You might also like
- Optimization of Machining Parameters in Turning Using Design of Experiments (DOE) and Analysis of Variance (ANOVA)Document5 pagesOptimization of Machining Parameters in Turning Using Design of Experiments (DOE) and Analysis of Variance (ANOVA)DhavalaSanthoshKumarNo ratings yet
- Multi Response Optimization of Machining ParametersDocument6 pagesMulti Response Optimization of Machining ParametersSundar SivamNo ratings yet
- A Study of Taguchi Method Based Optimization of Drilling Parameter in Dry Drilling of Al 2014 Alloy at Low SpeedsDocument11 pagesA Study of Taguchi Method Based Optimization of Drilling Parameter in Dry Drilling of Al 2014 Alloy at Low SpeedsSundar SivamNo ratings yet
- Determining The Effect of Cutting Parameters On Surface RoughnessDocument8 pagesDetermining The Effect of Cutting Parameters On Surface RoughnessSundar SivamNo ratings yet
- Optimization of Drilling Parameters On Surface RoughnessDocument10 pagesOptimization of Drilling Parameters On Surface RoughnessSundar SivamNo ratings yet
- Optimization of Process Parameters in Drilling of GFRP Composites Drilled by An End MillDocument8 pagesOptimization of Process Parameters in Drilling of GFRP Composites Drilled by An End MillSundar SivamNo ratings yet
- Analysis and Optimization of Machining Process ParametersDocument10 pagesAnalysis and Optimization of Machining Process ParametersSundar SivamNo ratings yet
- 264 T769 PDFDocument6 pages264 T769 PDFMgs Muhammad Wafa'a DarmawanNo ratings yet
- SAMPLE MastercamX6 Handbook Vol-3Document53 pagesSAMPLE MastercamX6 Handbook Vol-3Sundar SivamNo ratings yet
- SAMPLE MastercamX8 Router TT MetricDocument49 pagesSAMPLE MastercamX8 Router TT MetricSundar SivamNo ratings yet
- Optimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026Document10 pagesOptimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026irinuca12No ratings yet
- SAMPLE MastercamX6 Lathe TrainingTutorialDocument69 pagesSAMPLE MastercamX6 Lathe TrainingTutorialLightning GómezNo ratings yet
- An Adaptive Neuro-Fuzzy Inference System (ANFIS) Modelling of OilDocument8 pagesAn Adaptive Neuro-Fuzzy Inference System (ANFIS) Modelling of OilFlavio FontanaNo ratings yet
- Unit 2 MetrologyDocument32 pagesUnit 2 MetrologyMuthuvel M83% (6)
- Droplet Based WeldingDocument8 pagesDroplet Based WeldingSundar SivamNo ratings yet
- Applications of Ladder DiagramsDocument16 pagesApplications of Ladder DiagramsSundar SivamNo ratings yet
- 1 s2.0 S2212827114004521 MainDocument6 pages1 s2.0 S2212827114004521 MainSundar SivamNo ratings yet
- 1 s2.0 S092401361400171X MainDocument9 pages1 s2.0 S092401361400171X MainSundar SivamNo ratings yet
- J Paper 2002 Number 2Document22 pagesJ Paper 2002 Number 2Sundar SivamNo ratings yet
- Organisational ChangeDocument209 pagesOrganisational ChangeSasirekha89% (27)
- Wind Turbine Blades - 102Document6 pagesWind Turbine Blades - 102Sundar SivamNo ratings yet
- Rapid Prototyping Using 3-D WeldingDocument11 pagesRapid Prototyping Using 3-D WeldingSundar SivamNo ratings yet
- Welding of Galvanized Steels in A Gap Free Lap JoingDocument262 pagesWelding of Galvanized Steels in A Gap Free Lap JoingSundar SivamNo ratings yet
- Huijun Wang and Radovan Kovacevic, Southern Methodist UniversityDocument3 pagesHuijun Wang and Radovan Kovacevic, Southern Methodist UniversitySundar SivamNo ratings yet
- Mechanical Properties of Laser Welded Dual-Phase Steel JointsDocument117 pagesMechanical Properties of Laser Welded Dual-Phase Steel JointsSundar SivamNo ratings yet
