Professional Documents
Culture Documents
Tratamientos Termicos de Los Aceros
Uploaded by
JhonAlexanderSuarezCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Tratamientos Termicos de Los Aceros
Uploaded by
JhonAlexanderSuarezCopyright:
Available Formats
09
TRATAMIENTOS
TERMICOS DE
LOS ACEROS
GUIA PARA EL CURSO DE TROQUELADO.Tomo II
HERNANDO VILLA ESCUDERO
1
CONTENIDO
Diagrama hierro-carbono 3
TRATAMIENTOS TERMICOS DE LOS ACEROS
Recocido 4
Recocido completo o de homogeneizacin 5
Recocido de ablandamiento o recocido industrial 6
Recocidos de: globulizacin, recristalizacin 8
Recocido isotrmico 8
Normalizacin 9
Temple 10
Tratamiento isotrmico de temple 13
Tratamientos de endurecimiento superficial 13
Revenido 14
Revenido a baja temperatura o de eliminacin de tensiones 14
Revenido a alta temperatura o de bonificacin 17
Revenido de estabilizacin 18
Bonificacin 19
Patentizado 19
TRATAMIENTOS ISOTERMICOS DE LOS ACEROS
Temple diferido 20
Temple revenido isotrmico 23
Bonificacin isotrmica 23
Recocido isotrmico 24
TRATAMIENTOS DE ENDURECIMIENTO SUPERFICIAL
I. Cementacin carburante 26
a) Cementacin en caja 27
b) Cementacin en bao de sales fundidas 30
c) Cementacin gaseosa 31
d) Carbonitruracin 33
Tratamiento trmico de las piezas cementadas 33
II. Nitruracin 35
III. Temple superficial 38
a) Temple superficial por induccin 39
b) Temple superficial oxiacetilnico 40
IV. Endurecimiento superficial por friccin y plasma 42
V. Reendurecimiento superficial por proyeccin de bolas de acero 42
VI. Otros tratamientos superficiales:
Calorizacin, Cromizacin, Silicatacin, Sulfinizacin, Tenifer 44
2
Pavonado, Fosfatizado (Parquerizado, Bonderizado) 45
Calentamiento para el recocido, temple y normalizado 46
Temperatura de austenizacin 49
Tiempo de sostenimiento a temperatura de tratamiento 49
Velocidad de calentamiento 51
Medios de enfriamiento 51
Caractersticas de los medios de enfriamiento
Agua, 52
Salmuera, soluciones de soda, aceites 53
Soluciones polimricas, baos de sales fundidas 55
Metales fundidos, gases, mercurio 56
Tabla 1. Baos de sales ms utilizados 57
Figura 31. Ejemplos de enfriamientos correctos e incorrectos 59
Seleccin del medio templante 60
Evaluacin del poder de enfriamiento 63
Mtodos trmicos 63
Inercia de la transformacin de la austenita 66
Temperatura inicial de la formacin de martensita (Ms) 66
Temperatura final de formacin de martensita (Mf) 67
Templabilidad 67
Ensayo de templabilidad de Grossman 70
Histresis 71
Bandas de templabilidad 72
Envejecimiento o maduracin 73
Envejecimiento artificial: 73
Tratamiento de deformacin plstica a traccin 74
Tratamiento de deformacin plstica a compresin 74
Tratamiento trmico 74
Frecuentes errores en el tratamiento trmico 75
Problemas con los tratamientos trmicos 76
Aceites para temple 77
Cartas para mezcla de viscosidades de dos aceites 79
Nomograma para conversin de viscosidades 80
3
4
TRATAMIENTOS TERMICOS DE LOS ACEROS
Los tratamientos trmicos fundamentales que un acero puede recibir son los siguientes:
Recocido
Normalizado
Temple
Revenido
Bonificado
Patentizado
Otros tratamientos como los termoqumicos, superficiales y termomecnicos se tratan ms ade-
lante.
RECOCIDO
Con el nombre genrico de recocido, se conocen una serie de tratamientos trmicos, ms o
menos distintos, que permiten alcanzar alguna de las siguientes finalidades.
Recocido completo o de homogeneizacin. Mejora las propiedades de las piezas tratadas,
consiguiendo alcanzar una mejor distribucin en toda la masa, ya sea de los distintos constitu-
yentes qumicos o de los distintos constituyentes estructurales.
Recocido de ablandamiento o recocido industrial. Mejora la maquinabilidad de las piezas
tratadas, obteniendo un ablandamiento de ellas.
Recocido de recristalizacin. Regula el grupo cristalino deformado por operaciones anteriores
de laminacin, forja, trefilado, etc.
El recocido permite en las piezas tratadas: eliminar ms o menos completamente la acritud y las
tensiones internas; realizar el afinado del grano cristalino de su estructura; hacer desaparecer
los efectos del temple que haya sido efectuado anteriormente.
Las piezas recocidas presentan valores de dureza relativamente bajos.
El tratamiento de recocido est esencialmente constituido por un calentamiento hasta una alta
temperatura determinada, una permanencia prolongada a tal temperatura y a continuacin un
enfriamiento conducido de manera lenta, con la finalidad de dar lugar a una transformacin de
la estructura de manera gradual y completa.
La estructura que los materiales frreos toman con el recocido es, fundamentalmente,
perltica.
La temperatura a alcanzar en el tratamiento de recocido y la permanencia a dicha temperatura,
son distintas segn la finalidad que se quiera alcanzar, naturaleza del material que se somete a
tratamiento y dimensiones de las piezas.
Si interesa solamente una disminucin de las tensiones internas del material, puede ser sufi-
ciente un calentamiento a temperatura un poco inferior a la crtica de transformacin A
c1
(650
o
a
700
o
C) -Recocido subcrtico-. En tal caso, el calentamiento debe ser tanto ms prolongado,
cuanto ms baja sea la temperatura alcanzada.
5
Si se desea una estructura uniforme en todos los puntos de la pieza, deber superarse algo la
temperatura crtica A
c3
. En tal caso el tiempo de permanencia a la temperatura mxima debe
ser del orden de slo algunas horas. Algunas veces este perodo ser mayor, de algunas horas
a algunas decenas de horas, si se desea alcanzar tambin una distribucin uniforme de los
constituyentes qumicos en toda la masa.
Muy importante es la conduccin del enfriamiento de las piezas anteriormente calentadas. Es
necesario que el enfriamiento se realice muy lentamente. Corrientemente se dejan las piezas en
el mismo horno en el que han sido calentadas, dejndolas enfriar juntamente con ste despus
de haber suspendido el calentamiento.
La lentitud del enfriamiento interesa hasta alcanzar una temperatura de aproximadamente 500 a
600
o
C. Cuando se ha alcanzado una temperatura inferior a la crtica de transformacin de la
estructura (A
1
) y tal transformacin puede considerarse terminada; el enfriamiento puede ser
hecho ms velozmente, por ejemplo al aire libre.
RECOCIDO COMPLETO O DE HOMOGENEIZACION
El recocido completo se realiza calentando el acero a una temperatura de 25 a 50
o
C por encima
del punto crtico A
c3
, de manera que se obtenga una estructura constituida exclusivamente por
austenita -recocido de austenizacin-. Se mantiene el material a esta temperatura durante un
tiempo suficiente para lograr una estructura homognea por difusin de los distintos constitu-
yentes y la eliminacin de las tensiones internas existentes. Por ltimo se enfra muy lentamen-
te hasta por debajo de la temperatura crtica A
1
, de manera que se obtenga la transformacin
completa de la austenita en perlita. Figura 4
Figura 4. Diagrama esquemtico de la ejecucin del recocido completo
hipoeutectoide
hipereutectoide
6
Este tratamiento de recocido se realiza, principalmente, sobre aceros para herramientas de ele-
vado contenido en carbono o sobre piezas obtenidas por fusin, para eliminar las notables dife-
rencias de estructura de un punto a otro del material, no eliminables por el tratamiento ms
simple de recocido de ablandamiento que ser descrito seguidamente y que es ms corriente-
mente empleado.
Generalmente para los aceros hipereutcticos, de contenido en carbono superior a 0.86%, se
realiza el calentamiento slo ligeramente por encima de la temperatura crtica A
1
(en lugar de
por encima de la temperatura A
cm,
como sera necesario si se desease obtener un acero consti-
tuido exclusivamente por estructura austentica), para evitar el excesivo crecimiento del grano
cristalino que se produce al alcanzar temperaturas muy elevadas.
La duracin de la permanencia a la temperatura mxima se fija para cada caso particular
segn el tipo de acero de que se trata, y corrientemente es aconsejada por la firma productora
del material.
Generalmente la duracin del tratamiento viene fijada de la forma siguiente:
a) Una hora ms 15 minutos por cada 25 mm de espesor de la pieza, para aceros de bajo
porcentaje en carbono (menos de 0.50%).
b) De 2 a 6 horas segn las dimensiones de la pieza para aceros al carbono de herramien-
tas.
c) De 4 a 8 horas, segn las dimensiones de la pieza para aceros rpidos.
El enfriamiento se realiza muy lentamente en el horno, con velocidad de enfriamiento de
aproximadamente 20 a 30
o
C por hora, hasta aproximadamente los 500 a 600
o
C, despus de lo
cual se enfra ms rpidamente en aire libre.
La temperatura a la cual debe llegarse con enfriamiento en horno depende principalmente de la
naturaleza del material. De hecho, mientras que para los aceros al carbono la transformacin de
la austenita en perlita se ha completado totalmente a 600
o
C, para los aceros aleados la tempe-
ratura de la transformacin indicada puede ser desplazada a veces hasta aproximadamente
300
o
C; en tal caso, sacando las piezas del horno a una temperatura superior a sta, se puede
tener una estructura de temple en lugar de una estructura de recocido.
Puesto que el enfriamiento de las piezas en el horno utiliza ste demasiado tiempo, haciendo
demasiado costoso el proceso de recocido, el enfriamiento se realiza, a veces, introduciendo
las piezas recin sacadas del horno en un material aislante, por ejemplo, cal, ceniza, arena se-
ca, que hace que el calor se pierda muy lentamente.
RECOCIDO DE ABLANDAMIENTO O RECOCIDO INDUSTRIAL
Es el tratamiento de recocido ms corrientemente empleado, y tiene la finalidad de mejorar la
maquinabilidad del acero, ablandndolo y eliminando las tensiones de distintos orgenes que en
l pueda haber.
Se realiza calentando las piezas a temperatura algo inferior a la crtica de transformacin A
C1
-recocido subcrtico- mantenindolas durante un tiempo suficiente a tal temperatura y enfrin-
dolas seguidamente en forma lenta. Figura 5
7
Figura 5. Diagrama esquemtico de la ejecucin del recocido de ablandamiento
La temperatura a que normalmente se opera es de 650 a 700
o
C. Se mantienen las piezas a es-
ta temperatura, durante un perodo de 4 a 8 horas, segn el tipo de material y el grado de
ablandamiento que se desee alcanzar, enfriando despus en aire tranquilo.
En el caso de que se desee tambin eliminar las irregularidades de estructura debidas a trata-
mientos anteriores de laminacin o forja, es conveniente efectuar antes del recocido un trata-
miento de normalizacin.
Dado que se trabaja a una temperatura muy cercana a la de transformacin y se desea que tal
transformacin no se efecte, es necesario controlar que la temperatura a la cual se realiza el
tratamiento sea exacta y que la distribucin de la temperatura en todos los puntos de la carga
del horno sea uniforme.
El recocido de ablandamiento del acero puede realizarse tambin de una manera especial, ob-
teniendo una estructura perltica que contiene la cementita no en forma de laminillas como en el
proceso normal de recocido, sino distribuida en la masa en forma de glbulos. De esto procede
el nombre de perlita globular dado a la estructura y el de recocido de globulizacin, o de coa-
lescencia, que se da a este tratamiento.
A igualdad de composicin qumica del acero, la estructura perltica globular resulta menos dura
que la perlita laminar, por cuya razn el material sometido a un recocido de globalizacin tiene
una mayor maquinabilidad. Generalmente este tratamiento de recocido se realiza mediante un
calentamiento hecho con marcha variable, llevando el material sucesivamente varias veces por
encima y por debajo de la temperatura de transformacin A
1
. De tal forma la cementita, se di-
suelve en el hierro y se precipita varias veces sucesivas, favorecindose su contraccin en es-
8
ferillas uniformemente distribuidas en toda la masa. El enfriamiento final se realiza corriente-
mente en el aire. Figura 6
Figura 6. Diagrama esquemtico de la ejecucin del recocido de globulizacin
RECOCIDO DE RECRISTALIZACION
Este se realiza sobre materiales que han sufrido anteriormente un trabajo de laminacin, forja o
trefilado, que haya producido una deformacin de los granos cristalinos, obligndolos a alargar-
se en sentido de la deformacin y creando as en ellos tensiones internas. La finalidad de este
tratamiento es la de llevar el material a su estructura cristalina primitiva, eliminando las tensio-
nes internas que hacen frgiles las piezas y haciendo a stas capaces de poder ser posterior-
mente sometidas a esfuerzos sin peligro de rotura. La temperatura a la cual debe operarse y la
duracin de la permanencia a tal temperatura se escoge en cada caso segn la naturaleza del
material a tratar y segn el grado de acritud del mismo, a fin de evitar la formacin de un grano
demasiado grueso.
RECOCIDO ISOTERMICO
Es un tratamiento especial que tiene la finalidad de realizar en el material los efectos normales
del recocido; pero siendo realizado por un mtodo particular de enfriamiento, que ser ms ade-
lante explicado en el captulo de tratamientos isotrmicos.
Tiene la ventaja de resultar ms econmico que los tratamientos normales de recocido por su
menor duracin y por el menor tiempo de empleo de los hornos.
+ 50C
A1
- 50C
9
NORMALIZACION
El tratamiento de normalizacin consiste en un calentamiento de las piezas de acero a una
temperatura de 25 a 50
o
C por encima de la crtica de transformacin A
C3
en los aceros hipoeu-
tectoides (con menos de 0.86% de carbono) o por encima de la crtica de transformacin A
c1
(a veces A
cm
) para los aceros hipereutectoides (con ms de 0.86%C) seguido por un manteni-
miento a temperatura de duracin adecuada y por un enfriamiento en aire.
Es un tratamiento anlogo al de recocido completo, del cual nicamente difiere por el modo en
que se efecta el enfriamiento final: en aire en vez de en el horno. Figura 7
Figura 7. Diagrama esquemtico de la ejecucin del normalizado
La finalidad que se desea alcanzar con la normalizacin es la de obtener una estructura
homognea, un afinado del grano cristalino, la eliminacin de las irregularidades estructurales
provocadas por anteriores tratamientos mecnicos en caliente y la eliminacin de las tensiones
internas.
La normalizacin puede efectuarse antes de los tratamientos trmicos de recocido y bonifica-
cin, con el fin de poner previamente el material en condiciones de poder beneficiarse de la me-
jor manera posible de los tratamientos trmicos siguientes, por eliminacin de la acritud debida
a tratamientos mecnicos anteriores.
Tambin, en las piezas muy grandes, la normalizacin sustituye el recocido para evitar en ellas
que el enfriamiento demasiado lento en el horno provocase la formacin de un grano muy grue-
so.
hipereutectoide
hipoeutectoide
10
La estructura que normalmente se obtiene con la normalizacin est constituida por perlita, no
en forma de lminas grandes, como en el caso del recocido, sino bastante finas y con granos
ms regulares.
Realizando el tratamiento de normalizacin como se ha descrito anteriormente, en algunos ace-
ros aleados llamados de autotemple se obtiene una estructura de temple muy dura. En tales
casos el enfriamiento en aire no es suficientemente lento para impedir la formacin de la estruc-
tura de temple. Para tales aceros el efecto de la normalizacin corriente se podr obtener me-
diante un enfriamiento ms lento con un tratamiento de recocido.
TEMPLE
Con el nombre genrico de temple se denominan una serie de tratamientos trmicos, ms o
menos diferentes, que tienen como finalidad fundamental obtener sobre las piezas tratadas una
dureza elevada (temple de endurecimiento).
El temple de endurecimiento o temple directo se obtiene calentando el acero a temperatura
algo superior (20 a 50
o
C) a la crtica A
c3
para los aceros hipoeutectoides (con menos de 0.86%
de carbono), a la A
c1
(a veces a la A
cm
) para los aceros hipereutectoides (con ms de 0.86% de
carbono). Mantenindolos a tal temperatura durante un cierto tiempo, suficiente para realizar en
el seno de ellos la formacin de una estructura austentica homognea y enfrindolos finalmen-
te con una velocidad ms o menos grande, segn el tipo de material que se trate, con el fin de
fijar una estructura caracterizada por su elevada dureza -martensita-. Figura 8
Figura 8. Diagrama esquemtico de la ejecucin del temple
En definitiva el tratamiento de temple es el que permite obtener en las piezas de acero la mxi-
ma dureza que pueden alcanzar en relacin con el material de que estn constituidas y de sus
dimensiones.
hipoeutectoide hipereutectoide
11
Normalmente en el calentamiento para el temple de acero hipereutectoide (con ms de 0.86%
de carbono) se llega slo a 750 y 780
o
C; esto es un poco por encima de la temperatura crtica
A
c1
(en lugar de llegar por encima de la temperatura A
cm
) para evitar que a causa de la tempe-
ratura demasiado alta se produzca la formacin de un grano cristalino excesivamente grueso, a
lo cual son bastante susceptibles tales aceros, que les dara una gran fragilidad. En tales casos,
an cuando la austenita contiene disuelto menos carbono del que contendra si fuese llevada
por encima de la temperatura A
cm
, no se obtiene una diferencia notable de dureza en las piezas
templadas, dado que el carbono no disuelto se encuentra bajo la forma de cementita y la ce-
mentita es de por s un constituyente duro y cuya dureza no es inferior a la de la martensita.
Un acero templado est esencialmente constituido por martensita, que es la estructura
ms dura que se puede lograr en el acero. Para obtener martensita es necesario un enfria-
miento ms o menos enrgico, en relacin con la velocidad crtica de temple caracterstica de
los distintos materiales sometidos a este tratamiento.
Se llama velocidad crtica de temple a la velocidad mnima con la cual puede ser enfriado
el material con el fin de lograr el temple sobre ste. Tal velocidad es tanto menor cuanto
ms rico en carbono es el acero, y cuanto mayor es el porcentaje de elementos de alea-
cin en los aceros especiales. As, mientras en los aceros no muy ricos en carbono es nece-
sario un enfriamiento enrgico en agua fra, en los aceros ms ricos en carbono se pude reali-
zar tambin el temple enfrindolos en aceite y en los aceros muy aleados, por ejemplo en los
aceros llamados de autotemple, el temple se produce simplemente por enfriamiento al aire.
El valor de la velocidad crtica de temple tambin est influenciado por el tamao de gra-
no cristalino. Los aceros de grano muy grueso, a igualdad de composicin qumica, se tem-
plan con velocidades ms bajas de enfriamiento.
Los distintos aceros se clasifican tambin en relacin con su templabilidad; esto es, en rela-
cin con la propiedad de alcanzar temple en profundidad.
Una pieza de acero sometida a temple alcanza valores de dureza ms elevados en la zona ex-
terior, los cuales van decreciendo a medida que se aproximan al ncleo. Esto es debido al
hecho de que las partes ms internas disminuyen su temperatura ms lentamente que las par-
tes exteriores, enfrindose con una velocidad que es inferior a la crtica de temple y en conse-
cuencia no alcanzan durezas elevadas.
Evidentemente, desde este punto de vista, los aceros ricos en carbono y los aceros aleados son
capaces de alcanzar el temple en profundidad mejor que los aceros menos ricos en carbono.
Tal es el motivo del empleo de tales aceros en el campo de la tcnica.
La dureza mxima que un acero puede alcanzar con el temple depende principalmente de
su porcentaje en carbono. Prcticamente los aceros con menos de 0.20% de carbono se con-
sideran no templables, adquiriendo con un temple slo un mnimo de dureza. Valores cercanos
al mximo de dureza se obtienen ya con el 0.60% de carbono (cerca de los 65 HR
c
). Figura 9.
Porcentajes mayores de carbono en el acero solamente producen pequeos aumentos de du-
reza, y desde 0.80% de carbono en adelante la dureza se mantiene prcticamente constante.
La presencia de elementos de aleacin en los aceros especiales en proporciones no muy
elevadas, no influyen sobre el valor de la dureza alcanzable con el tratamiento trmico,
slo reducen la velocidad crtica de temple, permitiendo alcanzar una buena dureza en
profundidad en la pieza con enfriamiento menos enrgico.
12
Figura 9. Influencia del porcentaje de carbono sobre la dureza mxima alcanzable en el
temple
Siempre que sea posible, es conveniente realizar el tratamiento trmico con un enfriamiento
menos enrgico. De tal manera se obtienen sobre las piezas tratadas deformaciones menores y
tensiones internas menores, y, en consecuencia, menos peligros de agrietamiento y rotura.
