International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Volume 1 Issue 7 (August 2014) http://ijirae.com
_________________________________________________________________________________________________________
2014, IJIRAE- All Rights Reserved Page -133
STUDIES REGARDING THE BINDER AND THE
RETAINING RIBS IN SHEET METAL FORMING
Eng. Margareta Iuliana Fulger (Iordache) Prof.dr.eng. Miron Zapciu
Machine and Manufacturing Systems Dept. Machine and Manufacturing Systems Dept.
University POLITEHNICA of Bucharest University POLITEHNICA of Bucharest
Abstract: The purpose of this article is to present the results of a study regarding the binder and the retaining ribs. The study
realized is a result of experiments on parts with complex and non-uniform contour using different types of ribs for binders.
There were used binders with different angle slopes in relation with the direction of normal plan, in order to establish the
conditions of defects appearance. The importance of angle slope and of using ribs is that of avoiding the wrinkling in the
forming process. The research must be extended for different types of material used for binders and for the ribs. The study can
be further developed using a preliminary numerical model. The studies presented offers useful information in avoiding wrinkle
defect of products
Keywords forming process; material flow; semi-finished parts; binder force; ribs
I. INTRODUCTION
The binder has a main role in the forming process. It supports surface of the metal sheet and restricts the material flow. The
flow can be controlled by the means of ribs. When draw parts with an irregular form the deformation on the contour of the part
presents a non uniform deformation degree. In order to get uniform the conditions of deforming especially in the small radius
filleted areas must be foreseen retaining ribs. Ribs are not required when the material thickness is equally or more than 1.2 mm.
The ribs can be in one piece when the press force is on a single plunger or in a cassette when the press force is loaded on 2
plungers.
In the process of forming it must be studied the stress conditions, the formability conditions the formability laws [15] .For the
present studies the passing of the material through the retaining ribs was considered equivalent with the passing through a series of
bending with stretching cycles under the flexural torque and stretching torque. The total torque is in reverse direction in relation
with the elastic recovery of the material [14]. Thus the total tangential force will be added to the stretching force existent in the
material. This two torques permit getting a uniform distribution of tensions in the material during the process that will not allow
tension accumulation that creates slits. The main item from which is started a calculus in the plastic field is to know the
characteristic curve of the material studied, that can be obtained through experimental methods. In the case of plastic forming is
required to know the conditions in which the elastic deformations become permanent deformations [1]. Knowing the characteristic
curve we can know the safety range in forming process, the critical area where is produce the tearing, the severity of formability,
the work conditions [3].
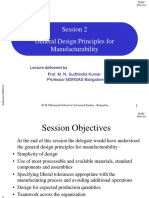
The difficulty of calculation in the plastic field is that it cannot be written an equation of the characteristic curve to replace the
Hook law. [7]. In Fig.1 is represented the characteristic curve for the material used: DC 04, for which the flowing limit is 160
N/mm
2
.
Fig.1 The characteristic curve for the material DC 04
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Volume 1 Issue 7 (August 2014) http://ijirae.com
_________________________________________________________________________________________________________
2014, IJIRAE- All Rights Reserved Page -134
Nowadays it can be done technical predicts with the help of simulating programs and numerical model [5]. The simulating
process involve a model building for the process in order to study its behavior (output data) in different experimental conditions
(input data), characterizing the structure of the real model and also the way in which the real system response to the entering data
changing [12].
II. DESIGNING A BINDER CONFIGURATION
In order to assure a correct tightening it is required for the slope of retaining element surface to be no more than 30
in
relation to the normal plan of forming direction, and as a main rule the length of a section must be shorter than that of the die in
the same sectioning plan. A similar rule exists in the case of the entering line in the die that must be always shorter than the end
line of the punch with approximately 10%.
When design a binder it is required to try to make its surface as horizontal as possible and to distribute the tightening pressure
as more efficient as possible.
