You might also like
- The New Trends of Drug R&D Outsourcing in China and IndiaDocument20 pagesThe New Trends of Drug R&D Outsourcing in China and Indiajz9826No ratings yet
- Torrent PharmaDocument33 pagesTorrent PharmaRozar Parmar100% (1)
- Moller IndustriesDocument6 pagesMoller IndustriesAshu SinghNo ratings yet
- APIC Quick Guide For API SourcingDocument8 pagesAPIC Quick Guide For API SourcingBNPARIKHNo ratings yet
- Indian Pharma IndustryDocument6 pagesIndian Pharma IndustryTrain TNo ratings yet
- Process Validation - Pharma IndustryDocument26 pagesProcess Validation - Pharma IndustryCarolina LuziaNo ratings yet
- Epicor ERP Medical Devices Industry OverviewDocument5 pagesEpicor ERP Medical Devices Industry OverviewJohn D.No ratings yet
- Outsourcing in The Pharmaceutical Manufacturing ProcessDocument10 pagesOutsourcing in The Pharmaceutical Manufacturing ProcessThaddeus Honrada Tomalon JrNo ratings yet
- I Am Chemical Engineer - MagazineDocument52 pagesI Am Chemical Engineer - MagazineEdgardo Ed RamirezNo ratings yet
- High Performance Medical Grade Resins PDFDocument11 pagesHigh Performance Medical Grade Resins PDFGeorge CobraNo ratings yet
- Pfizer India - A Sales and Distribution AngleDocument10 pagesPfizer India - A Sales and Distribution AngleAroop SanyalNo ratings yet
- Pharma Supply Chain For Domestic DistributionDocument4 pagesPharma Supply Chain For Domestic DistributiondineshnutiNo ratings yet
- What Is The Requirements and Challenges One Has To Face To Start Pharmaceutical Manufacturing Unit? Pharma Franchise HelpDocument5 pagesWhat Is The Requirements and Challenges One Has To Face To Start Pharmaceutical Manufacturing Unit? Pharma Franchise Helpخبراء التصنيع الدوائي-اليمنNo ratings yet
- Industry Profile: 1.1.1 Overview of Pharmaceutical SectorDocument52 pagesIndustry Profile: 1.1.1 Overview of Pharmaceutical Sectormuruges88100% (1)
- Project Report On Pharmaceutical Unit (Tablet, Capsules, Syrups, Ointments, Lotion, Nebulizer)Document11 pagesProject Report On Pharmaceutical Unit (Tablet, Capsules, Syrups, Ointments, Lotion, Nebulizer)EIRI Board of Consultants and PublishersNo ratings yet
- T&T PresentationDocument17 pagesT&T PresentationMohammed HussainNo ratings yet
- IDRBT Conference DeckDocument12 pagesIDRBT Conference DeckAbhinav GargNo ratings yet
- 0.2011 IMA Kilian R+D Concept PDFDocument37 pages0.2011 IMA Kilian R+D Concept PDFPaqui Miranda Gualda100% (1)
- AMR ERP Market Sizing 2006-2011Document36 pagesAMR ERP Market Sizing 2006-2011nitish_bharatiNo ratings yet
- MasterControl Customer Complaints™Document2 pagesMasterControl Customer Complaints™mastercontroldotcomNo ratings yet
- Abbott Case Study-Diabetes CareDocument5 pagesAbbott Case Study-Diabetes CareAkhand Pratap Singh PariharNo ratings yet
- LGM Pharma - Active Pharmaceutical Ingredient SupplierDocument11 pagesLGM Pharma - Active Pharmaceutical Ingredient SupplierLGM PharmaNo ratings yet
- Sales & Marketing Kit: Targeting Flashsystem For HealthcareDocument27 pagesSales & Marketing Kit: Targeting Flashsystem For Healthcaresherpard muzuvaNo ratings yet
- Syspro For Pharmaceuticals Value Chain WebDocument1 pageSyspro For Pharmaceuticals Value Chain WebEzra Ricad PetuNo ratings yet
- Chamunda Pharma MachineryDocument10 pagesChamunda Pharma MachinerychamundapharmaNo ratings yet
- Enlogic Power Battle Card - Cheat Sheet EN2.0 (Sept 20)Document3 pagesEnlogic Power Battle Card - Cheat Sheet EN2.0 (Sept 20)NathanNo ratings yet
- Medical Plastics Webinar 23-05-2020Document66 pagesMedical Plastics Webinar 23-05-2020Rakeshjha75No ratings yet
- Frequently Asked Question For Pharma DomainDocument6 pagesFrequently Asked Question For Pharma DomainRahul_Bhatia_9656No ratings yet
- RFID For The Supply Chain and Operations Professional, Third EditionDocument32 pagesRFID For The Supply Chain and Operations Professional, Third EditionCharlene KronstedtNo ratings yet