Los medios de enfriamiento normalmente utilizados para el temple son: el agua, el aceite y el
aire. El aceite es generalmente empleado cuando no se puede recurrir al enfriamiento en agua,
por resultar ste demasiado enrgico y causar defectos en las piezas. El enfriamiento en aceite
es siempre ms costoso, porque debe tenerse en cuenta el consumo de ste, que resulta como
consecuencia del hecho de que con la inmersin de las piezas al rojo se quema parcialmente.
Por otra parte es necesario proveerlo de un dispositivo de enfriamiento para mantenerlo a tem-
peratura constante, a pesar del calor cedido por las piezas. Tal dispositivo de enfriamiento no
es necesario para el agua, ya que el depsito de sta est unido, normalmente, con la red de
distribucin de agua corriente.
13
Para el enfriamiento en agua debe tenerse presente que la temperatura del agua corriente pue-
de variar en las distintas estaciones del ao, alcanzando en la estacin invernal temperaturas
muy bajas que pueden dar al bao una energa de enfriamiento mucho mayor, que influye sobre
los efectos del temple. Es conveniente que la temperatura del agua de enfriamiento se
mantenga entre los 20 y 30
o
C. Si la temperatura del agua sube por encima de los 40
o
C, sta
pierde rpidamente su propio poder refrigerante.
En casos particulares se pueden emplear medios de enfriamiento ms enrgicos constituidos
por los mismos lquidos (agua o aceite) mantenidos a temperatura ms baja o mantenidos con-
venientemente agitados.
Se puede aumentar tambin la velocidad de enfriamiento del agua en la cual se sumergen las
piezas calientes, disolviendo en sta porcentajes adecuados de sal (ClNa). La sal disuelta acti-
va la velocidad de enfriamiento, por cuanto al entrar en contacto con la pieza al rojo, da lu-
gar a estallidos capaces de romper el cojn de vapor que, debido a la evaporizacin del
agua, se forma entre la pieza y el agua y obstaculiza la eliminacin rpida del calor.
Medios de enfriamiento menos enrgicos se pueden lograr tambin aumentando la temperatura
del bao de enfriamiento, o utilizando como bao de enfriamiento sales fundidas a distintas
temperaturas o tambin metales como por ejemplo plomo fundido.
Al escoger el material para emplear en la fabricacin de una pieza destinada a ser endurecida
por temple, es necesario tambin considerar las dimensiones de tal pieza; si se desea que des-
pus del temple quede endurecida hasta el corazn a pesar de su elevado espesor, es necesa-
rio fabricarla con un acero muy templable.
TRATAMIENTO ISOTERMICO DE TEMPLE
Resultados semejantes a los obtenidos con el temple de endurecimiento clsico, anteriormente
descrito, se pueden lograr con tratamientos realizados de forma distinta, basndose principal-
mente en la adopcin de diferentes sistemas de enfriamiento.
Tales tratamientos, que toman distintos nombres: temple isotrmico, temple diferido, sern es-
tudiados ms adelante en el captulo de tratamientos isotrmicos. Estos tratamientos realizables
slo en determinadas condiciones, presentan ventajas notables con respecto al tratamiento de
temple tradicional por cuanto permiten obtener piezas endurecidas con un mnimo de tensiones
internas o deformaciones y con una tenacidad ms elevada.
.
TRATAMIENTOS DE ENDURECIMIENTO SUPERFICIAL
En algunos casos particulares, para determinadas aplicaciones, es necesario construir piezas
que sean muy duras en la superficie, principalmente para ser resistentes al desgaste y estn
dotadas en el interior de escasa dureza y en consecuencia de elevada tenacidad, para ser re-
sistentes a los choques.
Tales resultados se pueden obtener con tratamientos trmicos llamados de endurecimiento su-
perficial; los principales son los de: cementacin carburante, cementacin nitrurante, temple
por induccin y temple a la llama, que sern tratados posteriormente en un captulo dedicado
a los tratamientos de endurecimiento superficial.
14
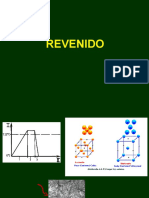
REVENIDO
El revenido es un tratamiento trmico que se realiza despus del temple y consiste en:
Un calentamiento del material, anteriormente templado, a una temperatura inferior siempre a la
crtica A
c1
.
La permanencia por un cierto tiempo a tal temperatura.
El enfriamiento posterior realizado de manera ms o menos lenta.
Al variar la temperatura a la cual se lleva el material sometido a revenido varan los resultados
que se obtienen y por tanto las finalidades del tratamiento en s.
Se pueden distinguir los siguientes tratamientos de revenido:
a) Revenido a baja temperatura o tratamiento de eliminacin de tensiones.
b) Revenido a temperatura elevada o revenido de bonificacin.
c) Revenido de estabilizacin
.
REVENIDO A BAJA TEMPERATURA O DE ELIMINACION DE TENSIONES
Tiene la finalidad de reducir notablemente las tensiones internas presentes en el material tem-
plado, mejorando su tenacidad sin reducir la dureza de manera sensible.
Se realiza generalmente en los aceros para herramientas, los cuales, debiendo ser capaces de
arrancar virutas en la mecanizacin de otros materiales, deben poseer una dureza muy eleva-
da, como la que puede darles el temple. Sin embargo, se utiliza este tipo de tratamiento, ya que
el temple solamente dara lugar a herramientas que, si bien seran muy duras, seran tambin
muy frgiles y por ello de difcil empleo.
Otro campo de aplicacin de tal tratamiento, es el de los aceros sometidos a cementacin car-
burante y despus templados.
Para los aceros al carbono, el revenido a baja temperatura se realiza normalmente llevando las
piezas templadas a temperaturas de 200 a 300
o
C, hacindolas permanecer a tal temperatura,
durante un tiempo ms o menos largo (cerca de 2 horas), y enfrindolas a continuacin.
En el caso de aceros rpidos y super rpidos, se alcanzan en el revenido temperaturas de 550
a 650
o
C con permanencias de 2 horas a esta temperatura.
La dureza que toma el material, despus del revenido, es ms baja cuanto ms elevada ha sido
la temperatura de revenido, en el campo de variaciones indicado para cada uno de los tipos de
acero. En la figura 10, para los aceros al carbono, y figura 11, para los aceros rpidos, se pre-
sentan las variaciones de la dureza del material al variar la temperatura a la cual se ha realiza-
do el revenido.
Para algunos aceros aleados, como por ejemplo en los aceros rpidos, se produce el fenmeno
de la dureza secundaria. Se tiene en ste, despus del revenido, un aumento de dureza con
respecto al valor obtenido con el temple solo. Ello es debido al hecho de que tratndose de ace-
ros de velocidad de temple muy baja, el enfriamiento de temple, an conducido de forma muy
15
lenta, no ha podido permitir la transformacin de toda la austenita en martensita, sino que ha
dejado una cierta cantidad de austenita sin transformar -austenita retenida-. Con el revenido
posterior, se produce y se completa la transformacin de la austenita residual en martensita; y
esto, teniendo presente el hecho de que la martensita es mucho ms dura que la austenita,
provoca el aumento de dureza. En general, para tales aceros, la mxima dureza (63 a 68HR
c
)
se obtiene realizando el revenido a temperatura de 550 a 560
o
C. Figura 11
Figura 10. Influencia de la temperatura de revenido de eliminacin de tensiones sobre la
dureza de un acero al carbono
El revenido de herramientas puede tambin efectuarse de otra manera, utilizando para ello par-
te del mismo calor suministrado a las piezas en el calentamiento de temple. En tal caso, des-
pus del calentamiento de temple, las herramientas se sumergen en el medio de enfriamiento y
se tienen en l durante un cierto tiempo, insuficiente sin embargo para que se enfren comple-
tamente.
Puesto que las partes interiores se enfran ms lentamente que las exteriores, sacando las pie-
zas no an completamente enfriadas del medio refrigerante, se producir una difusin de calor
del interior hacia el exterior, que provocar un aumento de temperatura en el exterior.
16
Figura 11. Influencia de la temperatura de revenido de eliminacin de tensiones sobre la
dureza de un acero rpido
Dosificando en el punto justo la permanencia de las piezas al rojo en el bao de enfriamiento,
se puede efectuar sobre las herramientas el grado exacto de revenido. Evidentemente slo la
experiencia puede indicar las condiciones ms adecuadas para tal procedimiento. La tempera-
tura alcanzada en el curso del calentamiento de revenido, se puede precisar observando la co-
loracin alcanzada por la pieza.
Para ello, en los aceros al carbono, existen las siguientes correspondencias:
220
o
C amarillo claro 280
o
C violeta
240
o
C amarillo pajizo 290
o
C azul claro
250
o
C amarillo marrn 300
o
C azul oscuro
260
o
C marrn prpura 320
o
C gris
270
o
C prpura
17
Para los aceros rpidos se tienen:
250
o
C amarillo claro 380
o
C prpura claro
280
o
C amarillo pajizo 400
o
C prpura oscuro
300
o
C amarillo oscuro 420
o
C violeta
340
o
C amarillo marrn 450
o
C azul
360
o
C marrn prpura 500
o
C gris
Tales coloraciones, que evidentemente se manifiestan sobre superficies pulidas, son debidas a
la formacin de una capa ms o menos gruesa de xido sobre la superficie de las piezas.
Para establecer exactamente la temperatura alcanzada por las piezas, es ms conveniente ser-
virse de pirmetros, dado que los elementos especiales presentes en el acero pueden despla-
zar en mayor o menor cuanta la correspondencia indicada anteriormente, entre la temperatura
y la coloracin.
REVENIDO A ALTA TEMPERATURA O DE BONIFICACION
Tiene la finalidad de aumentar notablemente la tenacidad de los aceros que habiendo anterior-
mente sido sometidos a temple de endurecimiento, haban tomado fragilidad muy elevada.
Se realiza sobre los llamados aceros de bonificacin (0.25 a 0.75%C) tanto en los aceros al
carbono como en los aleados con elementos especiales. El calentamiento de revenido se reali-
za llevando el material templado a temperatura de 580 a 630
o
C, mantenindolo a esta tempera-
tura durante 1 a 3 horas y enfrindolo a continuacin. Como consecuencia de este tratamiento
se tiene, ya sea una notable reduccin de las tensiones producidas por el temple, y una notable
reduccin de la dureza del material.
Con el calentamiento de revenido se da al material, que tiene una estructura martenstica, esto
es una estructura inestable, una cantidad de energa trmica suficiente para dar movilidad a los
tomos de carbono y permitirles salir de las posiciones inestables que ocupan en la red cristali-
na y disponerse en sistemas menos inestables.
En efecto, con el revenido de alta temperatura, la martensita se transforma en sorbita.
Naturalmente, la resistencia mecnica y la dureza a que queda el acero tratado depende de la
temperatura a la cual se hace el revenido y son tanto ms bajas cuanto ms elevada es tal
temperatura. Figura 12
El enfriamiento que completa el revenido puede realizarse en aire, en aceite o en agua.
Es necesario el enfriamiento no muy lento, para un grupo de aceros que presentan la llamada
fragilidad de revenido, que son aceros conteniendo cromo y manganeso, los cuales presentan
tal fenmeno an ms acentuado si estn en presencia de nquel, fsforo y silicio y menos
acentuado si estn en presencia de tungsteno y molibdeno. En ellos se obtiene al final del tra-
tamiento, una notable fragilidad si el paso a travs del campo de temperaturas de 600 a 400
o
C,
se realiza lentamente. La fragilidad de revenido parece ser debida a fenmenos de precipitacin
del cromo y del manganeso que no se disuelven en la ferrita y en consecuencia permanecen
dispersos en el retculo cristalino, creando tensiones internas.
En los aceros aleados, que con el temple dan lugar a estructuras parcialmente austenticas, se
produce tambin con este revenido el fenmeno de la dureza secundaria, citado a propsito del
revenido de algunos aceros especiales.
18
REVENIDO DE ESTABILIZACION
Tiene la finalidad de reducir al mximo, y si es posible eliminar completamente, las tensiones
internas de un material, para obtener la llamada estabilidad dimensional y de forma, de la
pieza en cuestin.
Interesa especialmente en la fabricacin de piezas de instrumentos de medida o de control,
galgas patrn, calibres, etc., para los cuales es de suma importancia que los materiales no su-
fran, con el tiempo deformaciones o variaciones de dimensiones.
Se realiza manteniendo el material a temperatura de aproximadamente 150
o
C, por un espacio
de tiempo de hasta algunos centenares de horas de duracin.
Figura 12. Influencia de la temperatura de revenido de bonificacin sobre la dureza de un
acero templado en aceite
19
BONIFICACION
Se llama bonificacin, el conjunto de los dos tratamientos trmicos anteriormente descri-
tos: temple de dureza seguido de un revenido a alta temperatura.
El tratamiento completo est esquematizado en la figura 13. El material que ha sufrido tales
tratamientos se llama bonificado.
Bonificacin isotrmica. Este tratamiento, por las especiales nociones tericas que requiere,
ser tratado ms adelante en el captulo de los tratamientos isotrmicos. Consiste en obtener la
estructura de bonificacin en un solo tratamiento y sin pasar por la formacin de la martensita.
Figura13.
PATENTIZADO
Es un tratamiento trmico especial, que se realiza sobre los hilos de acero y similares, entre un
paso y otro en el curso del trabajo de deformacin en fro, como por ejemplo en el trefilado.
Consiste en calentar el material a temperatura de aproximadamente 1000
o
C y enfriarlo a conti-
nuacin en aire. O bien, en calentar el material aproximadamente a 950
o
C y sumergirlo luego
en plomo fundido o una mezcla de sales fundidas, a una temperatura variable, segn la compo-
sicin del acero, entre 450 y 500
o
C.
Este tratamiento proporciona al acero un mejoramiento de las caractersticas mecnicas y lo
hace ms apto para soportar torsiones o doblados, aumentando notablemente la capacidad del
acero para ser estirado por trefilado.
20
TRATAMIENTOS ISOTERMICOS DE LOS ACEROS
TEMPLE DIFERIDO
El temple diferido, tambin se llama temple por etapas, temple escalonado, Martempering,
temple martenstico o martemperado.
Para efectuarlo Figura 14 la pieza a templarse se lleva primero totalmente a su estructura aus-
tentica, mediante un calentamiento adecuadamente conducido, hasta temperaturas un poco
superiores a A
c3
para los aceros hipoeutectoides y un poco superiores a A
c1
(y a veces A
cm
)
para los aceros hipereutectoides.
Figura 14. Diagrama de ejecucin del temple diferido (temple por etapas)
21
Seguidamente las piezas as calentadas se sumergen en un bao de sales a temperatura algo
superior a la M
s
de comienzo de formacin de la martensita. Se mantienen las piezas en este
bao durante un cierto tiempo, suficiente para realizar una disminucin notable de su tempera-
tura, tiempo inferior, sin embargo, al necesario para dar comienzo a la transformacin de la aus-
tenita a aquellas temperaturas. Despus se sacan las piezas del bao y se enfran, hasta la
temperatura ambiente, generalmente en aire libre. La estructura que se obtiene est nte-
gramente formada por martensita.
Comparemos este tratamiento con el clsico de temple directo figura 15.
Figura 15. Comparacin entre el temple directo y el temple por etapas
Es necesario tener en cuenta que las piezas tienen un cierto espesor y, en consecuencia,
cuando las sumergimos en el bao a baja temperatura, su zona externa alcanza rpidamente
tal temperatura, mientras la zona ms interna o ncleo emplea un tiempo mayor para alcanzar-
la. En la figura se han representado, para cada tratamiento, las dos curvas de enfriamiento que
corresponden a las partes exterior e interior de la pieza.
En el caso del temple directo, como claramente se puede ver en la figura, la superficie exterior
inicia la transformacin de la austenita, despus del tiempo t
i
y la acaba en el tiempo t
f
. El in-
terior de la pieza, a su vez, inicia la transformacin de la austenita en martensita, en el tiempo t
i
mayor que t
f
, y lo termina despus del tiempo t
f,
resulta de ello que la transformacin en mar-
tensita se ha terminado en la zona exterior antes an de que se hubiese iniciado en la zona in-
terna.
Derivan de ello los grandes inconvenientes del temple directo, por el hecho de que la transfor-
macin de austenita en martensita tiene lugar siempre con un cierto aumento de volu-
men.
22
Cuando en la zona ms interna se forma la martensita, se produce un aumento de volumen,
localizado en el interior de la pieza, que se encuentra obstaculizado por la capa exterior ya de
estructura martenstica, notablemente dura y frgil, y en consecuencia poco deformable. A con-
secuencia de la notable fuerza ejercida por la martensita interna, que busca dilatarse sobre la
exterior que se le opone, se crean en la pieza tensiones internas, deformaciones e incluso grie-
tas ms o menos microscpicas y fisuras, que pueden llegar incluso a ocasionar la rotura de la
pieza.
En el caso del temple revenido isotrmico, por el contrario como se ve en la figura 16, en el
curso de la permanencia en el bao a temperatura constante, la zona exterior y el interior de la
pieza, tienen la posibilidad de alcanzar la misma temperatura y desde all, en el enfriamiento
siguiente, atraviesan casi simultneamente el intervalo de la transformacin de la austenita en
martensita, evitando los inconvenientes del temple directo.
Figura 16. Diagrama de ejecucin del temple revenido isotrmico
23
El enfriamiento isotrmico se hace en hornos de baos de sales. Los baos de sales em-
pleados estn generalmente constituidos por mezclas de nitratos y nitritos fundidos.
Las piezas as templadas son generalmente revenidas con el tratamiento normal de revenido.
Debido a las ventajas que presenta el tratamiento de temple diferido, encuentra hoy una exten-
sa aplicacin, limitada sin embargo al campo de piezas de pequeas dimensiones y espe-
sores normalmente no superiores a 25 mm: hojas de cuchillos, cojinetes, pequeas
herramientas, engranajes, etc. De hecho, el tiempo disponible para alcanzar la igualacin de
temperaturas entre la zona exterior y el ncleo queda limitado por la posicin de la curva de
iniciacin de la transformacin, que para obtener exclusivamente martensita no debe ser atra-
vesada por la curva de enfriamiento del ncleo. Evidentemente, los aceros ms templables, es-
to es, los que tienen la curva de Bain desplazada hacia la derecha, permiten realizar tal trata-
miento an en piezas de mayores dimensiones.
TEMPLE REVENIDO ISOTERMICO
El temple revenido isotrmico es llamado tambin temple intermedio o denominado austem-
pering, austemperado, temple austentico, temple bainitico. Para realizarlo figura 16 las
piezas, previamente llevadas a estructura austentica, se sumergen en un bao a temperatura
un poco superior a M
s
y se dejan hasta que la estructura ha acabado de transformarse a tal
temperatura constante, despus de lo cual, se enfran a temperatura ambiente.
La temperatura del bao de sales, se escoge de manera tal, que se obtenga una estructura
final de bainita inferior, estructura bastante dura, si bien lo es menos que la de martensita.
A este tratamiento se puede hacer seguir un revenido normal.
Tambin para el temple revenido isotrmico valen las limitaciones indicadas con respecto a las
dimensiones de las piezas a tratar.
BONIFICACION ISOTERMICA
La bonificacin isotrmica, es un tratamiento similar al temple isotrmico. Difiere de ste en que
es un poco ms alta la temperatura del bao de sales fundidas en que se sumerge la pieza,
previamente llevada a estructura austentica. La temperatura del bao de sales es tal que la
lleva a una estructura de transformacin constituida por bainita superior.
Esta estructura es por s misma suficientemente tenaz, no necesitndose tratamiento de reveni-
do ulterior figura 17. La ventaja de la bonificacin isotrmica, respecto a la bonificacin clsica,
consiste en el hecho de que con la bonificacin isotrmica, se llega a la estructura final con un
solo tratamiento y sin pasar a travs de la estructura martenstica. Por otra parte, al eliminar el
doble tratamiento, se eliminan las grietas microscpicas o fisuras, que pueden formarse en el
material cuando sufre la transformacin en martensita y que conserva despus, an cuando la
martensita ha sido ya transformada.
Generalmente, el acero sometido a bonificacin isotrmica presenta, a igualdad de dureza, una
mayor tenacidad con respecto al que ha sido sometido a temple directo y al correspondiente
revenido.
Tambin aqu valen las mismas limitaciones en relacin con las dimensiones de las piezas.
24
Figura 17. Diagrama de ejecucin de la bonificacin isotrmica
RECOCIDO ISOTERMICO
Para el recocido isotrmico se calienta primeramente el material hasta llevarlo a la estructura
totalmente austentica. Hecho esto se lleva rpidamente a un bao de sales, a temperatura un
poco inferior a la Ar
1
de transformacin de la austenita en perlita. Se mantiene en este bao
durante un tiempo suficiente para completar la transformacin de la austenita en perlita o en
estructuras prximas a ella figura18.
