Professional Documents
Culture Documents
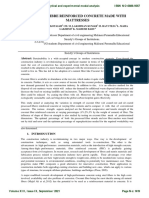
Effectiveness of Kenaf Fibre Composite Plate for Reinforcing Concrete Beams
Uploaded by
Ifkar AzmiOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Effectiveness of Kenaf Fibre Composite Plate for Reinforcing Concrete Beams
Uploaded by
Ifkar AzmiCopyright:
Available Formats
1
CHAPTER 1
INTRODUCTION
1.1 Background
Failure in building structure is a critical matter that need to be taken seriously. There are
many factors affecting the strength of the structure making it essential for regular
maintenance. Besides error in building design, when the structure in a building is
suppressed by load which exceeding its limit capacity, the failure of structural may
occurred as well. Besides, the change in existing practice of the building do also resulting
in new imposed loading that may exceed in the initial design. As these failures may
produce cracks, they may also have been exposed to harsh conditions which can weaken
the structure and causing it to deteriorate. Hence, strengthening of structural will be
necessary in order to prevent these problems from getting worse.
Researchers had developed few techniques and solutions to overcome these
structural failures. At first, an external reinforcement using epoxy bonded steel plates
have been introduced. This method consists of using steel plates bonded to the tension
face of the subjected reinforced concrete beams using epoxy. This steel plates were
2
effectively strengthen the beams, however other materials are sought to replace steel after
they discovered the disadvantages of using steel. It is found that the steel is prone to
corrosion due to moisture content in air and the installation process is rather difficult to
execute due to factors such as its heavyweight and abundantly precautions.
Then, an alternative method using fibre reinforced composite plate had been
developed to replace steel plate in external reinforcement. This method is similar to the
steel plate method which involving epoxy resin bonding on the surface of reinforced
concrete structural. The inherent properties of composite materials in the plate include
high specific tensile strength, good fatigue, corrosion resistance and simple installation.
Theoretically, these fibre composite plate do have a higher ultimate strength and lower
density. Furthermore, the fibre reinforced composite plate takes a lower cost and it does
not corrode. This bring more advantages in becoming external reinforcement.
Years ago, the composite materials used in development of composite plates are
man-made materials consisting two distinctive component materials and the resulting
material being different from the component materials. Hence, this material is generally
described as a rational combination of two or more materials to yield a product that is
more efficient from its components. The components are fibre phase which provides
strength, and the other one is fibre binder in matrix phase. The matrix used in composite
materials like epoxy acts as a binder and bond the fibres in the intended position which
provides the composite material its structural integrity by giving shear transfer capability.
This leads to the development of glass and carbon fibre reinforced plate, CFRP and
GFRP. Later in recent, biocomposite materials combining natural or plant fibre with
polymer matrices is introduced to replace the man-made fibre due to several factors
focusing on environment and sustainability, as biofibre plates are eco-friendly.
In this research study, kenaf fibre is chosen as the materials in developing biofibre
reinforced composite plate as an external reinforcement as they are likely environmental
friendly and economical. It is clearly that this biocomposite can help to reduce the
increasing cost of using petroleum-based material. Kenaf fibre comes with high flexural
strength and tensile strength, making it as one of the choices in extruded, moulded and
3
non-woven products. The fibre has replace the glass fibres in utilized as reinforcement
material for polymeric composites. Plant fibres are certainly have more advantages
compared to glass and carbon fibres as they are cost effective, have lower density,
renewable, recyclable, abrasive and biodegradable. This method is the best solution to the
main problem as it promotes the sustainability development and green development.
Recently, people are alert on the materials chosen for structural upgrading has
additional function in efficiency and sustainability. The materials should have fulfil these
criteria such as environmental friendly, sustainable, recyclable, reusable, renewable and
beneficial to local economy by generating income along low in cost. Waste disposal has
been a major issue in modern cities as more lands are required in land filling. This
problem is due to the expansion world population and needs of raw materials in satisfy
demands on world market is growing well. So, by practicing sustainable development
along with green building, these problems stand a chance to be reduced to minimum.
Figure 1.1 shows the general flow of the background on the introduction of fibre
composite materials to the structural industry.
FIGURE 1.1: General flow of the background of natural fibre composite plate
Strengthening of RC beam
Steel Plate
Carbon Fibre Composite Plate
Natural Fibre Composite Plate
4
1.2 Statement of the Problem
Cracked and weakened reinforced concrete beams will disturb the structure's stability and
worsen it. However, reconstructing or rebuilding the reinforced concrete beam is not one
of the top choice because it will definitely increase the cost and time. One of the best
solution would be rehabilitation of the cracked and weakened beams, by means a suitable
repair is adequate enough to solve this matter. So, the rehabilitation can be done by using
external reinforcement such as reinforced composite plate on the beam.
Carbon fibre reinforced plate (CFRP) and glass fibre reinforced plate (GFRP) are
able to replace steel plate effectively due to its high specific tensile strength, lower
density, corrosion resistance and easier installation. In spite of that, they have their own
disadvantages. When it comes to costing, these materials are significantly expensive
compare to other fibres. Furthermore, this man-made materials are not biodegradable,
brittle and hazardous as well.
Health hazardous due to manufacturing carbon fibre is one of the major problems
in nowadays. The disadvantages of carbon are its high price and brittle property. When it
compare to resins, fibres are distinctively inert. The main hazard of carbon is the
mechanical irritation, either of the skin or the respiration. The very small particle of
carbon can easily inhaled and thus respiratory problems or worse. But the size of kenaf
fibre is relatively bigger than carbon, too large to be inhale. Mechanical irritation
occurred when itching after direct contact with glass and carbon. Most fibres have a
sizing that can cause chemical irritation.
The carbon is hazardous when it is subjected to a fire after a crash. It produces
dangerous and hazardous compounds such as acids, cyanides and any other threat
compounds that bond with the fibres, which are carried by the smoke and flames into the
air. This poses a serious threat to anyone involving the fire extinguishment or any other
people nearby. The fibres will infiltrate into the skin and dissolve into the bloodstream.
Thus us compounded by the fact that the body does not recognize carbon as a foreign
elements and will not attempt to repels it. This proves that the carbon particle is
hazardous to human being and may bring harm to human health once it is not handled in
5
the right way. Moreover, these materials doubtlessly need extra precaution when being
handled.
Thus, to overcome this issue, biofibres was introduced to the industry. Biofibres
material do offer many advantages topping the problems encountered by previous
solution. These biofibres are renewable, recyclable, biodegradable, lightweight, non-
hazardous, higher flexural and tensile strength, relatively low density and non-toxic.
Further investigation on the development of natural fibre has been conducted by many
researchers in the world. Various green fibres are being used including jute, hemp, coir,
sisal and also kenaf.
1.3 Purpose of the Study
External reinforcing of reinforced concrete structures has slowly gained the popularity in
the industry because it is much easier and time effective compared to reconstructing the
whole deteriorating structure. In the beginning, steel plate are been used but some other
problems might occurred due to its natural properties.
The usage of steel plates might not be as efficient as expected, leading to the main
purpose of the study, which is to assess the effectiveness of kenaf fibre reinforced
composite plate as external reinforcement instead of steel plates in strengthening the
structural beams.
1.4 Objectives of the Study
The main objectives of the research study are as follow:
1. To investigate the physical properties of kenaf fibre reinforced composite plate.
2. To investigate the mechanical property of uncoated and coated kenaf fibre
reinforced composite plates at different weathering conditions.
6
1.5 Research Question
The research questions of this research study are:
1. What is the factors affecting the strength of kenaf fibre reinforced composite
plates?
2. How will kenaf fibre reinforced composite plates will be affected its strength by
the presence of water content?
3. How effective the epoxy resin in resisting water molecule from diffusing into
kenaf fibre reinforced composite plates?
4. What difference can be made by coated and uncoated kenaf fibre reinforced
composite plate?
5. Does long exposure to water content surface can affected the strength of kenaf
fibre reinforced composite plate?
1.6 Scope of Research
The scope of studies is determined in order to accomplish the objective of the research
study. Many studies have been performed to investigate on the structural properties of
natural fibre composite plates. However, the research study will focus on kenaf fibre only.
The collected kenaf fibres are raw materials which were purchased from LKTN
(Lembaga Kenaf dan Tembakau Malaysia).
On the other hand, the material chosen as bonding matrix phase would be epoxy
resin, model EPOXY BBT-7892 purchased from Berjaya Bintang Timur Sdn. Bhd. This
epoxy resin is consisting two liquid components which are resin and hardener. This model
is specifically designated for hand lay-up fabricating process in composite applications.
Different condition of kenaf fibre reinforced composite plate are fabricated which
is correctively uncoated and coated composite plates. This is carried out in order to
determine the best form of kenaf fibre composite plate is to use as application on external
reinforcement. The kenaf fibres are uniformly distributed in one direction during the
7
fabrication process in order to provide a better tensile strength. Tensile strength testing for
the mechanical property of the product will be based on ASTM standard D3039. Physical
properties of the fibre plates, for example moisture content and density will be also carry
out.
1.6 Outline of the Thesis
This thesis will provide an overview on the development of kenaf fibre reinforced
composite plate and also focused on the investigation of the tensile properties of kenaf
fibre reinforced composite plate, each uncoated and coated with different weathering
conditions.
In the chapter one, a general idea on the background of fibre reinforced plate will
be briefly explained with problems occurred. Reasons of the application of this
technology on strengthening will stated as well. This chapter summarizes the purpose and
gives an overview on this research study.
Chapter two will explain about the literature review of the study, providing
relevant information to support the study. There would be a deliberation on the
classification and characteristics of the natural fibres including kenaf fibre including
applications of materials applied on the research. Several methods of fabrication will be
discussed to clarify the execution of the study.
On the next chapter, a research methodology will be illustrate as detailed
procedure on conducting the development of kenaf fibre reinforced composite plate will
be explained thoroughly. The method used to fabricate the kenaf fibre reinforced
composite plate is the hand lay-up method. Then, the methodology will be continued with
the preparation on the physical properties test and the mechanical property test of the
product. In the end of the chapter, a proper research plan will be presented too.
Chapter four will focusing on the analyzing the results and outcomes from the
experimental and laboratory work. The targeted output of this study is mainly on the
8
uncoated and coated kenaf fibre with various weathering conditions. This resulted will be
recorded from the mechanical property test. Besides, physical properties test will help the
study to elucidate the characteristics of kenaf fibre reinforced composite plate,
concentrating at the density, water content and water absorption. The analysis of results
will be explained fully with assistance of tables and graphs. Next, problems occurred
during laboratory work will be discussed.
Finally, on chapter five, a conclusion will be made based on the objective declared
in the thesis. Then, recommendations for improvement of future research will be included
in this chapter.
9
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
Nowadays, as an interest growth in green development, a quite amount of researchers
have been study on the replacement of man-made fibres with green or natural fibres.
Thus, the use of green fibres in building structural has further accepted by the industries.
There are several properties that are required for construction purposes such as high
specific strength and modulus, low cost, low density, absence of health threats, easy
modifications and sustainability.
2.2 Natural Fibres
Natural fibres have become increasingly used in many applications not only
because they are environmental friendly, but it is also because of their various desirable
properties including stiffness. Natural fibres has been used on many products such as
cloths, carpets, ropes, paper, mats and also building materials. The synthetic fibres mostly
10
produced from non-renewable resources and poses many problems. For an example,
health risks rise up in the application of petroleum based products either from direct or
indirect exposure such as water and air pollution. It is clearly natural fibre is helping in
the needs of achieving sustainable development. Natural fibres can be extracted from
leaves, bark and fruit of the plants itself. Natural fibres such as cotton, hemp, kenaf, sisal
and others are widely used in numerous industries.
FIGURE 2.1: Hemp and cotton
The use of natural fibres and epoxy matrix is highly beneficial. It is because its
strength and toughness of the resulting composites are greater than those of the
unreinforced plastics. Plus, cellulose-based natural fibres are technically durable, low in
cost, lightweight, abundant and renewable. Recently, natural fibres reinforced polymer
materials are used commercially such as automotive, sporting good, marine, electrical,
industrial, construction, household appliances and even aerospace structure. Table 2.1
will show the advantages and disadvantages of natural fibre.
11
TABLE 2.1: Advantages and disadvantages of natural fibres
Advantages Disadvantages
Producible with low investment at low
cost, which makes the material an
interesting product for low-wage
countries.
Thermal recycling is possible, as glass
causes problems in combustion
furnaces.