- ELMACH Packages India Pvt. LTD - EDocument3 pagesELMACH Packages India Pvt. LTD - EYosses Sang NahkodaNo ratings yet
- Wearable, Implantable, and Interventional Medical DevicesDocument18 pagesWearable, Implantable, and Interventional Medical DevicesMysha RahmanNo ratings yet
- Medical Devices Rules India PDFDocument178 pagesMedical Devices Rules India PDFaman.4uNo ratings yet
- 1.4 Um Sterility-Isolator-Vphp-generator v18413 r1 EngDocument176 pages1.4 Um Sterility-Isolator-Vphp-generator v18413 r1 EngAsep SaepudinNo ratings yet
- Capsicum Oleoresin Sr. No 10Document63 pagesCapsicum Oleoresin Sr. No 10Arnold RafiqNo ratings yet
- HolvetDocument19 pagesHolvetSunil PrajapatiNo ratings yet
- Presentation Track Trace Jan 2017Document24 pagesPresentation Track Trace Jan 2017OdunlamiNo ratings yet
- Pharma Manual PDFDocument25 pagesPharma Manual PDFElena TrofinNo ratings yet
- PM1912 Best of PharmaDocument36 pagesPM1912 Best of PharmaPiyush Ojha100% (1)
- Introduction To O4S and Capability Deck PDFDocument15 pagesIntroduction To O4S and Capability Deck PDFDevesh NamdeoNo ratings yet
- Automated Packaging Systems Autolabel Pi-4000 In-Line, Programmable, Thermal Transfer PrinterDocument2 pagesAutomated Packaging Systems Autolabel Pi-4000 In-Line, Programmable, Thermal Transfer PrinterEdgar HoowerNo ratings yet
- Fabtech Granulation SystemsDocument16 pagesFabtech Granulation SystemsRam SantoshNo ratings yet
- FACT ERP - NG Brochure PDFDocument20 pagesFACT ERP - NG Brochure PDFAbhijit BarmanNo ratings yet
- As 2216-1997 Packaging For Poisonous SubstancesDocument7 pagesAs 2216-1997 Packaging For Poisonous SubstancesSAI Global - APACNo ratings yet
- Cisco Covacsis Data SheetDocument4 pagesCisco Covacsis Data SheetShantanu PalNo ratings yet
- BPOG's ProtocolDocument11 pagesBPOG's ProtocolRadha Krishna B VNo ratings yet
- Awesome Employee PDR TemplateDocument11 pagesAwesome Employee PDR TemplateAbhishek ShatagopachariNo ratings yet
- CFR21 Part 11 - Gianni AndreucciDocument28 pagesCFR21 Part 11 - Gianni AndreuccistephuprNo ratings yet
- INDIAN Pharmaceutical INDUSTRYDocument47 pagesINDIAN Pharmaceutical INDUSTRYapi-3756033No ratings yet
- Effect of Force Feeder On Tablet Strength During CompressionDocument9 pagesEffect of Force Feeder On Tablet Strength During CompressionJosé RojasNo ratings yet
- Pharma Industry: Vipul Murarka Vibhuti SharmaDocument37 pagesPharma Industry: Vipul Murarka Vibhuti SharmaVipul MurarkaNo ratings yet
- 9 Steps To GMP Warehouse Mapping VaisalaDocument9 pages9 Steps To GMP Warehouse Mapping VaisalaAmol AdsulNo ratings yet
- GEA-The Reality of Continuous Pharmaceutical Manufacturing Conference - Hosted by GEA, Siemens & Perceptive EngineeringDocument4 pagesGEA-The Reality of Continuous Pharmaceutical Manufacturing Conference - Hosted by GEA, Siemens & Perceptive Engineeringraju1559405No ratings yet
- Fette P2020 - FlyerDocument8 pagesFette P2020 - FlyerGuven MarangozNo ratings yet
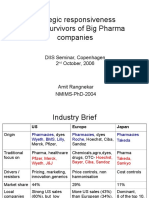
- Global Pharma StrategyDocument15 pagesGlobal Pharma StrategyDr Amit RangnekarNo ratings yet
- Rishabh Goyal - Investment ManagementDocument9 pagesRishabh Goyal - Investment ManagementRishabh GoyalNo ratings yet
- Glatt Production of Solid DrugsDocument16 pagesGlatt Production of Solid Drugsteatoom100% (4)
- Wayahead System ValidationDocument41 pagesWayahead System Validationpate malabananNo ratings yet
- PM G 20120101Document54 pagesPM G 20120101serruchogbNo ratings yet
- MankindDocument23 pagesMankindanandkas2005100% (1)
- Leading Pharmaceutical Innovation: How to Win the Life Science RaceFrom EverandLeading Pharmaceutical Innovation: How to Win the Life Science RaceNo ratings yet
- 120 EamigDocument398 pages120 Eamigaveshansari786No ratings yet
- Argos Software User ManualDocument250 pagesArgos Software User Manualjvidyala50% (2)
- From Seed To Flower: A Blossoming ProgramDocument49 pagesFrom Seed To Flower: A Blossoming ProgramjvidyalaNo ratings yet
- Oracle WMS SetupDocument127 pagesOracle WMS Setupjvidyala86% (7)