Normalmente se obtienen con este tratamiento los mismos resultados que se logran con el re-
cocido clsico, aunque algunas veces el material adquiere una mayor maquinabilidad.
25
Las ventajas de este tratamiento con respecto al recocido clsico, consisten principalmente en
reducir la notable duracin del tratamiento clsico.
La temperatura del bao de sales se escoge convenientemente basndose en el diagrama de
Bain correspondiente al acero a tratar, de manera que se logre la estructura de la dureza de-
seada y no se necesite un largo tiempo de transformacin.
El tiempo de permanencia en el bao puede determinarse con el diagrama de Bain. Cuando las
piezas se sacan del bao de sales pueden dejarse enfriar al aire libre.
Figura 18. Diagrama de ejecucin del recocido isotrmico
26
TRATAMIENTOS DE ENDURECIMIENTO SUPERFICIAL
La finalidad de estos tratamientos es la de obtener en la parte exterior de la pieza una capa ms
o menos gruesa, caracterizada por una dureza notablemente superior a la del ncleo.
Este resultado se puede lograr, haciendo penetrar en la pieza, desde el exterior y hasta la pro-
fundidad deseada, un determinado elemento qumico, generalmente carbono o nitrgeno, capaz
de darle dureza; o bien, realizando, con sistemas especiales de calentamiento y enfriamiento,
un temple localizado solamente sobre la zona exterior de la pieza, limitado a una capa de mate-
rial de la profundidad prevista.
Tales tratamientos se realizan cuando interesa obtener piezas dotadas de una notable resisten-
cia al desgaste y dureza en el exterior y buena tenacidad en el interior, como por ejemplo: rue-
das dentadas, ejes de levas, mbolos, etc. Seguidamente se describen con detalle los distintos
tratamientos de endurecimiento superficial, con indicacin de los materiales ms adecuados
para ser sometidos a ellos y las correspondientes formas de ejecucin.
I. CEMENTACION CARBURANTE
Consiste en efectuar un calentamiento prolongado de las piezas de acero a elevada temperatu-
ra en un ambiente slido, lquido o gaseoso, capaz de suministrarle carbono. La duracin del
tratamiento se fija teniendo en cuenta la menor o mayor profundidad de la capa rica en carbono
que se desea obtener y la mayor o menor velocidad con que el carbono penetra hacia el interior
de la pieza segn el proceso de cementacin que se siga.
Al tratamiento de cementacin propiamente dicho sigue siempre un tratamiento trmico
de temple. Se pueden distinguir cuatro formas de cementacin carburante:
a) Cementacin en fase slida o en caja
b) Cementacin en fase lquida o en bao de sales
c) Cementacin en fase gaseosa
d) Carbonitruracin
Las piezas que se someten a cementacin carburante se fabrican siempre empleando los ace-
ros llamados de cementacin; stos son aceros con bajo contenido en carbono, siempre inferior
a 0.20%. La finalidad es la de hacer que con el tratamiento trmico de temple subsiguiente, slo
la zona exterior enriquecida en carbono pueda tomar la elevada dureza de temple, mientras
que, por el contrario, el ncleo permanece con el reducido contenido de carbono de partida y no
pudiendo adquirir dureza se mantiene con gran tenacidad.
Los aceros de cementacin deben ser muy puros, esto es, con porcentajes mnimos de azu-
fre y fsforo, elementos que obstaculizan la uniforme absorcin de carbono por parte del mate-
rial y dan a ste fragilidad.
Los aceros de cementacin pueden ser al carbono o aleados, segn que en ellos haya o no
elementos especiales (cromo, nquel, molibdeno) con la finalidad de mejorar la templabilidad
27
y las caractersticas mecnicas del material, especialmente interesantes en el caso de piezas
sometidas a grandes esfuerzos.
Debe tenerse en cuenta que de los elementos de aleacin, el cromo y el molibdeno hacen
ms rpida la cementacin, mientras que el nquel la hace ms lenta.
Las temperaturas a las cuales se opera estn comprendidas en el intervalo de 880 a
930C.
Realizando la cementacin a temperatura ms elevada se obtiene una mayor velocidad de ce-
mentacin, por lo tanto una menor duracin del tratamiento, un ms alto porcentaje de carbono
en la capa exterior y una mejor difusin del carbono. Se tiene, sin embargo, el inconveniente de
un excesivo crecimiento de grano y el peligro de quemado del material, especialmente en la
zona externa. Por otra parte no se logra realizar una disminucin uniforme del porcentaje de
carbono desde el exterior hacia el ncleo, lo cual puede provocar, despus del temple, un des-
prendimiento, en forma de escamas, de la capa endurecida a causa de la excesiva diferencia
de caractersticas mecnicas.
La temperatura a la cual se opera debe en todos los casos ser superior al punto crtico A
c3
para
llevar el material a estructura totalmente austentica capaz de disolver el carbono que penetra
desde el exterior.
Las piezas que se someten a cementacin estn totalmente terminadas de mecanizacin de-
jando solamente unas ligeras creces, para quitar despus del temple mediante rectificado.
En el curso de la mecanizacin, se ha de tener presente que la operacin de cementacin pro-
duce un ligero aumento de las dimensiones de la pieza.
Cualquiera que sea el mtodo empleado para la cementacin, las piezas debern estar exentas
de grasas, aceites, humedades, oxidaciones, etc. Para conseguir una buena y regular capa ce-
mentada ser del todo indispensable que las piezas sean lavadas, desengrasadas o esmerila-
das, segn sea el tipo de interferencia superficial a la cementacin.
a) CEMENTACION EN CAJA
Es el tratamiento de endurecimiento superficial hasta ahora ms empleado, si bien actualmente
se va extendiendo cada vez ms el empleo de otros sistemas ms ventajosos: cementacin
gaseosa, temple superficial, nitruracin, etc.
Para realizar este tipo de cementacin, las piezas se colocan rodeadas de un material gra-
nular capaz de ceder carbono, en el interior de cajas apropiadas cerradas. Figura 19
Las cajas de cementacin, que pueden tener distintas formas en relacin con la forma de las
piezas, deben ser resistentes a la oxidacin en caliente y generalmente se fabrican de acero al
cromo nquel (acero refractario). A veces, por economa, pueden construirse internamente,
donde no se tiene peligro de oxidacin, de acero suave, y externamente, de acero inoxidable.
El material cementante se encuentra, por lo general, en forma de grnulos fundamentalmente
constituidos por carbn de lea mezclado con sustancias capaces de acelerar el mecanismo de
la cementacin. Normalmente, como acelerador de la cementacin (catalizador) se emplea
carbonato brico (CO
3
Ba). La mezcla ms corrientemente empleada en la actualidad est
constituida por un 85% de carbn de encina o haya y 15% de carbonato brico. Esta mezcla
28
debe estar lo ms libre posible de azufre y fsforo, y seca. Se encuentran tambin en el
comercio materiales cementantes obtenidos por carbonizacin de pieles, uas de animales,
cuernos, serrn, etc.; estas mezclas dan un mayor rendimiento a la operacin, permitiendo pe-
netraciones ms rpidas del carbono, pero presentan el grave inconveniente de contener mu-
cho fsforo y a veces tambin azufre, que absorbidos por el material sometido al tratamiento lo
hacen de mala calidad.
Figura 19. Caja para cementacin
El mecanismo de la penetracin del carbono en el acero est basado en la transformacin del
carbono (slido) en xido de carbono (gas). Este penetra en la capa exterior del material y re-
acciona con el hierro dejando a ste el carbono. El carbono as depositado en las zonas ms
externas, se difunde gradualmente hacia el interior.
Primeramente se dispone en el fondo de la caja una capa de aproximadamente 3 centmetros
de mezcla cementante. Sobre sta las piezas, o una primera capa de piezas si stas son pe-
queas, teniendo cuidado de evitar el contacto recproco entre ellas. A continuacin una segun-
da capa de mezcla cementante, con un espesor de aproximadamente 5 cm, una segunda capa
de piezas y as siguiendo hasta llenar casi completamente la caja. Se termina el llenado de sta
con una ltima capa de mezcla cementante de espesor un poco mayor que las otras, para evitar
que con el asentamiento de la carga las piezas puedan llegar a quedar descubiertas. Por ltimo
se cierra con una cubierta metlica, asegurando su cierre mediante una aplicacin de arcilla
refractaria, para evitar la entrada de aire en la caja, que provocara la combustin del cementan-
te causando un rpido consumo de ste.
Al colocar las distintas capas sucesivas de piezas, es necesario evitar que el peso de las capas
superiores pueda producir deformaciones sobre las piezas colocadas en la parte inferior de la
caja. Conviene por lo tanto colocar debajo las piezas ms pesadas.
La caja as preparada se coloca en el horno estando ste a una cierta temperatura, aproxima-
damente 500C, y es calentada gradualmente hasta alcanzar la temperatura de cementacin
prevista.
29
El fenmeno de la cementacin comienza cuando las piezas han llegado a la temperatura de-
seada. A causa de que la mezcla cementante conduce bastante mal el calor, el llegar a tal tem-
peratura en el ncleo de la caja podr requerir un tiempo apreciable, de algunas horas, que es-
tar, evidentemente, relacionado con las dimensiones de la caja.
El material cementante puede tener distinta granulometra. Normalmente se emplean gra-
nos ms gruesos para el tratamiento de piezas de mayor dimensin y granos ms finos o polvo
para piezas pequeas. En general el material con granos ms gruesos permite una cementa-
cin ms activa, porque hace ms fcil la circulacin del xido de carbono (gas) que hace de
vehculo para el carbono.
La velocidad con la cual el carbono se difunde hacia el interior depende de la composicin de la
mezcla cementante y de la temperatura a la cual se opera., y puede variar entre lmites bastan-
te amplios; normalmente toma valores comprendidos entre una y tres dcimas de mm por
cada hora de permanencia a la temperatura de cementacin. Ha de tenerse en cuenta que
la permanencia a temperatura de cementacin se cuenta a partir del momento en el cual la
temperatura prevista llega a alcanzarse en el centro de la caja.
Ha de hacerse notar que la velocidad de penetracin del carbono no se mantiene cons-
tante con el tiempo, sino que decrece a medida que se prolonga el tratamiento; as, por
ejemplo, para un acero determinado la capa cementada que despus de 5 horas de tratamiento
tiene una profundidad de 0.9 mm, llegar despus de 10 horas de permanencia a la misma
temperatura a slo 1.40 mm.
La profundidad de cementacin que debe efectuarse est en relacin con las dimensiones y
con las caractersticas funcionales de las piezas. Normalmente se mantiene alrededor del valor
de 1 mm y es conveniente considerar el sobreespesor de rectificado que ser eliminado des-
pus del tratamiento de temple.
Es conveniente controlar la marcha de la cementacin midiendo de vez en cuando la profundi-
dad alcanzada. Con tal fin la caja presenta sobre una de sus caras un agujero, a travs del cual
se introduce, antes de la colocacin de la caja en el horno, una varilla de acero de un dimetro
de 1 cm aproximadamente. Esta sufre, evidentemente, la cementacin de manera semejante a
las piezas contenidas en la caja. Despus de cierto tiempo se saca la varilla, se templa, sumer-
gindola en agua, y se rompe un extremo con un martillazo. La fractura pone en evidencia la
corona exterior clara de la capa cementada que puede ser medida. Efectuada la medicin, si la
profundidad alcanzada no se considera suficiente, la varilla se coloca nuevamente en la caja
para continuar sometida a la accin del cementante, con vistas a una extraccin posterior para
nuevo control.
A veces interesa preservar algunas zonas de las piezas de la accin carburante del ce-
mentante, con el fin de impedir que despus del temple final en tales zonas se obtenga dureza
elevada. Se puede lograr esto dejando, en el mecanizado que precede a la cementacin, un
excedente adecuado sobre tales zonas y quitndolo despus de la cementacin y antes del
temple.
El cobreado electroltico es muy eficaz, siendo el espesor de cobreado necesario, segn la
profundidad de cementacin, por ejemplo:
Para una cementacin de 6 horas en caja la pelcula de cobre ser de 0.005 mm; para 12
horas, 0.010 mm; para 48 horas, 0.020 mm.
30
Para una capa de cementacin de 2mm, operando a 1000C, es indispensable una pelcula co-
breada de 0.030 mm para lograr una eficaz proteccin.
Adems de los granulados a base de carbn, son a veces usadas pastas cementantes de dis-
tintos tipos con las cuales se revisten las piezas al introducirse en las cajas.
Acabada la operacin de cementacin, la caja, todava cerrada, se saca del horno; pudiendo
dejarse enfriar al aire libre. Despus del enfriamiento las piezas se sacan de la caja, se pulen y
se calientan de nuevo para ser sometidas al temple.
Las cajas pueden tambin ser abiertas a la salida del horno y las piezas pueden dejarse enfriar
al aire o templarse directamente.
Con respecto a la ejecucin del tratamiento de temple deben tenerse en cuenta algunas consi-
deraciones:
En el caso de piezas de formas simples y sin variaciones bruscas de seccin, no sujetas por lo
tanto a deformaciones notables, pueden sacarse de la caja an calientes y ser templadas por
inmersin en aceite.
Es conveniente sin embargo, en el caso de cementaciones muy largas, eliminar el exce-
sivo tamao de grano cristalino que se ha producido enfrindolas lentamente hasta la
temperatura ambiente (normalizacin).
b) CEMENTACION EN BAO DE SALES FUNDIDAS
Las piezas, colocadas en cestillas o colgadas de ganchos, se introducen en un bao de sales
fundidas. El bao de sales est constituido por una mezcla de sales fundidas a una temperatura
de 900 a 930C.
En la colocacin de las piezas dentro del bao fundido se ha de tener cuidado de disponerlas
de manera que se eviten deformaciones debidas al peso de las mismas, cosa fcil de producir-
se a causa del ablandamiento del material a tan altas temperaturas.
Los baos de sales se pueden considerar constituidos por una sal base, generalmente
cloruro o carbonato de sodio, con adicin de una sal capaz de suministrar carbono, cia-
nuro de sodio o de potasio y de una sal activante, cloruro de bario, mezcladas en porcen-
tajes adecuados, segn los resultados que se deseen obtener de ellos.
La presencia de nitrgeno en los cianuros provoca tambin la formacin de productos de reac-
cin (nitruros) dotados de elevada dureza pero limitados a una finsima capa exterior.
Las ventajas que presenta la cementacin en baos de sales fundidas son principalmente:
1. Eliminacin del largo perodo de precalentamiento necesario en el caso de la cementa-
cin en cajas.
2. Mayor velocidad de penetracin del carbono. Se obtiene por ejemplo a 930C, 1 mm
de profundidad despus de solamente 2 horas y media. Debe tenerse en cuenta que
la rapidez del tratamiento impide una distribucin gradual del carbono desde el exterior
hacia el interior, por lo cual se obtiene un brusco cambio de dureza entre la capa externa
y el ncleo, lo que puede producir el desprendimiento de la capa cementada.
3. El moderado aumento del tamao de grano cristalino que sufre el material, siendo muy
corta la permanencia a elevada temperatura, permite poder templar las piezas enfrindo-
31
las directamente a la salida del bao de cementacin. Si la templabilidad del material lo
permite es en tal caso aconsejable un temple diferido.
4. Mayor uniformidad de tratamiento sobre piezas distintas.
5. Mejor aprovechamiento de los hornos, ya sea a consecuencia de una mayor capacidad
de carga til de stos, o debido al mayor nmero de tratamientos que en ellos pueden
realizarse a causa del acortamiento de la duracin del ciclo.
6. Menor espacio necesario para la instalacin; necesitndose, a igualdad de piezas a tra-
tar, menos hornos y no necesitndose espacio para cementantes slidos, cajas de ce-
mentacin, etc.
7. Menor cantidad de mano de obra necesaria.
8. Mayor limpieza, por ausencia de polvo.
9. Ausencia de incrustaciones sobre el exterior de las piezas tratadas; saliendo stas del
bao revestidas de una finsima pelcula de sales, que las protege de la oxidacin del
aire.
10. Posibilidad de efectuar cementaciones localizadas en una zona determinada de las pie-
zas, sumergiendo solamente esta zona en el bao.
Una desventaja notable de este tipo de tratamiento consiste en la gran toxicidad de los baos
usados, por la presencia del cianuro. Es necesario en las instalaciones tomar medidas especia-
les para la eliminacin de los humos txicos que se desprenden de los baos y cuidar escrupu-
losamente la higiene, con el fin de impedir la ingestin de sales venenosas.
La peligrosidad del tratamiento, a pesar de las notables ventajas que presenta, ha obstaculiza-
do su difusin.
Los hornos empleados para este tipo de cementacin son hornos a crisol, generalmente calen-
tados elctricamente con resistencias exteriores o electrodos sumergidos. Figura 20
c) CEMENTACION GASEOSA
Siguiendo este procedimiento de cementacin las piezas, previamente desengrasadas, se in-
troducen en cestillas apropiadas en hornos especiales, generalmente del tipo de pozo y son
llevadas a temperaturas de 900 a 920C. En los hornos se hacen circular mezclas gaseosas
(atmsferas) constituidas en proporciones adecuadas, ya sea por gases capaces de ceder
carbono a las piezas (xido de carbono e hidrocarburos variados, como metano, etano,
propano, butano), ya sea por gases que tienen como funcin comportarse como diluyen-
tes (aire, gas de alumbrado, etc.). La atmsfera que se hace circular en el horno es cuidado-
samente preparada, siguiendo atentamente la composicin porcentual, y si sta no es la correc-
ta se modifica adecuadamente antes de su admisin en el horno.
Generalmente en este proceso de cementacin, se tiene una primera fase durante la cual la
marcha se efecta con un gas bastante rico en carbono y por lo tanto capaz de depositar en
la superficie de las piezas mayor cantidad de carbono. Sigue una segunda fase, llamada de
difusin, en el curso de la cual se enva al horno un gas muy diluido, obtenindose principal-
mente una difusin del carbono retenido en la superficie durante la primera fase, hacia el inte-
rior de la pieza.
32
El porcentaje ptimo de carbono que se trata de obtener en la capa exterior es el que co-
rresponde a la composicin del eutectoide 0.86% de carbono, con disminucin gradual
de ste hacia el interior.
La velocidad de cementacin que se obtiene por este proceso es superior a la de la ce-
mentacin en caja y bastante cercana a la de la cementacin en bao de sales fundidas;
por ejemplo, se logran profundidades de 1 mm, en 3 horas, operando a 925C.
Figura 20. Horno de bao de sales con electrodos sumergidos
Las principales ventajas de la cementacin gaseosa, respecto a la cementacin en caja son:
1. Mayor rapidez del proceso.
2. Mejor posibilidad de controlar el porcentaje de carbono y la profundidad de la capa ce-
mentada.
3. Menor costo de tratamiento.
4. Condiciones de trabajo ms higinicas.
5. Mayor limpieza de las piezas tratadas.
Como se ha indicado anteriormente, se requiere el empleo de hornos especiales estancos.
Este proceso est hoy especialmente difundido en el campo de la produccin en serie. En tal
caso se puede recurrir al empleo de hornos continuos adecuadamente estudiados, dentro de
los cuales las piezas en movimiento atraviesan zonas con atmsferas de distinta composicin.
A la salida de tales hornos las piezas se conducen directamente al enfriamiento de temple.
33
d) CARBONITRURACION
Es un tratamiento que puede clasificarse en el captulo de la cementacin gaseosa, diferen-
cindose de sta porque se opera con sustancias capaces de suministrar simultneamente car-
bono y nitrgeno.
Generalmente se trabaja a una temperatura de 800 a 850C, con atmsferas constituidas
por mezclas en distintas proporciones de: xido de carbono, hidrgeno, nitrgeno, me-
tano y amonaco. Los tratamientos tienen duracin bastante corta (3 a 4 horas) y permi-
ten obtener, por ejemplo, operando a cerca de 800C, profundidades de 0.50 mm en 4
horas, con durezas ms o menos correspondientes a las normales de cementacin.
Despus del tratamiento las piezas son sometidas a temple y revenido. En el curso de este tra-
tamiento se tiene en las piezas una penetracin de carbono y nitrgeno, obtenindose la forma-
cin de carburos y de nitruros.
El tratamiento se realiza en hornos de los tipos que se emplean en la cementacin gaseosa.
TRATAMIENTO TERMICO DE LAS PIEZAS CEMENTADAS
Para alcanzar los fines propios del tratamiento de cementacin es necesario hacer seguir a sta
un tratamiento de temple y otro de revenido. Es necesario tener presente que en las piezas ce-
mentadas, la temperatura crtica A
c3
del ncleo y de la capa exterior son distintas, siendo la
primera ms alta que la segunda, por el menor contenido de carbono del ncleo; de ello se de-
riva que es bastante problemtica la eleccin de la temperatura ms adecuada a la cual es co-
rrecto realizar el temple.
