You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- GCM34 4890-9700 KW 50Hz DraftDocument2 pagesGCM34 4890-9700 KW 50Hz DraftcalixtohenriquezNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- What Are Safety SensorsDocument1 pageWhat Are Safety SensorscalixtohenriquezNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Modern Communications Have Influenced Interpersonal Communications - ADocument2 pagesModern Communications Have Influenced Interpersonal Communications - AcalixtohenriquezNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- GCM34 4890-9700 KW 50Hz DraftDocument2 pagesGCM34 4890-9700 KW 50Hz DraftcalixtohenriquezNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Basic Fundamentals of Safety Instrumented Systems SISDocument3 pagesBasic Fundamentals of Safety Instrumented Systems SIScalixtohenriquezNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Cat CM32Document2 pagesCat CM32heyanjNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Conceptos Basicos PLCDocument31 pagesConceptos Basicos PLCcalixtohenriquezNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Safety Instrumented SystemsDocument10 pagesSafety Instrumented Systemsalif_rachman_3No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Communications Technology Have Influenced Interpersonal CommunicationsDocument2 pagesCommunications Technology Have Influenced Interpersonal CommunicationscalixtohenriquezNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Table of Content 2004-SPANISHDocument1 pageTable of Content 2004-SPANISHcalixtohenriquezNo ratings yet
- GCM34 4890-9700 KW 50Hz DraftDocument2 pagesGCM34 4890-9700 KW 50Hz DraftcalixtohenriquezNo ratings yet
- CM43 - 5240-7860 50HzDocument2 pagesCM43 - 5240-7860 50HzcalixtohenriquezNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- CM Petroleum Rating Guide - 01.4A - PumpDocument5 pagesCM Petroleum Rating Guide - 01.4A - PumpcalixtohenriquezNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Caterpillar Engine - CM32Document2 pagesCaterpillar Engine - CM32Naim IkhsaamNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 03B - CM Production Power Application-00Document37 pages03B - CM Production Power Application-00calixtohenriquezNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CM Petroleum Rating Guide - 01.4A - OffshoreDocument4 pagesCM Petroleum Rating Guide - 01.4A - OffshorecalixtohenriquezNo ratings yet
- Process Piping DraftingDocument267 pagesProcess Piping DraftingMô DionNo ratings yet
- CM Petroleum Rating Guide - 01.4A - OnshoreDocument5 pagesCM Petroleum Rating Guide - 01.4A - OnshorecalixtohenriquezNo ratings yet
- Internal Combustion Engines DesignDocument48 pagesInternal Combustion Engines DesigncalixtohenriquezNo ratings yet
- AAM Applications Power Train 2 Engine BlocksDocument23 pagesAAM Applications Power Train 2 Engine BlockscalixtohenriquezNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PIPEPHASE Getting Started GuideDocument151 pagesPIPEPHASE Getting Started GuidecalixtohenriquezNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Internal Combustion Engines DesignDocument48 pagesInternal Combustion Engines DesigncalixtohenriquezNo ratings yet
- API 572 Study Guide: Practice QuestionsDocument24 pagesAPI 572 Study Guide: Practice Questionsnivrutti2012100% (1)
- PIPEPHASE Getting Started GuideDocument151 pagesPIPEPHASE Getting Started GuidecalixtohenriquezNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- VibrationDocument24 pagesVibrationDaniel Codina100% (1)
- TM 5-805-7 - Welding Technical Manual (US Army 1985)Document96 pagesTM 5-805-7 - Welding Technical Manual (US Army 1985)Ahmed FarazNo ratings yet
