You might also like
- El huevo de obsidiana: efectos energéticos y terapéuticosDocument10 pagesEl huevo de obsidiana: efectos energéticos y terapéuticosLupita CuevasNo ratings yet
- Seguridad Practica en La ConstruccionDocument466 pagesSeguridad Practica en La Construccionergow100% (3)
- NTC Iso Iec17020Document14 pagesNTC Iso Iec17020John Alejandro Jimenez SanchezNo ratings yet
- NTC Iso Iec17020Document14 pagesNTC Iso Iec17020John Alejandro Jimenez SanchezNo ratings yet
- Particulas MagneticasDocument19 pagesParticulas MagneticasJavier Pajares BojorquezNo ratings yet
- Manual de Instalacion de InterioresDocument254 pagesManual de Instalacion de Interioresmiguel angel soto agama100% (3)
- Infografía de Engranajes - MecanismosDocument1 pageInfografía de Engranajes - MecanismosLino AlorNo ratings yet
- Examen de Teoria de La ArquitecturaDocument5 pagesExamen de Teoria de La ArquitecturaduarmiNo ratings yet
- Supervisor SoldaduraDocument22 pagesSupervisor SoldaduraYelyl San ToNo ratings yet
- Manual PromodelDocument60 pagesManual PromodelJoel FierroNo ratings yet
- Craven, Sara - en Busca de Una Esposa - 06 Se Busca NiñeraDocument112 pagesCraven, Sara - en Busca de Una Esposa - 06 Se Busca NiñeraCamila80% (5)
- Triptico RAC 06Document2 pagesTriptico RAC 06leydiNo ratings yet
- ModuloSimulacion2 NumeroAleatoriosyColasDocument30 pagesModuloSimulacion2 NumeroAleatoriosyColasYelyl San ToNo ratings yet
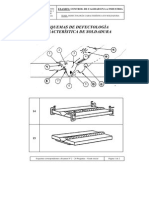
- Defectología Caracterìstica en Soldadura EsquemasDocument2 pagesDefectología Caracterìstica en Soldadura EsquemasAldo Aspilcueta CayaNo ratings yet
- Indicadores de ProduccionDocument4 pagesIndicadores de ProduccionWilson Leonardo LópezNo ratings yet
- Organización de La ProducciónDocument0 pagesOrganización de La ProducciónEsau AguillónNo ratings yet
- Indicadores FinancierosDocument23 pagesIndicadores FinancierosKevinHernándezNo ratings yet
- Cuadro de Mando Integral: Jose Fernando Guerrero VillafañeDocument106 pagesCuadro de Mando Integral: Jose Fernando Guerrero VillafañeYelyl San ToNo ratings yet
- OeeDocument47 pagesOeeYelyl San To0% (1)
- NTC1560Document14 pagesNTC1560Yelyl San ToNo ratings yet
- UD107 - Gestion Integrada de SistemasDocument18 pagesUD107 - Gestion Integrada de SistemasYelyl San ToNo ratings yet
- Modelo Todos Los Estados FrosDocument12 pagesModelo Todos Los Estados Frosobimb9999No ratings yet
- ANDI - Balance 2013 y Perspectivas 2014Document60 pagesANDI - Balance 2013 y Perspectivas 2014alprinNo ratings yet
- 1 Tipos AuditoriasDocument3 pages1 Tipos AuditoriasYelyl San ToNo ratings yet
- Clasificación de Secciones EstructuralesDocument33 pagesClasificación de Secciones EstructuralesBalmes CastroNo ratings yet
- Herramienta - de - Costos 23.ago.08Document56 pagesHerramienta - de - Costos 23.ago.08Antonio ZamoranoNo ratings yet
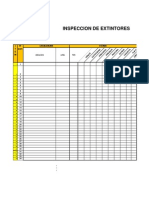
- Extintores - Inspección - MantenimientoDocument15 pagesExtintores - Inspección - MantenimientoYelyl San ToNo ratings yet