Un primer sistema de efectuar el tratamiento trmico de las piezas cementadas, consiste en
enfriar stas lentamente despus de la cementacin; calentarlas luego nuevamente hasta 800 a
820C y templarlas en agua o en aceite y por ltimo, efectuar un revenido de aproximadamente
180C. Se obtiene una regeneracin del grano del acero, engrosado por la larga permanencia a
altas temperaturas en el curso de la cementacin y una buena dureza sobre la capa exterior.
Por otra parte, las piezas tratadas no presentan deformaciones apreciables.
Este tipo de tratamiento (ver figura 21) es el normalmente utilizado despus de la cementacin
en caja, en cuyo caso el enfriamiento lento de la caja se hace al aire. Se emplea tambin fre-
cuentemente despus de la cementacin gaseosa y en tal caso el enfriamiento lento se realiza
teniendo las piezas en el horno sin calentar.
Un segundo sistema consiste (ver figura 22) en realizar un doble temple. En ste, apenas aca-
bada la cementacin, las piezas, que se encuentran an a temperatura de cementacin, son
sometidas a un primer temple por inmersin en aceite. Sacadas del bao de enfriamiento se
calientan de nuevo hasta 800 a 820C y despus se someten a un segundo temple por inmer-
sin en agua o en aceite. El primer temple sirve para el afinado del grano del acero, excesiva-
mente agrandado y para el mejoramiento de las caractersticas del ncleo. El segundo temple
tiene la misin de dar las mejores caractersticas mecnicas sobre la capa cementada.
Despus las piezas se someten siempre a un revenido de 180C, con el fin de reducir las ten-
siones internas producidas por el doble temple. Este tipo de tratamiento es de empleo menos
frecuente y puede ser realizado tanto en el caso de piezas cementadas en caja como en el caso
de piezas cementadas en bao de sales o por cementacin gaseosa. Con l se obtiene una
34
mayor tenacidad del ncleo pero, a causa del doble temple, las piezas tratadas presentan
deformaciones notables.
Figura 21. Diagrama de ejecucin del tratamiento trmico de las piezas cementadas con
temple nico
Figura 22. Diagrama de ejecucin del tratamiento trmico de las piezas cementadas con
doble temple.
Un tercer sistema consiste (ver figura 23) en realizar un solo temple, partiendo no de la tempe-
ratura de cementacin sino de la temperatura de aproximadamente 800 a 820C. En tal caso
las piezas procedentes de la cementacin en bao de sales o de la cementacin gaseosa, son
enfriadas hasta la temperatura de temple o por inmersin en bao de sales a temperatura de
800 a 820C o por enfriamiento hasta tal temperatura en el horno de cementacin gaseosa;
35
Figura 23. Diagrama de ejecucin del tratamiento trmico de las piezas cementadas con
temple nico
se mantienen a esta temperatura durante el tiempo necesario para que en ella se estabilicen las
piezas y luego, se enfren en agua o en aceite. Sigue al tratamiento de temple un revenido de
distensin de aproximadamente 180C. Este tipo de tratamiento se utiliza en el caso de piezas
en las cuales la operacin de cementacin no ha tenido duracin excesiva, generalmente ce-
mentadas en bao de sales o de gas y por lo tanto no han sufrido un engrosamiento de grano
demasiado grande. La distorsin de las piezas es muy reducida, la dureza superficial es grande,
pero el ncleo no resulta regenerado.
II. NITRURACION
Consiste en hacer penetrar nitrgeno en la capa superficial de las piezas, siempre con el fin de
obtener endurecimiento superficial de stas. La dureza y la gran resistencia a desgaste que se
obtiene en tal caso no proceden, como para los procesos correspondientes de cementacin
carburante, de las tensiones internas estructurales provocadas por un temple final, si no princi-
palmente de las caractersticas especiales de los compuestos qumicos (nitruros) que el nitr-
geno forma con los elementos presentes en el material sometido a tratamiento.
Los aceros sometidos a nitruracin son aceros especiales llamados aceros de nitruracin; con
contenidos en carbono de alrededor de 0.40% y que contienen elementos especiales, tales
como el cromo y aluminio los cuales favorecen la penetracin del nitrgeno y forman con
ste, en la superficie, compuestos muy duros, junto al molibdeno, que elimina la fragilidad
que tomara el material en el curso de su larga permanencia a la temperatura de nitrura-
cin.
El tratamiento se realiza aproximadamente entre 500 y 530C y las piezas se colocan nor-
malmente en cajas cerradas hermticamente con guarnicin de amianto y aluminio. A estas
cajas llegan dos tubos, uno para introducir los gases conteniendo nitrgeno y otro para la salida
de stos.
La instalacin completa (figura 24) comprende una botella de amonaco (NH
3
) a alta presin,
un reductor de presin, eventualmente un gasmetro de campana destinado a recoger los
36
gases procedentes de la botella, un desecador, el horno con la caja hermtica y por ltimo los
aparatos para el control del grado de disociacin del amonaco y para la descarga de los gases
que provienen de la caja.
Figura 24. Instalacin para tratamiento de nitruracin
El nitrgeno naciente (atmico) necesario para la nitruracin es suministrado por el amonaco,
que a la temperatura a la cual se efecta el tratamiento se disocia, dividindose en nitrgeno y
en hidrgeno: NH
3
= N + 3H.
Por la tendencia que tiene el nitrgeno de reconstituir la molcula biatmica, que resulta qumi-
camente inactiva, es necesario renovar continuamente la mezcla de gases.
El grado de disociacin atmica, depende de la temperatura del horno y de la velocidad con la
cual se hace circular el amonaco en la instalacin.
Se ha encontrado que las mejores condiciones de trabajo, se tienen para un valor de la disocia-
cin de hasta el 25 al 30%. El reductor de presin debe asegurar aproximadamente una presin
de 150 mm de columna de agua.
El gasmetro de campana, lleno hasta un cierto nivel de agua, sobre el cual flota una capa de
aceite de parafina para evitar el contacto directo del amonaco con el agua que la absorbera,
tiene la funcin de mantener constante la presin del gas que llega a la caja.
El desecador, constituido por un recipiente que contiene cloruro u xido de calcio, quita al
amonaco la humedad que ste posee.
En la caja de nitruracin puede colocarse un termopar con el fin de medir la temperatura alcan-
zada en ella.
El control del grado de disociacin se hace al inicio del proceso de nitruracin y despus, de
vez en cuando en el curso del mismo.
Los hornos empleados son generalmente hornos de mufla, los cuales deben tener en la parte
posterior los agujeros para la llegada y salida del gas y, eventualmente, para el termopar.
37
Es necesario que en estos hornos se tenga la posibilidad de una regulacin muy precisa de la
temperatura. Pueden emplearse tambin hornos del tipo usado para la cementacin gaseosa,
en cuyo caso no es necesaria la caja cerrada y las piezas se colocan en ellos dentro de cestos
apropiados.
Durante la operacin de nitruracin las piezas no pueden estar en contacto entre s, o con las
paredes del recipiente y se colocan sobre utillajes de sostn adecuados.
Es necesario que las piezas a nitrurar estn pulidas, desengrasadas y secas.
Para el tratamiento en caja, sta es introducida en el horno fro y el flujo de amonaco se inicia
enseguida, y se contina hasta despus del fin de la nitruracin hasta llegar en el enfriamiento a
una temperatura de 150C. La velocidad de penetracin del nitrgeno hacia el interior de
las piezas es bastante pequea y se calcula sobre el valor de aproximadamente 0.10 mm
por cada 11 horas de tratamiento. En consecuencia la duracin del tratamiento es siempre
muy larga (de 10 a 100 horas) aunque normalmente se limita la penetracin a espesores meno-
res de 1 mm.
La capa superficial obtenida por nitruracin presenta una dureza notablemente mayor que la
que presenta, despus del temple, la capa superficial obtenida por cementacin carburante. La
dureza superficial puede alcanzar en las piezas nitruradas, valores de 1200 HV (aproxi-
madamente 72 HR
c
) contra los valores mximos de 850 HV (aproximadamente 65 HR
c
)
que se alcanza en las piezas cementadas.
No debiendo hacerse despus de la nitruracin ningn tratamiento trmico, las piezas son com-
pletamente acabadas de mecanizacin antes de ser sometidas a nitruracin. En consecuencia
no deben dejarse ningunas creces para eliminar despus del tratamiento.
Las piezas de nitruracin, estando fundamentalmente construidas en un acero de bonifi-
cacin, antes de ser sometidas al tratamiento de nitruracin deben bonificarse, es decir
someterse a temple y revenido y por ltimo terminadas de mecanizacin, incluso rectifi-
cado. La bonificacin tiene como finalidad el mejorar las caractersticas mecnicas del
material.
Habiendo sufrido en el curso de la bonificacin anterior un revenido a temperatura de 650C, es
decir superior a la adoptada en la nitruracin, las piezas no sufren modificacin de su estructura
sorbtica, obtenida en la bonificacin.
Las piezas nitruradas se presentan a la salida del horno pulidas y directamente utilizables, con-
trariamente a lo que sucede con la cementacin. No se producen deformaciones habindose
trabajado a temperatura bastante baja, pero se tiene un ligero aumento de volumen. El au-
mento de dimensiones es normalmente limitado al 5% del espesor nitrurado. Este aumen-
to de dimensiones debe tenerse en cuenta en el curso de la mecanizacin anterior para piezas
de gran precisin.
Algunas veces, si las tolerancias admitidas en las dimensiones de las piezas nitruradas o en su
acabado superficial son muy estrechas, se hace una operacin de rectificado o lapeado, quitan-
do una ligersima capa de material. Debiendo tenerse presente, sin embargo, que la capa su-
perficial, si bien es ms frgil, es siempre ms dura que la que se halla inmediatamente debajo.
Si se desea tener alguna zona de la pieza no endurecida, para su correspondiente pro-
teccin se puede recurrir a una operacin de estaado, realizada electrolticamente, o la
aplicacin en caliente de una finsima capa de una aleacin de cobre o plomo, general-
mente al 50%.
38
Adems de la elevada dureza y resistencia a desgaste, la nitruracin da al material una buena
resistencia a la fatiga y a la corrosin. Por otra parte la dureza de las piezas nitruradas se
mantiene casi invariable hasta temperaturas de 500C.
A pesar de las ventajas que este tratamiento presenta, la extensin de su empleo, en compara-
cin con la cementacin, es obstaculizada por el costo bastante alto del procedimiento, debido
tanto al mayor precio de los aceros de nitruracin como a la larga duracin del tratamiento y al
costo de las instalaciones necesarias.
A pesar de ello, siendo la solucin de numerosos problemas antes insolubles, este tratamiento
encuentra hoy numerosas aplicaciones en distintos sectores de la tcnica, especialmente all
donde interesa alcanzar durezas elevadsimas, reducir mucho el desgaste y asegurar la
mxima estabilidad dimensional, como por ejemplo: camisas de cilindros, cigeales,
engranajes, levas, pernos, calibres, instrumentos de medida, husillos de mquinas
herramientas, anillos de pistones, etc.
III. TEMPLE SUPERFICIAL
El endurecimiento superficial de una pieza de acero, se puede tambin obtener localizando los
efectos de temple solamente en la capa superficial de la pieza.
Al tratar el temple se ha visto que la dureza que confiere ste al material es debida al bloqueo
del carbono en posiciones inestables en el retculo cristalino del hierro. Condiciones necesa-
rias para el tratamiento de temple son:
a) Calentar el material a fin de que tome una estructura austentica.
b) Hacer seguir a tal calentamiento un enfriamiento brusco.
c) Si el material no ha alcanzado en el calentamiento, una temperatura tal que consiga al-
canzar la estructura austentica, el enfriamiento hecho a continuacin, aun cuando se re-
alice muy enrgicamente, no dar lugar al aumento de dureza caracterstico del temple.
Por lo tanto, si con un medio cualquiera se llega a localizar el calentamiento en la zona exterior,
solamente la parte externa de la pieza tomar la estructura de temple (martensita) adquiriendo
dureza, mientras que el ncleo de la pieza permanecer tenaz y poco duro.
Los aceros generalmente sometidos a tal tratamiento pertenecen a la categora de los
aceros de bonificacin con 0.40 a 0.60% de carbono.
Los medios normalmente empleados para obtener el calentamiento localizado en la su-
perficie de la pieza, pueden ser distintos: el bao de sales o de metal fundido (plomo), la
llama oxiacetilnica o el calentamiento por induccin con corriente de alta frecuencia.
Estos dos ltimos son los procedimientos de calentamiento que ms se han difundido para rea-
lizar el temple superficial.
39
a) TEMPLE SUPERFICIAL POR INDUCCION
Est basado sobre el calentamiento que se obtiene generando sobre las piezas, con aparatos
apropiados, una corriente inducida localizada sobre la zona superficial de las piezas, calentn-
dola tanto ms superficialmente cuanto ms elevada es la frecuencia de la corriente utilizada.
Con este fin se dispone alrededor de la pieza, en correspondencia con las zonas determinadas
a endurecer superficialmente, una espiral de tubo de cobre, enfriado interiormente por circula-
cin de agua y recorrido por la corriente alterna de alta frecuencia. Es importante para el buen
resultado de la operacin el estudio de la forma particular de la pieza y de las caractersticas
especiales que ha de tener la espiral. Figura 25
Figura 25. Calentamiento por induccin para temple superficial
La corriente de alta frecuencia necesaria, que pueda llegar hasta frecuencias superiores a
1000000 hertz (perodos por segundo), puede producirse por distintos procedimientos.
Para potencias elevadas, como las necesarias para el temple superficial de grandes piezas, se
recurre al empleo de alternadores especiales de elevado nmero de polos, mantenidos en rota-
cin mediante motores, que permiten producir 10.000 perodos por segundo.
Para potencias menores se utilizan generadores de vlvulas termoinicas, que pueden suminis-
trar corrientes hasta de ms de 10
6
ciclos por segundo.
40
Para este tipo de tratamientos, muy empleados en la produccin en serie, se recurre al empleo
de mecanismos ms o menos complicados para la sujecin y avance de la pieza y para el ca-
lentamiento y enfriamiento de la misma.
En general el equipo necesario es en cada caso estudiado por firmas especializadas que bus-
can, en relacin con los datos de la experiencia, obtener con l los mejores resultados. Fre-
cuentemente se utilizan instalaciones casi totalmente automticas que aseguran la igualdad de
los resultados sobre las piezas de la serie.
Figura 26. Calentamiento con llama oxiacetilnica, para temple superficial
b) TEMPLE SUPERFICIAL OXIACETILENICO O FLAMEADO
Utiliza como fuente de calor la llama obtenida por la combustin de acetileno y oxgeno, emple-
ando un soplete parecido al de soldadura. Figura 26
41
Como la llama oxiacetilnica es muy calorfica hace aumentar rpidamente la temperatura de la
zona superficial de la pieza expuesta a la accin de la llama, permitiendo en tal zona superar el
punto crtico de transformacin antes de que la difusin del calor hacia el interior provoque un
aumento sensible de temperatura. Se da comienzo al enfriamiento enrgico de temple apenas
se est seguro de que la estructura austentica alcanza ya el espesor que se desea endurecer.
Este sistema de endurecimiento superficial resulta muy econmico y es frecuentemente em-
pleado en el caso de trabajos en serie. En tal caso se recurre al empleo de utillajes adecuados,
a veces automticos, que simplifican la operacin y garantizan la constancia de los resultados
obtenidos sobre todas las piezas de la serie.
Durante la operacin las piezas a tratar y el utillaje de calentamiento pueden estar fijos o mvi-
les. Los sopletes para el calentamiento pueden tomar formas distintas, adaptadas a la forma de
las piezas. El enfriamiento se efecta generalmente pulverizando agua sobre las piezas o su-
mergindolas en cubas que contienen agua o aceite. Para aceros de auto-temple es suficiente
el simple enfriamiento en el aire.
Figura 27 Dureza (Hv) en distintas zonas del diente de una rueda dentada sometida a
temple superficial
42
ENDURECIMIENTO SUPERFICIAL POR FRICCION Y PLASMA
Se puede aumentar la dureza superficial del acero en estado natural o bonificado, sometindolo
a friccin o bien a un chorro de plasma, mediante un soplete especial.
Los estudios hechos por la bhler, prueban que este mtodo permite alcanzar de un 50 a un
200% ms de dureza superficial, abriendo as nuevos horizontes para los casos en que se re-
quieran envolturas, cajas, etc., extremadamente duras y resistentes. Las superficies o envoltu-
ras de las piezas, que son el resultado de haber sometido el acero a este tratamiento por plas-
ma, constan de una capa delgada de austenita metaestable. Igualmente son conseguidas me-
diante el sistema de friccin, superficies de austenita metaestable.
METODO POR FRICCION. Consiste en someter la superficie del acero a una presin y friccin
constante durante cierto perodo de tiempo.
Mecanismo. Este es relativamente simple para el endurecimiento por friccin.
Consta principalmente de una rulina de acero rpido templado, acoplada a un motor de 4 HP. El
dimetro de la rulina es de 20 mm, girando a velocidades comprendidas entre las 5700 a 17000
rpm. Todo el conjunto debe adaptarse a un torno cilndrico.
La presin de penetracin es regulada por una manivela adecuada acoplada debidamente, para
que la presin sea constante y controlada.
Este sistema slo puede utilizarse en piezas mecanizadas cilndricas.
METODO POR PLASMA
En principio, el equipo se compone de un tubo de acero y una varilla de tungsteno concntrica
al tubo, haciendo la funcin de segundo electrodo. Una corriente de gas argn pasa a travs del
sistema alcanzando grandes velocidades de rotacin, formando un arco entre el tubo y el eje
central de W. Los tomos ionizados del gas, forman el plasma.
La corriente de plasma es dirigida a la parte de la pieza que se quiera endurecer. Este sistema
tiene la ventaja sobre el anterior de que pueden ser tratadas piezas de forma irregular.
REENDURECIMIENTO SUPERFICIAL POR PROYECCION DE BOLAS DE ACERO
En la gama de tratamientos superficiales, figura el sistema por proyeccin o bombardeo de gra-
nalla de acero, el cual es muy generalizado en los ltimos aos. Hacia el ao 1940, los ameri-
canos iniciaron la aplicacin sistemtica de este tratamiento, para aumentar la dureza de las
superficies.
Una probeta estndar es bombardeada por una cara, controlando la intensidad del bombardeo
mediante la medicin de la flecha que experimenta la probeta. Es pues muy fcil controlar sus
efectos y poderlos reproducir cuantas veces sea necesario exactamente.
1. El bombardeo de la probeta vara segn la intensidad del choque que depende, para una
misma granalla, de la velocidad de rotacin de la turbina o de la presin del aire, segn
sea el mtodo empleado.
43
2. El ngulo de impacto, debe ser estudiado para cubrir perfecta y uniformemente toda la
superficie a bombardear.
3. Deber ser controlada la cantidad de bolas proyectadas por unidad de tiempo y su di-
metro (que vara de 0.50 a 1.50 mm).
4. La duracin de la operacin deber ser rigurosamente controlada.
5. Las bolas rotas (tolerancia un 5%) pueden ser nefastas, respecto a la vida de la pieza
tratada. Aquellas debern ser eliminadas al mximo.
6. Como las bolas de fundicin templada se quiebran con gran facilidad, en algunos pases
se utilizan bolas de fundicin recocidas, pero son preferidas las bolas de acero.
En EE UU se construyen bolas de granallar, partiendo de la cuerda de piano (acero pa-
tentado), con dimetros de 0.50 a 1.50 mm. Su dureza vara de 38 a 48 HRc.
7. La penetracin del tratamiento aumenta con el dimetro de las bolas.
8. La capa alcanzada con el tratamiento es muy superficial (no sobrepasa los 0.15 mm de
profundidad). Es necesario, pues, no mecanizar las piezas despus del tratamiento.
9. El bombardeo se lleva material en proporciones que varan de 0.05 a 0.18 mm. Este fac-
tor deber ser considerado.
Con este tratamiento se aumenta considerablemente el lmite a la fatiga: de tres a quince
veces ms, segn sea el caso. En estudios de fatiga de los metales se ha comprobado que
estos resultados no son logrados con ningn otro procedimiento. Siendo que el espesor
logrado es muy pequeo, este mejoramiento no puede ser aplicado cuando las resistencias a la
traccin o la compresin son alternas.
Dureza. Engranajes cementados y templados con una dureza de 670 Brinell, han alcanzado
hasta los 900 Brinell despus de someterse a bombardeo. Vemos en este caso que el aumento
de dureza es muy considerable, siendo los resultados mucho mejores que si la dureza de 900
HB hubiese sido lograda inicialmente.
Aplicaciones. Firmas de automocin mundialmente reconocidas adoptan este proceso con
gran xito.
