You might also like
- T Basak AromaticsDocument41 pagesT Basak AromaticsDP PurwadiNo ratings yet
- C6A Recovery From Refinery Sources by Co-Production of OlefinsDocument29 pagesC6A Recovery From Refinery Sources by Co-Production of OlefinsWong Yee SunNo ratings yet
- Crude Oil Refinery SchedulingDocument9 pagesCrude Oil Refinery SchedulingWong Yee SunNo ratings yet
- Literature 205Document8 pagesLiterature 205onizuka-t2263No ratings yet
- Benzene SpecDocument7 pagesBenzene SpecJanson GrahamNo ratings yet
- Benzene Supply Trends and Proposed Method For Enhanced Recovery PDFDocument19 pagesBenzene Supply Trends and Proposed Method For Enhanced Recovery PDFWong Yee SunNo ratings yet
- Benzene Supply Trends and Proposed Method For Enhanced Recovery PDFDocument19 pagesBenzene Supply Trends and Proposed Method For Enhanced Recovery PDFWong Yee SunNo ratings yet
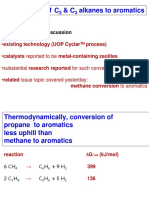
- Conversion of C & C Alkanes To Aromatics: Starting Points For DiscussionDocument13 pagesConversion of C & C Alkanes To Aromatics: Starting Points For DiscussionAmandaEdwinNo ratings yet
- UOP Oleflex Process For Propylene Production: PetrochemicalDocument2 pagesUOP Oleflex Process For Propylene Production: PetrochemicalWong Yee SunNo ratings yet
- PTQ Q4 2004 - Foam Control in Crude Units PDFDocument8 pagesPTQ Q4 2004 - Foam Control in Crude Units PDFWong Yee SunNo ratings yet
- PTQ Q4 2004 - Foam Control in Crude Units PDFDocument8 pagesPTQ Q4 2004 - Foam Control in Crude Units PDFWong Yee SunNo ratings yet
- Combating green oil formation in CCR reformersDocument5 pagesCombating green oil formation in CCR reformersWong Yee SunNo ratings yet
- Prevent ammonium salt fouling and corrosion with ACF technologyDocument5 pagesPrevent ammonium salt fouling and corrosion with ACF technologySubrato SahaNo ratings yet
- Literature 205Document8 pagesLiterature 205onizuka-t2263No ratings yet
- Selective - Hydrogenation Description (UOP)Document1 pageSelective - Hydrogenation Description (UOP)Wong Yee Sun100% (1)
- Selective - Hydrogenation Description (UOP)Document1 pageSelective - Hydrogenation Description (UOP)Wong Yee Sun100% (1)
- Merox Process An RevADocument8 pagesMerox Process An RevAWong Yee SunNo ratings yet
- Desuperheater Installation, Operation & Maintenance ManualDocument13 pagesDesuperheater Installation, Operation & Maintenance ManualWong Yee SunNo ratings yet
- FCCDocument29 pagesFCCSantanu BiswasNo ratings yet
- Guidelines For Ethylene Quench Tower Rev 17Document17 pagesGuidelines For Ethylene Quench Tower Rev 17totongop0% (1)
- PROSERNAT Sulphur Recovery - AdvaSulf™Document50 pagesPROSERNAT Sulphur Recovery - AdvaSulf™Wong Yee SunNo ratings yet
- PGA ADS Gas Monitor Petroleum 103-2911A 200803Document6 pagesPGA ADS Gas Monitor Petroleum 103-2911A 200803Mohamed AlaaNo ratings yet
- Linde NGL Plant PDFDocument12 pagesLinde NGL Plant PDFRoshan kumar BalasubramanianNo ratings yet
- Exxon Mobil New Refinery TrendsDocument45 pagesExxon Mobil New Refinery TrendsWong Yee Sun100% (1)
- Managing hydrogen in refineriesDocument11 pagesManaging hydrogen in refineriesAshfaq NoorNo ratings yet
- EPA - Air Emission From Sources of Benzene - pt1 PDFDocument213 pagesEPA - Air Emission From Sources of Benzene - pt1 PDFWong Yee SunNo ratings yet
- VSD Pumps Best PracticeDocument48 pagesVSD Pumps Best PracticebeechyNo ratings yet
- Catalytic ReformingDocument27 pagesCatalytic Reformingttusseno100% (1)