At the level of retaining element take place actions as:
- Stopping the sheet during the moving facilitating thus the material stretching,
- Sheet gliding on certain areas avoiding thus the splits.
The binder material is usually steel with heat treating. Having in mind the intense fretting to which the binders are subjected, these
are usually built from the same material as the active elements [17]. Thematerials must havesome properties and the common methods
used to determine the properties of materials are: chemical analyses, stretching test, metallographic examination, and plasticity
tests and bending tests [4].
The value of the connection radius has a great influence on the forming process. It determines the value of tensions in the
semi-finished material and thus the forming force, the value of admissible forming coefficient, plies forming in the semi-finished
fledges, the material thinning degree, fissuring appearance and part tearing, part quality and accuracy [19].
Reducing the connection radius of active element the forming force will increase and also the tensions. Usually r
pl
=k x g
where g is the thickness of the material and k is a coefficient depending of the deformation degree, the material and the part type.
Increasing the connection radius will determine the reducing of radial pulling tension of semi finished, thus reducing the
forming force, but in the same time the possibility of forming wrinkles as a result of diminishing the semi finished surface under
the holding blank.
Because the dimension of the connection radius is limited of wrinkle appearance in the drawn part, in order to get away of this
unwelcome phenomenon it can be used an additional holding element with an appropriate form that hold the semi finished pressed
on the connected area of active element. [8].
III. RIBS USING
Creating the material flowing conditions in a uniform way on the entire contour during the forming process is a problem of a
special importance.
In order to create the material flowing conditions in a uniform way it must be modified the way of moving of the material under
the binder. The friction increasing can be done in different ways:
- increasing the pressure of the pneumatic cushion in the case of Simple Effect Press
- increasing the pressure of the exterior hammer in the case of Double Effect Press
- increasing the width of the fledge
- usingredanes or shoulders
- using ribs (it proves to be the best method for obtaining good quality exterior parts, without wrinkles and
undulations and with minimum deviations from the geometrical form (due to elastic recovery) [11] .
The number, the form, the dimension, the displacement and the material of ribs are very important for establishing the
technological addition of material.
Number of ribs rows Technological material addition
1 35-50 mm
2 65-80mm
3 90-110mm
Table 1. Technological material additions depending of the number of ribs
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Volume 1 Issue 7 (August 2014) http://ijirae.com
_________________________________________________________________________________________________________
2014, IJIRAE- All Rights Reserved Page -135
During the experiments there have been used different types of ribs with different dimensions: width12 mm and 16 mm, high 26
mm and 30 mm; high in the inner part of active element: 16 mm and 19 mm (in the case of a Double Effect Press); and: width16
mm and 18 mm; high 10 mm and 12mm; high in the inner part of active element: 3, 5 mm and 4,5mm (in the case of Simple
Effect Press). It has also been used pressed ribs with different dimensions: breadths: 8 mm, 12 mm, 16 mm; high; 22 mm, 28 mm;
high in the inner part of active element 14 mm; 20 mm depending on the part studied.
The ribs can be placed be it in the superior part of the die, be it in the inferior one; depend of the form of the part and of the
desired fretting intensity. Ribs are not placed on the aspect surfaces and in the filleted areas.
It was observed that the ribs must be mounted on the lower part of the die and the slot of the rib profile to be realized in
the upper part of the die. The reason for this observation is that placing them in such a way can be avoid dust or grease depositing
in the slot (being in the upper part) and also can assure operational reliability and implicit the quality of the part.
When using stretch-draw redane there were two cases:
Fig.2 The case when binder surface has a slope 0
- 20
In figure 2 is presented aredane that is an alternative for ribs when the binder surface has a slope between 0- 20.
Fig.3 The case when binder surface has a slope > 20
In fig.3 is presented aredane in the case in which the binder surface has a slope greater than 20 degrees.
There has also been used semi cylindrical ribs realized directly in the melted mass during the founding process.