Corrientemente es aplicado en los resortes planos (cara superior), cigeales, bielas,
piones de automviles y de aviacin, etc.
El tratamiento aplicado en aceros elsticos aumenta cinco veces ms el nmero de alter-
nancias antes de rotura.
Otra de las ventajas que ofrece el bombardeo superficial, es de que mejora la lubrificacin de la
pieza, dadas las pequeas cavidades existentes en la superficie por efectos del granallado.
Otras aplicaciones. Este proceso reemplaza el chorreado, permitiendo retirar las capas de
xidos, arenas de fundicin, etc.
La superficie queda perfectamente apta para la ejecucin de operaciones ulteriores, tales como
las de galvanizado, zincado en caliente, pintura, metalizado, etc. Al mismo tiempo mejora neta-
mente las condiciones de mecanizado.
Aparatos utilizados. Las piezas son colocadas sobre dispositivos en rotacin, permitiendo un
bombardeo regular de las piezas. Tambin son utilizados tneles donde las piezas (por ejem-
plo, resortes planos, etc.) son tratadas a una velocidad constante.
44
IV. OTROS TRATAMIENTOS SUPERFICIALES
A veces, para distintas finalidades del endurecimiento, se procede a realizar tratamientos trmi-
cos de enriquecimiento de las superficies de las piezas de acero con distintos metales.
Reseamos brevemente los distintos tratamientos de este tipo:
a) Calorizacin. Consiste en hacer penetrar aluminio hacia el interior de la pieza, alcanzando
profundidades poco menores de 1 mm. Se opera a temperatura de 800 a 950C en cajas con-
teniendo las piezas junto con una mezcla de polvo de aluminio. El tratamiento puede durar has-
ta 24 horas. Las piezas sometidas a tal tratamiento llegan a tener una resistencia muy grande
a la corrosin a elevada temperatura, debido al ligero velo de xido de aluminio, resistentsi-
mo a altas temperaturas, que forma el aluminio sobre la superficie de la pieza.
b) Cromizacin. Consiste en difundir cromo hacia el interior de la pieza, con la finalidad de dar
al acero una gran resistencia a la corrosin. Se opera durante algunas horas a 1200
1300C en hornos especiales, con mezclas constituidas por polvo de cromo y aluminio y en
presencia de hidrgeno. Mientras el aluminio tiene la finalidad de impedir la sinterizacin del
cromo, el hidrgeno sirve para impedir la oxidacin.
c) Silicatacin. Consiste en introducir silicio en la capa exterior de la pieza de acero. Tambin
este tratamiento sirve para dar al acero resistencia a la corrosin, a los cidos y al des-
gaste. Generalmente se trabaja a una temperatura de 925 a 1100C, en ambiente cerrado, en
polvo de carburo de silicio, en presencia de cloro, durante algunas horas.
d) Sulfinizacin. Consiste en el enriquecimiento superficial de una pieza de acero en azufre. El
tratamiento se realiza sumergiendo la pieza durante aproximadamente 2 horas, en baos espe-
ciales de sales que contienen tambin carbn e hidrgeno llevndose a temperaturas de
aproximadamente 550C. La finalidad del tratamiento es la de mejorar la resistencia del
material frente al desgaste, aprovechando las caractersticas lubrificantes del azufre.
e) Tenifer. Este proceso tiene diferentes nombres como tufftride, melonite, etc. En nuestro
medio se conoce con el nombre de Tenifer. En este tratamiento se utilizan baos nitrurantes de
bajo contenido de cianuro, o cianuro libre.
Estos baos poseen un elevado potencial de carbono y nitrgeno; por la conveccin existe
transferencia uniforme de calor y rpida reaccin con las sustancias que ceden carbono y nitr-
geno, de esta manera se obtiene una capa de compuestos constituidos por Fe N C que apare-
cen al poco tiempo de empezar el tratamiento.
Esta capa mejora las propiedades de dureza en el espesor de la zona de manera uniforme ya
que no hay transformacin de la estructura ni produccin de los complejos de hierro que se
formaban en la nitruracin con alto contenido de nitrgeno.
El proceso Tenifer es un tratamiento de corta duracin y econmico para la nitruracin de ace-
ros de construccin y de herramientas. Con un tiempo de 60 a 180 minutos, las piezas obtie-
nen una zona de compuestos suficientemente gruesa y resistente al desgaste, as como
valores elevados de resistencia a la fatiga.
El bao desarrollado por Durferrit de Alemania tiene composicin secreta, pero en general con-
tiene 34 a 38% de cianato, 2 a 5% de cianuro y el resto carbonato. Segn la carga de piezas se
va rebajando el contenido de cianato y se aumenta el de carbonato, entonces se aade una
sustancia regeneradora del bao que balancee el contenido y que convierte en cianato el car-
bonato en exceso, sin aumentar el nivel. Este regenerador est formado por una composicin
orgnica plstica con carbono, nitrgeno e hidrgeno.
45
El procedimiento usual es el siguiente: se precalienta la carga hasta 400C, luego se sumerge
en el bao Tenifer a 580C 6C de 2 a 3 horas, en un crisol de titanio.
Posteriormente las piezas se enfran rpidamente en un bao compuesto especialmente de
hidrxido con temperatura mnima de 230C y 400C para aceros rpidos. Si slo se utiliza para
piezas sometidas a Tenifer no se requiere instalacin depuradora. Adems este bao destruye
los residuos de cianuro y cianato adheridos a la pieza y la deja de mejor aspecto.
En este proceso la distorsin es mnima, pero su principal ventaja es la resistencia al desgaste
y el deslizamiento. La resistencia a la fatiga es otra propiedad importante, las marcas produci-
das por las herramientas y las rayas superficiales tienen poco efecto sobre las propiedades en
fatiga de la pieza tratada. En las fundiciones y aceros que no sean del tipo inoxidable se
aumenta la resistencia a la corrosin.
Por las razones anteriores, unidas a una buena estrategia de ventas, el Tenifer es muy popular
en Colombia para tratar superficialmente muchos tipos de piezas.
f) Pavonado o ennegrecido. Muchas piezas de acero se tratan para obtener una superficie
negra y lustrosa que ser resistente a la oxidacin al ser manipulada. La norma DIN 50938 de
diciembre de 1973 lleva el ttulo de Pavonado de piezas de metales Ferrosos. El pavonado
en sales alcalinas era ya considerado durante la Segunda Guerra Mundial como una tcnica
satisfactoria para el exigente proceso de acabado en la fabricacin de armas.
Los espesores son por lo general pequeos, de aproximadamente 0.6 hasta 1.2 micras. En la
mayora de los casos dichos espesores de las capas se miden de acuerdo con su densidad
media superficial en g/m
2
, como es el caso tambin de la norma DIN 50938. Segn dicha den-
sidad para un rango entre 4.5 y 6.5 g/m
2
y dependiendo del desarrollo del proceso, se denomi-
na entonces pavonado sencillo, doble o triple. El desarrollo ptimo del proceso para la oxidacin
en dos etapas se obtiene de la siguiente forma:
1. Etapa de Oxidacin. Punto de ebullicin = Temperatura de trabajo 138C
Relacin de peso NaOH:NaNO
2
= 2.6:1
Tiempo de tratamiento 20 minutos
2. Etapa de Oxidacin. Punto de ebullicin = Temperatura de trabajo 145C
Relacin de peso NaOH:NaNO
2
= 3.5:1
Tiempo de tratamiento 60 minutos
El espesor de la capa obtenida, con una densidad de 10 g/m
2
, se consigue mediante este doble
pavonado con un recubrimiento compacto y resistente a la abrasin, es decir, se logra obtener
una capa de oxidacin con una resistencia a la corrosin relativamente buena y de un tono ne-
gro uniforme. El espesor de la capa depende del acero a recubrir.
Los productos FERROBLACK 100 y FERROSOL de DEGUSSA son las sales ms eficientes
que se conocen en el mercado.
g) Recubrimientos fosfticos (fosfatizado). En este tipo de recubrimiento la superficie del
metal, generalmente acero, es convertida en fosfato cristalino insoluble, tratndola con una so-
lucin cida diluida de fosfato.
Parquerizado. Es un tratamiento con fosfato que produce un recubrimiento resistente a la
corrosin de 0.00015 a 0.00030 de pulgada de espesor en aproximadamente 45 minutos. Se
usa fundamentalmente para proveer de resistencia a la corrosin, pero las partes as tratadas
deben ser pintadas, si no la corrosin se producir despus de un perodo determinado de
tiempo.
46
Bonderizado. Es similar al parquerizado, pero su propsito primordial no es obtener resis-
tencia a la corrosin, sino proveer a la superficie la cualidad de fuerte adherencia de la pintura.
Este mtodo produce un recubrimiento ms delgado que el parquerizado y reduce la actividad
de la superficie del metal, de modo que la corrosin de la capa subyacente es retardada. Como
resultado, si se raspa la capa de pintura hay menor posibilidad de comienzo y progreso de la
oxidacin y, en consecuencia, de desprendimiento de la pintura en el lugar raspado.
CALENTAMIENTO PARA EL RECOCIDO, TEMPLE Y NORMALIZADO
Es la primera fase de todo tratamiento trmico y aunque algunas veces no se le suele dar im-
portancia, tiene, sin embargo, suficiente para que haya que dedicarle cierta atencin, sobre todo
cuando se trata de perfiles y piezas de bastante espesor. Las piezas de poco espesor y de
formas sencillas se pueden introducir directamente en los hornos calientes a alta tempe-
ratura (750 a 850 centgrados), pero en el caso de piezas gruesas hay que tomar precaucio-
nes que explicaremos a continuacin.
En las piezas gruesas el calentamiento ha de procurarse que sea lo ms uniforme posible y de-
be llegar hasta el corazn (centro) de la pieza. Debe hacerse lentamente para que haya la me-
nor diferencia de temperatura entre el interior y la periferia, pues en caso contrario se pueden
crear fuertes tensiones internas que pueden dar lugar a grietas y roturas. Algunas veces, estos
defectos aparecen luego en los temples o revenidos y se atribuyen indebidamente a causas
distintas de las que los originaron. Estas tensiones se crean primero por la desigual dilatacin
de las zonas calientes y fras de las piezas (periferia y centro) y luego por las contraccio-
nes que ocurren al atravesar el acero las zonas de temperaturas crticas.
No es recomendable introducir las piezas fras de ms de 200 mm de dimetro en hornos
cuya temperatura sea superior a 350C, porque el acero fro es poco plstico, no admite
deformaciones y las tensiones que se crean pueden originar grietas.
El paso de la zona crtica no es peligroso cuando la pieza tiene la misma temperatura en toda
su seccin o las diferencias entre el centro y la periferia son pequeas, como ocurre en los ca-
lentamientos lentos. En cambio, cuando en las piezas muy gruesas la periferia alcanza la tem-
peratura crtica antes que el centro, la zona perifrica sufre una contraccin, mientras que el
centro que no ha llegado a esa temperatura se est dilatando todava y el peligro de grietas es
mayor.
Cuando en el calentamiento el acero alcanza aproximadamente los 732C, la perlita que
contiene, comienza a transformarse en austenita y cambia la estructura cristalina del hierro
de la perlita, pasando de hierro alfa a hierro gamma y el acero que hasta entonces se estaba
dilatando se contrae mientras dura esa transformacin, continuando luego otra vez la dila-
tacin.
En la transformacin de la perlita, la formacin de cada gramo de austenita absorbe 15.9
caloras. Los aceros se contraen de 0.03% a 0.10% dependiendo del contenido de perlita.
Los calentamientos rpidos son peligrosos en las piezas gruesas, especialmente en los aceros
de alto contenido en carbono, en los que el porcentaje de perlita es grande.
47
En los aceros dulces, en cambio, se pueden utilizar mayores velocidades de calentamiento, ya
que en ellos estos fenmenos tienen menos importancia.
Para evitar que las tensiones sean peligrosas, conviene que en las secciones transversales
la diferencia de temperatura entre dos puntos de un mismo radio situados a 25mm de
distancia, no sea superior a 20C, y para conseguirlo, la duracin del calentamiento desde la
temperatura ambiente hasta los 850C, debe ser superior a media hora por pulgada de dimetro
y si es posible conviene que la duracin del calentamiento sea de una hora por pulgada de di-
metro.
La transmisin del calor en los aceros de alta aleacin, como los rpidos, inoxidables,
indeformables de 13% de cromo, etc., se hace mucho ms lenta que en los ordinarios,
por lo que la duracin del calentamiento deber ser aproximadamente el doble que el ne-
cesario para los aceros al carbono o de baja aleacin.
El estado de la superficie del material tiene tambin gran influencia en la duracin del calenta-
miento, existiendo por esa circunstancia diferencias muy notables entre los tiempos necesarios
para conseguir un correcto calentamiento de barras o perfiles de diferente estado superficial.
Cuando se trata de superficies lisas, la duracin del calentamiento es unas dos o tres
veces mayor que cuando se trata de superficies rugosas.
El precalentamiento debe realizarse en muchos casos y se hace de una manera lenta y unifor-
me. Esto no es tan necesario en un horno de mufla como lo es en el caso de baos de sales
donde el calentamiento es ms rpido. An en este ltimo caso, se puede omitir el precalenta-
miento si las piezas son pequeas o de geometra simple porque stas se pueden introducir sin
problemas en hornos calientes hasta 850C. Sin embargo, si se usan baos de sales o las pie-
zas son gruesas, siempre es aconsejable un precalentamiento hasta 400 o 600C, cuando la
temperatura de austenizacin es inferior a 900C, cuando es superior se precalienta hasta 600-
700C.
La conductividad trmica de los aceros altamente aleados, como los rpidos y los de tra-
bajo en caliente, es mucho menor que la de los aceros de construccin, por ello es preci-
so precalentar en dos etapas, sobre todo si las matrices o herramientas son de forma
complicada, primero hasta 500C mximo y luego hasta 850C.
Los aceros rpidos al molibdeno y, en general, los de bajo tungsteno, tienen baja con-
ductividad trmica por lo que necesitan una tercera etapa de precalentamiento hasta los
1050C.
El tiempo de calentamiento depende no solamente del material, forma y dimensiones de
la pieza, sino tambin de la capacidad de calentamiento del horno. Este tiempo se puede calcu-
lar a partir de las expresiones corrientes en la transferencia. Con ecuaciones de este tipo y
basndose en ensayos, se ha encontrado que para los aceros al carbono y de baja aleacin, el
tiempo de calentamiento es proporcional al dimetro.
TIEMPO (horas) = 2/75 DIAMETRO (mm) + 2/3
Una regla prctica aproximada nos dice que el tiempo de calentamiento debe ser aproxima-
damente de una hora por cada 25mm de espesor, desde la temperatura ambiente hasta la
temperatura de austenizacin.
48
El tiempo de calentamiento depende tambin de la forma de carga o empaquetamiento del
horno. Por eso es necesario adquirir prctica en los hornos especficos y compilar tablas y
ecuaciones para casos determinados.
En la figura 28 se ilustran diferentes formas de calentamiento de las piezas.
Figura 28. Diferentes formas de calentamiento de las piezas
En la figura (a) la pieza se introduce en un horno que se haba calentado previamente
hasta la temperatura de tratamiento y se deja hasta que alcanza dicha temperatura.
En la figura (b) el horno se haba calentado previamente hasta una temperatura por enci-
ma de la temperatura de tratamiento, la pieza se deja calentar hasta la temperatura de
austenizacin, porque despus de cierto tiempo el horno de grada a dicha temperatura.
En la figura (c) indica la situacin en la cual la pieza se introduce al horno fro y se calien-
ta con el horno a la velocidad requerida.
En la figura (d) se muestra el precalentamiento en un horno que est a una temperatura
menor que la de tratamiento, cuando la pieza alcanza esta temperatura uniformemente se
calienta hasta la temperatura de austenizacin.
49
TEMPERATURA DE AUSTENIZACION
Para cada tipo de acero hay una temperatura de austenizacin, determinada fundamen-
talmente por la composicin. Sin embargo, ha sido la experimentacin la que ha sealado el
rango de temperatura hasta la cual se debe calentar el acero, la cual se escoge para que d la
mxima dureza y al mismo tiempo mantenga una estructura de grano fino; ello porque el valor
de la temperatura tambin depende de la forma de la pieza y del medio templante. El tamao
puede variar el tiempo de sostenimiento (permanencia a temperatura de tratamiento), pe-
ro no la temperatura.
Algunos manuales traen la temperatura de austenizacin, pero sta tambin se puede determi-
nar templando varias probetas desde distintas temperaturas, se mide la dureza superficial, se
fractura para verificar tamao de grano y se obtiene el rango de temperatura de austenizacin.
En la prctica, se usa la temperatura que, como ya anotamos, produzca la mxima dureza con
la estructura ms fina posible; el mximo se presenta porque al aumentar la temperatura
tambin lo hace el tamao de grano y la austenita retenida. Si el acero tiene grano fino se
tiene un rango de temperatura de austenizacin ms amplio.
En general, la temperatura de austenizacin para los aceros hipoeutectoides es Ac
3
+
50C; en estos aceros hay que austenizar completamente porque si no, al enfriarse, que-
dara ferrita en la estructura, este es el principio de los aceros bifsicos, o sea mal tem-
plados.
Los aceros hipereutectoides se templan todos desde la misma temperatura: Ac
1
+ 50C.
No se hace desde Acm + 50C, porque en este caso no se debe austenizar completamen-
te.
Por encima de A
1
, estos aceros estn constitudos por austenita y cementita; dado que la
cementita es ms dura que la martensita misma, el acero queda suficientemente duro. Si
se calienta por encima de Acm, al templar quedar totalmente martenstico, pero sus propieda-
des respecto a la estructura cementita-martensita no sern mucho menores, por el contrario, se
pierde tiempo y energa y se aumenta el peligro de grietas en estos ACEROS HIPERTEMPLA-
DOS.
TIEMPO DE SOSTENIMIENTO (PERMANENCIA A TEMPERATURA DE TRATAMIENTO)
Si la temperatura de austenizacin se ha escogido correctamente, el acero estar en estado
austentico una vez la alcance, pues se supone que toda la pieza est a la temperatura del hor-
no. En este momento se empieza a contar el verdadero tiempo de sostenimiento, necesario pa-
ra preparar la estructura adecuadamente. Este tiempo depende del grado de disolusin de los
carburos que se desee. Como la cantidad de carburos es diferente para los distintos tipos de
acero, el tiempo de permanencia tambin depende del acero.
Los aceros ordinarios al carbono y los estructurales de baja aleacin que contienen carburos
fcilmente solubles, slo requieren unos minutos de sostenimiento. Para asegurarse que ha
habido suficiente disolusin de los carburos, un mantenimiento de 20 minutos es suficiente para
secciones pequeas; sobre ste se aumenta el tiempo segn el dimetro.
TIEMPO (minutos) = 20 + D/2 (mm)
50
Esto para espesores menores de 25mm; si la seccin es mayor, el tiempo mnimo es media
hora y, en general, la frmula emprica es:
TIEMPO (horas) = + D/120 (mm)
Para los aceros estructurales de media aleacin, se recomienda un tiempo de unos 25 minutos,
no importa la dimensin. De otro lado, los aceros de herramientas de baja aleacin requieren un
tiempo definido de permanencia con el fin de asegurar la dureza necesaria. Se sugiere un tiem-
po de 0.5 minutos por cada mm de espesor; sin embargo, el mximo debe ser 1 hora y el mni-
mo 5 minutos.
Los aceros de alto cromo requieren un tiempo de permanencia ms largo que todos los aceros
de herramientas. Sin embargo esto depende de la temperatura de austenizacin, por ejemplo,
si est en la parte superior del rango se recomienda 0.5 minutos por mm de espesor; si est en
la parte inferior se usa 0.8 minutos por mm de seccin. El mximo debe ser 1 hora y el mnimo
10 minutos.
Los aceros para trabajo en caliente contienen carburos que no se disuelven hasta los 1000C; a
esta temperatura el grano crece muy rpidamente, por lo que debe limitarse el tiempo de per-
manencia. Si el calentamiento se hace en un bao de sales, donde es fcil ver cuando el acero
ha alcanzado la temperatura adecuada, el tiempo es de unos 30 minutos independiente de las
dimensiones.
Si la herramienta est empacada en una caja para ser tratada en un horno de mufla, se debe
usar una temperatura en la parte inferior del rango y as se puede dejar ms tiempo, que no
debe exceder de 1 hora.
Los aceros rpidos son los aceros de herramientas de ms alta aleacin. Sus temperaturas de
austenizacin estn entre 1200-1300C. Para evitar el excesivo crecimiento del grano, lo co-
rriente es usar mantenimiento de unos pocos minutos. Segn el espesor (en mm) el tiempo est
dado en minutos para inmersin en baos de sales as:
TIEMPO (MINUTOS) = D/3 (mm)
Si D menor de 10 mm entonces TIEMPO = 3 minutos
Lo anterior es solo una orientacin para aplicarse en casos concretos con suficiente cautela.
