, shall appoint, subject
to the Companys agreement, an independent third Party as Supervisor of all operations.
2.6.2 Reception of the coating materials
The Contractor shall ensure that products purchased are complying with the requirements
specified.
The Contractor shall purchase the products for the job from Suppliers qualified by the
Company.
The Contractor shall file and retain all the technical and administrative documents related to
the purchase, both those issued by himself and by the Supplier, for at least 3 years.
All coating materials shall be delivered on the job site in their original factory containers
with intact labels and seals. The containers shall be provided with identifying documents or
inscriptions, stating clearly their content and its validity expiry date.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 16
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
The containers shall be stored in a closed, well ventilated storeroom, observing the range of
allowable temperatures recommended by the Supplier.
2.6.3 Production process control
The Contractor shall possess an appropriate organization able to perform the following
functions:
- prepare written work instructions describing how operations are to be performed, the
proper equipment to be used, the adequate work environment, and the compliance with
reference Standards and codes and with the Companys requirements.
- monitoring and checking of specific characteristics of the process and of application.
2.6.4 Checks, inspections and testing
2.6.4.1 Materials inspection
Upon arrival of a load of products, the Contractor shall provide to verify:
- the integrity of the containers;
- the date of expiry of validity for the materials;
- correspondence of the shipping documents with the identification of the containers.
The storeroom where the materials will be placed shall be checked to ensure a constant
temperature of +20C (5 C) and adequate air flow.
2.6.4.2 Check of surface cleanliness
The Contractor shall perform at the start, middle, and end of every work shift a check of
ambient temperature and relative humidity using appropriate instruments, and calculate the
probability of moisture condensation according to ISO 8502-4 Standard; the values shall all
be recorded in the relevant work log book section.
When surface preparation is completed, appropriate checks must be carried out in order to
ensure that the substrate is adequate for the subsequent coating operations:
- visual check: shall be performed in accordance to ISO 8501- 1 Std.; the substrate finish
shall be as specified in the Data Sheets.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 17
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
- dust level check: shall be performed in accordance to ISO 8502-3 Std., the number of
checks shall be established by agreement with the Company, depending on the surface
and homogeneousness of the component examined; acceptance level per class 1.
- surface roughness test: shall be performed according to ISO 8503-1 and 8503-2
Standards, using the "comparator method"; the number of tests shall be established by
agreement with the Company, depending on the surface and on the homogeneousness of
the component; the acceptance level shall be the "medium" one. Alternatively, the
"stylus method" of ISO 8503-4 Std. may be used.
- check of welding flux removal: when requested by the Company, the pH value of the
surface near the welded joints shall be checked, wetting the area and applying litmus
paper; acceptance level is neutral pH.
2.6.5 Painting check
All fittings and valves, once painted with epoxy paint, shall be subjected to the checks
specified in AGIP 20001 SLI.COR.FUN Specification Spray coating of steel pipes external
surface with epoxy or polyurethane paint.
2.6.6 Check of polyurethane foam insulation (PUR)
Type and frequency of checking shall be as specified in the EN 448 Standard.
2.6.7 Check of the casing pipe
Type and frequency of checking shall be as specified in the EN 448 Standard.
2.6.8 Check of the bonded pipe system
Type and frequency of checking shall be as specified in the EN 448 Standard.
2.7 Documentation
The Contractor shall provide the Companys Representative with the following
documentation:
1) Certificates of the materials used for the insulation grouped by lot and/or batch of
materials.
20023.VAR.PAI.FUN
Rev. 0 April 1996
Sheet 18
Il presente documento RISERVATO ed di propriet dell'AGIP. Esso non sar mostrato a Terzi n sar utilizzato per scopi diversi da quelli per i quali stato inviato
This document is CONFIDENTIAL and the sole property of AGIP . It shall neither be shown to third parties nor used for purposes other than those for which it has been sent.
2) Conformity declaration, stating that the data recorded on the material certificates
comply with the requirements of this Specification.
3) Certificate of laboratory analyses, showing the number of tests performed and their result.
4) Daily production certificates (when production is on more than one shift per day,
certificates shall be issued for each shift), showing the identification number of each pipe,
the pipe length and the checks performed with the relevant result.