- 2.2. Simbologöa Uniones SoldadasDocument25 pages2.2. Simbologöa Uniones SoldadasYelyl San ToNo ratings yet
- 1 Tipos AuditoriasDocument3 pages1 Tipos AuditoriasYelyl San ToNo ratings yet
- Analisis y Mejoramiento de La CalidadDocument38 pagesAnalisis y Mejoramiento de La CalidadYelyl San ToNo ratings yet
- Syllabus MORF 300 201720Document8 pagesSyllabus MORF 300 201720Fernando Ignacio Salas Reyes100% (1)
- SOLIDWORKSDocument6 pagesSOLIDWORKSAndrea RodriguezNo ratings yet
- 2 Campamento de Diosas PDFDocument202 pages2 Campamento de Diosas PDFAndrea Daniela100% (1)
- Factores de La DemandaDocument12 pagesFactores de La DemandaFranco FernandezNo ratings yet
- Patricia Mejia Drought Mitigation Mejias August2017Document42 pagesPatricia Mejia Drought Mitigation Mejias August2017Pilar Mita VelascoNo ratings yet
- Trabajo Final Iconografia AndinaDocument35 pagesTrabajo Final Iconografia AndinaHenry FloresNo ratings yet
- Actividad 4Document8 pagesActividad 4Luz Angela Henao NavarroNo ratings yet
- Matriz de Rehabilitación y Estimulación Neuropsicológica - 381Document19 pagesMatriz de Rehabilitación y Estimulación Neuropsicológica - 381Cagua Juan AntonioNo ratings yet
- Cálculo Del Poder Calorífico Superior e InferiorDocument3 pagesCálculo Del Poder Calorífico Superior e InferiorVictoria LauNo ratings yet
- 3 - MicrómetroDocument4 pages3 - MicrómetroJavi Lopez ArceNo ratings yet
- Luisa Picaretta Fiat, Meditaciones para El Mes de MayoDocument104 pagesLuisa Picaretta Fiat, Meditaciones para El Mes de MayoServicioCatolico Hispano100% (1)
- Ejemplo Van-TirDocument6 pagesEjemplo Van-TirMilagros RamirezNo ratings yet
- FBZ 125 - Alpacas - 2006 PDFDocument11 pagesFBZ 125 - Alpacas - 2006 PDFjhonNo ratings yet
- Ex. Final - Sist. Radio-TvDocument4 pagesEx. Final - Sist. Radio-TvCOSTA ORTEGA BRANCO RAFAEL HUMBERTONo ratings yet
- Clínica IV. Semana 2. Orientac Estudio IndependienteDocument6 pagesClínica IV. Semana 2. Orientac Estudio IndependienteTibaira FrancoNo ratings yet
- Química General: Equilibrio IónicoDocument27 pagesQuímica General: Equilibrio IónicoGIAN GABRIEL MAZA MIONo ratings yet
- El duelo del paciente infantil con cáncerDocument6 pagesEl duelo del paciente infantil con cáncerLiana Pérez RodríguezNo ratings yet
- Eval Iq L LDocument4 pagesEval Iq L Llucilady121988No ratings yet
- Sopa de LetrasDocument8 pagesSopa de LetrasluamanuelalondonoNo ratings yet
- Hemorragia Postparto: Causas, Diagnóstico y TratamientoDocument19 pagesHemorragia Postparto: Causas, Diagnóstico y TratamientoMarylin Quispe COrdova100% (1)
- Informe 001 de La Planta AurelsaDocument19 pagesInforme 001 de La Planta AurelsaMilagros Allcca NoaNo ratings yet
- Dorfman Adolfo - Historia de La Industria ArgentinaDocument471 pagesDorfman Adolfo - Historia de La Industria ArgentinaDanielaNo ratings yet
- Plan de Trabajo - Unidad 2 - Bme PDFDocument17 pagesPlan de Trabajo - Unidad 2 - Bme PDFClaudia Osorio FalconiNo ratings yet
- Segundo Día Con Carlos Castaneda Y La TensegridadDocument2 pagesSegundo Día Con Carlos Castaneda Y La TensegridadXavier SaNo ratings yet