Low specific weight, resulting in a
higher specific strength and stiffness
than glass.
Benefits on being designated for
bending stiffness.
Renewable resources, the production
requires little energy as CO
2
is used
while oxygen is given back to the
environment.
Price can fluctuate by harvest results or
agricultural politics.
Lower durability, fibre treatments can
improve this issue.
Have moisture absorption that causes
swelling of the fibres.
Lower strength properties, particularly
its impact strength.
2.3 Kenaf Fibre
Kenaf fibres have history of cultivation in some areas in the world such as India,
Bangladesh, United States of America, South Africa, Vietnam, Thailand, Indonesia, and
even in Malaysia. Known as Hibiscus Cannabinus, it is a tropical crop related to jute or
cotton, and it has been incorporated in various applications, successfully. The stems of
kenaf are able to produce two types of fibre, which are coarser fibre in the outer layer
(bast fibre) and a finer fibre in the core. The harvesting time of kenaf fibre only takes
about 150 days. This shows that this fibre are more efficient in producing wood products,
reducing the demand of of timber, and leads to the solutions of deforestation activities.
12
It is an annual or biennial herbaceous plant growing to 1.5-3.5 m tall with a
woody base. The stems are 12 cm diameter, often but not always branched.
The leaves are 1015 cm long, variable in shape, with leaves near the base of the stems
being deeply lobed with 3-7 lobes, while leaves near the top of the stem are shallowly
lobed or unlobed lanceolate. The flowers are 815 cm diameter, white, yellow, or purple;
when white or yellow, the centre is still dark purple. The fruit is a capsule 2 cm diameter,
containing several seeds.
Initially, kenaf leaves were consumed in human and animal diets, and the bast was
used as bags and the sails for Egyptian boats. They were also used as rope, twine, coarse
cloth and also paper. Other than that, in 1992, California, Texas, Louisiana and
Mississippi used kenaf for animal bedding and food. Nowadays, kenaf fibre is widely
used including in engineering wood, insulation, clothing-grade cloth. soil-less potting
mixes, animal bedding, packing material, and also oil and liquid absorbent.
FIGURE 2.2: Kenaf fibres
13
2.3.1 Properties of Kenaf Fibre
The physical properties of natural fibres are depending on the type of fibre itself. Kenaf
filament consist of discrete individual fibres sized 2-6 mm. Their properties are
depending on the sources, age, separating technique and even the history of the fibres.
The stem is straight and it is also unbranched, composed of an outer layer, which is bark,
and a core. The process of separation of the stem into bark and core is considerably easy,
either by chemical or enzymatic retting.
The performance of the materials is presented in terms of their mechanical
properties. Tensile properties, flexural properties, compression properties, impact
properties, and wear behaviour are important to determine and for the sake of validity of
the kenaf ability, focusing under extreme and critical conditions, which are the connection
between the material and the engineering performances. It is proven that the kenaf fibre is
able to demonstrate an equivalent tensile strengths. Besides, the flexural strength of kenaf
also is remarkably high compared to other fibres such as hemp, coir, and sisal.
Plasticization is one of the sign of humidity aging, which contributes to long-term
failure of an organic matrix. This is due to the water absorption property of the fibre.
Plus, the humidity aging also may cause defects to the mechanical properties and
dimensional stability of composites. Hence, this became one of the major concerns in
developing solutions towards green technology. In kenaf side, it will reach its equilibrium
at a certain specific immersion time. However, it will change its magnitude of absorption
at a certain time, where it may solve few obstacles. This means that the penetrability of
water, causing it to become active as water penetrating into the interface through voids
induced by swelling of the kenaf fibres, resulting the ability of the kenaf to neutralize the
acidity itself.
14
TABLE 2.2: Advantages and disadvantages of kenaf fibres as natural fibres
Advantage Disadvantage
High specific strength
Renewable
Low cost
Less health risk
Good heat conductor
Low impact strength
High moisture absorption
Low durability
Quality varies
Poor heat resistance
2.4 Epoxy Resin
Matrix materials have been used in structural industry for a long time. However, they can
be classified into two main categories. The categories are consist of thermoplastic
polymer and thermosetting polymers. Thermoplastic polymer is a type of plastic that
changes its properties depending on temperature. It will become soft when heated and
smoothly hardened when cooled. Under a certain temperature, they have a significant
structural strength, but they will soften then melt upon heating. Thermoplastic polymer
are such as polyethylene, polypropylene and vinyl.
On the other hand, thermosetting, also known as thermoset, is a type of polymer
material that irreversibly cures, as it takes heat to do the curing. Other than that, this type
of polymer also cured by a chemical reaction, or irradiation, such as electron beam
processing. Initially in liquid or malleable form, thermosetting polymer cannot be
reheated and melted back to liquid form once it is hardened. Example of thermosetting
polymers are epoxy, polyester, silicone and alkyd.
Thermoset materials are basically stronger than thermoplastic materials. This can
be explained by the three dimensional network of bonds, which is cross-linking. Also,
thermoset materials are better in withstand the higher temperature applications up to the
decomposition temperature. However, since it is non-reformable, the chances for
recycling the material is close to zero. Thus, for this fabrication of kenaf composite plate,
thermosetting material, epoxy is used.
15
In general, uncured epoxy resins have only poor mechanical, chemical and heat
resistance properties. However, excellent properties can be obtained by curing. Curing is
a process of reacting the linear epoxy resin with suitable curatives to form three-
dimensional cross-linked thermoset structures, such as hardeners. Curing of epoxy resins
is an exothermic reaction, hence it may produces sufficient heat to cause thermal
degradation if not controlled. So, epoxy resins has becomes one of the best option in
producing composite plate due to its better bonding between fibres ad matrix, along with
compatible sizing, its ability to cure at room temperature and good creep resistance.
As stated, epoxy can be cured by adding hardener and each hardener gives
different cure profile and impacts different properties to finish products. This can be
elaborated with the relation between the selection of hardeners with the rate of curing
time, and also the volume ratio of epoxy resin and the hardener. However, it cost higher
than other matrix materials. Epoxy also provides higher viscosity then most polyester,
causing a slightly higher degree of difficulty in execution. The table below shows the
advantages and disadvantages of epoxy resin.
TABLE 2.3: Advantages and disadvantages of epoxy resin
Advantage Disadvantage
Wider range of properties
Lower shrinkage during curing time
Absence of volatile elements during
cure
Ability to resist chemical and solvents
Provides great adhesion to wide variety
reinforcement
Higher cost
Longer curing time
16
2.5 Natural Fibre Reinforced Composite
A composite material is made by mixing two or more materials or elements or even by a
unique combination of properties. For thousand years ago, the wattle and daub is a prove
of man-made composite materials that has been applied as building materials, resulting
them one of the earliest composite materials been developed ever. Besides, the most
common composite materials are Portland cement concretes and asphalt concretes, which
are widely used in construction industries nowadays.
Practically, the natural fibre reinforced composites are composite materials made
from natural fibres and polymer matrix such as epoxies. Biocomposites are hybrid
materials made of polymer resin reinforced by natural fibres, providing a significantly
high mechanical and physical performances. The short and discontinuous natural fibre
composites can be considered as a success, but the application of long continuous fibres
are widely encountered lately. The long continuous fibres is basically more advanced for
capital-intensive materials and products. The structural properties can be modified by
changing the direction of the fibres in the resin, increasing the strength.
Within the bonding in the composite plate, the poor capabilities and drawbacks of
the individual elements will be solved. This can be shown by its high in stiffness and
strength with a low weight and excellent corrosion resistance. Since the excellence
performance takes up a considerably long duration, this technology gains a higher
demands compared to wool and metal.
2.6 Fabrication Methods
The fabrication methods are able to influence the performance of composite that
produced, although the mixing product of fibres and matrix itself resulting higher
performances in any properties. This shows the importance of fabrication method in the
manufacturing of the composites. In a nutshell, there are so many methods are used in the
industry, varying techniques, advantages, limitations and specific characteristics of final
production. Nevertheless, these hand lay-up, resin transfer moulding, Seemann composite
17
resin infusion moulding process (SCRIMP) and compression moulding can be considered
as the upfront in the industry as the fabrication methods.
2.6.1 Hand Lay-Up Method
This method is the simplest yet the most executed in the industry. The hand lay-up
method is applied to manufacture a significant amount of fibre reinforced polymer
composite products. The process consists of chopped or continuous fabric which
impregnated or soaked with resin using handheld rollers, brushers and other related
apparatus. The fabric layer are stacked on each other, with each layer being applied with
matrix, which is the resin. Open mold is used for the hand lay-up process. By this way, it
can save cost because it can be easily modifiedto develop products with different shape
and surface texture.
In the open mold process, the surface of mold is applied with several layers of
wax or glycerin so that the products are easily removed. It is also sprayed with a
pigmented polyester resin called gel coat. On top of the gel coat, fibre layers will be
saturated by resin and catalyst at the suitable room temperature are located. To achieve a
proper and uniform wetting on the reinforcement, each fibres will be pressed by using
hand rollers. "Prepreg", also known as pre-impregnated reinforcement of resin is carried
out to ensure the consistent control over reinforcement to resin ratio by weight or volume.
This method may take a longer time and it involves a lot of labor-intensive steps even
though the procedures are simple. Still, there are possibilities of the variation throughout
the process. In spite of its simplicity in the execution, a good ventilation and protective
equipment are essential for the participated workers.
18
FIGURE 2.3: Hand lay-up method
2.6.2 Resin Transfer Moulding (RTM)
Unlike the hand lay-up method, this resin transfer moulding is a close mould process,
whereby the mould are kept under a low pressure. The preformed fibre reinforcement is
placed in the mould throughout the fabrication process and they will be infused with resin
and catalyst, as the fibres themselves will pumped into the closed mould under low
pressure. Next, the mould is heated and cured in order to create a composite part. The
surfaces of the mould is then utilized in the process by coating it with gel coat, or even
applied with a veil to create a the best quality of smooth surface of final product.
In the fabrication process, the complex shapes can be made in one operation with
or without inserts. The process can be automated with limited void content. On the
19
brighter sides, this method can release the less hazardous emissions. The resin commonly
used for this method are polyester, vinyl, ester, epoxies and others. This process also
consisting a mineral fillers, which are nanoclays. The mineral fillers will exfoliate to
enhance fire retardancy, mechanical properties, durability and surface finish.
Furthermore, a good controlling system in the process under low pressure
provides a high product strength with minimal fibre damages. Due to its high production
rate and ability to produce complex shapes, it is more preferable in the automobile
industry. Figure below shows the process of resin transfer moulding method.
FIGURE 2.4: Resin transfer moulding process
20
2.6.3 Seemann Composite Resin Infusion Moulding Process (SCRIMP)
The Seemann composite resin infusion moulding process (SCRIMP) is actually a
vacuum-assisted resin transfer moulding process that produces parts for aerospace,
transportation, and infrastructure applications. SCRIMP is applied for co-moulding
composite skins and core in one piece without using autoclave. It is similar to the resin
transfer moulding which contributes in performing parts using dry fibres and core.
However this process does not need two sided mould or resin pressure, unlike the resin
transfer moulding.
Based on the figure below, the fibre layer including any core is saturated, or
soaked in one infusion step, which leads to the elimination of the weaker secondary bonds
and relatively longer times that are associated with the resin transfer moulding process.
Fabric preform acts as an effective breather layer, eliminating the trapped air voids in the
resin infusion process. Resin infused through the fibre layers are spread evenly and the
fibres will be saturated. This method is applied in the manufacturing of composite parts
like those with single skin and cored construction as well as complex three-dimensional
truss parts.
FIGURE 2.5: Seemann composite resin infusion moulding process (SCRIMP)
21
2.6.4 Compression Moulding
The compression moulding is a technique off moulding which a preheated polymer is
placed into an open, heated mould cavity. The good thing is, this method can be used for
both thermosetting polymer, as well as thermoplastic polymer for the sake of
manufacturing purposes. Throughout the process, matrix materials including the fibres are
applied directly in the mould cavity and then will be compressed under a certain pressure.
The mould is closed with a top plug and forces are applied to perform the compression
process of the involving materials to contact all area of mould evenly.
The thermosetting polymer will be cured through heating process. On the other
hand, the thermoplastic polymer will soften up and form into the mould cavity shape with
heat and pressure. The controlling of the temperature, pressure and time residence are
depending on the properties of employed materials and the dimension of product
required. The compression moulding is high in volume and pressure plastic moulding
method, which is suitable for complex moulding and high strength products. Thus, this
method can be considered as one of the top choices in the automotive industry for
manufacturing parts, due to its time cnsuming and high production rate.