Sera interesante tener un diagrama que nos indique la relacin entre temperatura de austeni-
zacin, tiempo de sostenimiento y cantidad de carburos disueltos, con datos adicionales sobre
cantidad de austenita retenida, dureza obtenida y tamao de grano.
El grano fino se obtiene calentando hasta una temperatura ligeramente superior a Ac
3
, mientras
ms alta sea la temperatura, mayor el grano. Pero el grano se puede refinar, recalentando has-
ta la temperatura adecuada. En algunos casos, por ejemplo cuando se templa un acero rpido,
la temperatura de austenizacin est slo unas decenas de grados por debajo de la temperatu-
ra de fusin; si se aumenta la temperatura slo un poco, se causar fusin incipiente alrededor
de los carburos. Esta fase fundida ir a los lmites de grano reduciendo la tenacidad. Un mayor
aumento de la temperatura puede ocasionar fusin pronunciada, fenmeno llamado acero
quemado.
51
El acero sobrecalentado, o de grano grande, se puede regenerar; el acero quemado es
chatarra.
VELOCIDAD DE CALENTAMIENTO
La velocidad de calentamiento es un factor muy importante que se debe conocer. Este vara
segn sean los medios utilizados para calentar.
Una seccin de acero de (70 x 40 x 60) mm., con un porcentaje de carbono del 0.25%, calenta-
do a la temperatura de 850C, en diferentes hornos, requieren un tiempo de calentamiento de:
En horno de gas CO 45 minutos
En horno de gas CO
2
20 minutos
En horno de sal 2BaCl
2
+ 3KCl 7 minutos
En horno de sal NaCN 6 minutos
En horno de sal KCN 6 minutos
En horno de plomo 2 minutos
Para los baos de BaCl
2
+ KCl, se pueden aplicar los tiempos necesarios para alcanzar el equi-
librio: bao-pieza a criterio, dando adems un tiempo de 10 segundos por mm de la relacin
volumen-superficie.
El tiempo que estipulan los americanos para calentamientos efectuados en hornos de gas, es el
de una hora por pulgada de espesor, ms una hora a temperatura de transformacin.
Otra frmula estipulada para los calentamientos en hornos de gas, ms exacta que la preceden-
te, es la siguiente:
Dos minutos por unidad, de la relacin: Volumen (mm
3
)
Superficie (mm
2
)
Para la pieza arriba indicada el volumen es de 70mm x40mm x60mm = 168000mm
3
y la superfi-
cie de 2[(40x60) + (40x70) + (60x70)] = 18800 mm
2
168000mm
3
/18800mm
2
= 8.936 mm 9
El producto 9 x 2 = 18 minutos, tiempo hallado prcticamente, con un calentamiento en CO
2
.
MEDIOS DE ENFRIAMIENTO
Normalmente cuando se templa una pieza o herramienta el objetivo es lograr una estructura
martenstica al menos superficialmente; de ah que se trate de alcanzar la velocidad crtica
de temple con el fin de evitar la formacin de bainita, perlita u otros constituyentes ms
blandos.
52
Como la forma y dimensiones de la pieza se conocen desde antes, la magnitud del temple de-
pende del acero en s y por ende del medio de enfriamiento en que se realice. El primer medio
templante usado fue el agua porque es adecuado para los aceros al carbono que fueron los
primeros utilizados. Pero en los aceros aleados que permiten una velocidad de temple menor, la
distorsin se aminora mientras ms suave sea el medio de enfriamiento.
De modo que en la seleccin del fluido para enfriar se tienen en cuenta el tipo de acero, la
forma, las dimensiones y la futura aplicacin de la pieza o herramienta; sin embargo, el
objetivo ltimo en el proceso de tratamiento trmico es obtener los resultados ingenieriles ade-
cuados con el mnimo costo.
Es evidente que un conocimiento correcto del medio de enfriamiento es vital para poder evaluar
factores como la flexibilidad del medio para darle otros usos, la facilidad de mantenimiento, la
estabilidad, la seguridad, la corrosividad, la respuesta a la agitacin, la facilidad de limpieza, la
disponibilidad y el costo; con el fin de clasificar esto en estas notas, se considerarn las carac-
tersticas de los medios de enfriamiento ms usuales, a saber:
Agua
Salmuera
Soluciones de soda custica
Aceites
Soluciones polimricas
Sales fundidas
Metales fundidos
Gases
CARACTERISTICAS DE LOS MEDIOS DE ENFRIAMIENTO
AGUA
Probablemente el medio de temple ms antiguo es el agua y contina siendo uno de los ms
usados. El agua pura, sin embargo, no es muy adecuada como medio de enfriamiento porque
su mxima eficiencia ocurre a 300C, es decir, cuando empieza la formacin de martensita en
muchos aceros.
Por lo dicho antes, el agua slo se usa para templar partes simples y simtricas hechas de ace-
ro poco templable (acero al carbono o poco aleados), donde el enfriamiento drstico que pro-
porciona el agua no produzca distorsin excesiva o agrietamiento de la pieza. En el agua, la
etapa de capa de vapor es prolongada; esta prolongacin que vara con la facilidad que tenga
la pieza para atrapar vapor y con la temperatura del agua, la cual debe estar entre 15 y
25C da como resultado un temple desigual y una distribucin desfavorable de las tensiones. El
agua caliente tiene una potencia enfriante baja porque al aproximarse al punto de ebullicin, la
accin enfriadora se asemeja a la del vapor.
Sin embargo, el agua sigue siendo utilizada porque da una velocidad de enfriamiento que es
casi la mxima obtenible con un lquido; es muy barata y fcil de conseguir; se puede desechar
53
sin problema de contaminacin y porque en este medio se rompe fcilmente la cascarilla de
xido que se forma en la superficie.
Como veremos despus, el peligro de agrietamiento que ocurre durante el temple con agua se
puede reducir si el acero se retira cuando se ha enfriado hasta 200-400C y se transfiere rpi-
damente a un bao de aceite.
SALMUERA
En este contexto, el trmino salmuera se refiere a soluciones acuosas con porcentajes variados
de sal (NaCl o CaCl
2
).
Cuando al agua se aade 10% de NaCl o CaCl
2,
su capacidad enfriadora aumenta y al
mismo tiempo su mayor poder de extraccin de calor se da a 500C. Esto hace que se re-
quiera un control de temperatura menos crtico y que la posibilidad de aparicin de parches
blandos o distorsin sea menos severa que con agua. Su principal desventaja es el mayor
costo; adems su corrosividad puede ocasionar problemas y mayores gastos en los tanques y
equipos
.
SOLUCIONES DE SODA
A veces se usan soluciones acuosas de 5% a 10% de hidrxido de sodio para templar. Tienen
una capacidad de enfriamiento un poco mayor que las salmueras pero, en general, su compor-
tamiento es similar a aquellas; es decir, exhiben las mismas ventajas como medio templante. El
principal problema es su alta alcalinidad, lo que las hace peligrosas para la piel humana y los
equipos.
ACEITES
Aunque antiguamente se utilizaban aceites animales y vegetales para el temple, en la actuali-
dad se emplean casi exclusivamente aceites minerales. Segn su composicin, efecto templan-
te y temperatura de uso, los aceites se clasifican como: rpidos, Martempering y de temple
en caliente.
Los aceites de temple convencional (clsico) son parafnicos, con adiciones de antioxidantes.
El enfriamiento en aceite es mucho ms lento que en agua. La mayor velocidad se da a unos
600C y es relativamente lenta en el rango de formacin de martensita; por ello, el peligro de
distorsin y grietas se disminuye fuertemente.
Los aceites convencionales tienen un perodo de capa de vapor relativamente grande durante el
cual el enfriamiento es lento. En el rango de ebullicin, enfran ms rpido y luego lentamente
en la etapa de conveccin; por ello slo se pueden utilizar para aceros aleados.
Los aceites rpidos muestran una velocidad inicial alta, a veces similar a la del agua, seguida
de enfriamiento rpido en el rango de ebullicin. En el perodo de conveccin, la velocidad es
igual a la de los aceites convencionales. La Figura 29 muestra curvas para estos dos tipos de
aceites.
54
Figura 29. Curvas de enfriamiento en el centro para dos aceites. Ensayados a 52C con
probeta de acero inoxidable.
Un buen aceite de temple debe poseer las siguientes propiedades:
1. Su VISCOSIDAD debe estar comprendida entre ciertos lmites. Si el aceite es demasiado
viscoso, la pelcula de aceite prxima a la superficie del metal tiende a carbonizarse, porque las
corrientes de conveccin son muy lentas. Esa carbonizacin disminuye el poder templante
(refrigerante) del aceite y limita su utilizacin. Si la viscosidad es baja, el aceite se adhiere me-
nos a las piezas, pero se volatiliza rpidamente con la consiguiente prdida de lquido. Por tan-
to, la viscosidad debe estar comprendida entre ciertos lmites, que a la temperatura am-
biente (20C) son de 5 a 9 ENGLER y a 50C son de 2 a 4 ENGLER.
55
Con el uso la viscosidad aumenta, llegando algunas veces despus de varios meses de empleo
de 15 a 30 Engler a la temperatura ambiente, siendo necesario evitar el uso de aceites de es-
tas caractersticas.
2. La VOLATILIDAD no debe ser demasiado elevada porque se pierde aceite con el uso y se
espesa el bao, con la consiguiente prdida en la velocidad de enfriamiento.
Adems, un aceite voltil, al ponerse en contacto con el metal caliente, desprende numerosas
burbujas y se forma mucho vapor alrededor de las piezas, disminuyendo la velocidad de en-
friamiento y prolongndose la fase de enfriamiento con vapor, que suele dar lugar a la aparicin
de puntos blandos.
3. Las TEMPERATURAS DE INFLAMACION Y COMBUSTION deben ser lo ms elevadas po-
sible, para evitar excesivo humo en el taller y tambin el peligro de inflamacin del bao.
En los aceites corrientes la temperatura de inflamacin suele oscilar entre 180 y 275C y la de
combustin entre 200 y 325C, considerndose las de 215 y 275C como satisfactorias.
4. Deben tener gran RESISTENCIA A LA OXIDACION. En los ltimos aos las refineras de
petrleo han logrado producir aceites que, con relativa baja viscosidad, tienen gran resistencia a
la oxidacin.
EL TEMPLE IDEAL debe tener un efecto inicial fuerte durante la etapa de vapor y el perodo de
ebullicin pero debe enfriar lentamente en el rango de conveccin final (fase de enfriamiento
por lquido). El agua fra y las salmueras muestran las caractersticas iniciales pero tambin en-
fran rpido al final, por lo que producen grandes distorsiones y grietas en los aceros de alta
templabilidad. Con los aceites ocurre lo contrario, pero la extraccin de calor es ms uniforme y
particularmente lenta al final del ciclo de enfriamiento.
Si al agua se aaden aceites solubles (3% a 15%), es posible obtener emulsiones con capaci-
dades de enfriamiento variadas. Sin embargo, estas emulsiones combinan las caractersticas
peores del agua y del aceite: lento al principio y rpido al final; por estas razones estas emul-
siones no son muy usadas.
SOLUCIONES POLIMERICAS
Por adicin de ciertas sustancias al agua, es posible obtener un medio de enfriamiento con pro-
piedades prximas a las ideales. Estas sustancias son compuestos polimricos que se desarro-
llaron despus de la segunda guerra mundial. Aunque hay muchos compuestos orgnicos de
este tipo que son soluciones en agua y que podran utilizarse, slo se han popularizado unos
pocos: el polivinil alcohol (PVA), los glicoles de polialquilenos (GPA), la polivinilpirrolido-
na (PVP) y los poliacrilatos.
Si se ajusta la concentracin de estas soluciones (partiendo de soluciones de 20%) se puede
lograr cualquier velocidad comprendida entre las del agua y el aceite.
Los medios polimricos son ms costosos que el aceite, pero no son inflamables y son misci-
bles con agua.
BAOS DE SALES
Las sales fundidas se usan extensivamente en los tratamientos trmicos. Estn constituidas de
mezclas de cloruros, carbonatos, nitritos, nitratos y cianuros de sodio, potasio y bario y
56
se utilizan a temperaturas variables entre 150 y 1300C. Unas veces, se usan como medio de
enfriamiento y sustituyen con ventaja al aceite y al plomo fundido, y otras veces, en cambio, se
utilizan para calentar las piezas o para hacer tratamientos termoqumicos como cementa-
cin, nitruracin, etc. Los baos de sales ms populares para enfriar contienen aproximada-
mente partes iguales de nitrito de sodio y nitrato de potasio y se usan entre 160-500C.
La velocidad de enfriamiento hasta unos 500C es alta y luego disminuye al caer la temperatura
del acero. A menor temperatura del bao y mayor agitacin, mejor es la capacidad de enfria-
miento. Cuando se templa en un bao de este tipo, se tiene la ventaja de que no se forman
burbujas de vapor y por lo tanto no se producen endurecimientos heterogneos
El enfriamiento desde la temperatura de austenizacin hasta la del bao se produce por
conveccin pura. En baos de este tipo se pueden templar todos los aceros para temple en
aceite, o aleados, cuya temperatura de austenizacin no exceda los 950C.
Los baos de sales son usados sobre todo en el Martempering y Austempering.
Debe evitarse el introducir piezas en el bao de temple en agua, cuando stas han pasa-
do por el bao caliente a base de nitritos o nitratos.
PRECAUCION. Se debe evitar trasladar las piezas directamente de un bao que contenga
sales de cianuro a otro bao de nitratos o nitritos, porque hay peligro de explosin.
METALES FUNDIDOS
Los baos de plomo o de otros metales fundidos se emplean a veces con el mismo objeto que
los baos de sales.
El plomo posee gran conductividad, por lo que el calentamiento es muy rpido y enfra rpido
las piezas que se templan. No se usa mucho porque es muy voltil entre 350 y 600C, las
temperaturas a las cuales se usa y los vapores son venenosos.
Como el acero es menos denso que el plomo, las piezas flotan y se hace necesaria una suje-
cin adecuada de las piezas en el bao, otra desventaja es que se puede adherir tenazmente al
acero. Frente a los baos de sales, el plomo es poco usado en la actualidad.
GASES
Los aceros de alta aleacin como los rpidos y los de trabajo en caliente, se pueden templar en
aire tranquilo ya que tienen velocidad crtica de temple muy baja. A veces la velocidad se in-
crementa utilizando aire a presin u otros gases.
En el proceso se usa una cmara en la cual se hacen circular los gases para dar velocidades
de enfriamiento comprendidas entre la del aire tranquilo y la del aceite; esta cmara es necesa-
ria en aquellas aplicaciones donde el temple en aceite es indeseable debido a la distorsin, fac-
tores de costo, manipulacin o la dureza obtenida; y el temple en aire es demasiado lento.
MERCURIO
Para el temple de piezas muy delicadas, como instrumentos de ciruga, etc., o para piezas pe-
queas de gran dureza, se empleaba algunas veces el mercurio, pero su elevado peso espec-
fico y precio limitan sus aplicaciones, por lo que en la actualidad casi no se emplea.
57
Tabla 1. Baos de sales ms utilizados (porcentaje en pesos)
58
Tabla 2. Utilizacin de los distintos medios de enfriamiento
Figura 30. Comparacin entre agua, aceite y emulsiones de agua con aceite soluble
59
Figura 31. Ejemplos de enfriamientos correctos e incorrectos.
Figura 31. Modos de evitar piezas defectuosas en el temple. Piezas que presentan con-
traccin. Los aceros aleados y entre ellos los de temple al aire, suelen estar menos afectados
60
por la contraccin que los no aleados. Las piezas muy delgadas son prcticamente imposibles
de templar sin contraccin. Se muestran ejemplos de enfriamientos correctos e incorrectos.
Figura 32. Curvas de enfriamiento para diferentes medios usuales obtenidas con probeta
de acero inoxidable
SELECCIN DEL MEDIO TEMPLANTE
El principal factor que debe tenerse en cuenta al seleccionar un medio templante es la templabi-
lidad del acero, la cual est determinada por su composicin y se manifiesta en la CURVA
TTT (DIAGRAMA DE BAIN).
Al empezar el enfriamiento el medio debe enfriar la pieza con tal rapidez que evite la nariz perl-
tica para que, de esta manera, la pieza permanezca austentica hasta que llegue a Ms; despus
la velocidad de enfriamiento debe ser menor para que la transformacin martenstica sea lo su-
ficientemente lenta y evitar as el agrietamiento y minimizar la distorsin.
61
La forma y tamao de la pieza, particularmente la forma, tambin indican la manera como de-
be escogerse el medio enfriante. Mientras ms compleja sea la geometra de la pieza, ms
suave debe ser el medio enfriante para limitar la distorsin y agrietamiento. Las piezas con
grandes variaciones de forma se pueden templar en aceite o en bao de sales.
Adems de las caractersticas tcnicas del medio, es necesario tener en cuenta la disponibili-
dad y el precio para lograr los mejores resultados con el menor costo.
El medio templante para dureza uniforme y distorsin mnima, sobre todo si es agua, no debe
calentarse ms de 5C. El volumen de agua requerido se calcula segn la siguiente frmula
emprica:
Volumen en galones = peso de la pieza en libras
As, una pieza de 100 Kg = 220 Lb requiere 220 galones de agua o sea 220 x 3,7953 litros; es
decir, 833000 cm
3
. Si la profundidad es de 1 metro, la seccin ser 92 cm.
En sntesis, un tanque de 1 m
3
ser suficiente para templar una pieza de 100 Kg de acero. Un
tanque de agua para temple debe tener los elementos que la ASM esquematiza en la Fig. 33.
Figura 33. Elementos de un tanque para temple.
En este caso hay control de temperatura y el agua se enfra y recircula. En condiciones norma-
les el agua debe, al menos, estarse renovando. El poder enfriante del agua disminuye rpida-
mente con la temperatura tal como se indica en la figura 34. Si el tanque de agua se usa conti-
nuamente, debe ser controlado todos los das. Cada semana, la temperatura del agua, la pre-
sin y la circulacin se deben:
1. Drenar y remover los barros.
2. Tratar el agua, si sta se recircula, para evitar acumulacin de carbonatos en la tubera.
62
Figura 34. Disminucin del poder enfriante del agua al aumentar su temperatura
Si el medio templante es aceite, se recomienda un volumen en litros igual a diez veces el peso
de la pieza en kilogramos.
Para una pieza de 100 Kg = 1000 litros = 1.000.000 cm
3
. El tanque es un cubo de 100 cm de
lado.
El aceite templa uniformemente aunque la temperatura se eleve, pero en este caso hay peligro
de inflamacin. Por ejemplo, 1 libra de acero introducida en un galn de aceite a 21C, eleva la
temperatura a 38C sin cambiar apreciablemente su poder enfriante.
Las piezas con una relacin elevada rea/volumen aumentan el peligro de inflamacin, pero las
piezas masivas transfieren el calor ms lentamente, en este caso se requieren enfriadores de
aceite con circulacin rpida.
La oxidacin del aceite se minimiza reduciendo su contacto con el aire. Por otro lado, el aceite
se debe agitar para distribuir el calor rpida y uniformemente y as mantener una temperatura
uniforme, pero slo debe usarse agitacin mecnica o bombas o agitadores de paletas pues el
burbujeo de gases es nocivo. En este proceso no deben emplearse elementos de cobre
porque este metal cataliza (acelera) la degradacin de los aceites. Debe controlarse el nivel,
la temperatura, la presin en los filtros, el flujo y las bombas.
63
EVALUACION DEL PODER DE ENFRIAMIENTO
Fundamentalmente todos los lquidos extraen el calor de las piezas metlicas de la misma for-
ma, pero los detalles del comportamiento pueden ser muy diferentes. Para evaluar la potencia
como enfriadores que tienen los diferentes fluidos usuales hay varios mtodos que en general
se pueden dividir en dos grupos: los mtodos trmicos que miden la habilidad del medio para
extraer calor y los mtodos metalrgicos que miden su habilidad para endurecer el acero. Los
mtodos trmicos son los ms sensibles para diferenciar los fluidos, pero los mtodos metalr-
gicos son indispensables para evaluar el significado prctico de las diferencias observadas.
METODOS TERMICOS
Entre estos estn las curvas de enfriamiento, el ensayo magntico o templmetro, el ensayo
con alambre caliente y el ensayo del intervalo.
Probablemente la tcnica ms til para describir con precisin el complejo mecanismo del en-
friamiento es la curva de enfriamiento.
Tiempo
Figura 35. Curvas caractersticas de temple en el centro y en la superficie
Las curvas tpicas en la superficie y en el centro de las piezas mostradas en la Figura 35, des-
criben grficamente los cuatro estados de transferencia de calor desde un slido caliente a un
lquido fro.