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Volume 1 Issue 7 (August 2014) http://ijirae.com
_________________________________________________________________________________________________________
2014, IJIRAE- All Rights Reserved Page -136
Conclusions:
- Material cracking or tearing as a result of too longer ribs (it is required ribs shortening through polishing)
- The part has significant undulations in some areas that are caused by the shorter holding ribs or some ribs do not hold
properly the material.
IV. BINDER FORCE
Usually when draw parts with great dimensions the binder force is 0.5-0.6 of the nominal force of the press (of sledge in case
of double effect).
The force for the binder is calculated with the relation:
Fs=A x p , relation that comes from: Fs=(A
s
- A
p
) x p =A x p
In the above relations the signification of terms is:
A
s
the surface of the semi-finished part; A
p
the surface of the die; A- the retaining surface of semi-finished;
p the specific pressure (see table 2).
Material Unit pressure on retaining surface:
p [dN/mm
2
]
Steel
0,25
Bronze
0,25
Copper
0,20
Brass
0,20
Hard brass
0,24
Zinc
0,15
Aluminium
0,12
Table 2 - The unit pressure and resistance to tearing for different types of materials
In table no.2 there is a list with some materials and unit pressure on retaining surface.
Another calculus for the retaining pressure is: p = R
m
C
1
( (1/m
1
)
- C
2
) C
3
(D/100g)
[MPa], where: g is the thickness of the
material, D - the diameter of the semi-finished, Rm the connection radius, m
1
is the deformation degree, C
1
is a coefficient that
for steel is: 0,78; C2 =1, and C3 =0,006 - 0,008, [ 18] .
In the case studied the binder force calculated has the value of 750 kN.
Fig.4 Diagram of forces in the forming process
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Volume 1 Issue 7 (August 2014) http://ijirae.com
_________________________________________________________________________________________________________
2014, IJIRAE- All Rights Reserved Page -137
In Fig.4 is presented the diagram of forces in the forming process. The values of forces for forming operation are:
die force: 4773 kN, punch force: 4023 kN, binder force: 750 kN.
Other authors have used fuzzy control techniques to find the optimum sheet thickness and blank holder force in a typical
mould with constant dimensions [6].
The optimum valor of pressing pressure is those to which corresponds the minimum forming force
.
. The forming process
without binder can be done rarely and only if the difference between the diameter of semi-finished and the diameter of the part is
smaller or equally with 18-22 thickness of the material [8].
Undulations and plies appear firstly because of insufficient pressing of holding element or because of a too great
connection radius of the forming plate, that makes the semifinished to fall under the pressing element and to form plies [9] . In
many cases these defects may be eliminated by appropriate control of the Blank Holding Force (BHF). [10] .
When using press with double effect the binder receives a constant force during the forming, directly from the press.
Whatever the action system of the retaining rings is, these must have the active surface perfectly finished and the rounding radius
to be identical with those of the forming edge and equally on the entire contour[20]. In order to reduce machining of dies and
blank holder ranges, must be included a rough cast clearance at approximately 15 mm constant beyond the theoretical blank.
There are different ways of holding the material: holding with plane binder, holding with segmented binder, holding with
segmented ring binder, combined holding. In the case of combined holding results an active element with a great connection
radius that assures a high degree of formation of the semi finished material that allow the first two operations done with plane
binders dies (for the case where is required many operations) to be cumulated in a single one, thus appearing a material and man-
hours reducing with almost 50% at the first forming operation [16] .
There are known some methods of dimensional guiding such as:
- Simulating evaluation of elastic recovery and modifying the form of punch and dye in order to compensate the elastic
recovery
- Reducing the elastic recovery through modifying the holding force during the process and through application of some
different retaining pressures in different areas of the contact area between the semi-finished and the binder
- Dividing the punch course in two areas (one identification area where the retaining force grow under a low that is
considered as reference that is used in the simulating process and one control area where the force is realized in a number
of points considered as reference) [13] .