FIGURE 2.6: COMPRESSION MOULDING
22
CHAPTER 3
RESEARCH METHODOLOGY
3.1 Introduction
This chapter generally describes and discusses the overall plan of the experiment program
to develop the kenaf fibre reinforced composite plate. The main focus on this research
study is on the difference in strength between uncoated and coated kenaf fibre composite
specimens. This will define the effects of water existence in the reinforced fibre plate.
The research plan will includes the determination of kenaf fibre reinforced composite
plate, physically and mechanically including its development.
Data that have been gathered will be analyzed to detect the effect of water
existence to kenaf fibre reinforced composite plate. Hence, there would be various
conditions will be tested on the specimens, uncoated and coated.
23
3.2 Research Plan
The research plan in this study is primarily divided into three main components which is
including the fabrication of kenaf and the testing upon the specimens. Thus, the
components are fabrication of kenaf fibre reinforced composite plate, physical properties
tests on the specimens, and mechanical property test on the specimens. The proper
procedure will be explained thoroughly. Besides, the optimum load for compaction will
calculated.
First of all, after kenaf fibres is purchased from LKTN (Lembaga Kenaf dan
Tembaga Malaysia), after an appropriate preparation of the fibre, the fabrication of kenaf
fibre reinforced composite plate will be carried out. The execution of fabrication will be
done with using hand lay-up method. By this, the first objective has been achieved.
After 16 plates have been developed, the plates will be tested physically and
mechanically. In the beginning, physical properties tests will be carried out. There would
be three tests in order to find the physical properties of kenaf fibre reinforced composite
plates, which are density, moisture content and water absorption. This step is tally with
the second objective of the research study. Furthermore, the density test will be following
ASTM D3800 while moisture content and water absorption test will be following ASTM
D5229.
Step three, another specimens of kenaf fibre composite plate will be tested on its
mechanical property, which is tensile strength. In this study, only tensile property will be
determined, since the main objective of the development of kenaf fibre reinforced
composite plate is to overcome the external tension applied on the concrete beam.
Concrete structure can withstand compression effectively, but not tension force. To
investigate the tensile strength of the kenaf fibre plate specimens, ASTM D3039 will be
followed. By this, the last objective of the research study is achieved.
Throughout the fabrications and physical and mechanical properties test,
observations will be made. The data will be monitored and recorded for the next analysis.
The main target of the tests is to find the relation between the strength of the kenaf fibre
24
reinforced composite plate with the water existence. Ergo, conclusion will be made
wholly. On the conclusion, further recommendations also will be stated.
FIGURE 3.1: General flow of research plan
25
3.2 Fabrication of Kenaf Fibre Reinforced Composite Plate
In fabricating kenaf fibre reinforced composite plate, the hand lay-up method will be used
because it is the most suitable method among all.
For each plate, there will be five layer of kenaf fibre weighed 12g each, making it
total 60g of kenaf fibre for each plate. The size of plate is 400mm x 80mm x 6mm. The
mould used is made of steel, and matrix material is epoxy resin. The fabrication process
will end with compaction of the plate with an optimum load.
3.3.1 Material Preparation
3.3.1.1 Kenaf Fibre
Kenaf bast fibres have been selected as the material of fibre phase in the fabrication of
kenaf fibre reinforced composite plate. The bast is used due to the distribution of the
fibres. The fibre composite plate bond on the tension surface of beam must provide ample
tensile strength in order to achieve external reinforcement. Hence, the fibres are preferred
to be long and continuous along the plate so that a better tensile strength can be provided.
Moreover, the fibres are needed to uniformly distributed in one direction. However, kenaf
core fibre does not obey the long and continuous characteristics as they are short and thin
walled.
During the preparation of the fabrication process, the fibres have to be handle
properly in order to accomplish the requirements; continuous, uniformly distributed,
unidirectional. disintegrate and straighten. There are several methods can be applied with
assisting tools such as clips, and comb. The fibre first is cleaned to remove dirt and others
to maximize the quality. The discontinuous fibre is also need to be removed, as tensile
strength may drop due to its existence. All the unwanted are removed by combing. This
combing technique is also usable to straightening the curly parts of the fibres. Despite
combing, there are still curly parts that need to be done, hence, cellophane tape and clips
26
are used by fixing the fibres at both ends by using this. Plus, this fixing can ensure the
fibres are not overlapping each other, and they also won't be twisted.
FIGURE 3.2: Kenaf fibre
The strength of kenaf fibre composite plate depends on the bonding between
matrix and fibres. If fibres are not disintegrated properly, gaps will existed between
fibres, causing the plate to inexact. There will be conditions where some parts of fibre
will not fully soaked with epoxy, resulting air voids within fibres.
3.3.1.2 Epoxy Resin
Matrix materials have been used in structural industry for a long time. However, they can
be classified into two main categories. The categories are consist of thermoplastic
polymer and thermosetting polymers. Thermoplastic polymer is a type of plastic that
changes its properties depending on temperature. It will become soft when heated and
smoothly hardened when cooled. Under a certain temperature, they have a significant
structural strength, but they will soften then melt upon heating. Thermoplastic polymer
are such as polyethylene, polypropylene and vinyl.
27
On the other hand, thermosetting, also known as thermoset, is a type of polymer
material that irreversibly cures, as it takes heat to do the curing. Other than that, this type
of polymer also cured by a chemical reaction, or irradiation, such as electron beam
processing. Initially in liquid or malleable form, thermosetting polymer cannot be
reheated and melted back to liquid form once it is hardened. Example of thermosetting
polymers are epoxy, polyester, silicone and alkyd.
Thermoset materials are basically stronger than thermoplastic materials. This can
be explained by the three dimensional network of bonds, which is cross-linking. Also,
thermoset materials are better in withstand the higher temperature applications up to the
decomposition temperature. However, since it is non-reformable, the chances for
recycling the material is close to zero. Thus, for this fabrication of kenaf composite plate,
thermosetting material, epoxy is used.
The epoxy purchased consists of two component liquid, which is the resin and the
hardener. For application in fabricating the kenaf composite plate, the mixing ratio of
resin and hardener is 5:1. Averagely, 250g of resin will be mixed to 50g of resin in a
suitable container. This measurement usually enough for making one composite plate.
Safety precautions such as wear rubber gloves are required when mixing the epoxy, as
skin irritation may occurred when directly contact to the skin. Since the material is
corrosive, precaution needs to be taken seriously. Furthermore, masks are needed as the
ammonia-like smell are definitely unpleasant. The epoxy is mixed manually using stick
for about 5 minutes before applied to the fibres.
28
FIGURE 3.3: Epoxy resin; a) Resin and b) Hardener
FIGURE 3.4: Mixing epoxy resin
A
B
29
3.3.2 Steel Mould Preparation
In order to produce a well performance fibre composite plate with required dimensions
using epoxy resin, a mould will be needed. Problems such as leak of epoxy may occur
during fibre composite fabrication due to narrow spaces between the middle frame and
bottom plate. This can cause the thickness of kenaf fibre composite plate not constant
thus will affect the performance. Silicone sealant is one of the best way to solve this. The
spaces will completely covered by this sealant. The silicone sealant is applied before the
fabrication process started. Then the plate is applied with a layer of grease to prevent the
fibre composite bonded on the steel mould surface and it also makes it easier to remove
the plate once it is done.
FIGURE 3.5: Preparing the mould
3.3.3 Hand Lay-out Method
The hand lay-up method is used to produce a significantly large number of fibres
reinforced polymer composite products in the industry. Thus, before starting the
30
fabrication, the fibre, epoxy resin and mould must be prepared thoroughly. The following
will be details of procedures in fabricating the kenaf fibre reinforced composite plate.
First step, the surface of the mould will applied with a thin layer of grease. The
thin grease layer is essential because it would prevent the completed kenaf fibre
reinforced composite plate from sticking to the mould and hard to removed. Then, the
mould surface with thin layer of grease is pre-coated with prepared resin mix. The epoxy
resin is spread evenly on the centre part of mould surface with assisting tool such as
spatula and scrapper. The amount of epoxy resin used in this first layer is depends on the
required fibre composite plate size.
FIGURE 3.6: Fabrication process of kenaf fibre reinforced composite plate
Step two, the prepared kenaf fibre layer will be applied on the epoxy resin mix
surface. Minor forced is applied on the centre part which covered with epoxy resin using
scrapper. Gentle movement is recommended in this procedure to avoid fibres from comes
off. The kenaf fibre layer is pressed from centre to both sides of plate in order to spread
the epoxy resin mix into each part of mould. This is also to ensure the kenaf fibres are
31
completely soaked with epoxy. Besides, this will increase the bonding between epoxy
resin and fibres as well as preventing air voids trapped in the composite plate. The air
voids in the plate can definitely decrease the strength of the composite plate. Throughout
the execution, the fibres must kept in the same direction.
Step one and two can be repeated four more times to complete the plate. However,
before proceed to the next step, kenaf fibres are pulled from both ends to ensure that
fibres are straighten by pulling the ends in opposite directions during the epoxy resin mix
is in elastic form. This is to ensure the direction of the kenaf fibres, preventing them from
curled up and disturb the strength of the product.
For step three, once the fibres are totally applied with epoxy resin mix, the mould
is closed and sealed with top plate. The designated holes on top of plate allow the trapped
air voids within mould released from the epoxy resin mix. Additional loads applied on the
top plate gives compression force on fibre composite to ensure the fibres and epoxy resin
are compressed. This will increase the performance of fibre composite plate produced.
Heavy objects such as bricks are place on top plate of mould to give external loadings.
FIGURE 3.7: Summary of fabrication process of kenaf fibre reinforced composite plate
32
Lastly, the fibre composite is left to dry for about 24 hours with room temperature.
The plate will be removed from the mould gently. Figure 3.7 is a summary of the
procedure of the fabrication of a kenaf fibre reinforced composite plate.
3.3.4 Load Compression
After the fabrication process is done, the mould filled with kenaf fibre and epoxy resin
mix must be compressed until the product is dry. Therefore, an optimum load of
compression must be set in order to standardize the compression criteria. The optimum
load of compression is important to maintain the quality of the product kenaf fibre
reinforced composite plate along with preventing the mould from break or damage due to
excessive load applied.
To determine the optimum compression load, in the beginning of the compression,
the weight of the load must be applied gradually. Starting from 10kg, another load will be
added increasingly until the top plate is touched the mould. Right after they are in contact,
there will be no more loads need to be applied, by means, the total load applied is the
optimum load for compression. Figure 3.8 shows the illustration when the top plate is
touched the mould.
FIGURE 3.8: Determination of optimum compression load
33
From the compression process, it is found that the optimum compression load for
a plate is 50kg. Hence the compression pressure acting on the steel mould can be
calculated.
Compressive Pressure =
=
= 20.83 kN/m
2
3.3.5 Lessons Learnt and Precautions
In producing the kenaf fibre reinforced composite plate, there are few lessons that I have
learnt from the errors and problems that I have faced.
It is clear that the compaction process is very important in producing high strength
of kenaf composite plate. However, since the plate has a long dimension, then the
compaction occurred is possibly uneven. This will affected the strength of the plate since
there will be still air bubbles trapped in the epoxy mix resin and kenaf fibres. The error
that I have made is, I put loads at the center of the top plate. This caused the compaction
focused on the center part of the plate, leading to uneven compaction of the plate. Thus,
the solution is, to do the compaction, the first load has to be on both end sides of plate, or
the first load has to be as long as the top plate. Then the other load can be placed as usual.
This will guarantee the even compaction of the kenaf fibre reinforced composite plate.
34
FIGURE 1.9: Error; load focused on the center of the top plate
FIGURE 3.10: The proper way; the first load is as long as the top plate
FIGURE 3.11: The first loads are placed at the end of plates
35
In compaction of the fibre, there are possibilities that the fibres spilled out. This is
due to the amount of kenaf fibre used in fabricating the fibre reinforced composite plate.
The spilled fibres can cause the plate to decrease its strength, due to lacking amount of
kenaf fibre in the composite plate. This happened when the loads are pressed the top
plate, the kenaf fibres at the top are dispersed to the sides. Supposedly, with a proper
procedure and a great, ample pressure in compaction, this problem can be prevented. The
reality stated that the dispersed fibres cant be prevented since it will move to side since
the epoxy is not fully hardened yet. So, the solution is, when preparing the epoxy and
kenaf fibre in the plate, it is best to leave spaces at both sides inside the plate. This will
help the dispersed kenaf at the top to fill the space provided. Hence by this way, the
strength of the plate can still maintained.