- Finite Element Analysis of Knee Articular CartilageDocument87 pagesFinite Element Analysis of Knee Articular CartilageSundar SivamNo ratings yet
- Sheetmetal FormingDocument158 pagesSheetmetal FormingSundar SivamNo ratings yet
- Mechatronics PaperDocument17 pagesMechatronics PaperSundar SivamNo ratings yet
- Abrasive Jet Micro-Machining of MetalsDocument98 pagesAbrasive Jet Micro-Machining of MetalsSundar SivamNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pre Joining Formalities Campus Medical FormDocument18 pagesPre Joining Formalities Campus Medical Formrafii_babu1988No ratings yet
- M6 L11 FinalDocument12 pagesM6 L11 FinalUrban EcoLab CurriculumNo ratings yet
- Telecommunication Switching Systems and Networks by Thiagarajan Viswanathan Manav Bhatnagar B00tqoystkDocument5 pagesTelecommunication Switching Systems and Networks by Thiagarajan Viswanathan Manav Bhatnagar B00tqoystkKittu KumarNo ratings yet
- Electric Fan RepairDocument12 pagesElectric Fan RepairYsabelle Tagaruma33% (3)
- Appendix 1: Lesson Plan (Template)Document4 pagesAppendix 1: Lesson Plan (Template)Anonymous X7u8sMNo ratings yet
- Chhattisgarh Swami Vivekanand Technical University, BhilaiDocument26 pagesChhattisgarh Swami Vivekanand Technical University, BhilaiSK BeharNo ratings yet
- Evaporator Design CalculationDocument58 pagesEvaporator Design CalculationManoj BNo ratings yet
- KN3906Document3 pagesKN3906ingucvNo ratings yet
- Serie: Guía RápidaDocument12 pagesSerie: Guía RápidalumapueNo ratings yet
- CHAPTER 2 Eff Comm ModelsDocument9 pagesCHAPTER 2 Eff Comm ModelsSubhash SoniNo ratings yet
- Press Working OperationsDocument23 pagesPress Working OperationsKanagaraj Ganesan100% (1)
- 651Document26 pages651riskraj1984No ratings yet
- Factors Affecting Beam StrengthDocument2 pagesFactors Affecting Beam StrengthkalpanaadhiNo ratings yet
- Indicsoft ProfileDocument13 pagesIndicsoft ProfileMahmood AkhtarNo ratings yet
- Types of CCTVDocument12 pagesTypes of CCTVpradeeplava950No ratings yet
- Datasheet Barcode Scanners BCP 8000Document2 pagesDatasheet Barcode Scanners BCP 8000Arif Saeed BhamNo ratings yet
- 009-1137-00 HST-SMRTD Savant Smart Host Tech SpecDocument6 pages009-1137-00 HST-SMRTD Savant Smart Host Tech Specferna2420No ratings yet
- SFTP Certificate Handling in BISDocument18 pagesSFTP Certificate Handling in BISkemoT1990TM100% (1)
- Btech Trainings GuideDocument26 pagesBtech Trainings GuideAlfian Pamungkas SakawigunaNo ratings yet
- BOQ Gas PipingDocument2 pagesBOQ Gas PipingAbu ZakaNo ratings yet
- University of Wah Wah Engineering College Assignment # 05Document6 pagesUniversity of Wah Wah Engineering College Assignment # 05Ha M ZaNo ratings yet
- Cu Ext 2015Document4 pagesCu Ext 2015mohammedzuluNo ratings yet
- Aicte 2010 EVENDocument105 pagesAicte 2010 EVENbalusharma1212No ratings yet
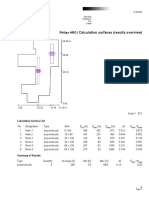
- Calculation Surfaces (Results Overview) : Philips HRODocument4 pagesCalculation Surfaces (Results Overview) : Philips HROsanaNo ratings yet
- UbnfilelDocument3 pagesUbnfilelJorge LorenzoNo ratings yet
- Epicor ERP Embedded Courses A4 FS ENSDocument2 pagesEpicor ERP Embedded Courses A4 FS ENSHuong NguyenNo ratings yet
- Wavin QuickStream Specification Oct 14Document6 pagesWavin QuickStream Specification Oct 14Syahrisal SaputraNo ratings yet
- Et154 PDFDocument6 pagesEt154 PDFbytecNo ratings yet
- T8000 Type2 USER MANUAL - 47501358-A0 EN 2016-6-1Document10 pagesT8000 Type2 USER MANUAL - 47501358-A0 EN 2016-6-1AerdiaNo ratings yet