V. CONCLUSIONS
A lot of measurements were made experimentally in order to see the relation between the slope angle and the undulation
appearance. In order to assure a correct tightening it is required for the slope of retaining element surface to be no more than 30
in
relation to the normal plan of forming direction, and as a main rule the length of a section must be shorter than that of the die in
the same sectioning plan.
It was been studied also the ways of growing the friction of the sheet under the binder through using retaining ribs. Thus was
assured obtaining good quality parts, without wrinkles and undulations with little dimensional discrepancies (due to elastic
recovery).
After the experiments it was seen that for the complex parts with non- uniformed contour the retaining ribs must be
placed so as to assure a uniform displacing on the contour of the unit efforts especially for those of radial stretching.
In conclusion, the material cracks or tears as a result of too longer ribs (it is required ribs shortening through polishing);
the part has significant undulations in some areas caused by the shorter holding ribs or because some ribs do not hold properly the
material.
The new approach in this article is the study of forces using the holding system in forming process so as the process to be
done without defects.
VI. REFERENCES
1. Adrian M., Badea S. , Bazele proceselor de deformare plastica, Tehnical Edition House, Bucharest,
2. Ahmetoglu M.A., Altan T., Kinzel G.L., Improvment of part quality in stamping by controlling blank holder force and
pressure, CIRP Annals Manufacturing Technology, 1995
3. Banabic Dorel, Ioachim R.D., Deformabilitatea tablelor metalice subiri Metoda curbelor limita de deformare,
Bucuresti,1992
4. Blan P., Marirea durabilitatii matritelor, Editura Tehnica, Bucuresti, 1965
5. Brlan A., Jadaneant Mihai, Numerical simulation with finite element of the drawing process, The XII
th
Multidisciplinary National Conference, Sebes, 2012
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Volume 1 Issue 7 (August 2014) http://ijirae.com
_________________________________________________________________________________________________________
2014, IJIRAE- All Rights Reserved Page -138
6. Bohlooli H., Kaykha M.M and Nakhaei M., Blank Thickness and Blank holder Force Fuzzy Control System in Deep
Drawing Process, International Conference on Automation, Mechatronics and Robotics (ICAMAR 2012), 2012, Phuket,
Thailand
7. Buzdugan Gh., Rezistenta materialelor, Editura Academiei Socialiste Romania, 1986
8. Ciocardia, C. .a. Tehnologia presarii la rece, Bucureti, Editura Didactica i Pedagogica, 1991
9. Dobrescu Ion, Popescu Paul, Prelucri prin deformare la rece a tablelor, Editura Universitii din Piteti, 2002
10. Doege E., Elend E., L. E. - Design and application of pliable blank holder systems for the optimization of process
conditions in sheet metal forming, Journal of Materials Processing Technology, Volume 111, Issues 1-3, 182-187
11. Ic, C. i Ic, D. Ambutisarea la rece. Realizarea pieselor cu forme neregulate, Bucureti, Editura Tehnic, 1983
12. Marin Cornel, Vasile Gheorghe, Tehnici de modelare i simulare n ingineria mecanic, Editura Bibliotheca,
Trgovite, 2011
13. Marinescu Vasilica, Epureanu Alexandru, Banu Mihaela, Metod de conducere dimensional la fabricarea unor
piese din tabl subire prin deformare plastic, Brevet de invenie, Bucureti, 2013
14. Mayer Catalina, .a., Dezvoltarea unui nou concept de conducere a proceselor de deformare plastic bazat pe noi
tehnici de reducere a dimensionalitii, Galai, 2009
15. Rdu Aurel, Deformarea i ruperea materialelor, Editura Politehnica, 2010