- Pipeline Vibrations and Pressure Pulsations - Reasons and SolutionsDocument3 pagesPipeline Vibrations and Pressure Pulsations - Reasons and SolutionscalixtohenriquezNo ratings yet
- Valdyn Design Valvetrain Timing DriveDocument16 pagesValdyn Design Valvetrain Timing Drivestefan.vince536100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Development of CNG Injection EngineDocument8 pagesDevelopment of CNG Injection EngineShasahank JoshiNo ratings yet
- Mx5100dw Parts ListDocument210 pagesMx5100dw Parts Listelmer esau valencia perezNo ratings yet
- Manual de PartesDocument596 pagesManual de Partescesar martinezNo ratings yet
- Industrial Training Report (Engine Valves)Document27 pagesIndustrial Training Report (Engine Valves)Harshan Arumugam50% (2)
- 2014 Chevrolet Performance CatalogDocument384 pages2014 Chevrolet Performance Catalogsantihdez100% (1)
- 1997 2003 Dt444 Engine Service Manual PDFDocument298 pages1997 2003 Dt444 Engine Service Manual PDFYeison Suarez100% (3)
- Restor: Endless Opportunities For Profit in Flathead, Marine, Ag and Vintage Engine WorkDocument12 pagesRestor: Endless Opportunities For Profit in Flathead, Marine, Ag and Vintage Engine Work2791957No ratings yet
- Norman T600Document36 pagesNorman T600RoderickGC2No ratings yet
- Allis Chalmers 260e Series A Elevating Scraper Parts CatalogDocument20 pagesAllis Chalmers 260e Series A Elevating Scraper Parts Catalogdiana100% (25)
- LandRover Manual PDFDocument38 pagesLandRover Manual PDFsacaetano100% (1)
- 09 Update PrintDocument77 pages09 Update PrintIkenna Chukwudi50% (2)
- Spare Parts BookDocument514 pagesSpare Parts BookIonescu Catalin82% (11)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Jenbacher Engine DiagramsDocument6 pagesJenbacher Engine Diagramspalash11No ratings yet
- ADE 442N Parts ManualDocument64 pagesADE 442N Parts ManualBassie100% (1)
- Operating Instructions Diesel Engine MTUDocument204 pagesOperating Instructions Diesel Engine MTUBradley Lodder100% (3)
- 27 kVA - 200 kVA Diesel Spare Parts Catalogue Serial Number: OLY00000T11703057Document652 pages27 kVA - 200 kVA Diesel Spare Parts Catalogue Serial Number: OLY00000T11703057Franklin Saavedra MartìnezNo ratings yet
- FH400 73158464 Pca-6.140Document431 pagesFH400 73158464 Pca-6.140IgorGorduz100% (1)
- Yamaha Jiashe JS 125 6B - Manual TallerDocument210 pagesYamaha Jiashe JS 125 6B - Manual TallerDiego Copps100% (1)
- CV MaticDocument21 pagesCV MaticMohamad FauzanNo ratings yet
- Liebherr D934 936 946Document90 pagesLiebherr D934 936 946bagus hutomo100% (4)
- Volvo B12R, DH12E460-Engine PDFDocument41 pagesVolvo B12R, DH12E460-Engine PDFEsam Phlipe80% (5)
- Piston Engines, GasTurbine Engines, Propellers PDFDocument141 pagesPiston Engines, GasTurbine Engines, Propellers PDFAakash SawaimoonNo ratings yet
- S08 DEUTZ-2011aDocument81 pagesS08 DEUTZ-2011aAnonymous iu95trpxNNo ratings yet
- LPT 1613C / LPT 1613C EX: Parts ListDocument394 pagesLPT 1613C / LPT 1613C EX: Parts ListAnkit KapoorNo ratings yet
- SHACMAN TRACTOR CATALOGO SX4257DT384T ENGINE COMPONENTSDocument523 pagesSHACMAN TRACTOR CATALOGO SX4257DT384T ENGINE COMPONENTSpercy67% (3)
- Heui Fuel System c9 EngineDocument25 pagesHeui Fuel System c9 Enginebabaisandip91% (53)
- SM MFS25 30B en 0516Document355 pagesSM MFS25 30B en 0516Anja GeufkeNo ratings yet
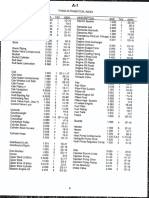
- Gx390 Parts ManualDocument11 pagesGx390 Parts ManualEmanuel Arguiñarena100% (3)
- Piston Engine Course NotesDocument157 pagesPiston Engine Course NotesKelton WadeNo ratings yet
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)