FIGURE 3.12: Spilled fibres
FIGURE 3.13: Leaving spaces at sides to prevent fibre spills
Spilled Fibres
36
When opening the plate and separate the kenaf fibre composite plate from the
mould, it would be hard to separate them especially when removing the top plate. This is
because the epoxy resin have a very high cohesion strength and the dry product of epoxy
will make it harder to remove as it is very high in strength resistance. Apparatus such as
scrapper, nail and hammer are needed to remove the plate from the mould. This can cause
the metal mould scratched off, or even worse, the fibre plate to break. So, to solve this,
after the mould is applied with grease, gently cover them with plastic cover. This is also
need to apply on the top plate. When the curing time is completed, they will be easier to
remove.
Safety is very important. It is a compulsory for us to make sure the safety is
guaranteed throughout the fabrication of the plate. Precautions can be taken to prevent
from any problems. When it comes to handling the epoxy resin, precautions such as
wearing gloves, goggle and face mask are strictly compulsory. This is because the epoxy
resin is an exothermic material. It produces heat and gas when the hardener is mixed with
the epoxy resin. The gas produces may cause problem when it is inhaled directly
especially to asthmatic patient. When laying the fibres in the plate, spread the epoxy resin
using scrapper instead of bare hands. Besides from protecting hand from possible
irritation, the scrapper do provides a better, even spread on the fibres. When placing the
load on the plate for the compaction process, precautions also need to take. The plate
mould need to be placed on the ground so that it is easy to place the loads, and it would
cause less problem if the loads fall, because the ground is near.
3.3.6 Sample Specimens
After all composite plates have been developed, which the total is 12 plates, the plates
will be sent to timber factory to cut them into specimens. There are three specimens are
produced from one plate, making 48 specimens in total. The dimensions for each
specimens is 250mmx15mmx6mm. Then, 18 specimens will be coated with a layer of
epoxy resin mix. These specimens will be used in mechanical property test which is
tensile strength test, in a category 'Coated'. The other 18 uncoated specimens are also will
37
be tested on the same test. The rest of the specimens will be tested on the physical
properties test, which are density, moisture content and water absorption. Three
specimens for the water absorption test are also coated.
FIGURE 3.14: Sample specimens
3.3.7 Uncoated and Coated Specimens
From these 18 specimen plates, they will be divided by half. Half of them will directly be
tested in various environment, which they will be left at indoor, outdoor and in the water
for 7 days, 14 days and 28 days. After they undergo these conditions then they will be
tested its strength. These sample plates are in category Uncoated specimens.
When the plate is cut into smaller size of specimen plates, there would be exposed
surface area(s) occurred at the sample plate. Hence, for the other half plates, they will be
coated by epoxy resin to cover the exposed surface. This will be carried out to determine
the effects of exposed area to the strength of the kenaf fibre reinforced composite plates.
After that the Coated specimens will undergo the same procedure as the Uncoated
specimens. All data will be recorded and tabulated for analysis of the kenaf fibre
reinforced composite plate.
Theoretically, water content does affect the strength of the kenaf fibre. The
presence of water will weaken the inner bond in the fibres thus make it easier to break.
So, the exposed surface area will exposed to water moisture in the air as well. The
38
comparison will be made between the coated specimens and the uncoated specimens to
determine the effect of moisture content in the air towards the exposed surface area of
kenaf fibre reinforced composite plate. Figure 3.15 shows the flow chart of the tensile
test.
FIGURE 3.15: Flow chart for physical properties tests and mechanical property test
3.4 Physical Properties Tests
The physical properties of composite varies based on the materials and fabrication
method have been applied for the manufacturing process. Application of composite for
industrial is depending on the physical properties which gives unique features to
composite. So, physical tests are performed in order to determine the required physical
properties including density, moisture content and water absorption of the kenaf fibre
reinforced composite plates.
39
3.4.1 Density
The density of the kenaf fibre reinforced composite plate is important to compare its
usefulness with other external reinforcement in the industry. Theoretically, when the
density of a material is high, the weight of the material definitely will be high. As
mentioned before, lightweight materials are preferable for an easy installment and
maintenance. For this research study, the density test procedure is applying Archimedes's
method.
The resting procedure is referred to standard testing method ASTM D3800 and
apparatus are including thermometer, stirrer, balance, balance stand, suspension wire and
water are used. The specimen size for this test are not specifically stated, but I have used
the specimens with the same size as other tests which is 250mm x 15mm x 6mm. The
suspension wire is weighed in the air first. Then, the weight of suspension wire with the
specimen is weighed. The suspension wire with specimen is then immersed in the water
and weighed again. All the readings are recorded in a table. The weight of the suspension
wire in the water is also recorded. Three specimens are used and average density is
calculated.
FIGURE 3.16: Weighing the specimen in the air
40
FIGURE 3.17: Weighing specimen in the water
3.4.2 Moisture Content and Water Absorption
Moisture content test is conducted to investigate the initial water content in the fibre
plate. The apparatus used for the testing including oven, measuring weight, glove and
container, besides the specimen itself. The initial weight of three specimens are measured
and later on oven-dried at 150C temperature for 24 hours. Once the oven-dried
specimens are removed from the oven, the specimens are weighed again and the average
moisture content of kenaf fibre reinforced composite plate can be determined.
Moisture absorption test is a crucial test which is to determine the amount of
moisture can the kenaf fibre reinforced composite plate absorb. The specimens will be
tested within two conditions, which are uncoated and coated. This is also to determine the
effectiveness of epoxy resin mix in coating the exposed surface of the fibre plate and the
ability of the epoxy resin in water resistance. So for this test, three uncoated and three
coated specimens are used and then the average moisture absorption of uncoated and
coated specimens are determined separately.
The specimens prior to testing were dried in an oven at 150C and then were
allowed to cool to a room temperature. They then are kept in desiccators. The weights of
41
the specimens are then recorded before being submerged into the water for 48 hours.
After that, the specimens were taken out from the moist environment and all surface
moisture was removed with a clean dry cloth or any drying materials. The specimens
weights are measured again. The weight difference before and after submerging in the
water is calculated as it is representing the water absorption. Hence, the percentage
weight gain or the water absorption of the specimens is measured by this equation:
Water Absorption. % M
t
=
()
From the equation, the W
o
and the W
t
denote the oven-dry weight and the weight
after the specimens being submerged in the water for 48 hours respectively.
3.5 Mechanical Property Test
The performance of a material can be determined by its properties and behavior under
mechanical properties which includes tensile, compressive, shear and other properties in
the environment. These properties will be a critical criteria when selecting the suitable
materials in a given application as well as designing a structure with the selected
materials. These mechanical properties are measured by a laboratory tests first before
being used in the industry. Thus for this kenaf fibre reinforced composite plate, only
tensile property will be determine. By book, the concrete is able to withstand compression
force effectively, but poorly in resisting tension. When applied tension on concrete, the
structure will break or damage. In other words, concrete beam can withstand a big
compression but very small tension. This is leading to the invention of the external
reinforcement, to externally withstand tension force of the structure.
42
3.5.1 Tensile Strength
Tensile testing is a material test where the sample is subjected to tension force until
reaching the failure state. The test result will be used to select the material whether it is
appropriate for the application in the structure industry. However, understanding on the
background theory of tensile test is crucial before conducting the test. It is because it is
challenging to obtain a valid tensile property from a tensile test. The conduction of tensile
test will be based on standard ASTM D3039.
According to the standard, minimum of five straight sided specimens for each test
condition is required. The width of straight sided specimen is 15 mm and overall length
must be 250mm. These explains the dimension of the specimens which is mentioned
before. The tab material used in this test will be aluminium with 1mm thick and 50mm
length. The fibre composite plate is cut to 250mm x 15mm x 6mm as stated previously.
Each test conditions is conducted with at least three specimens to obtain an accurate
average reading. The testing of tensile strength will be using the Universal Testing
Machine (UTM) model INSTRON 8801.The composite plate specimens are subjected to
the testing machine to ensure that the specimens is tight to prevent errors during the
testing.
FIGURE 3.18: Specimen for tensile test
43
FIGURE 3.19: Universal testing machine (UTM) INSTRON 8801
FIGURE 3.20: Consequences when the composite plate are not well made
3.6 Presence of Water
As mentioned before, water plays a crucial role in weaken the strength of kenaf fibre
reinforced composite plate. Humidity aging is initially known for being a main factor of
long-term failure of organic matrices when they are exposed to atmosphere or when
44
having a contact in liquid form. The presence of water that have been absorbed into the
composite plate may cause the plate to swell, causing degradation of the intermolecular
strength by hydrolysis, osmotic cracking and also changes of water state that leads to
hydrothermic shock. These will disturb the durability of the plate gradually.
The penetration of water is done by three mechanisms. The first mechanism is
consisting the diffusion of water into the very small voids that are already present in
between the polymer chain. Then, the voids are becoming some sort of capillary transport
which transmit the water molecules to all voids to fill. This is because the voids
represents the incomplete moisture. Lastly, when the fibre plate starts swelling, the
transportation of micro-cracks in the plate. Although matrix such as epoxy resin are
completely water resistant, the epoxy is possible to moisturized, thus provides a higher
moisture to be transported throughout the plate, internally.
Focusing internally, when talking about kenaf fibre material, the fibre is
hydrophilic, meaning that the material is likely to contact with water. Although the rate of
absorption will reach its equilibrium at a certain stage, with a small amount of water
presence will weaken the internal strength right away.
45
CHAPTER 4
RESULT AND ANALYSIS
4.1 INTRODUCTION
This chapter basically elaborates the collected data and discussion on the analysis from
the laboratory testing. The tests are divided into two main categories which are physical
tests and mechanical test on both uncoated and coated kenaf fibre reinforced composite
plate specimens. The physical test is conducted to measure the physical properties of the
kenaf fibre reinforced composite plate which are density, moisture content and water
absorption, while only tensile strength test is conducted for mechanical property.
4.2 Physical Properties of Kenaf Fibre Reinforced Composite Plate
4.2.1 Density
The density of kenaf fibre is determined by using Archimedes's Method based on ASTM
D3800.
46
4.2.1.1 Procedures
1. The suspension wire is weighed in the air.
2. The weight of suspension wire with the specimen is weighed and recorded.
3. The suspension wire with specimen is immersed in the water and weighed again.
The data is recorded.
4. The weight of the suspension wire in the water is recorded.
5. All the readings are recorded in a table.
6. Three specimens are used and average density is calculated.
4.2.1.2 Results
Results are observed and recorded. The density is calculated by using these equations:
V
specimen
(cm
3
) = W
specimen
- W
submerged
water
specimen
= W
specimen
V
specimen
where
W
specimen
= Weight of the specimen in the air, in g.
W
submerged
= Weight of the specimen in the water, in g.
water
= Density of water, 1 g/cm
3
specimen
= Density of the specimen in g/cm
3
47
TABLE 4.1: Density of kenaf fibre reinforced composite plate
Sample Weight in air (g) Weight in water (g) Density (g/cm
3
) Density
(kN/m
3
)
1 27.32 8.83 1.477 14.77
2 31.38 8.43 1.367 13.67
3 30.29 6.75 1.286 12.86
Average 1.376 13.76
Steel usually have a density range between 77.50 kN/m
3
to 80.50 kN/m
3
[_]. Due
to high density, leading to higher weight, the application of the steel plate too reinforced
the beam externally would be rather difficult and intricate, as an advanced machineries is
required to lift and move the steel plates.
Carbon fibre reinforced plate (CFRP) rather have much lower density than steel,
ranged 17.50 kN/m
3
to 19.50 kN/m
3
[_]. This explains the broad uses of this plate in the
industry nowadays. CFRP has a very high water resistant, electrically conductive and
does not creep. These values promise a long term in aging the stability of the building. It
is known that water does play an important role in weaken the structure of a building. As
for steel, the presence of water will make it rust, and thus corrodes to failure. Along with
its high weight due to its density, making it as a second choice, after fibre reinforced plate
even though steel has a very high tensile strength. Furthermore, CFRP is highly resistant
to many chemical solutions. The installation process then would be so much easier as
there would not be any restrictions to the surface of the fibre plate.