16. Spiridonescu Cornelia, Cercetri privind parametrii i eficiena unui proces de ambutisare adnc, Teza doctorat
Galai, 2010
17. Teodorescu, M., Zgur, G., Drgnescu Fl., .a Elemente de proiectare a tanelor i matrielor, Editura Didactic i
Pedagogic
18. Teodorescu M.Al., Zgur Gh. a. Prelucrri prin deformare plastic la rece, Editura Tehnic, Bucureti, 1987
19. Teodorescu M.Al., Ciocrdia C., Zgur Gh. .a. Prelucrri prin deformare plastic la rece, Editura Tehnic,
Bucureti, 1988
20. Trandafir Maria, Manualul sculerului matrier, editura Didactic i Pedagocic, Bucureti, 1963
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- JWS 400 PAL 001+ (1) .UnlockedDocument16 pagesJWS 400 PAL 001+ (1) .UnlockedJupray100% (1)
- ARMY Pamphlet No. 30-7-4 - Foreign Military Weapons, Equip. - Vol. III Infantry Weapons PDFDocument69 pagesARMY Pamphlet No. 30-7-4 - Foreign Military Weapons, Equip. - Vol. III Infantry Weapons PDFblowmeasshole1911100% (1)
- Building A Semi-Automatic PPSh-41 (Part 2)Document7 pagesBuilding A Semi-Automatic PPSh-41 (Part 2)blowmeasshole1911No ratings yet
- List of Suppliers (Local & Import)Document6 pagesList of Suppliers (Local & Import)vfuntanillaNo ratings yet
- 67047-Ch14 BaruDocument48 pages67047-Ch14 BaruDanielNo ratings yet
- ELCO Coupling CatalogDocument28 pagesELCO Coupling Catalogaiyubi2100% (2)
- Flexible Manufacturing SystemDocument35 pagesFlexible Manufacturing SystemAbhinandan SawantNo ratings yet
- Self Tapping ScrewDocument4 pagesSelf Tapping Screwskalimuthu190No ratings yet
- Microstructural and Mechanical Characteristic of Potential Ferro Laterite Soil As Sub-Base MaterialDocument7 pagesMicrostructural and Mechanical Characteristic of Potential Ferro Laterite Soil As Sub-Base MaterialIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- SSR Damping Using GCSC and TCSC in Wind FarmsDocument10 pagesSSR Damping Using GCSC and TCSC in Wind FarmsIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Concept Design and Analysis of Multipurpose Farm Equipment: M.V.Achutha Sharath Chandra. N Nataraj.G.KDocument7 pagesConcept Design and Analysis of Multipurpose Farm Equipment: M.V.Achutha Sharath Chandra. N Nataraj.G.KIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Contractual Steps For Smooth Delivery of Infrastructure ProjectsDocument11 pagesContractual Steps For Smooth Delivery of Infrastructure ProjectsIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Concept Design and Analysis of Multipurpose Farm Equipment: M.V.Achutha Sharath Chandra. N Nataraj.G.KDocument7 pagesConcept Design and Analysis of Multipurpose Farm Equipment: M.V.Achutha Sharath Chandra. N Nataraj.G.KIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Steady State Analysis On HVLF-AC Transmission For Offshore Wind Power by Modern XLPE Submarine CableDocument5 pagesSteady State Analysis On HVLF-AC Transmission For Offshore Wind Power by Modern XLPE Submarine CableIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Studies On Stabilized Mud Block As A Construction MaterialDocument6 pagesStudies On Stabilized Mud Block As A Construction MaterialIJIRAE- International Journal of Innovative Research in Advanced Engineering100% (1)