64
ETAPA A En la figura 35 se ilustran los primeros efectos de la inmersin. Se denomina tam-
bin estado inicial de contacto con el lquido, y se caracteriza por la formacin de burbujas
de vapor que preceden el establecimiento de una pelcula de vapor. La etapa A dura slo 0.1
segundos, es poco importante en la evaluacin del medio de enfriamiento y es difcil de detec-
tar con equipo corriente.
ETAPA A, llamada etapa de enfriamiento por capa de vapor; en este caso se forma una ca-
pa continua de vapor que rodea toda la pieza. Ocurre porque el suministro de calor desde la
superficie de la pieza excede la cantidad necesaria para formar el mximo de vapor por unidad
de rea de la pieza. Aqu el enfriamiento es lento porque la envoltura de gas acta como aislan-
te y el enfriamiento ocurre principalmente por radiacin a travs de la pelcula. En las
operaciones de temple este enfriamiento lento es indeseable porque puede permitir la forma-
cin de constituyentes blandos, que es lo que se quiere evitar.
ETAPA B, etapa de enfriamiento por transporte de vapor (enfriamiento por burbujas) que
produce la velocidad ms alta de transferencia de calor; empieza cuando la temperatura ha re-
bajado y la capa de vapor se rompe; cuando nuevo lquido entra en contacto con la pieza se
presenta ebullicin y el calor se remueve como calor de vaporizacin.
El punto de ebullicin del lquido determina la duracin de esta etapa. Este es el paso operativo
en relacin con el temple y debe dar una velocidad crtica de temple. Aqu no hay peligro de
grietas porque el acero todava es austentico, al menos parcialmente, y siendo blando y plsti-
co, resiste las tensiones de enfriamiento.
ETAPA C, etapa de enfriamiento por lquido. La velocidad de enfriamiento de esta etapa es
ms lenta que en la anterior. Termina cuando la temperatura es igual o menor a la de ebullicin
y el enfriamiento ocurre por conduccin y conveccin en el lquido. Los factores que afec-
tan esta etapa son la diferencia entre el punto de ebullicin, la temperatura del bao y la visco-
sidad del fluido. En ella se pueden presentar grietas. Mientras la temperatura disminuye se for-
ma martensita, por tanto, mientras ms lento sea el enfriamiento en esta etapa, en los lmites
razonables, mucho mejor.
Las curvas de enfriamiento sirven primero que todo para comparar diferentes medios de en-
friamiento. Por ejemplo, la figura 36 muestra curvas tpicas para aceite y para agua y su forma
marcadamente diferente corresponde a su comportamiento enfriador distinto. As, la etapa A
tiene un efecto adverso mucho mayor en agua que en aceite. Con un bao a temperatura am-
biente (20C) la capa de vapor no necesariamente persiste ms tiempo que en caliente, pero su
conductividad es menor y el efecto retardante neto es mayor. Si la temperatura del bao se ele-
va, se acenta ms la diferencia porque la duracin de la capa gaseosa aumenta rpidamente a
medida que se aproxima el punto de ebullicin y ste est ms prximo a la temperatura inicial
del bao en el agua (100C) que en el aceite (370C).
En la etapa de transporte de vapor, la pendiente de la curva de enfriamiento del agua es
ms pronunciada que la del aceite, y esto hace que el agua sea un medio templante ms
efectivo para los aceros con velocidades crticas de temple elevadas (aceros al carbono y de
baja aleacin).
En la etapa de enfriamiento lquido, el agua tambin enfra ms rpidamente, lo cual es ahora
una seria desventaja, porque es aqu donde el enfriamiento demasiado rpido puede producir
grietas; ms an, debido a sus altas temperaturas de ebullicin, la etapa de enfriamiento por
lquido en los aceites empieza a temperaturas mucho ms altas que con agua y sta es una
prevencin ms contra la distorsin y las grietas.
65
Figura 36. Curvas de temple en el centro de una probeta de acero suave templado en
aceite y agua
Los mecanismos de transferencia de calor que se dan en cada etapa se pueden resumir as:
ETAPA A: CONDUCCION Y RADIACION a travs de la capa gaseosa.
ETAPA B: TRANSPORTE DE VAPOR (burbujas).
ETAPA C: CONDUCCION Y CONVECCION en el medio lquido.
Por tanto, las propiedades que ms influyen en el poder templante de los lquidos son: tempe-
ratura de ebullicin, conductividad trmica, viscosidad, calor especfico y calor de vapo-
rizacin. Estas propiedades originan curvas diferentes y por tanto caractersticas templantes
diversas como acabamos de ver para el agua y el aceite.
La temperatura de ebullicin es muy importante en la primera etapa, el calor de vaporizacin en
la segunda y la conductividad trmica en la tercera. La viscosidad tambin influye en la veloci-
dad de enfriamiento en la segunda y tercera etapa.
66
INERCIA DE LA TRANSFORMACIN DE LA AUSTENITA
Debido a la inercia, la transformacin de la austenita no es instantnea, existir pues, una tem-
peratura de principio y otra de final de transformacin. Por otra parte, aumentando la velocidad
de enfriamiento, se acenta la inercia y baja la temperatura de inicio de transformacin.
Para un acero dado, la temperatura de principio de transformacin de la austenita alcan-
za su valor mnimo cuando se enfra a la velocidad crtica.
Los aceros especiales tienen mayor inercia a la transformacin que los aceros al carbono, por-
que los elementos aleados ejercen una accin estabilizante sobre la austenita.
En algunos casos, la austenita permanece estable hasta la temperatura ambiente, y en-
tonces es preciso enfriarla por debajo de los 0
o
C para transformarla en martensita.
TEMPERATURA INICIAL DE LA FORMACION DE MARTENSITA
De cuanto queda expuesto se deduce que para el buen xito del temple es necesario conocer
la temperatura a la que, durante el enfriamiento, se inicia la formacin de martensita, para es-
coger en base a ella el medio de enfriamiento ms adecuado.
Esta temperatura se representa generalmente por Ms, y depende esencialmente de la
composicin del acero. En los aceros al carbono es inversamente proporcional al contenido
del mismo.
A ttulo orientativo se puede considerar:
Para aceros hipoeutectoides: C 0.10% Ms 500
o
C
Para aceros eutectoides: C = 0.87% Ms 220
o
C
Para aceros hipereutectoides: C > 0.87% Ms 150
o
C
En efecto, en los aceros de bajo contenido de carbono, la inercia de la transformacin se inicia
a temperatura alta.
En los aceros con alto contenido de carbono, la austenita, dada su elevada concentracin, pre-
senta una inercia notable, por lo que la temperatura de inicio de transformacin disminuye.
FORMULA DE CARAPELLA. La temperatura a la que se inicia la formacin de martensita
puede determinarse recurriendo a la siguiente frmula:
Ms = 514
o
(K
1
. K
2
. K
3
. K
4
..K
8
) 18
o
En la que los coeficientes valen:
K
1
= 1 0.620%C K
5
= 1 0.045%Ni
K
2
= 1 0.120%Co K
6
= 1 0.033%Si
K
3
= 1 0.092%Mn K
7
= 1 0.029%Mo
K
4
= 1 0.070%Cr K
8
= 1 0.013%W
67
Como puede verse, el porcentaje de carbono tiene gran influencia sobre Ms, los dems ele-
mentos ejercen una accin ms limitada, muchas veces despreciable.
TEMPERATURA FINAL DE FORMACION DE LA MARTENSITA
No existen frmulas para calcular la temperatura Mf a la que termina la formacin de la marten-
sita, temperatura que por otra parte tiene menos importancia que la de inicio. En general el pun-
to Mf en los aceros al carbono est comprendido entre 50 y 70
o
C.
En los aceros complejos, el punto Mf est situado por debajo de cero grados y, por lo tanto, pa-
ra llegar a la transformacin completa de austenita en martensita hay que enfriar hasta, y por
debajo de, -70
o
C.
Los puntos Ms y Mf se determinan actualmente con aparatos especiales que permiten el exa-
men metalogrfico en caliente.
TEMPLABILIDAD
El concepto de templabilidad no es nico y por ello hay varias maneras de abordarlo; en trmi-
nos simples podra decirse que: templabilidad del acero es la propiedad que determina la
profundidad y distribucin de la dureza inducida por el temple; desde este punto de vista
se enfoca, se ensaya y se cuantifica cuando se utiliza como una propiedad en las aplicaciones
de ingeniera.
Por otro lado, si se mira desde el ngulo del metalurgista templabilidad es una expresin
mecnica y retrospectiva de los procesos y fenmenos que ocurren en los productos de
acero cuando se enfran desde la temperatura de austenizacin.
O sea que hay al menos dos maneras fundamentales de considerar la templabilidad: una, como
una propiedad mensurable y cuya cuantificacin est sujeta a simplificaciones, que tiene que
ver con la penetracin de temple y que se determina por distribuciones de dureza y otros par-
metros que consideraremos ms adelante; y otra, que analiza el fenmeno a la luz de la cinti-
ca de la transformacin y seala que templabilidad es la habilidad que tiene el acero para
evitar transformaciones de alta temperatura.
Es obvio que lo anterior determina la facilidad con que se puede obtener una estructura mar-
tenstica y de ese modo lograr la dureza til a una profundidad determinada, en unas condicio-
nes especficas de temple.
De todos modos, debe recalcarse la diferencia que existe entre templabilidad y dureza. Tem-
plabilidad como ya se anot, puede entenderse como la capacidad de adquirir dureza por
el temple y la aptitud del acero para que esa dureza penetre ms o menos hacia el interior
de la pieza.
Dureza es la resistencia que un material opone a ser rayado o ser penetrado por un in-
dentador, y se mide con los diferentes ensayos como Vickers, Brinell, Rockwell, etc. La du-
reza del acero depende del contenido de carbono que tenga la martensita y de la cantidad de
68
martensita presente; mientras que la templabilidad depende de las caractersticas de transfor-
macin, es decir, del diagrama de enfriamiento continuo o de TTT y, por ende, de la composi-
cin y el tamao de grano.
La figura 37 muestra un diagrama de enfriamiento continuo para un acero eutectoide. La lnea
discontinua seala la velocidad crtica de temple: Una velocidad mayor produce una estructura
martenstica y una menor produce una microestructura donde hay algo de perlita.
En una pieza de acero, las velocidades de enfriamiento no son las mismas en la superficie que
en el centro, debido a la transferencia de calor a travs de la masa. La diferencia entre esas
velocidades se incrementa al aumentar la velocidad de enfriamiento, o sea, la severidad de en-
friamiento del medio templante.
Figura 37. Variacin de la microestructura como funcin de la velocidad de enfriamiento
en un acero eutectoide.
En un momento determinado habr poca diferencia entre la temperatura del centro y la de la
superficie en una barra de acero enfriada lentamente en el horno, lo que se conoce como reco-
cido total; pero si la misma barra se enfra en salmuera helada, las velocidades de enfriamiento
69
entre la superficie y el centro son muy diferentes y se pueden producir microestructuras muy
distintas segn el dimetro de la barra. Este efecto se indica en la Figura 38.
Figura 38. Efecto de la diferencia de enfriamiento en la superficie y en el centro de una
barra de 50 mm de dimetro, sobre la microestructura resultante.
En la figura se observan dos curvas que representan la velocidad crtica de temple, otra curva
representa la velocidad que da un 50% de martensita y 50% de perlita y otra curva de enfria-
miento que presenta perlita fina. Se puede concluir entonces que esta probeta tendr en la su-
perficie una estructura martenstica y en el centro una perltica.
70
Ensayo de templabilidad de Grossman
En 1942, Marcus A. Grossman public un mtodo para determinar la templabilidad. Si se tem-
plan en el mismo medio una serie de barras cilndricas del mismo acero, pero de dimetro cre-
ciente; se observa en los aceros de baja aleacin a partir de un cierto dimetro, un corazn sin
templar. As resultan las curvas de templabilidad de la Figura 39, en este caso, para un acero
con 0.45% de C y 0.70% de Cr, donde se muestran las zonas sin templar. Se comprueba que,
para los dimetros mayores, es en la zona de transicin, ubicada entre la zona templada y la
zona sin templar, donde aparecen las variaciones ms bruscas de dureza. Un examen mi-
croscpico muestra que en estos lmites se encuentra el 50% de martensita.
El resto de la estructura est compuesta por productos de transformacin formados a tempera-
turas superiores. La dureza correspondiente a esta zona es siempre la misma, 45 HRC en
el caso presente de 0.45% de C, y fue designada por Grossman como la dureza crtica o
dureza de 50% de martensita. A medida que las dimensiones disminuyen, se llega a un di-
metro de barra para el que no aparece zona sin templar en el centro; o sea, que tiene en el cen-
tro una dureza crtica de 45 HRC correspondiente, en este caso, al 50% de martensita. Este
dimetro se denomina dimetro crtico y depende de la templabilidad del acero.
Para un mismo medio templante y con exactamente el mismo procedimiento de temple, el di-
metro crtico se puede considerar como una medida de la templabilidad, aunque esto conduce a
ciertas restricciones.
Por consideraciones que estn fuera del alcance de estas notas, no es de extraar que la tem-
plabilidad del acero sea todava un campo que no se ha terminado de explorar.
Figura 39. Curvas de templabilidad para un acero con 0.45%C y 0.7%Cr templado en
agua, en barras de 20 a 80 mm
71
HISTERESIS
La histresis de los aceros aumenta con ciertos elementos de aleacin y con la velocidad
de enfriamiento. Cuanto ms elevada sea la temperatura de austenizacin del acero, ma-
yor ser la histresis y mayor deber ser el tiempo de permanencia a temperatura (aceros
altamente aleados).
Los elementos de aleacin que favorecen la histresis son: Mn, Ni, Cr, W, V, Mo, y Co. En con-
secuencia, cuantos ms elementos contenga el acero, ms reducida ser la velocidad de en-
friamiento de temple.
Las velocidades de enfriamiento de temple son del orden de varios centenares de grados cent-
grados por segundo, para los aceros de dbil histresis (aceros al carbono y de baja aleacin),
por el contrario, la velocidad de enfriamiento se reduce a dcimas y hasta centsimas de grado
por segundo, cuando los aceros son fuertemente aleados (aceros de temple al aire).
Una probeta de 20 mm de dimetro, construida con acero que requiera una gran velocidad de
enfriamiento, slo se obtendr martensita en la superficie, aunque el apagado (enfriamiento) se
haya efectuado enrgicamente. Por el contrario, en la misma probeta construida con un acero
que admita una velocidad mnima de enfriamiento, la transformacin martenstica ser en la
totalidad de la masa.
Hemos dicho que la histresis est tambin en funcin de la velocidad de enfriamiento, donde
depender para una pieza determinada de:
1. El sistema de apagado que se adopte: agua, aceite, bao caliente, aire, etc.
2. La temperatura del lquido de temple.
3. La agitacin de la pieza en el lquido de temple.
4. La agitacin del lquido de temple.
5. El poder calorfico del lquido de temple.
6. El espesor de la pieza a tratar.
El espesor o profundidad de temple estar en funcin de:
a) De la histresis propia del acero utilizado, histresis que, como hemos visto anteriormen-
te, est en relacin con su composicin.
b) De la temperatura de austenizacin.
Conclusin:
Los aceros con elevada histresis pueden ser templados con enfriamientos ms o menos len-
tos, segn sea el nmero y porcentajes de los elementos especiales contenidos en el acero,
dando como resultado elevadas durezas.
Los aceros de baja histresis debern ser templados con enfriamientos enrgicos, si se preten-
de que las durezas alcanzadas sean elevadas.
72
BANDAS DE TEMPLABILIDAD
Debido al gran desarrollo adquirido por el ensayo Jominy, La SAE y el AISI, han establecido
para la mayora de los aceros aleados de construccin, curvas mximas y mnimas de templabi-
lidad que limitan unas zonas dentro de las cuales deben estar situadas las curvas Jominy de
cada acero.
Como normalmente la composicin de los aceros se da en un rango, tambin la templabilidad
se da en un rango, una curva para la composicin mayor y otra para la composicin menor. Los
aceros cuya banda se especifica se denominan aceros H; estas bandas son publicadas por
la SAE, el AISI, la ASTM, etc. (H = Hardenability).
Dentro de estas bandas debe quedar incluida la curva obtenida para cualquier colada.
Las bandas de templabilidad sirven para elegir el tipo de acero que ha de emplearse para fabri-
car una pieza que exige una determinada templabilidad del material. Estas curvas se utilizan
como especificaciones de recepcin de numerosos tipos de aceros y en muchos casos estn
sustituyendo determinadas especificaciones de composicin qumica, por las bandas de tem-
plabilidad.
Distancia al extremo templado, 1/16
Figura 40. Banda de templabilidad de un acero 4340H
73
ENVEJECIMIENTO O MADURACION
Bajo el nombre genrico de ENVEJECIMIENTO, se entienden las modificaciones que en sus
propiedades mecnicas y tecnolgicas experimenta con el tiempo un material expuesto a la
temperatura ambiente.
CAUSAS
Parece ser que el fenmeno puede ser debido a la existencia de soluciones sobresaturadas,
motivadas por un enfriamiento demasiado rpido o no lo suficiente lento, que tienden a pasar a
condiciones de equilibrio estables, precipitando en forma submicroscpica el elemento en exce-
so.
Estas precipitaciones distorsionan la retcula cristalina, aumentando la dureza y, por consi-
guiente, la fragilidad del metal. Puede favorecerse la precipitacin sometiendo el metal a soli-
citaciones dinmicas repetidas, porque de esta forma se facilita el ajuste de las partculas de
soluto en exceso, que estn en condiciones inestables.
En los aceros, la presencia de oxgeno y de nitrgeno aumentan la solubilidad del carbono alfa
favoreciendo la formacin de soluciones sobresaturadas; en consecuencia, los aceros no des-
gasificados estn expuestos a volverse duros y frgiles con el paso del tiempo.
Los aceros calmados, es decir, enrgicamente desoxidados con aluminio y titanio, inme-
diatamente a su colada en la lingotera, tienen un envejecimiento casi despreciable, mientras
que los efervescentes, o sea los no calmados, envejecen apreciablemente.
Por este motivo, las chapas para estampado profundo se fabrican actualmente con acero
calmado.
El envejecimiento se denomina natural, si tiene lugar a temperatura normal, y artificial cuando
se produce a unos 200C.
Est comprobado que el envejecimiento natural aumenta ms la dureza de lo que lo hace
el artificial; este ltimo aumenta la dureza rpidamente, pero si se prolonga, vuelve a disminuir.
ENVEJECIMIENTO ARTIFICIAL DEL ACERO (norma UNI 5446 S)
Por envejecimiento artificial, se entienden las variaciones que con el tiempo experimentan las
propiedades mecnicas y tecnolgicas de un acero que ha sufrido un tratamiento apropiado.
Segn la norma citada, el envejecimiento artificial comprende:
Un tratamiento mecnico de deformacin plstica a temperatura ambiente, seguido de un
tratamiento trmico, de calentamiento a temperatura moderada.
TRATAMIENTO DE DEFORMACION PLASTICA
La deformacin plstica en fro produce un desmenuzamiento de la estructura cristalina, as
como un deslizamiento entre cristales y su compenetracin, acompaado de una distorsin de
la retcula.
74
Se obtiene un aumento de la dureza y de la resistencia a la traccin, as como una disminucin
del alargamiento y de la resiliencia.
El tratamiento de deformacin plstica puede hacerse actuando a traccin o a compresin.
DEFORMACION PLASTICA A TRACCION
La muestra sacada del acero a envejecer se somete, a la temperatura ambiente, a un esfuerzo
de traccin gradualmente creciente, hasta conseguir una deformacin plstica uniforme del tra-
mo til igual a 5 0.5% o bien a 10 0.5% de la longitud del mismo, segn sea lo establecido
en la especificacin relativa al acero que debe tratarse.
DEFORMACION PLASTICA A COMPRESION
La muestra se somete, a temperatura ambiente, a un esfuerzo de compresin segn el eje lon-
gitudinal de la misma (recalcado) o segn una direccin normal a dicho eje (compresin late-
ral).
El esfuerzo de compresin se va aumentando gradualmente hasta obtener una deformacin
plstica uniforme en el tramo til igual a 5 0.5% o a 10 0.5% de su longitud, segn sea lo
indicado en la especificacin del acero de que se trate.
En los aceros en forma de laminados, el esfuerzo de compresin debe aplicarse en direccin
paralela al plano de laminacin.
TRATAMIENTO TERMICO
Despus del tratamiento mecnico, se somete la muestra al siguiente tratamiento trmico:
Calentamiento en bao de aceite o de sales hasta la temperatura prescrita, segn sea la com-
posicin del acero; permanencia a dicha temperatura durante el tiempo necesario; enfriamien-
to en aire en reposo, hasta la temperatura ambiente.
En general, para los aceros al carbono, la temperatura de calentamiento es de 250 5C, y el
tiempo de permanencia de unos 30 minutos.
