You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Pharaonic Egyptian ClothingDocument132 pagesPharaonic Egyptian ClothingClaire Hummel100% (5)
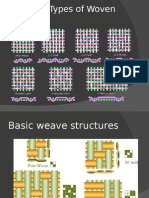
- Common Types of Woven FabricDocument73 pagesCommon Types of Woven FabricAnuj Agrawal100% (1)
- Color and TextureDocument8 pagesColor and TextureInterweave100% (2)
- Fiber and YarnDocument38 pagesFiber and YarnPutri Mayangsari100% (1)
- A Burial Textile From The First Century CE in JerusalemDocument14 pagesA Burial Textile From The First Century CE in JerusalemPanayú G. Sala100% (1)
- Woven Fabric CalculationDocument4 pagesWoven Fabric CalculationHeba Zakaria Abou HashishNo ratings yet
- Fashion Designing: Institute ofDocument26 pagesFashion Designing: Institute ofChetna Shetty DikkarNo ratings yet
- Loom OMEGA6 Part EngDocument81 pagesLoom OMEGA6 Part EngPhúc Vũ Viết Phúc67% (3)
- Absorbent Hygiene ProductsDocument3 pagesAbsorbent Hygiene ProductstexveerNo ratings yet
- Absorbent Hygiene Products WG Info SheetDocument2 pagesAbsorbent Hygiene Products WG Info SheettexveerNo ratings yet
- Biomask Brochure MKT212118 Lit930Document6 pagesBiomask Brochure MKT212118 Lit930texveerNo ratings yet
- Standards For Gloves - EN 388Document3 pagesStandards For Gloves - EN 388texveerNo ratings yet
- Effect of Spinning Variables On Packing Density of Cotton YarnDocument3 pagesEffect of Spinning Variables On Packing Density of Cotton YarntexveerNo ratings yet
- Bonar SNW FabricsDocument2 pagesBonar SNW FabricstexveerNo ratings yet
- N0293095099 PDFDocument5 pagesN0293095099 PDFtexveerNo ratings yet
- Bollgard II PssDocument42 pagesBollgard II PsstexveerNo ratings yet
- Textiles / Fibres / Yarns: 1. Acrylic Fibres (Usa, Thailand, Korea)Document6 pagesTextiles / Fibres / Yarns: 1. Acrylic Fibres (Usa, Thailand, Korea)texveerNo ratings yet
- N0293095099 PDFDocument5 pagesN0293095099 PDFtexveerNo ratings yet
- Aaru Manamae AaruDocument2 pagesAaru Manamae AarutexveerNo ratings yet
- An Overview of Processes Involved in The Conversion of Fibre To GarmentsDocument26 pagesAn Overview of Processes Involved in The Conversion of Fibre To GarmentstexveerNo ratings yet
- AW-Automatic Cone WinderDocument2 pagesAW-Automatic Cone WindertexveerNo ratings yet
- Golden GearsDocument16 pagesGolden GearstexveerNo ratings yet
- Nonwoven PrimerDocument6 pagesNonwoven PrimertexveerNo ratings yet
- Textiles / Fibres / Yarns: 1. Acrylic Fibres (Usa, Thailand, Korea)Document6 pagesTextiles / Fibres / Yarns: 1. Acrylic Fibres (Usa, Thailand, Korea)texveerNo ratings yet
- Parallel Low-Level Image Processing On A Distributed-Memory SystemDocument8 pagesParallel Low-Level Image Processing On A Distributed-Memory SystemMehdi GHNo ratings yet
- SITRAPublicationsDocument4 pagesSITRAPublicationstexveerNo ratings yet
- OutReach Sircle Project A Dark RhapsodyDocument22 pagesOutReach Sircle Project A Dark RhapsodyARAV PRAJAPATINo ratings yet
- Dress Shirt Fabrics, Shirting Fabrics - Proper Cloth ReferenceDocument15 pagesDress Shirt Fabrics, Shirting Fabrics - Proper Cloth ReferencejlkzerNo ratings yet
- Knitting NptelDocument6 pagesKnitting NptelvivekNo ratings yet
- Weaving MachinesDocument9 pagesWeaving MachinesManoja Samarasinghe100% (2)
- Presented By:-Nidhi Kumari T.D: - IVDocument44 pagesPresented By:-Nidhi Kumari T.D: - IVNidhi KumariNo ratings yet
- V. Petrova - IIMHaskovo 3Document5 pagesV. Petrova - IIMHaskovo 3Macun CatNo ratings yet
- A Study On Khaddi Work Cluster in MultanDocument75 pagesA Study On Khaddi Work Cluster in MultanMuhammad Ibrahim100% (2)
- Measurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaDocument7 pagesMeasurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Marker Planning Is To Determine The Most Efficient Combination of Sizes andDocument39 pagesMarker Planning Is To Determine The Most Efficient Combination of Sizes andsagarNo ratings yet
- Development of TextileDocument22 pagesDevelopment of TextileHardik SinhaNo ratings yet
- Architectonic Thought On The Loom PDFDocument26 pagesArchitectonic Thought On The Loom PDFAnton Cu UnjiengNo ratings yet
- Study On Take Up Mechanism: (Cotton Weaving)Document4 pagesStudy On Take Up Mechanism: (Cotton Weaving)Bhaskar MitraNo ratings yet
- HP CataloqueDocument116 pagesHP CataloquefiliperosaNo ratings yet
- Sectional WarpingDocument12 pagesSectional WarpingManoj Bhatia100% (1)
- Aisha ProjectDocument74 pagesAisha ProjectHassan Bin AliNo ratings yet
- PriyadarshiniDocument10 pagesPriyadarshinigadde bharatNo ratings yet
- Brief Profile: M/s Kajal Polymers & Plastics Pvt. LTDDocument12 pagesBrief Profile: M/s Kajal Polymers & Plastics Pvt. LTDDhavalbhaiNo ratings yet
- ArvindDocument83 pagesArvindAkshita SabharwalNo ratings yet
- Yarn Unevenness and Its Impact On QualityDocument24 pagesYarn Unevenness and Its Impact On QualityShan ImtiazNo ratings yet
- DASTEXDocument12 pagesDASTEXMirkaHundNo ratings yet
- Derivatives of Elementary WeavesDocument20 pagesDerivatives of Elementary WeavesAswathy Unnikrishnan100% (1)