- De Mantra Implementation GuideDocument294 pagesDe Mantra Implementation GuidejvidyalaNo ratings yet
- From Seed To Flower: A Blossoming ProgramDocument49 pagesFrom Seed To Flower: A Blossoming ProgramjvidyalaNo ratings yet
- Oracle STD Reports SCM & ManufacturingDocument8 pagesOracle STD Reports SCM & ManufacturingjvidyalaNo ratings yet
- JD Edward Industry Specific FeatureDocument10 pagesJD Edward Industry Specific FeaturejvidyalaNo ratings yet
- Oracle Vs SAP ComparisonDocument3 pagesOracle Vs SAP ComparisonjvidyalaNo ratings yet
- R12 OPM Quality PDFDocument440 pagesR12 OPM Quality PDFjvidyalaNo ratings yet
- OM FAQsDocument1 pageOM FAQsjvidyalaNo ratings yet
- Inventory Setup Define Inventory OrgDocument21 pagesInventory Setup Define Inventory OrgjvidyalaNo ratings yet
- SCM Intro 811Document22 pagesSCM Intro 811jvidyalaNo ratings yet
- Materi Basic Safety #1Document32 pagesMateri Basic Safety #1Galih indrahutama100% (1)
- Report On PesoDocument10 pagesReport On PesoAerish RioverosNo ratings yet
- 34-Samss-718 (12-02-2015)Document14 pages34-Samss-718 (12-02-2015)Mubin100% (1)
- Nishat ISDocument11 pagesNishat ISSaeed MahmoodNo ratings yet
- Elite 08Document96 pagesElite 08Razza WilliNo ratings yet
- PneumaxDocument2 pagesPneumaxandresNo ratings yet
- Curriculum Vitae: Career ObjectiveDocument2 pagesCurriculum Vitae: Career ObjectiveNasir AhmedNo ratings yet
- Formal Methods Assignment PDFDocument25 pagesFormal Methods Assignment PDFAdla FikriyahNo ratings yet
- LabVIEW Core 3 2013 - Course ManualDocument135 pagesLabVIEW Core 3 2013 - Course Manualtalaindio100% (2)
- QuickRide LogcatDocument53 pagesQuickRide LogcatAthira OSNo ratings yet
- Thesun 2009-07-09 Page05 Ex-Pka Director Sues Nine For rm11mDocument1 pageThesun 2009-07-09 Page05 Ex-Pka Director Sues Nine For rm11mImpulsive collectorNo ratings yet
- The Casbah 29 (1986) - 01 September 2015Document13 pagesThe Casbah 29 (1986) - 01 September 2015Ishaan BlundenNo ratings yet
- 10 Me 42 BDocument144 pages10 Me 42 BdineshNo ratings yet
- Lesson 2. WHAT IS AGROTECHNOPRENEURSHIPDocument23 pagesLesson 2. WHAT IS AGROTECHNOPRENEURSHIPRhea Jane DugadugaNo ratings yet
- CH03 HKM Law Investigation and EthicsDocument32 pagesCH03 HKM Law Investigation and Ethicsmilkikoo shiferaNo ratings yet
- Plant Management TafskillsDocument4 pagesPlant Management TafskillsTHEOPHILUS ATO FLETCHERNo ratings yet
- Ergonomics and Facilities Planning For The Hospitality IndustryDocument5 pagesErgonomics and Facilities Planning For The Hospitality IndustryJulie Fe de AlcaNo ratings yet
- Ujar10 10434839Document11 pagesUjar10 10434839Fitryane LihawaNo ratings yet
- Krishna Yadav Cell#+91-9540308010: BjectiveDocument6 pagesKrishna Yadav Cell#+91-9540308010: BjectiveIssac JohnNo ratings yet
- Optimizing The Office.: Transforming Business ProcessesDocument10 pagesOptimizing The Office.: Transforming Business ProcessesNOSHEEN MEHFOOZNo ratings yet
- Revenue From LTCCDocument2 pagesRevenue From LTCCMarife RomeroNo ratings yet
- Profitability at BranchDocument21 pagesProfitability at Branchdabeernaqvi100% (1)
- in Re Irava Bottle ShopDocument10 pagesin Re Irava Bottle ShopCYMON KAYLE LubangcoNo ratings yet
- GX Deloitte 2017 TMT PredictionsDocument60 pagesGX Deloitte 2017 TMT PredictionsMontevideo PortalNo ratings yet
- Mystique-1 Shark Bay Block Diagram: Project Code: 91.4LY01.001 PCB (Raw Card) : 12298-2Document80 pagesMystique-1 Shark Bay Block Diagram: Project Code: 91.4LY01.001 PCB (Raw Card) : 12298-2Ion PetruscaNo ratings yet
- Special Power of AttorneyDocument1 pageSpecial Power of Attorneywecans izza100% (1)
- Geometric Latent Diffusion ModelDocument18 pagesGeometric Latent Diffusion ModelmartaNo ratings yet
- Rubric AutocadDocument2 pagesRubric Autocadros maria100% (6)
- 201805graphene PDFDocument204 pages201805graphene PDFMohammad RezkyNo ratings yet
- Lateral Pile Paper - Rev01Document6 pagesLateral Pile Paper - Rev01YibinGongNo ratings yet