You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Iiw Brochure 2016 - Iws Iwt IweDocument8 pagesIiw Brochure 2016 - Iws Iwt Iwereezman100% (1)
- 627 Series Pressure Reducing Regulators BulletinDocument32 pages627 Series Pressure Reducing Regulators BulletinJonatan Ferney Valenzuela ForeroNo ratings yet
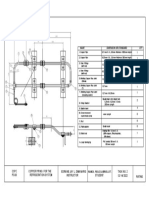
- Ramos Copper Piping For The Refrigeration System Layout2Document1 pageRamos Copper Piping For The Refrigeration System Layout2Piolo Gabrielle RamosNo ratings yet
- In 100alloyengineeringproperties 483Document19 pagesIn 100alloyengineeringproperties 483davood abbasiNo ratings yet
- K To 12 Basic Education Curriculum (Final)Document9 pagesK To 12 Basic Education Curriculum (Final)Lyn VallesNo ratings yet
- Boq Road+project-NhaiDocument10 pagesBoq Road+project-NhaidhwaniNo ratings yet
- ADMIN Building Calculation SheetDocument95 pagesADMIN Building Calculation Sheetorode franklynNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Wastewater DN80 To DN600 PDFDocument36 pagesWastewater DN80 To DN600 PDFMR seaNo ratings yet
- CIS7:2014Document66 pagesCIS7:2014Ken ChuahNo ratings yet
- Caster PDFDocument2 pagesCaster PDFRatko KečaNo ratings yet
- Gantt ChartDocument2 pagesGantt ChartChee Kheong LimNo ratings yet
- Product: CatalogueDocument32 pagesProduct: Catalogueali alyNo ratings yet
- Aa 036629 001Document1 pageAa 036629 001hai sunNo ratings yet
- Thermoplastic Comp Guide WeldingDocument2 pagesThermoplastic Comp Guide WeldingAlba R.100% (1)
- Topsoe - Refractory Lining Installation of Castable and Gunning Mix PrequalificationDocument11 pagesTopsoe - Refractory Lining Installation of Castable and Gunning Mix PrequalificationLê Ngọc NghĩaNo ratings yet
- Slab On Grade Reinforcing DesignDocument11 pagesSlab On Grade Reinforcing DesignAti KhongNo ratings yet
- Description Trade Size FOB PriceDocument9 pagesDescription Trade Size FOB PricePao JiménezNo ratings yet
- 03 Pavement Materials - Bituminous Mix DesignDocument31 pages03 Pavement Materials - Bituminous Mix DesignMeg TNo ratings yet
- Astm A928Document8 pagesAstm A928Malcolm DowNo ratings yet
- 0078Document1 page0078buddhansamratNo ratings yet
- Building Materials in IndiaDocument13 pagesBuilding Materials in Indiamoutushikabir100% (1)
- Steel Reinforcement For WallsDocument7 pagesSteel Reinforcement For WallsSurinderPalSinghGillNo ratings yet
- Non Ferrous Metals and Alloys CH5 DDUDocument97 pagesNon Ferrous Metals and Alloys CH5 DDUPratik ThakerNo ratings yet
- Din SectionsDocument17 pagesDin SectionsHarryBouterNo ratings yet
- July Sept 2017Document20 pagesJuly Sept 2017haran2000No ratings yet
- Aisi 1018 Carbon Steel (Uns g10180)Document3 pagesAisi 1018 Carbon Steel (Uns g10180)Naman TanejaNo ratings yet
- Aluminium Powder Coated PDFDocument2 pagesAluminium Powder Coated PDFAbd Aziz MohamedNo ratings yet
- 19FW-M28-10-M21-0008 R1 Data Sheet of Expansion JointDocument2 pages19FW-M28-10-M21-0008 R1 Data Sheet of Expansion JointCaspian DattaNo ratings yet
- CLASS 11422: DEP 31.38.01.15-Gen Class 11422, Rev. I Page 1 of 15Document15 pagesCLASS 11422: DEP 31.38.01.15-Gen Class 11422, Rev. I Page 1 of 15SaguesoNo ratings yet