Las caractersticas mecnicas de aceros de bajo contenido de carbono pueden sufrir, con el
tratamiento de envejecimiento indicado o la norma UNI 5446 S, las siguientes variaciones me-
dias (pruebas realizadas por el autor, sobre acero C 40):
Aumento de dureza: 20%
Aumento de resistencia a traccin: 15%
Disminucin del alargamiento: 18%
Disminucin de la resiliencia: 16%
75
FRECUENTES ERRORES EN EL TRATAMIENTO TERMICO
La siguiente recopilacin contiene solo los errores ms frecuentes:
Dureza insuficiente o desigual puede ser causada por:
Temperatura de temple insuficiente y calentamiento poco uniforme.
Temperatura de temple demasiado alta o mantenimiento de la misma por un tiempo de-
masiado largo.
Descarburacin de las zonas superficiales.
Manchas blandas provocadas por burbujas de vapor que aslan la zona durante el en-
friamiento o falta de movimiento de la pieza en el medio de enfriamiento.
Perdida de temperatura por el traslado de las piezas del horno de temple al horno del ba-
o de enfriamiento (especialmente si las piezas poseen secciones muy delgadas).
Sostenimiento de las piezas con tenazas en lugares inadecuados o cubrimiento de reas
demasiado grandes con las mismas.
Bao de enfriamiento inadecuado o temperatura excesiva del mismo.
Interrupcin precipitada del enfriamiento.
Falta de penetracin del medio de enfriamiento por superficies en contacto de las diferen-
tes piezas dentro del bao.
Temperatura excesiva del revenido.
Errores en la seleccin del tipo de acero.
Fisuras en las piezas pueden ser causadas por:
Recalentamiento o calentamiento disparejo.
Enfriamiento en posicin inadecuada
Inadecuado recubrimiento aislante o falta del mismo.
Medio de enfriamiento demasiado agresivo o demasiado brusco.
Introduccin de piezas fras en hornos o baos muy calientes.
Pronunciadas diferencias entre secciones contiguas.
Distorsin durante el proceso de temple puede producirse por:
Calentamiento precipitado y disparejo.
Recalentamiento.
Inadecuado recubrimiento aislante o falta del mismo durante el calentamiento de la pieza
Enfriamiento en posicin inadecuada o movimiento incorrecto de la pieza en el medio de
enfriamiento.
Falta de proceso de normalizado previo al temple.
Pronunciadas diferencias entre secciones contiguas.
76
PROBLEMAS CON LOS TRATAMIENTOS TERMICOS
Evtelos siguiendo estas diez reglas de oro:
1. Reduzca al mnimo las secciones de espesores diferentes y los cambios bruscos
de seccin.
2. Prohibidas las aristas vivas (excepto cuando sean estrictamente necesarias).
3. Elimine totalmente la capa descarburada.
4. D el mejor acabado superficial posible.
5. Al templar mantenga el aceite a una temperatura de 50/70C.
6. Haga el revenido inmediatamente despus del temple sin dejar que la pieza alcance
la temperatura ambiente.
7. No caliente el material por encima de la temperatura recomendada.
8. No sostenga la temperatura de temple ms de lo requerido.
9. Recuerde que la correcta introduccin al bao y la posicin durante el temple evi-
tan torceduras.
10. Siga al pi de la letra las instrucciones del catlogo.
BIBLIOGRAFIA
Valencia, Asdrbal. Tecnologa del tratamiento trmico de los metales. Medelln. Editorial
Universidad de Antioquia. 1992.
Pascual, J. Tcnica y prctica del tratamiento trmico de los metales frreos. Barcelona.
Editorial Blume, 1970.
Apraiz Barreiro, Jos. Tratamientos trmicos de los aceros. Madrid. Editorial Dossat,
1971.
Zinna, Nino. Tratamientos trmicos. Monografias CEAC coleccin mecnica, tomo 15.
Barcelona. Ediciones CEAC, 1965.
Lucchesi, Domnico. Tratamientos trmicos. Barcelona. Editorial Labor, 1973.
Boletines sobre aceros ASSAB.
Boletines sobre aceros BOEHLER.
77
ACEITES PARA TEMPLE
SEGURIDAD E HIGIENE
Shell Voluta C no produce ningn efecto nocivo cuando se utiliza en las aplicaciones menciona-
das, sin embargo se recomienda evitar el contacto prolongado con la piel.
78
QUENCHTEX - TEXACO
1. DESCRIPCION DEL PRODUCTO
El producto QUENCHTEX B es elaborado con aceites bsicos parafnicos y aditivos especiales
que le proporcionan las caractersticas que debe tener un excelente aceite de temple.
2. BENEFICIOS
Este producto ofrece los siguientes beneficios:
Disipacin del calor.
Proteccin a la corrosin, oxidacin y a la herrumbre.
Facilidad de empleo.
Reduce las posibilidades de riesgos de incendio, evaporacin y formacin de humo en la
operacin, al tener punto de inflamacin alto.
Amplia vida de servicio.
3. RECOMENDACIONES Y APROBACIONES
El aceite para tratamientos trmicos est formulado para permitir el endurecimiento uniforme del
acero con el mnimo de distorsin y decoloracin mejorando la estructura del metal.
El QUENCHTEX B es un aceite con aditivos, que posee una velocidad de temple de media a
alta y es considerado como un aceite de temple brillante.
79
Es un producto fcil de manejar y de bombear a travs de los serpentines de enfriamiento.
Durante la operacin de temple, se considera adecuado el uso de aproximadamente dos galo-
nes de aceite por libra de acero templado por hora, cuando el aceite es enfriado.
Sin refrigeracin la proporcin de aceite a acero templado por hora, debe ser mayor. Para mejo-
res resultados, la temperatura del aceite deber ser mantenida de 90 a 150F (32 a 66C).
Este producto cumple con la norma ASTM D 3520 relacionada con la velocidad de temple.
CARTAS PARA MEZCLA DE VISCOSIDADES DE DOS COMPONENTES
Para determinar el porcentaje de mezcla para preparar una viscosidad intermedia entre dos
componentes se debe seguir el siguiente procedimiento:
1. Localizar la viscosidad del componente de baja viscosidad en el lado izquierdo de la ta-
bla. Por ejemplo 32.
2. Localizar la viscosidad del componente de alta viscosidad en el lado derecho de la tabla.
Por ejemplo 100.
3. Unir estos dos valores con una lnea.
4. Buscar la viscosidad deseada en el eje vertical de la tabla. Por ejemplo 60.
5. Trazar una lnea horizontal desde el eje vertical (60) hasta cortar la lnea que une los
puntos 32-100.
6. Desde la interseccin trazar una lnea vertical, para hallar en el eje horizontal el porcen-
taje del aceite que tiene mayor viscosidad. Por ejemplo 55%.
80
NOTA. Si las viscosidades a mezclar estn dadas en SAYBOLT podemos utilizar la tabla que
aparece ms adelante aplicando el mismo procedimiento.
RECOMENDACIONES
1. Esta tabla es para mezcla de viscosidades en Centistokes (cSt). Cuide que todas las vis-
cosidades que se manejen para el uso de esta tabla sean en cSt y medidas a una misma
temperatura.
2. Evite hacer mezclas de aceites de diferentes marcas.
3. Evite hacer mezclas de aceites de diferentes familias aunque sean de la misma marca.
4. Si tiene la necesidad de efectuar mezclas como las indicadas en los puntos 2 y 3, consul-
te con el Departamento Tcnico de Texaco para verificar si es posible y recomendable
hacerlo.
NOMOGRAMA PARA CONVERSIN DE VISCOSIDAD
Alinee el borde derecho de forma que el valor en centistokes sea el mismo en ambas escalas
cinemticas.
Las viscosidades a la misma temperatura en todas las escalas son todas equivalentes.
Para prolongar la gama de slo las escalas cinemtica, saybolt universal, redwood N
o
1 y En-
gler multiplique por 10 las viscosidades en esas escalas entre 100 y 1000 centistokes en la es-
cala cinemtica y las viscosidades correspondientes en las otras tres escalas. Para prolongarla
an ms, multiplique esas escalas tal como ya se dijo por 100 o una potencia superior a 10.
Ejemplo: 1500 centistokes = 150 x 10 cSt (695 x 10 SUS)
81
82
83
BIBLIOGRAFA
Valencia, Asdrbal. Tecnologa del tratamiento trmico de los metales. Medelln. Editorial
Universidad de Antioquia.
Pascual, J. Tcnica y prctica del tratamiento trmico de los metales frreos. Barcelona.
Editorial Blume, 1970.
Apraiz Barreiro, Jos. Tratamientos trmicos de los aceros. Madrid. Editorial Dossat,
1971.
Lucchesi, Domnico. Tratamientos trmicos. Barcelona. Editorial Labor, 1973.
Zinna, Nino. Tratamientos trmicos. Barcelona. Ediciones CEAC, Tomo 15, 1965.
Boletines sobre aceros ASSAB/UHB.
Boletines sobre aceros BOEHLER.
84
85
You might also like
- Temple y Revenido Del AceroDocument7 pagesTemple y Revenido Del AceroRosy MaldoNo ratings yet
- Tratamientos Térmicos de Los Aceros (Tomo II) - SturlaDocument522 pagesTratamientos Térmicos de Los Aceros (Tomo II) - Sturlasuperingeniero100% (27)
- Tratamientos Térmicos de Los Aceros Tomo I SturlaDocument356 pagesTratamientos Térmicos de Los Aceros Tomo I SturlaEduardo Kalbermatter94% (17)
- Conformacion Plastica de Materiales Metalicos PDFDocument658 pagesConformacion Plastica de Materiales Metalicos PDFAndres Llerena100% (5)
- TOMO3 - Metalurgia AplicadaDocument185 pagesTOMO3 - Metalurgia Aplicadautraj100% (9)
- ALEACIONES FERREAS DefinitivaDocument108 pagesALEACIONES FERREAS DefinitivaJesús ValNo ratings yet
- Corrosión IndustrialDocument113 pagesCorrosión IndustrialNisolaks100% (3)
- Tratamientos TérmicosDocument9 pagesTratamientos Térmicoslady moonNo ratings yet
- B. Terry Aspin - Principios de Fundicion - コピーDocument48 pagesB. Terry Aspin - Principios de Fundicion - コピーgochjonatfran1x100% (6)
- Influencia de Los Elementos de Aleación en Las Propiedades de Los AcerosDocument6 pagesInfluencia de Los Elementos de Aleación en Las Propiedades de Los AcerosSandraNo ratings yet
- Metalografia PDFDocument114 pagesMetalografia PDFIsabella Ruizt100% (1)
- Tratamientos TermoquimicosDocument55 pagesTratamientos TermoquimicosANDREA CHACANA I.No ratings yet
- Tratamientos Termicos Clase 1Document130 pagesTratamientos Termicos Clase 1Byron PadillaNo ratings yet
- Interpretación MetalografiaDocument309 pagesInterpretación Metalografiadaniel_maldonado23100% (1)
- Aluminio y Sus AleacionesDocument44 pagesAluminio y Sus AleacioneschristianNo ratings yet
- Reporte PavonadoDocument6 pagesReporte PavonadoRicardo Humberto GallegosNo ratings yet
- Revenido Ciencia de MaterialesDocument16 pagesRevenido Ciencia de Materialeslord_helix_hell666100% (1)
- Diagrama TTT 03Document31 pagesDiagrama TTT 03Santiago Bejarano Alfaro0% (1)
- Laminacion en FrioDocument25 pagesLaminacion en FrioJose Roberto Davila VielmaNo ratings yet
- PulvimetalurgiaDocument26 pagesPulvimetalurgiamutantrockNo ratings yet
- Tratamientos Termicos Del AceroDocument19 pagesTratamientos Termicos Del AceroJimmy Gomez100% (1)
- PULVIMETALURGIADocument30 pagesPULVIMETALURGIAnj19No ratings yet
- Unidad 11 - Tratamientos Térmicos de Los AcerosDocument40 pagesUnidad 11 - Tratamientos Térmicos de Los AcerosCristian González Burzichelli100% (11)
- Conformado de MetalesDocument6 pagesConformado de MetalesJhordan Alvarado100% (1)
- 30 Glosario de Aluminio Raquel DubrovskyDocument36 pages30 Glosario de Aluminio Raquel DubrovskyAgustinTraduccionesNo ratings yet
- Embutición y EstampadoDocument29 pagesEmbutición y EstampadoErick GoyesNo ratings yet
- Materiales - Jose Apraiz Barreiro - FundicionesDocument89 pagesMateriales - Jose Apraiz Barreiro - FundicionesKarla Chavez100% (6)
- Exposici On TrefiladoDocument7 pagesExposici On TrefiladoJose Jonas AlfaroNo ratings yet
- Avner Introduccion A La MetalurgiaDocument346 pagesAvner Introduccion A La MetalurgiaJobel Barreto100% (1)
- Simulacion de Laminado en Caliente en ComsolDocument9 pagesSimulacion de Laminado en Caliente en Comsolcepi suaveNo ratings yet
- 5.sistemas de Colada Clase 5 PDFDocument44 pages5.sistemas de Colada Clase 5 PDFAlonsoNo ratings yet
- Solucionario Metalurgia Mecanica DieterDocument19 pagesSolucionario Metalurgia Mecanica DieterEdgar Pérez75% (4)
- TRATAMIENTO TERMOQUICO Borurado y SulfunizacionDocument19 pagesTRATAMIENTO TERMOQUICO Borurado y SulfunizacionCardenas Donay KinNo ratings yet
- Tratamientos TermicosDocument148 pagesTratamientos TermicosTricia McgeeNo ratings yet
- Apuntes de Metalurgia MecanicaDocument209 pagesApuntes de Metalurgia MecanicaMartin Urriza Velazquez100% (1)
- Estampado en Frío de La Chapa Mario Rossi PDFDocument741 pagesEstampado en Frío de La Chapa Mario Rossi PDFfede100% (2)
- EMBUTICIONDocument3 pagesEMBUTICIONJhuan Uchasara SihuayroNo ratings yet
- FractografíaDocument136 pagesFractografíaYezid Zambrano100% (1)
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209From EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209No ratings yet
- Procesos de fabricación en metalesFrom EverandProcesos de fabricación en metalesRating: 5 out of 5 stars5/5 (2)
- Ensayo de Procesos de Manufactura IiDocument45 pagesEnsayo de Procesos de Manufactura IiJr' OntthiverosNo ratings yet
- Informe #2Document19 pagesInforme #2Yorlenis ReyesNo ratings yet
- Unidad 2 Tratamientos TérmicosDocument96 pagesUnidad 2 Tratamientos TérmicosDiana HernandezNo ratings yet
- A1 FundicionDocument12 pagesA1 FundicionshinobuNo ratings yet
- Tratamientos Térmicos en FundicionesDocument28 pagesTratamientos Térmicos en FundicionesCalis Thenics100% (1)
- 11a Tratamiento Termicos 2016Document25 pages11a Tratamiento Termicos 2016Daniel TibataNo ratings yet
- Mordaza para PrensaDocument6 pagesMordaza para PrensaLuis Miguel Angel Carire Andrade100% (1)
- Procesos de Los Tratamiebtos TermicidDocument14 pagesProcesos de Los Tratamiebtos Termicidvladimir poma diazNo ratings yet
- Clase 8Document22 pagesClase 8Ale Calixto HermosillaNo ratings yet
- Informe 8Document5 pagesInforme 8juanNo ratings yet
- Tratamientos TérmicosDocument11 pagesTratamientos TérmicosVictor MoralesNo ratings yet
- TRATAMIENTO TERMICO Taller IVDocument16 pagesTRATAMIENTO TERMICO Taller IVAndrés Astudillo TorresNo ratings yet
- Tratamientos Termicos e Isotermicos - Ciencia de MaterialesDocument3 pagesTratamientos Termicos e Isotermicos - Ciencia de MaterialesbrianmecNo ratings yet
- Unid2b-Tratamientos TérmicosDocument52 pagesUnid2b-Tratamientos TérmicosEdward CalleNo ratings yet
- 03 PRODEMAT U4 BarbozaAlvaradoLuisDocument17 pages03 PRODEMAT U4 BarbozaAlvaradoLuisLuis Antonio BarbozaNo ratings yet
- Certificado de Producto-Cable de Cobre Freehal 3x12 AW Conal CablesDocument2 pagesCertificado de Producto-Cable de Cobre Freehal 3x12 AW Conal CablesJavier MendozaNo ratings yet
- Tema 4 FlexionDocument12 pagesTema 4 Flexionneycareth paz100% (1)
- T4 LELopezArandaJoseAntonioDocument8 pagesT4 LELopezArandaJoseAntonioJosé Antonio López ArandaNo ratings yet
- Problemas 3Document7 pagesProblemas 3Juan Navarro FernándezNo ratings yet
- MICRTOTECTONICA moduloIIIDocument26 pagesMICRTOTECTONICA moduloIIICristina DallosNo ratings yet
- Segundo Parcial - ESTRUCTURASDocument5 pagesSegundo Parcial - ESTRUCTURASVictor LaosNo ratings yet
- P5. Caracterísitcas y Diferencias de Los Compuestos Iónicos y Covalentes (Enlace Iónico y Enlace Covalente)Document22 pagesP5. Caracterísitcas y Diferencias de Los Compuestos Iónicos y Covalentes (Enlace Iónico y Enlace Covalente)Dayanara NicoleNo ratings yet
- Ejercicios Enlaces IónicosDocument3 pagesEjercicios Enlaces Iónicosencarni ruedaNo ratings yet
- NORDAC Trio SK 300E: Getriebebau NORDDocument88 pagesNORDAC Trio SK 300E: Getriebebau NORDchris ttNo ratings yet
- Laboratorio de Fisica Equilibrio TermicoDocument11 pagesLaboratorio de Fisica Equilibrio TermicoAlcides FernandezNo ratings yet
- PERIODICIDADDocument47 pagesPERIODICIDADluciyork 2018No ratings yet
- Ejercicios de Sustancia PuraDocument5 pagesEjercicios de Sustancia PuraCesar Augusto Castillo RoqueNo ratings yet
- Tema 1 Ensayos FisicoquimicosDocument36 pagesTema 1 Ensayos FisicoquimicosAngela izquierdo ruizNo ratings yet
- Fallas Por Fatiga Resultantes de Carga Variable PDFDocument17 pagesFallas Por Fatiga Resultantes de Carga Variable PDFIgnacio CastañedaNo ratings yet
- Análisis de Monomeros ResidualesDocument1 pageAnálisis de Monomeros ResidualesMaryCruzMendazaQuispeNo ratings yet
- ShellDocument3 pagesShellJoel D. SifuentesNo ratings yet
- Proyecto Refrigeracion 1Document12 pagesProyecto Refrigeracion 1Perico ZambranoNo ratings yet
- Liquidos Penetrantes PDFDocument48 pagesLiquidos Penetrantes PDFMichael Cruz Quea100% (1)
- AaacDocument7 pagesAaacluis VicenteNo ratings yet
- PDF 11 Diagrama Esfuerzo Numero de Ciclos - CompressDocument10 pagesPDF 11 Diagrama Esfuerzo Numero de Ciclos - CompressPAUL SEBASTIAN SANCHEZ GONZALEZNo ratings yet
- ENLACESQUÍMICOS3°Document11 pagesENLACESQUÍMICOS3°Neji OwoNo ratings yet
- Montaje Audioritmico 3 CanalesDocument27 pagesMontaje Audioritmico 3 CanalesFranklin VallejoNo ratings yet
- TAREA 1 Química de Polímeros - Grupo #6Document7 pagesTAREA 1 Química de Polímeros - Grupo #6andreina bernalNo ratings yet
- Fluidos 14 Cons de La EnergiaDocument28 pagesFluidos 14 Cons de La EnergiaJuan PerezNo ratings yet
- Taller 5 Identificación de Compuestos A Partir de Propiedades MecánicasDocument3 pagesTaller 5 Identificación de Compuestos A Partir de Propiedades MecánicasSERGIO ANDRES RAMIREZ FLOREZNo ratings yet
- Intercambiadores de Calor 2014Document8 pagesIntercambiadores de Calor 2014Luder AdermesNo ratings yet
- Informe Fisica 8Document7 pagesInforme Fisica 8Gilverth Ferney Ortiz ArmeroNo ratings yet
- PROBLEMARIO TERMODINÁMICA 2. Mezclas Multicomponentes y FugacidadDocument3 pagesPROBLEMARIO TERMODINÁMICA 2. Mezclas Multicomponentes y FugacidadVíctor Hugo Castro TavaresNo ratings yet
- Informe Lab. N°2-Circuitos Eléctricos 2-2023ADocument23 pagesInforme Lab. N°2-Circuitos Eléctricos 2-2023AJean Carlos DiazNo ratings yet
- NANOTECNOLOGÍADocument2 pagesNANOTECNOLOGÍAMiguelNo ratings yet