48
FIGURE 4.1: Carbon fibre reinforced plate (CFRP)
Moving to glass fibre reinforced plate (GFRP), the density of GFRP is 17.7 kN/m
3
[_]. It also has a considerably low density compared to steel, which also helps the
installation to be easier and faster. Comes with fairly high Young's modulus and
strength, which are bonus in reinforcing the beam externally. However, there are several
issues that have been carried along. GFRP is basically expensive to produce, same as
CFRP, as it must be processed directly to shape by laying up partially. Then they requires
hot pressing, which is also expensive, to cure the layers of the glass fibres. Other than
that, it is difficult to shape, means the fabrication process is rather complicated than other
fibre reinforced plate. It also cannot be recycled, showing the uses of this GFRP is not
supporting sustainable development, which what are we fighting for nowadays.
49
FIGURE 4.2: Glass fibre reinforced plate (GFRP)
Based on the density test, kenaf fibre reinforced composite plate has the lowest
density among all., which is 13.76 kN/m3. As we all know, density is important in
indicating it usefulness regarding comfort, support and durability. This result shows that
the kenaf fibre plate is lightweight, making it easy for installation and other uses.
Although steel do have a huge difference of tensile strength, but due to the steel's density,
it may cause a burden. Kenaf fibre is absolutely great substitute for external
reinforcement because it also has high tensile strength. On the other hand, CFRP and
GFRP have their own disadvantages that kenaf fibre plate can overcome, making it
eligible to substitute them.
FIGURE 4.3: Kenaf fibre reinforced composite plate
50
4.2.2 Moisture Content
The moisture content of fibre is determined by laboratory testing based on the standard
testing method ASTM 5229. Three specimens are prepared during the test in order to
determine the average value of moisture content of kenaf fibre.
4.2.2.1 Procedures
1. The initial weight of three specimens are measured separately.
2. The specimens are oven-dried at 150C temperature for 24 hours.
3. The specimens are weighed again.
4. The average moisture content of kenaf fibre reinforced composite plate are
determined.
4.2.2.2 Results
The specimens need to be oven-dried for 24 hours to remove the moisture content in the
plate initially. The moisture content of the three specimens are calculated thoroughly
using these equations:
Moisture Content (%) =
()
where
W
0
= Initial weight of the specimen, in g.
W
t
= Final weight of the specimen, after oven-dried, in g.
51
TABLE 4.2: Moisture content of kenaf fibre composite plate
Sample Initial Weight (g) Final Weight (g) Moisture Content
(%)
1 32.5 31.59 2.88
2 30.4 29.6 2.70
3 33.2 32.33 2.69
Average 2.76
Based on the result, it is shown that the composite plate does absorb water, and
this can cause swelling of the materials. This also shows the possibilities of the
degradation of matrix or interfacial properties in the material. Theoretically, low moisture
content composites resulting in a higher and better performance. Inside the plate, the
existing moisture may leads to void development, and this may weaken the structure as it
would interfere the bonding between the epoxy resin and the fibre.
4.2.3 Water Absorption
Moisture absorption test is conducted in order to find the water absorption behavior of the
composite plate. It is based on the standard ASTM 5229. These specimens will be tested
under two conditions, which are coated and uncoated. Here we can foresee the role of
epoxy resin in resisting water absorption.
4.2.3.1 Procedures
1. The uncoated and coated specimens are oven-dried at 150C and then were
allowed to cool to a room temperature.
2. The weights of the specimens are then recorded.
3. The specimens are submerged in water for 48 hours.
52
4. The specimens were taken out from the moist environment and all surface
moisture was removed with a clean dry cloth
5. The specimens weights are measured again.
6. The water absorption of the specimens are calculated and recorded.
4.2.3.2 Results
In this test, the differences of the water absorption between uncoated and coated
specimens plays an important role, as it tells the effectiveness of the epoxy resin as a
coater. The water absorption of the specimens are calculated using this equations:
Water Absorption (%) =
()
where
W
0
= Initial weight of the specimen, in g.
W
t
= Final weight of the specimen, after oven-dried, in g.
TABLE 4.3: Water absorption of uncoated and coated kenaf fibre composite plate.
Type Sample Initial Weight (g) Final Weight (g) Water Absorption(%)
Uncoated
1 29.9 29.96 0.2
2 32.52 32.56 0.12
3 29.37 29.91 0.13
Average 0.15
Coated
1 33.03 33.03 0
2 33.01 32.02 0.03
3 37.56 37.58 0.05
Average 0.03
53
Water absorption is one important topic to discuss in developing kenaf fibre
reinforced composite plate. Since the existence of moisture in the fibre is able to disrupt
the strength of the product, as it would disturb the bonding between the elements, an
addition of moisture or water content from surrounding is something to prevent or reduce
to minimum. This concern is supported with the fact that the air in the atmosphere does
contain moisture, Also when this external reinforcement technique is applied, the plate
will be exposed to air and there are many possibilities that this plate will be exposed to
other liquid forms of inert and thus nullified its function, not mentioning other chemical
solution that have a high potential in spoil its strength.
In order to solve this issue, one needs to block the access of water or any other
liquid form of inert to penetrate the external reinforcement. One of the most effective way
is by coating the plate using its matrix, which is epoxy resin. As discussed before, epoxy
resin, a thermosetting material has a wide usage since it is waterproof, high specific
strength, heat resistance, strongly adhesive and chemical resistance. In order to make it
cost effective and minimize the waste disposal, we can use the excess epoxy resin used to
fabricate the kenaf fibre reinforced composite plate. This supports the sustainable
development as well although epoxy resin cannot be recycled, by using it to the
maximum. Thus, by coating the plate, it will increase the chance of the plate's life. Water
absorption testing is mainly to determine the effectiveness of coated kenaf fibre
composite plate in resisting water absorption.
So based on the results of the water absorption test, it clearly shows that the epoxy
resin is effectively minimize the water absorption of the composite plate. The water
absorption of uncoated kenaf fibre composite plate is 0.15% while coated plate shows
0.03% of water absorption, which is close to zero. Technically, if the fibre plate is coated
properly, it is possible that it will not absorb any water or other liquid. In this case, the
reason that there is still water have been absorbed by the coated kenaf fibre plate is
because it is not coated fully. Double coat would give a better performance. Back to the
result, it clearly shows the impressive performance of coated specimens compared to
uncoated one because there is a reasonably big gap between the values.
54
FIGURE 4.4: Differences of water absorption of uncoated and coated specimens
From the chart above, it shows an obvious differences in water absorption
between the two types of specimen. It became a matter because this test only conducted
where the specimens are only submerged in the water for 48 hours. The usage of this
external reinforcement are meant to be effective for a long time. Imagine that the coated
kenaf fibre reinforced composite plate is used for reinforcement, logically it surely can
stand a higher load and last much longer than the uncoated type. Thus, in my opinion it is
essential for kenaf composite plate to be coated before applied, as it does not cause any
extra cost of materials.
4.3 Mechanical Properties of Kenaf Fibre Reinforced Composite Plate
Besides physical properties such as density, moisture content and water absorption,
mechanical properties is also important in determining the capability of kenaf fibre
reinforced composite plate to be used as external reinforced in construction. In fact,
mechanical properties will help to justify the strength and uses of this fibre plate. This
mechanical properties test also will elaborate the effectiveness of epoxy resin in
0.15
0.03
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Uncoated Coated
W
a
t
e
r
A
b
s
o
r
p
t
i
o
n
(
%
)
Water Absorption
55
preventing the specimens from weaken its inner strength due to presence of water and
moisture. So for this mechanical property, only tensile strength tests are conducted. I have
used approximately 36 specimens, uncoated and coated including specimens as dummy,
for me to practice on how to use the machine for the testing and for the trial. These
specimens are divided into two main components, which are indoor and water condition.
Through this, it will emphasize and focus to the effects of presence of water in the kenaf
fibre composite plate.
4.3.1 Tensile Strength Test
As mentioned above, only tensile strength test is conducted to obtain the mechanical
property of the specimen. This is due to the reality that concrete beam has a significantly
low tensile strength even though it can withstand a very high compressive stress.
Concrete has a constant of elasticity at a low stress but it will start to decrease gradually
at a higher stress levels as there would be developments of matrix cracking. Tension also
contributes to the development of crack on the concrete besides shrinkage. Tension
cracking on the concrete beam is commonly happened when a transversely applied load is
placed on the surface of the beam causing compression, and the opposite surface is
enforced by tension. This is due to induced bending. In such a way, the surface that
enforced with tension would likely to crack.
Hence the reinforced concrete beams are invented to support the beam from
failure due to tensile stress applied. Along with the fact that concrete needs to reinforced
at the tension area, kenaf fibre reinforced composite plate is designed to reinforced the
concrete beam form tension externally. In such a degree, kenaf composite plate will
provide an extra reinforcement from the surface to hold the tensile stress.
To obtain tensile strength of the specimen, A tensile strength test tallied to ASTM
D3039 is carried out. The specimens are subjected to tension force until it reached the
state of failure, which is breaking. Machinery that responsible in finding the tensile
strength of the composite plate is Universal Testing Machine (UTM) model INSTRON
56
8801. The size of specimens each is 250mm x 15mm x 6mm and it is crucial to have a
specimen with thickness of less than 10mm, because that's the maximum size of specimen
the machine can hold.
FIGURE 4.5: Universal Testing Machine (UTM) INSTRON 8801
The UTM INSTRON 8801 is connected to computer nearby, as the results of the
tensile strength of specimens are directly transferred to the compute using a specific
software. In the software, a basic set up is needed such as setting up the size of specimen,
type of specimen, and also the rate of tension force applied on the specimens. The rate is
definitely versatile as we can decide what rate to be used. Theoretically, the lower the
rate, the more accurate the reading. However, if the rate is too small, the graph of result
obtain will not be smooth and too disturbed, thus a proper rate is essential. Also, the stress
and strain needs to be reset prevent the zero errors. For this test, I have used 5mm/min of
rate for the tension force. After the result is procured, we can save them into a desirable
folder.
57
FIGURE 4.6: Specimens for tensile strength test
FIGURE 4.7: Zero error happened when the stress and strain is not reset
4.3.1.1 Procedures
Conducting tensile strength test using UTM INSTRON 8801 can be considered as quite
intricate. This is because first, the specimen must be placed vertically without any slant as
Zero error
58
it would disrupt the results. Secondly, we have to reset the tensile strain and stress few
times as they would normally unstable. So the strain and stress must be at the initial value
which is zero, then the testing can be proceed. Plus, if the specimens aren't placed
properly or the characteristics disobey the requirements, the machine will shut off
immediately resulted from a gradually decreased pressure. However, thanks to the lab
technician for helping my partner and I in guiding us to conduct the test properly.
Therefore, the procedure of the testing for each specimen is described below.
1. The specimen holders are set at ample length suit for the specimen.
2. The upper and lower grip holder are aligned in parallel.
3. The specimen is gripped firmly.
4. The stress and strain of tension is reset to zero value.
5. The testing started until the specimen reach its failure state.
6. The 'finish' button is clicked and the graph of tensile development is obtained.
7. The files are saved in a specific folder.
FIGURE 4.8: The technician guided us to set up the machine.
59
FIGURE 4.9: Setting up the rate of tension, specimens' dimension and type of specimens.
FIGURE 4.10: The specimens after failure
60
4.3.2 Effects of the Presence of Water
As mentioned before, water plays a crucial role in weaken the strength of kenaf fibre
reinforced composite plate. The disruption of the structure of the plate happens when the
presence of water is exist between the fibres and the matrix resin. It will disturb the
cohesion and bonding between the fibres and the epoxy resin, and leading to decrease of
stability of the plate. Initially, when there is no water molecule, the cohesion and bonding
are in completely stable. The plate would not stand a higher tension when there is a
presence of water molecules. Thus, a further steps need to be taken in order to prevent the
plate from absorbing water.
4.3.3 Uncoated and Coated Specimens
Since water is likely to disrupt the stability of the strength of the composite plate, a proper
solution for this problem should be made. There are various ways to prevent the
composite plate from being affected by water molecules, such as pretreatment of the
fibres, and as well as by coating the specimens.
For the properties determination by various testing, after the curing of the
fabricated kenaf fibre reinforced composite plate, the plate needs to be cut into smaller
specimens. Initially when the plate is completely dried, there are also exposed inner fibre
to the atmosphere. This increases the chances of moisture absorption. It worsen the case
when the plate is cut into smaller pieces as bigger surface area is exposed. So, the water
molecules even from the atmosphere would easily diffused into the fibres in the plate.