- Linde NGL Plant PDFDocument12 pagesLinde NGL Plant PDFRoshan kumar BalasubramanianNo ratings yet
- PGA ADS Gas Monitor Petroleum 103-2911A 200803Document6 pagesPGA ADS Gas Monitor Petroleum 103-2911A 200803Mohamed AlaaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Worcester Danesmoor Utility Boiler ManualDocument12 pagesWorcester Danesmoor Utility Boiler ManualdavidraeburnNo ratings yet
- Work, Energy and PowerDocument4 pagesWork, Energy and PowerSwaapnil Shinde100% (1)
- Introduction To Current Electricity and A.C Theory FinalDocument76 pagesIntroduction To Current Electricity and A.C Theory FinaldeoNo ratings yet
- CABLE SIZING CALCULATION REv1Document4 pagesCABLE SIZING CALCULATION REv1jack jala0% (1)
- Recent Advances in HVDC SystemsDocument4 pagesRecent Advances in HVDC SystemsvivekNo ratings yet
- Question Bank SMDocument10 pagesQuestion Bank SMamurugan_22No ratings yet
- Service Manual: Chassis & Mast MC/FCDocument9 pagesService Manual: Chassis & Mast MC/FCyojar apazaNo ratings yet
- 10W Single Output Industrial DIN Rail Power Supply: SeriesDocument2 pages10W Single Output Industrial DIN Rail Power Supply: SeriesCiprian BalcanNo ratings yet
- Actuators & Positioners Linear Pneumatic Actuators: Data SheetDocument10 pagesActuators & Positioners Linear Pneumatic Actuators: Data SheetTai Dang HuyNo ratings yet
- NS1 Work Plan Procedure For Erection of Circulating Water Pump Rev.0 - Part 1 of 3Document53 pagesNS1 Work Plan Procedure For Erection of Circulating Water Pump Rev.0 - Part 1 of 3namdq-1No ratings yet
- ComputationDocument13 pagesComputationLester MuscaNo ratings yet
- Physics AssignmentDocument41 pagesPhysics AssignmentMustapha KaojeNo ratings yet
- Kac 728 628 528Document12 pagesKac 728 628 528solungeNo ratings yet
- Energy Transfer Forms and MeasurementDocument4 pagesEnergy Transfer Forms and MeasurementAlberto CasiniNo ratings yet
- BT-3 200 PDFDocument3 pagesBT-3 200 PDFaqil khanNo ratings yet
- Wave Optics SolutionsDocument26 pagesWave Optics SolutionsAjay AgrawalNo ratings yet
- ECE5530 HW1 Bosela Power DistributionDocument4 pagesECE5530 HW1 Bosela Power Distributionjosephbailey10No ratings yet
- C7TADocument6 pagesC7TAtasyaNo ratings yet
- CRT5000 Manual PDFDocument8 pagesCRT5000 Manual PDFYadwinder SinghNo ratings yet
- Quality Characteristics of Biodiesel Produced From Used Cooking Oil in Southern EuropeDocument13 pagesQuality Characteristics of Biodiesel Produced From Used Cooking Oil in Southern EuropeRemzi GömekNo ratings yet
- Engg Chemistry R13 Model Question PapersDocument4 pagesEngg Chemistry R13 Model Question PapersBell P PedNo ratings yet
- B Voc Renewable EnergyDocument4 pagesB Voc Renewable EnergyBlessy JoyNo ratings yet
- Engine Diesel PerfomanceDocument32 pagesEngine Diesel PerfomancerizalNo ratings yet
- Cable ColorDocument4 pagesCable ColorNghia Huynh Ngoc0% (1)
- 5070 w09 QP 1Document16 pages5070 w09 QP 1mstudy123456No ratings yet
- Wet Granulation End-Point DeterminationDocument18 pagesWet Granulation End-Point DeterminationPreeti Wavikar-PanhaleNo ratings yet
- Pressure Vessel Creep Analysis: RuptureDocument7 pagesPressure Vessel Creep Analysis: RuptureFlorin TrNo ratings yet
- Sourcing and BioprocessingDocument139 pagesSourcing and BioprocessingMary Grace ProgellaNo ratings yet
- Advances in Wind Pump Design for PakistanDocument18 pagesAdvances in Wind Pump Design for PakistanKhaled AbdusamadNo ratings yet
- Inert GasDocument17 pagesInert GasniyazmarinerNo ratings yet