You might also like
- 20476E00Document11 pages20476E00brome2014No ratings yet
- 20020E00Document15 pages20020E00brome2014No ratings yet
- 20004E00Document17 pages20004E00brome2014No ratings yet
- 20013E00Document13 pages20013E00brome2014No ratings yet
- 20024E00Document13 pages20024E00brome2014No ratings yet
- Functional Specification: Offshore TerminalsDocument10 pagesFunctional Specification: Offshore Terminalsbrome2014No ratings yet
- 20012E00Document13 pages20012E00brome2014No ratings yet
- 20003E00Document19 pages20003E00brome2014No ratings yet
- 20208E00Document28 pages20208E00brome2014No ratings yet
- 20176E00Document17 pages20176E00brome2014No ratings yet
- 20001E00Document21 pages20001E00brome2014No ratings yet
- 20180E00Document34 pages20180E00brome2014No ratings yet
- Agip 20214 E00Document22 pagesAgip 20214 E00brome2014No ratings yet
- 20160E00Document22 pages20160E00brome2014No ratings yet
- 14117B00Document1 page14117B00brome2014No ratings yet
- 20162E00Document26 pages20162E00brome2014No ratings yet
- 14117B00Document1 page14117B00brome2014No ratings yet
- 14117B00Document1 page14117B00brome2014No ratings yet
- 20088B00Document3 pages20088B00brome2014No ratings yet
- 06221E02Document28 pages06221E02brome2014No ratings yet
- 14117B00Document1 page14117B00brome2014No ratings yet
- 06960B02Document1 page06960B02brome2014No ratings yet
- 14117B00Document1 page14117B00brome2014No ratings yet
- 14112B00Document1 page14112B00brome2014No ratings yet
- 06710B01Document1 page06710B01brome2014No ratings yet
- 06705B01Document1 page06705B01brome2014No ratings yet
- 06960B02Document1 page06960B02brome2014No ratings yet
- 20088B00Document3 pages20088B00brome2014No ratings yet
- Normalizzazione Interna 06029.MAT - ELE.STD: Internal NormalizationDocument2 pagesNormalizzazione Interna 06029.MAT - ELE.STD: Internal Normalizationbrome2014No ratings yet
- ISOLATORI SISMICI Fossetti Merlino Ventura Miragliotta 2017 LVWVDocument12 pagesISOLATORI SISMICI Fossetti Merlino Ventura Miragliotta 2017 LVWVfausto giovannardiNo ratings yet
- Eurocodice 2 - Uni Env 1992-1-2 Progettazione Delle Strutture Di Calcestruzzo Parte 1-2 Regole Generali Progettazione Della Resistenza All'IncendioDocument78 pagesEurocodice 2 - Uni Env 1992-1-2 Progettazione Delle Strutture Di Calcestruzzo Parte 1-2 Regole Generali Progettazione Della Resistenza All'IncendioRoberto_Enriqu_1386No ratings yet
- Compresores Tecum SehDocument4 pagesCompresores Tecum SehRoberto VargasNo ratings yet
- DIISOCIANATI - Parte 2Document39 pagesDIISOCIANATI - Parte 2seagruppo2No ratings yet
- Bosch Lavastoviglie SM SB 9000836608 - EDocument50 pagesBosch Lavastoviglie SM SB 9000836608 - Eange85No ratings yet
- ECOTOP-VHM-21 27 Julio2016Document48 pagesECOTOP-VHM-21 27 Julio2016tabaran adrianNo ratings yet
- ForgiaDocument6 pagesForgiaLupo72100% (8)
- ReLUIS Linee Guida Riparazione e Rafforzamento Integrazione Maggio2010 MetodoCAMDocument21 pagesReLUIS Linee Guida Riparazione e Rafforzamento Integrazione Maggio2010 MetodoCAMJennifer DanielsNo ratings yet
- La Saldatura Dei Grossi Spessori Inox, Le Saldature Eterogenee, Le PlaccatureDocument16 pagesLa Saldatura Dei Grossi Spessori Inox, Le Saldature Eterogenee, Le PlaccaturemattiaNo ratings yet