61
FIGURE 4.11: Cross section of kenaf fibre composite plate after being cut into smaller
pieces
FIGURE 4.12: Penetration of water into the exposed surface
By coating the cut specimens, the water absorption can be prevented because of
the epoxy's characteristics. Besides having a high flexural strength and others, epoxy
resin is effectively waterproof. The covered exposed surface will prevent from the water
to be absorbed. Besides prevent the inner structure of the plate being filled with water
molecules, it will also acts as an extra shield and strengthener for the plate. This
theoretically will increase the tensile strength of the plate.
This explains the effectiveness and advantages of using epoxy resin as addition
coating. Although there are many other choices such as polyester and silicone, epoxy
resin provides a better strength. Besides, we can reuse the excessive epoxy resin that has
been used of the fabrication of the kenaf fibre reinforced composite plate. The fact that
the epoxy resin is not recyclable, at least we can decrease its waste disposal to the
minimum.
62
FIGURE 4.13: When the specimen is coated, the water cannot penetrate the specimen
4.3.4 Indoor Condition
As stated before, for the mechanical property test, the tensile strength test are conducted
under two conditions, indoor and water. For the indoor condition, 6 uncoated and 6
coated specimens are used, excluding the dummy specimens. The specimens are placed in
indoor for 7, 14 and 28 days. Although the specimens are not exposed to water directly,
the atmosphere itself contains water moisture. So, this test will determine whether the
moisture from the atmosphere can affect the strength of the plate or not. A definition of
textbook tells that the rate of water absorption from the air is not as slow as in the water,
due to the quantity of water molecules in the air. For the testing, I have placed the
specimens in my room, as it is indoor. We are neglecting the outdoor condition because
theoretically the water content in the air indoor and outdoor are likely the same.
4.3.5 Water Condition
For this condition 20 specimens, uncoated and coated are used, excluding the dummy
specimens. The specimens are submerged in water for 1, 3, 7, 14 and 28 days. Since the
water molecules are in maximum capacity in this condition, it is decided that we test them
in more variables of days. The results according to days of testing will make it clearer in
justifying the effects of water absorption in disturbing the strength structure of kenaf fibre
reinforced composite plate.
63
4.3.6 Results
The result obtained from the tensile strength test are tabulated in two different table
according to the indoor and water conditions. For each state of specimen, let say for this
kenaf fibre reinforced composite plate, in indoor condition for 7 days testing per se, there
would be 2 specimens will be tested and a higher value of tensile stress is chosen. This is
because there are possibilities of error that can be made, such as zero error and others.
Thus it would be safe to have more than one specimens for each conditions. Furthermore,
a backup specimens are essential since the UTM INSTRON 8801 is rather sensitive to
handle. The table below shows parts of the tensile strength test's result.
TABLE 4.4: Results obtained from the tensile strength test
Maximum
Load (kN)
Modulus (Mpa)
Maximum Tensile
Extension (mm)
Tensile Strain at Break
(%)
9.5 9807.46 2.16568 0.86627
TABLE 4.5: Maximum tensile stress for specimens under INDOOR condition
Condition: Indoor
Days of testing Condition Specimen Max. Tensile Stress (MPa)
7
Uncoated KIU7-1 69.36
Uncoated KIU7-2 51.37
Coated KIC7-1 75.09
Coated KIC7-2 60.6
14
Uncoated KIU14-1 63.19
Uncoated KIU14-2 59.63
Coated KIC14-1 73.16
Coated KIC14-2 67.96
28
Uncoated KIU28-1 51.61
Uncoated KIU28-2 36.25
Coated KIC28-1 74.77
Coated KIC28-2 40.53
64
From the results from the table above, the shaded result is the chosen one, as the
value is higher. Note that for uncoated specimens, as the days of testing increase, the
tensile stress can handled by the specimens is decrease. This shows that the longer the
surface exposed to the atmosphere, the weaker the specimens can be. The decrease of the
value in the results explains the role of water moisture content in weaken the structure of
the plate. The next tables will show a clearer vision of the decreasing tensile stress by
day. However, the maximum tensile stress for coated specimens to endure are almost
constant by days.
TABLE 4.6: Simplified result for UNCOATED specimens under INDOOR condition
Days of Testing (day) Max. Tensile Stress (MPa)
7 69.36
14 63.19
28 51.61
FIGURE 4.14: Graph of maximum tensile stress over days of testing for uncoated
specimens under indoor condition.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
P
a
)
Days of Testing (day)
Indoor (Uncoated)
65
From the graph above, it is clearly that the maximum tensile stress that can be
handled by the uncoated specimens are decrease, because on the latter days, more
quantity of moisture content from the atmosphere is absorbed. Note that this time the
table only consisting a selected maximum tensile stress, as we're discussing on the chosen
data afterwards. Next will be a data for coated specimens under indoor condition.
TABLE 4.7: Simplified result for COATED specimens under INDOOR condition
Days of Testing (day) Max. Tensile Stress (MPa)
7 75.09
14 73.16
28 74.77
FIGURE 4.15: Graph of maximum tensile stress over days of testing for coated
specimens under indoor condition.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
M
A
x
.
T
E
n
s
i
l
e
S
t
r
e
s
s
(
M
P
a
)
Days of Testing (day)
Indoor (Coated)
66
For the coated specimens under indoor condition, it is noticeable that the value of
the maximum tensile stress the specimen can handle are in a very small range. Although
the values are not exactly the same, but it can be considered that the epoxy resin coating
is effectively dodging the water from penetrates the exposed plate, thus improving the its
performances when subjected to moisture content from the surroundings.
TABLE 4.8: Maximum tensile stress for specimens under WATER condition
Condition: Water
Days of Testing Condition Specimen Max. Tensile Stress (Mpa)
1
Uncoated KWU1-1 76.37
Uncoated KWU1-2 66.66
Coated KWC1-1 78.95
Coated KWC1-2 72.17
3
Uncoated KWU3-1 63.33
Uncoated KWU3-2 60.19
Coated KWC3-1 76.56
Coated KWC3-2 72.11
7
Uncoated KWU7-1 57.67
Uncoated KWU7-2 54.86
Coated KWC7-1 74.27
Coated KWC7-2 69.69
14
Uncoated KWU14-1 55.81
Uncoated KWU14-2 51.12
Coated KWC14-1 77.73
Coated KWC14-2 71.55
28
Uncoated KWU28-1 47.29
Uncoated KWU28-2 40.53
Coated KWC28-1 76.78
Coated KWC28-2 56.63
Same as the indoor condition, from the results from the table above, the shaded
result is the higher value of maximum tensile stress the specimen can stand, hence it is
chosen for further analyze and discussion. As expected, the maximum tensile stress for
uncoated specimen in the water will decrease as days pass by. Unlike indoor, the decrease
67
is more gradual. This is because the quantity of water absorbed is much higher. In other
words, the tensile stress is lower. The decrease of the value in the results explains the role
of water moisture content in weaken the structure of the plate. The next tables will show a
clearer vision of the decreasing tensile stress by day. However, the maximum tensile
stress for coated specimens to endure are also almost constant by days.
TABLE 4.9: Simplified result for UNCOATED specimens under WATER condition
Days of Testing (day) Max. Tensile Stress (MPa)
1 76.37
3 63.33
7 57.67
14 55.81
28 47.29
FIGURE 4.16: Graph of maximum tensile stress over days of testing for uncoated
specimens under water condition.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
P
a
)
Days of Testing (day)
Water (Uncoated)
68
It is vividly shows that the tensile stress drop in a quite rapid movement in the
beginning, compared to the specimens under indoor condition. However, it is apparently
that the gradient of drop in tensile stress is getting smaller towards the end. Despite the
fact that the exposed surface allowing the water to permeate the surface, and the kenaf
fibre has a water absorption ability, but it has its limit in soaking up the water molecules.
As stated before, the absorption is occurred to fill the micro-voids between the fibres
molecular. Hence continuation of water molecules will fill up the voids somehow. As day
of testing pass by, the rate of absorption will be slower. Ergo, if the testing is extended in
few more weeks, it is possible that the tensile stress will be constant, as the kenaf fibre
reinforced composite plate do reach its equilibrium in water absorption. Next, the
TABLE 4.9: Simplified result for COATED specimens under WATER condition
Days of Testing (day) Max. Tensile Stress (MPa)
1 78.95
3 76.56
7 74.27
14 77.73
28 76.78
69
FIGURE 4.17: Graph of maximum tensile stress over days of testing for coated
specimens under water condition.
Same as the coated specimens in indoor conditions, the values of maximum
tensile stress have a very small differences between each other. For this reason, we can
conclude the maximum tensile stress for the coated specimens under water condition has
the same pattern as the coated specimens under indoor condition, which is constant. Thus,
for this condition also, a line of best fit is constructed. To be specific, the cause of the
slight changes in the reading is because of the possible human errors that have been made
by me. Since I have used the hand layout method in the fabrication process, there is
possibility that the compaction is not adequate enough. By means, the compaction of the
kenaf fibre reinforced composite plate is improper and ineffective. This is why the
compaction is very important to obey in order to produce a high performance of the
product. At any rate, this results shows that by coating the composite plate, it makes it so
much stronger.
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
P
a
)
Days of Testing (day)
Water (Coated)
70
FIGURE 4.18: One of the maximum tensile stress of specimens
4.4 Discussion
4.4.1 Uncoated Vs. Coated
In this part, we will focus on the differences between uncoated and coated specimens. A
discussion about the pattern of the graph, and possible contribution of coated kenaf fibre
reinforced composite plate towards the development in civil engineering industries are
also will be made.
TABLE 4.10: Results of UNCOATED specimens for both conditions
Days of Testing
Max. Tensile Stress (Mpa)
Indoor Water
1 69.36 76.37
3 N/A 63.33
7 N/A 57.67
14 63.19 55.81
28 51.61 47.29
71
FIGURE 4.19: Graph of UNCOATED specimens for both conditions
For uncoated specimens, it is visible that the pattern of the graph shows a
decreasing value of maximum tensile stress that can the uncoated specimens can stand.
This is a proof of the effects of the presence of water towards the inner strength of
uncoated composite plate, which is destructive.
TABLE 4.11: Results of COATED specimens for both conditions
Days of Testing
Max. Tensile Stress (Mpa)
Indoor Water
1 75.09 78.95
3 N/A 76.56
7 N/A 74.27
14 73.16 77.73
28 74.77 76.78
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
P
a
)
Days of Testing (day)
Uncoated Specimens
Max. Tensile Stress (Mpa)
Indoor
Max. Tensile Stress (Mpa)
Water
72
FIGURE 4.20: Graph of COATED specimens for both conditions
Notice the pattern of the coated specimens under all conditions, indoor and water.
They basically have a constant value of the maximum tensile stress. This verifies the
stability of strength that can be provided to the composite plate by coating it with epoxy
resin. The water is considerably successfully being dodged by the outer layer of epoxy
resin from diffusing into the composite plate.
4.4.2 Indoor Vs. Water
In this part, we will see the effects of the quantity of water to the rate of water absorption
by kenaf fibre reinforced composite plate. Indirectly, we will see that the ability of kenaf
fibre composite plate in the water absorption.
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
p
a
)
Days of Testing (day)
Coated Specimens
Max. Tensile Stress (Mpa)
Indoor
Max. Tensile Stress (Mpa)
Water
73
TABLE 4.12: Results of maximum tensile stress for uncoated and coated specimen
(indoor)
Days of Testing
(day)
Max. Tensile Stress (Mpa)
Uncoated Coated
7 69.36 75.09
14 63.19 73.16
28 51.61 74.77
FIGURE 4.21: Graph of maximum tensile stress for uncoated and coated specimen
(indoor)
From the graph, the uncoated specimens are gradually decrease its maximum
tensile stress, and the decrease is not in a big range. This elaborates that water molecules
does effect the unprotected composite plate through strength, even with a smaller value. It
also shows that even when the uncoated plate is exposed to air, the strength will decrease
form time to time.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
p
a
)
Days of Testing (day)
Indoor Testing
Max. Tensile Stress (Mpa)
Uncoated
Max. Tensile Stress (Mpa)
Coated
74
TABLE 4.13: Results of maximum tensile stress for uncoated and coated specimen
(water)
Days of Testing
(day)
Max. Tensile Stress (Mpa)
Uncoated Coated
1 76.37 78.95
3 63.33 76.56
7 57.67 74.27
14 55.81 77.73
28 47.29 76.78
FIGURE 4.22: Graph of maximum tensile stress for uncoated and coated specimen
(water)
For this condition, it shows that the limitation of uncoated kenaf fibre reinforced
composite plate in absorbing water molecules into it, because towards the end, graph of
uncoated specimens is getting more stable with a lower gradient. This proves that the rate
of absorption is decreased towards the end. Unlike indoor, the rate of penetration of water
into the plate is much higher, because the water molecule is in the state of liquid. Besides
more quantity of water, the liquid state helps the molecule to move faster through sliding
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
p
a
)
Days of Testing (day)
Water Testing
Max. Tensile Stress (Mpa)
Uncoated
Max. Tensile Stress (Mpa)
Coated
75
into the intermolecular of kenaf fibre inside the plate. However, coated specimens are still
having a constant value because although have been contact with water for days, the
water still not able to penetrate the composite plate, logically.