- Relevance of Higher Education. How To Measure It? The Case of Masters of Engineering in PeruDocument12 pagesRelevance of Higher Education. How To Measure It? The Case of Masters of Engineering in PeruIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Relevance of Higher Education. How To Measure It? The Case of Masters of Engineering in PeruDocument12 pagesRelevance of Higher Education. How To Measure It? The Case of Masters of Engineering in PeruIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- 15 Dcae10108 PDFDocument10 pages15 Dcae10108 PDFIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Progressive Collapse Analysis of Reinforced Concrete Symmetrical and Unsymmetrical Framed Structures by EtabsDocument6 pagesProgressive Collapse Analysis of Reinforced Concrete Symmetrical and Unsymmetrical Framed Structures by EtabsIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Progressive Collapse Analysis of Reinforced Concrete Symmetrical and Unsymmetrical Framed Structures by EtabsDocument6 pagesProgressive Collapse Analysis of Reinforced Concrete Symmetrical and Unsymmetrical Framed Structures by EtabsIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Scope and Challenges in Sailfish OS: A Brief Overview: Supriya Maji Asoke NathDocument6 pagesScope and Challenges in Sailfish OS: A Brief Overview: Supriya Maji Asoke NathIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- The Effect of Milling Times and Annealing On Synthesis of Strontium Titanate CeramicDocument5 pagesThe Effect of Milling Times and Annealing On Synthesis of Strontium Titanate CeramicIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Zirconia Dental Caps: Using CAD-CAM TechniqueDocument27 pagesZirconia Dental Caps: Using CAD-CAM TechniquePrasoon MeenaNo ratings yet
- Presentasi Teknologi Mekanik Minggu 7Document35 pagesPresentasi Teknologi Mekanik Minggu 7ibnuNo ratings yet
- SHD450 Butt Fusion Welding Machine - WuXi Sun Hill New Energy Technology Co.,Ltd - WuXi Sun Hill New Energy Technology CoDocument4 pagesSHD450 Butt Fusion Welding Machine - WuXi Sun Hill New Energy Technology Co.,Ltd - WuXi Sun Hill New Energy Technology CoPrageeth Nalaka ArambegedaraNo ratings yet
- United Towels: Production CapacityDocument10 pagesUnited Towels: Production CapacityAli HaiderNo ratings yet
- HeliCoil Thread Repair KitsDocument14 pagesHeliCoil Thread Repair KitsAce Industrial Supplies100% (1)
- Katalog SrubDocument92 pagesKatalog SrubcinbrekNo ratings yet
- WDHearn PresentationDocument26 pagesWDHearn PresentationMarrakech TaiwanNo ratings yet
- Washing Machine AssignmentDocument8 pagesWashing Machine AssignmentSamridhi SamNo ratings yet
- Stellite - Wikipedia, The Free EncyclopediaDocument3 pagesStellite - Wikipedia, The Free EncyclopedianidhinNo ratings yet
- Kammerer (Engels)Document100 pagesKammerer (Engels)farhadfakurianNo ratings yet
- NBC ReportDocument39 pagesNBC ReportSahilChoudharyNo ratings yet
- Dura Bar Machining GuideDocument4 pagesDura Bar Machining GuidericassterNo ratings yet
- Reverse Edm Collective Electrodes in Micro EcmDocument5 pagesReverse Edm Collective Electrodes in Micro EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- FABRICATION OF FOUR WAY HACKSAW BLADE MACHINE Ijariie2072 PDFDocument9 pagesFABRICATION OF FOUR WAY HACKSAW BLADE MACHINE Ijariie2072 PDFDinesh RathorNo ratings yet
- Montague Harris &: Los Ansel.Document15 pagesMontague Harris &: Los Ansel.Mauricio GonzalezNo ratings yet
- Beco CatalogDocument87 pagesBeco CatalogGonzalo Barelli MunNo ratings yet
- DrillingDocument27 pagesDrillingSanjay Nayee0% (1)
- HR 500Document20 pagesHR 500george000023No ratings yet
- 2010 PBT e InternetDocument20 pages2010 PBT e InternetMohammed RiyazNo ratings yet
- Speeds and FeedsDocument11 pagesSpeeds and Feedszidaaan0% (1)
- Lifting Chain: Product CatalogueDocument24 pagesLifting Chain: Product CatalogueBob ForeverNo ratings yet
- 02 General Design Principles For ManufacturabilityDocument60 pages02 General Design Principles For Manufacturabilityanwar anwaryNo ratings yet