You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Mini Project On 3d Printing of Leaf Spring (Freedom) 21Document49 pagesMini Project On 3d Printing of Leaf Spring (Freedom) 21Vamshi RittuNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- How To Write and Format A White Paper - The Definitive GuideDocument20 pagesHow To Write and Format A White Paper - The Definitive GuidetesttestNo ratings yet
- Registered Mail DM901Document88 pagesRegistered Mail DM901nolandparkNo ratings yet
- Batch Packaging Record (Final) PDFDocument13 pagesBatch Packaging Record (Final) PDFatiq100% (3)
- GMP Training For New EmployeesDocument2 pagesGMP Training For New EmployeesPrince Moni100% (2)
- (PaperzoneVN - Com) 23 PineChristmasTree TEMPLATEA4 PaperArtAddictionDocument6 pages(PaperzoneVN - Com) 23 PineChristmasTree TEMPLATEA4 PaperArtAddictionBenedict CleonNo ratings yet
- Unit 2 Engineering Alloys (Ferrous and Non-Ferrous) : StructureDocument63 pagesUnit 2 Engineering Alloys (Ferrous and Non-Ferrous) : StructureKelvin TyhNo ratings yet
- Auction 328 CatalogueDocument140 pagesAuction 328 CatalogueJohn DavisNo ratings yet
- CFD (AE2402) Question BankDocument6 pagesCFD (AE2402) Question Bankaeroacademic50% (2)
- NORMA GALIA Exportación - CDC - Emb - Gamme - 12 - 12 - 2012 - EN - tcm1805-839521 PDFDocument42 pagesNORMA GALIA Exportación - CDC - Emb - Gamme - 12 - 12 - 2012 - EN - tcm1805-839521 PDFmarcosmonterrosog100% (1)
- University College of Engineering ThirukkuvalaiDocument7 pagesUniversity College of Engineering Thirukkuvalaiamsk24_24No ratings yet
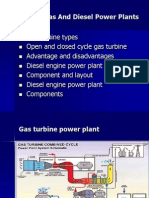
- Unit-I Power PlantsDocument22 pagesUnit-I Power Plantsamsk24_24No ratings yet
- LaptopDocument22 pagesLaptopamsk24_24No ratings yet
- Fluid Mechanics NotesDocument0 pagesFluid Mechanics Notesamsk24_24No ratings yet
- Unit 4Document14 pagesUnit 4amsk24_24No ratings yet
- Me2151 Engineering MechanicsDocument1 pageMe2151 Engineering Mechanicsamsk24_24No ratings yet
- Question Bank BCMDocument11 pagesQuestion Bank BCMamsk24_24No ratings yet
- Event EvaluationDocument15 pagesEvent EvaluationRemya Nharakkat100% (1)
- Easement by PrescriptionDocument11 pagesEasement by PrescriptionCălin CâmpianuNo ratings yet
- Madeeasyias Madeeasyias: Mock Test 1Document13 pagesMadeeasyias Madeeasyias: Mock Test 1AkashGauravNo ratings yet
- LJN Kyn 2533 17-3-2011 Tanveer BhaiDocument2 pagesLJN Kyn 2533 17-3-2011 Tanveer BhaizaheerbcNo ratings yet
- U.S. Steam Boiler MarketDocument80 pagesU.S. Steam Boiler MarketnikhilpampatwarNo ratings yet
- Design and Fabrication of Manual Paper Shredding MachineDocument6 pagesDesign and Fabrication of Manual Paper Shredding MachineJade DigNo ratings yet
- Assignment Sheet: Shivalik Institute of Management Education & Research, DurgDocument1 pageAssignment Sheet: Shivalik Institute of Management Education & Research, DurgShashant NagwanshiNo ratings yet
- Jharsuguda TenderDocument99 pagesJharsuguda TenderlaxmiccNo ratings yet
- Blue Dart Project FinalDocument11 pagesBlue Dart Project FinalTarun Panicker100% (1)
- Nike, Inc. Packaging Design Requirements: JANUARY 2020Document39 pagesNike, Inc. Packaging Design Requirements: JANUARY 2020Gimy KNo ratings yet
- Kinds of Cheques: Cabigting, Maria Queenie Lilirae Purzuelo, DanielleDocument51 pagesKinds of Cheques: Cabigting, Maria Queenie Lilirae Purzuelo, DanielleRae De CastroNo ratings yet
- The Wehrmacht War Crimes Bureau, 1939-1945 (Alfred M. de Zayas Howard Levie) (Z-Library)Document388 pagesThe Wehrmacht War Crimes Bureau, 1939-1945 (Alfred M. de Zayas Howard Levie) (Z-Library)depressionsoftcoreNo ratings yet
- See Where Color Can Take You: Océ CS665 ProDocument8 pagesSee Where Color Can Take You: Océ CS665 ProAnonymous WD109UakyNo ratings yet
- CHM E-Catalogue 2018Document8 pagesCHM E-Catalogue 2018Pham van QuyetNo ratings yet
- Ap UgDocument330 pagesAp Ugbanker_mcaNo ratings yet
- Corrective Action Form-qs-141ADocument1 pageCorrective Action Form-qs-141AGAURAV SHARMANo ratings yet
- BS en 772 - 2 - 1998Document8 pagesBS en 772 - 2 - 1998Abu Muhammad iftikharNo ratings yet
- Crystal PepsiDocument3 pagesCrystal PepsiRahul AzadNo ratings yet
- TridentDocument24 pagesTridentPrajod ThiruvambattilNo ratings yet
- WI PST 12 01 Template Shop Drawing SubmittalDocument2 pagesWI PST 12 01 Template Shop Drawing Submittalvirat_daveNo ratings yet
- Final Project Report of Market Analysis On ERP in Education IndustryDocument6 pagesFinal Project Report of Market Analysis On ERP in Education Industryraghav bansalNo ratings yet
- Form A9 Fees Collection Report - SBMSCDocument1 pageForm A9 Fees Collection Report - SBMSCMalin CastilloNo ratings yet