FIGURE 4.23: Combined graph for all conditions for uncoated and coated specimens
On the graph above, the differences of behaviour based on each conditions and
presence of epoxy coating are vividly shown. While coated specimens will produced a
stable strength of fibre plate, shows the efficiency to be installed as external
reinforcement for reinforced concrete beams. However, theoretically, the graph of
specimens of water coated are supposedly as same as the indoor coated, or lower, because
of the presence of water. This can be explained by possible errors made which may
disrupt the strength of the composite plate in a little.
The uncoated specimens shows an expected result where the maximum tensile
strengths are decreased deliberately due to water consumption by the specimens.
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30
M
a
x
.
T
e
n
s
i
l
e
S
t
r
e
s
s
(
M
p
a
)
Days of Testing (day)
Max. Tensile Stress (Mpa)
Indoor Uncoated
Max. Tensile Stress (Mpa)
Indoor Coated
Max. Tensile Stress (Mpa)
Water Uncoated
Max. Tensile Stress (Mpa)
Water Coated
76
Nonetheless, results of uncoated specimens under water condition display the limitation
of kenaf fibre composite plate in absorbing water molecule when it is exposed for a
longer time. This shows that water presence is able to disrupt the strength of the structure
of kenaf fibre reinforced composite plate, and initiative needs to be taken to prevent the
water presence from disturbing the strength.
4.5 Treatment for Kenaf Fibre Reinforced Composite Plate
The performance of kenaf fibre reinforced composite plate can be improved through
various ways such as method of fabrication, hybrid technology with other high strength
material per se carbon fibres, and also treatments.
Based on the approaches, one of the most effective move is the treatment of kenaf
fibre. It is decisive to treat the fibre first, as it is the main material in the compound plate.
The treatment of kenaf fibre will make it stronger, as it will definitely upgrade the
performances of the fabricated kenaf composite plate. The fibre treatment, or in other
words chemical modification is basically involving indicators with capability of bonding
with the hydroxyl group form the fibre. There are few options of reagents such as alkaline
treatment, silane treatment, isocyanate treatment and acetylation.
The most common treatment used in treating raw natural fibres like kenaf is the
alkaline treatment. It is requiring the fibres to immersed in sodium hydroxide, NaOH for a
specific duration. The alkali will disturb the hydrogen bonding in the fibre, causing an
increase in surface roughness. When the roughness increase, the mechanical interlocking
between the fibres rises as well. Thus, stability of the fibres are improved. The treatment
also reportedly has increase the stiffness and strength of the treated fibre.
Next, silane treatment is using silane solution, SiH
4
. As a coupling agents, silane
provides an addition of adhesion between fibre and the polymer matrix, increasing the
stability of the composite material afterwards. The distinct changes of the fibres due to
the treatment is the fibre will lose its moisture. Because of that, the hydrolysable alkoxy
group started to form silanols. Then, the silanol will react with the hydroxyl group of the
fibre and produce a successfully stable and strong covalent bond to the cell wall of the
fibre. Therefore, the application of silane can prevent the fibres from swelling, as swelling
77
of fibres will weaken its strength and structure. The silane treatment will strengthen the
tensile strength of the compounds and this leads to the minimization effect of moisture in
the composite plate's structure. Because of that, the strength of the product, which is the
fibre reinforced composite plate would be amplified.
Moving to the acetylation on the natural fibre, it is associating esterification
method in implanting plasticization to the cellulosic fibres. This method is proven in
stabilize the cell wall, leading to extension of dimensional stability and as well as
environmental degradation. During the application, the acetic acid must be eliminated
before the fibres are used. The fibres that reacted with this acetic acid will likely to be
closely packed with hydrogen bonds, so that the acetic acid would not diffused. In result,
the compounds has a low extents of reaction. So, to conclude, we can say that this
acetylation involving etherification is able to enhance the dispersion of the fibre when
fabricated, resulting it to increase in the dimensional stability and strength.
4.6 Application of Kenaf Fibre Reinforced Composite Plate on Reinforced Concrete
Beam
From the results of maximum tensile stress that can be handed by kenaf fibre reinforced
composite plate, it is shown that the composite is qualified to become as external
reinforcement on reinforced concrete beam. It acts as a supporter for the beam so that the
reinforced concrete beam can stand a higher tension.
The installation of the composite plate on the reinforced concrete beam is
conclusive of the usage of adhesive to affix the composite plates to the beam at the
tension areas. We can use any adhesive to do so, hence it would be better to use epoxy
resin itself because it is already strong and beneficial. This will also reduce the waste
disposal of the epoxy resin.
To install the plate, it is better to roughen up the surface of the reinforced concrete
beam so that the adhesion and bonding would be stronger. The surface can be roughen by
using hammer. After the surface is rough enough, one should not forget to blow the dust
of as it would interfere the bonding, It can be done using a normal, descent blower. When
installing the plate, it is better to clamp the plate to the beam first using G-clamp.
78
FIGURE 4.24: Roughen the surface of the reinforced concrete beam
79
CHAPTER 5
CONCLUSION
5.1 Conclusion
Recapping the objective of the project:
To investigate the physical properties of kenaf fibre reinforced composite plate.
To investigate the mechanical property of uncoated and coated kenaf fibre
reinforced composite plates at different weathering conditions.
Basically the project is considerably success because all the results shows an
amazing value. Focusing on the physical properties of kenaf fibre reinforced composite
plate, it has a low density of 13.76 kN/m
3
. The density of the composite plate has the
lowest density among the competitors which are steel plate, CFRP and GFRP. This
proves that this composite plate is more useable compared to others and it is the easiest to
install, not mentioning that its cost effectiveness and considerably strong. The moisture
content of the specimens are averagely 2.76%, which by means initially the fibres have a
value of water content. Next, the water absorption of uncoated and coated specimens
shows a different, where uncoated specimen has 0.15% of water absorption, while coated
80
has 0.03%. This gives a hint that an exposed surface of fibres in the composite plate is
still able to absorb any moisture even though it's already bonded with epoxy. Ths also
gives an idea about the effectiveness of epoxy resin n dodging the water from penetrating
the plate structure.
Later, the mechanical property of kenaf fibre reinforced composite plate, as focus
on the tensile strength do show the capability of kenaf fibre in the application of external
reinforcement for reinforced concrete beam, especially the coated composite plate. From
the results, the coated specimens shows a constant maximum stress the specimen can
handle, proving that coated fibre composite plate will not affected its strength by the
presence of water. It is also shows that the moisture content plays a big role in disrupting
the stability of the plate's strength, even in the atmosphere.
In conclusion, throughout the errors that are possibly made, it is proven that this
kenaf fibre reinforced composite plate is qualified to solve the current case of the
deficiency of concrete beam in handling tension. This technology promises a greater
performances in sustaining a construction building. Furthermore, since the main material
is natural and renewable, it supports the sustainable development towards the future.
5.2 Recommendation
There are several recommendations that can be made to improve the strength of the kenaf
fibre reinforced composite plate. These recommendations also can be applied in the future
studies. The recommendations would be:
1. Changing the type of fabrication of the composite plate. From the hand layout
method, there are several problems occurred. The compaction are likely not even
throughout the plate, and the waste of epoxy resin is considerably concerning.
Thus, the SCRIMP technique can replace the hand layout method, because it is
involving vacuum pump. The vacuum ensures the compaction is in complete state,
as there would be no voids within the fibres and the epoxy resin. Plus, the
excessive epoxy resin can be reused for another cause.
81
2. Performing a treatment upon the raw kenaf fibre. If the fibres are treated, the
strength of the fibre will increase. This results to a stronger bond between the fibre
and the matrix by increasing the reinforcement. Hence, the product of kenaf fibre
reinforced composite plate will have a better performances.
3. A hybrid plate can be produced to increase the strength. It is known that carbon
fibre does provide a higher strength, but it is not cost effective. So, by adding a n
additional layer of carbon fibre in the kenaf fibre composite plate, it will boost up
the strength hence the performance.
4.
You might also like
- KENAF Forage Production TechnologyDocument1 pageKENAF Forage Production TechnologygaotamaNo ratings yet
- 2014 Energy and Exergy Analyses of Solar Drying System of Red SeaweedDocument9 pages2014 Energy and Exergy Analyses of Solar Drying System of Red SeaweedasifzardaniNo ratings yet
- FinalDocument28 pagesFinalNazmulHasanNo ratings yet
- A Comparative Study of Compressive, Flexural, Tensile and Shear Strength of Concrete With Fibres of Different Origins.)Document31 pagesA Comparative Study of Compressive, Flexural, Tensile and Shear Strength of Concrete With Fibres of Different Origins.)Aashiq MohammedNo ratings yet
- SILK REELING MANUAL CH 1Document3 pagesSILK REELING MANUAL CH 1Vipin Singh KandholNo ratings yet
- Chapter 1Document11 pagesChapter 1asdfghjklNo ratings yet
- The Potential of Coconut Shell As BiofueDocument5 pagesThe Potential of Coconut Shell As BiofueEwemiz InsigneNo ratings yet
- Document Design and Construction of A Wood Chipper-NHDocument9 pagesDocument Design and Construction of A Wood Chipper-NHHuy NguyenmbvNo ratings yet
- Tensiómetros Jet Fill Soilmoisture® 2011Document7 pagesTensiómetros Jet Fill Soilmoisture® 2011linaNo ratings yet
- The Problem and Its Setting 1.1 Background of The StudyDocument14 pagesThe Problem and Its Setting 1.1 Background of The StudyPonsyo PonsiNo ratings yet
- Unit 4-Cotton PDFDocument25 pagesUnit 4-Cotton PDFFuad HamidNo ratings yet
- Study Mechanical Behaviours RHA and Carrot Powders As Mortar For Cement Replacement PDFDocument6 pagesStudy Mechanical Behaviours RHA and Carrot Powders As Mortar For Cement Replacement PDFTran Huynh NamNo ratings yet
- Recent Advances in Spiral WoundDocument6 pagesRecent Advances in Spiral WoundIndyNo ratings yet
- Bamboo CompositesDocument12 pagesBamboo CompositesWinden DarkNo ratings yet
- Review of fiberboard types and applicationsDocument3 pagesReview of fiberboard types and applicationsasdfghjklNo ratings yet
- Hemp in Construction - Shanaka2Document31 pagesHemp in Construction - Shanaka2kbkshanakaNo ratings yet
- Kenaf VietnamDocument33 pagesKenaf VietnamRita Hans-Maclang100% (1)
- Bone Ash Project 1-3 On Progress QaDocument26 pagesBone Ash Project 1-3 On Progress QaOshogbunu Onoriode ErnestNo ratings yet
- Penanaman CiliDocument30 pagesPenanaman Cilinarayanasamy30No ratings yet
- Activated Carbon - Granular (: Coconut Shell Charcoal Base) Specification of The ProductDocument1 pageActivated Carbon - Granular (: Coconut Shell Charcoal Base) Specification of The ProductkumarNo ratings yet
- Pineapple Drying Using A New Solar Hybrid Dryer: SciencedirectDocument9 pagesPineapple Drying Using A New Solar Hybrid Dryer: SciencedirectJKLSDNo ratings yet
- Coir Fiber Reinforced Concrete-ReviewDocument6 pagesCoir Fiber Reinforced Concrete-ReviewIJRASETPublicationsNo ratings yet
- Evaluation and Optimization of Lannea Acida Tree-Bark Particulate/Fibre Reinforced Epoxy CompositesDocument9 pagesEvaluation and Optimization of Lannea Acida Tree-Bark Particulate/Fibre Reinforced Epoxy CompositesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Development of Hybrid Fibrous Panel For Controlling Acoustics in Home Theatre Conference HallDocument10 pagesDevelopment of Hybrid Fibrous Panel For Controlling Acoustics in Home Theatre Conference HallEditor IJTSRDNo ratings yet
- Effect of Phase Transformation On Optical Properties of Zntio3 Ceramic Powder Prepared by Sol-Gel MethodDocument18 pagesEffect of Phase Transformation On Optical Properties of Zntio3 Ceramic Powder Prepared by Sol-Gel MethodIJAR JOURNALNo ratings yet
- Aquakultur Scylla (Kepiting Bakau)Document100 pagesAquakultur Scylla (Kepiting Bakau)sjahrierNo ratings yet
- DOST-PTRI Researchers Develop Greener Bamboo TextilesDocument1 pageDOST-PTRI Researchers Develop Greener Bamboo TextilesIIMSNo ratings yet
- Presentation On Swelling of Textile MaterialsDocument13 pagesPresentation On Swelling of Textile MaterialsNazmul HasanNo ratings yet
- MEPP 557-Chapter 02-Renewable Energy PerspectivesDocument42 pagesMEPP 557-Chapter 02-Renewable Energy PerspectivesAshim LamichhaneNo ratings yet
- Alternative Construction MaterialDocument46 pagesAlternative Construction Materialዮናታን ኦርቶዶክስNo ratings yet
- A Review of Bast Fibres and Their Composites - Part 1 Fibres As ReinforcementsDocument7 pagesA Review of Bast Fibres and Their Composites - Part 1 Fibres As Reinforcementsvirk_70No ratings yet
- Oil Palm Papers AclimatacionDocument33 pagesOil Palm Papers AclimatacionJavier Fragozo MuñozNo ratings yet
- Acacia Pocketbook 1Document13 pagesAcacia Pocketbook 1belbel4321No ratings yet
- Efficient Use of Secondary Nutrients for Higher Crop YieldsDocument18 pagesEfficient Use of Secondary Nutrients for Higher Crop YieldsMessiNo ratings yet
- Papercrete: Guided by Presented byDocument34 pagesPapercrete: Guided by Presented byRoshan Nambiar0% (1)
- 2002 Integrated Biosystems For Sustainable DevelopmentDocument197 pages2002 Integrated Biosystems For Sustainable DevelopmentAlejandroNo ratings yet
- Albertine Graben Environmental Monitoring PlanDocument100 pagesAlbertine Graben Environmental Monitoring PlanAfrican Centre for Media Excellence100% (1)
- Managing and Preserving Corn Quality During Storage in SilosDocument4 pagesManaging and Preserving Corn Quality During Storage in SilosTiara Febriani ChaesarioNo ratings yet
- Chapter 1 3 Water Hyacinth FinalDocument63 pagesChapter 1 3 Water Hyacinth FinalRyan Lorenzo Garcia PerezNo ratings yet
- Review On The Design of A Tray Dryer System For Agricultural ProductsDocument10 pagesReview On The Design of A Tray Dryer System For Agricultural ProductsDwinaRahmayaniNo ratings yet
- Development of A Palm Fruit Bunch Chopper and Spikelet StripperDocument7 pagesDevelopment of A Palm Fruit Bunch Chopper and Spikelet Stripperinventionjournals100% (1)
- Bleaching Earths: Optimizing Refining ThroughputDocument21 pagesBleaching Earths: Optimizing Refining Throughputbadak100% (1)
- Thesis Tanushree Mondal PDFDocument253 pagesThesis Tanushree Mondal PDFKamal HasanNo ratings yet
- A Report On Green Material - Jute FibresDocument7 pagesA Report On Green Material - Jute FibresvaibhavNo ratings yet
- Coconut Husk FiberDocument12 pagesCoconut Husk FiberArnie Romero CrispinoNo ratings yet
- Theses of Mr. Sulieman AlDocument214 pagesTheses of Mr. Sulieman Alsambinu1No ratings yet
- Fabric Science Assignment 1 On "Hemp" & "Bamboo" Cohesiveness PropertyDocument10 pagesFabric Science Assignment 1 On "Hemp" & "Bamboo" Cohesiveness PropertyaadishNo ratings yet
- COMPARISON BETWEEN TRADITIONAL AND MODERN AGRICULTUREDocument4 pagesCOMPARISON BETWEEN TRADITIONAL AND MODERN AGRICULTURENoraishah IsaNo ratings yet
- Poultry Growing Drinking Systems Big Dutchman enDocument8 pagesPoultry Growing Drinking Systems Big Dutchman enHeshamKotb0% (1)
- Advances in Sustainable Polymeric Materials From Lignocellulosic BiomassDocument29 pagesAdvances in Sustainable Polymeric Materials From Lignocellulosic BiomassDiana Londoño100% (1)
- Manufacturing ProcessDocument6 pagesManufacturing ProcessKennaa BekeleNo ratings yet
- Bamboo Treatment Plant BracDocument25 pagesBamboo Treatment Plant BracJeri FazuNo ratings yet
- Cut Costs With Home-Made Poultry FeedsDocument8 pagesCut Costs With Home-Made Poultry FeedsSahil DeyNo ratings yet
- Spinning The Rocks - Basalt Fibres: D Saravanan, Non-MemberDocument7 pagesSpinning The Rocks - Basalt Fibres: D Saravanan, Non-MemberAndra Adetia BribNo ratings yet
- Sugarcane Bagasse Paper with Aratiles SeedsDocument4 pagesSugarcane Bagasse Paper with Aratiles SeedsArvie Karl NabiNo ratings yet
- New technology increases silk production yieldsDocument27 pagesNew technology increases silk production yieldsThanh ThuanNo ratings yet
- FGV - P&DDocument153 pagesFGV - P&DsyuNo ratings yet
- Coconut Fibre Reinforced Concrete Made With MattressesDocument8 pagesCoconut Fibre Reinforced Concrete Made With MattressesDharma banothuNo ratings yet
- Polypropylene Fibre Reinforced Concrete Literature ReviewDocument4 pagesPolypropylene Fibre Reinforced Concrete Literature Reviewc5j07dceNo ratings yet
- JD - Assist. Camp BossDocument1 pageJD - Assist. Camp BossIfkar AzmiNo ratings yet
- Industrial Training ReportDocument38 pagesIndustrial Training ReportIfkar AzmiNo ratings yet
- Purlin DesignDocument4 pagesPurlin DesignIfkar AzmiNo ratings yet
- Civil Engineering Department, Universiti Tenaga Nasional: Ifkar Azmi Bin IbrahimDocument45 pagesCivil Engineering Department, Universiti Tenaga Nasional: Ifkar Azmi Bin IbrahimIfkar AzmiNo ratings yet
- Kenaf FibreDocument10 pagesKenaf FibreIfkar AzmiNo ratings yet
- Fyp Guidelines v9 May2013Document17 pagesFyp Guidelines v9 May2013Ifkar AzmiNo ratings yet
- Effectiveness of Kenaf Fibre Composite Plate for Reinforcing Concrete BeamsDocument81 pagesEffectiveness of Kenaf Fibre Composite Plate for Reinforcing Concrete BeamsIfkar Azmi100% (1)
- Standard Specification JKR RoadDocument269 pagesStandard Specification JKR Roadwilsonwong7191% (34)
- JKR Flexible Pavement SpecificationDocument187 pagesJKR Flexible Pavement SpecificationIfkar AzmiNo ratings yet
- Highway DesignDocument64 pagesHighway DesignIfkar Azmi100% (1)
- Core Competencies and Challenges of Setia Jaya EngineeringDocument3 pagesCore Competencies and Challenges of Setia Jaya EngineeringIfkar AzmiNo ratings yet
- JKR Flexible Pavement SpecificationDocument187 pagesJKR Flexible Pavement SpecificationIfkar AzmiNo ratings yet
- NEW JKR MANUAL ON FLEXIBLE PAVEMENT DESIGNDocument19 pagesNEW JKR MANUAL ON FLEXIBLE PAVEMENT DESIGNElvic ChiaNo ratings yet
- 1000 Error Detection QuestionsDocument289 pages1000 Error Detection QuestionsSunil Kumar Jaiswal100% (2)
- Revolution of Perovskite: Narayanasamy Sabari Arul Vellalapalayam Devaraj Nithya EditorsDocument322 pagesRevolution of Perovskite: Narayanasamy Sabari Arul Vellalapalayam Devaraj Nithya EditorsAntaredja KartasasmitaNo ratings yet
- Multirae Lite: Wireless Portable Multi-Gas MonitorDocument2 pagesMultirae Lite: Wireless Portable Multi-Gas MonitorAnticristh6666No ratings yet
- List of Products: No. Code Description/Product NameDocument4 pagesList of Products: No. Code Description/Product NameSai BomNo ratings yet
- Jess 106Document16 pagesJess 106Tej Krishan SinghNo ratings yet
- Basic Inorganic ChemistryDocument20 pagesBasic Inorganic ChemistryOMED gardiNo ratings yet
- Case Study of Bakey's Food Private Limited (Edited)Document7 pagesCase Study of Bakey's Food Private Limited (Edited)Omkar Gholap100% (1)
- Coaxial Cables: Section VDocument6 pagesCoaxial Cables: Section VFrancisco CamposNo ratings yet
- 1584Document6 pages1584malsttarNo ratings yet
- Hy-Pro Air BreathersDocument7 pagesHy-Pro Air BreathersImam WahyudiNo ratings yet
- Patterns of Electron Flow Through Light Reaction EventsDocument25 pagesPatterns of Electron Flow Through Light Reaction EventsMar'JNo ratings yet
- Hemoglobin Oxidation-Reduction BiochemistryDocument5 pagesHemoglobin Oxidation-Reduction BiochemistryYasmine AzzackiyahNo ratings yet
- Module 2: Problem Set CH148/A32: Camacho, Ocampo, Patuto, Rodenas, TizonDocument5 pagesModule 2: Problem Set CH148/A32: Camacho, Ocampo, Patuto, Rodenas, TizonZhane TizonNo ratings yet
- 16 ACC Issues and ConcernsDocument11 pages16 ACC Issues and ConcernsShivakumarNo ratings yet
- Rotamat® Rok 4 Pumping Stations Screen: WasteDocument4 pagesRotamat® Rok 4 Pumping Stations Screen: WastecrvenicajNo ratings yet
- 304 304L Data Sheets 1 28 13 PDFDocument12 pages304 304L Data Sheets 1 28 13 PDFneerajtrvNo ratings yet
- Microwave, IR, NMR spectroscopy techniquesDocument1 pageMicrowave, IR, NMR spectroscopy techniquesSaikiranNo ratings yet
- Preparing Meds From Ampules and VialsDocument7 pagesPreparing Meds From Ampules and VialsZyra ObedencioNo ratings yet
- LCP SpanlockDocument8 pagesLCP SpanlockGarfieldNo ratings yet
- CIL of Preg Robbing GS POXed Slurry For GOLD 100 (FINAL)Document11 pagesCIL of Preg Robbing GS POXed Slurry For GOLD 100 (FINAL)Edgar Barrios JNo ratings yet
- Incoloy 800 / Alloy 800 / UNS N08800 / DIN 1.4876Document3 pagesIncoloy 800 / Alloy 800 / UNS N08800 / DIN 1.4876SamkitNo ratings yet
- XMTC DatasheetDocument4 pagesXMTC DatasheetSelva RajNo ratings yet
- WoW Gold Guide v2Document20 pagesWoW Gold Guide v2ZontirNo ratings yet
- Hydrogen Gas SensorsDocument21 pagesHydrogen Gas Sensorsshobhan1984No ratings yet
- Final PG Sby 0024Document3 pagesFinal PG Sby 0024Afwa Wildan RomadhonNo ratings yet
- Extraction and Application of Lycopene From PapayaDocument5 pagesExtraction and Application of Lycopene From PapayaDevita AmeliaNo ratings yet
- TestDocument94 pagesTestmutiaraNo ratings yet
- Z-ABS Material Safety Data Sheet-1 PDFDocument7 pagesZ-ABS Material Safety Data Sheet-1 PDFLaurentiu-Florin MosinoiuNo ratings yet
- Phase I document covers states of matter basicsDocument41 pagesPhase I document covers states of matter basicsdivakarsNo ratings yet
- Martin Flexible Couplings CatalogDocument37 pagesMartin Flexible Couplings CatalogJean CarlosNo ratings yet