You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 1 - Differences Between API 600 & API 6DDocument9 pages1 - Differences Between API 600 & API 6Dعزت عبد المنعمNo ratings yet
- A System Approach To SO3 Mitigation PDFDocument8 pagesA System Approach To SO3 Mitigation PDFعزت عبد المنعمNo ratings yet
- Gate Valve Standard FeaturesDocument3 pagesGate Valve Standard Featuresعزت عبد المنعمNo ratings yet
- Material Properties Requirements For Metallic MaterialsDocument70 pagesMaterial Properties Requirements For Metallic Materialsعزت عبد المنعمNo ratings yet
- Day 14 Heat Treatments of SteelDocument20 pagesDay 14 Heat Treatments of Steelعزت عبد المنعمNo ratings yet
- Safety System - Emergency Shutdown System P2Document15 pagesSafety System - Emergency Shutdown System P2عزت عبد المنعم100% (3)
- Safety System - Emergency Shutdown System P1Document41 pagesSafety System - Emergency Shutdown System P1عزت عبد المنعم100% (2)
- Pipeline Integrity ManagementDocument122 pagesPipeline Integrity Managementعزت عبد المنعم100% (11)
- Characteristics of Residual StressDocument61 pagesCharacteristics of Residual Stressعزت عبد المنعمNo ratings yet
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Lecture - 1 Steel Structures Design PhilosophiesDocument67 pagesLecture - 1 Steel Structures Design Philosophiesعزت عبد المنعم60% (5)
- High Temperature Corrosion Guide Line 7 (1) .0Document20 pagesHigh Temperature Corrosion Guide Line 7 (1) .0عزت عبد المنعم100% (2)
- Deaerator CorrosionDocument7 pagesDeaerator Corrosionanindya1986No ratings yet
- Correct Expansion of Heat Exchanger - Boiler Tubes PDFDocument4 pagesCorrect Expansion of Heat Exchanger - Boiler Tubes PDFعزت عبد المنعمNo ratings yet
- Fireproofing For Petrochemical FacilityDocument12 pagesFireproofing For Petrochemical FacilityJames Murray100% (4)
- Comparison Material Specs. Table PDFDocument41 pagesComparison Material Specs. Table PDFعزت عبد المنعمNo ratings yet
- ISO 8501 Photo ReferDocument5 pagesISO 8501 Photo Referapi-386436191% (11)
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BDocument28 pagesDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MECHANICAL WAVE-SHEET: 1 (Lecture - 1) : Level - IDocument6 pagesMECHANICAL WAVE-SHEET: 1 (Lecture - 1) : Level - Ivivek mishraNo ratings yet
- Some Useful Definitions - Principles of Photoelasticity - Stress Measurement Techniques - How Stress Is CalculatedDocument48 pagesSome Useful Definitions - Principles of Photoelasticity - Stress Measurement Techniques - How Stress Is Calculatedsarah saadNo ratings yet
- Assignment 2 Compare Travelling Wave and Standing Wave AntennasDocument3 pagesAssignment 2 Compare Travelling Wave and Standing Wave AntennassindhuraNo ratings yet
- Modern Physics 1Document2 pagesModern Physics 1Ramesh BadamNo ratings yet
- Comb Filter Effect: Compal AT-Audio/ Viction - WuDocument24 pagesComb Filter Effect: Compal AT-Audio/ Viction - WuMeng-Chien WuNo ratings yet
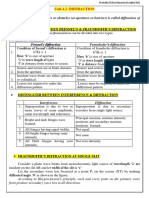
- Light.: Bending of Light at Any Edges or Obstacles (Or Apertures or Barriers) Is Called Diffraction ofDocument7 pagesLight.: Bending of Light at Any Edges or Obstacles (Or Apertures or Barriers) Is Called Diffraction ofĐarling DineshNo ratings yet
- Mynotes NobookDocument554 pagesMynotes Nobookgeopaok165No ratings yet
- What Is PresbycusisDocument4 pagesWhat Is PresbycusisNisa UcilNo ratings yet
- Learning Plan in Science 10: Unit Topic: Content Standard: Performance Standard: Learning CompetenciesDocument11 pagesLearning Plan in Science 10: Unit Topic: Content Standard: Performance Standard: Learning CompetenciesSarah FranciscoNo ratings yet
- Dielectric Waveguides and Optical Fibers: Slab Waveguide, Modes, V-Number Modal, Material, and Waveguide DispersionsDocument34 pagesDielectric Waveguides and Optical Fibers: Slab Waveguide, Modes, V-Number Modal, Material, and Waveguide Dispersionszoex924No ratings yet
- EQ Cheat Sheet v1Document1 pageEQ Cheat Sheet v1notbuggedNo ratings yet
- Atmospheric ScatteringDocument15 pagesAtmospheric ScatteringSid WorldNo ratings yet
- Presented By: Arsal Submitted To: DR Danial Baig Roll No. 18206Document16 pagesPresented By: Arsal Submitted To: DR Danial Baig Roll No. 18206Valhala ZerozNo ratings yet
- Polarization of Light: Malus' LawDocument9 pagesPolarization of Light: Malus' LawCyrene MBolañosNo ratings yet
- Aq6375 Optical Spectrum Analyzer For Long Wavelength Band: MORI Tohru ISHIHARA Gentarou KANEKO Tsutomu HORIGUCHI AtsushiDocument4 pagesAq6375 Optical Spectrum Analyzer For Long Wavelength Band: MORI Tohru ISHIHARA Gentarou KANEKO Tsutomu HORIGUCHI AtsushiGhallab AlsadehNo ratings yet
- Choosing An Ultrasonic Sensor For Proximity or Distance Measurement - Part 1 - Acoustic Considerations - Sensors MagazineDocument8 pagesChoosing An Ultrasonic Sensor For Proximity or Distance Measurement - Part 1 - Acoustic Considerations - Sensors MagazineKhoyrul HudaNo ratings yet
- Fundamentos de Fisica Hoolliday Parcial SolucionarioDocument5 pagesFundamentos de Fisica Hoolliday Parcial SolucionarioAlejandro Zambrano ValbuenaNo ratings yet
- Worksheet: Campus Topic Class Name Section - A Section - CDocument12 pagesWorksheet: Campus Topic Class Name Section - A Section - Cayushii kapurNo ratings yet
- With Air.: Set 63 - Page 1 Compiled by Mr. Lelon 012-6556593Document11 pagesWith Air.: Set 63 - Page 1 Compiled by Mr. Lelon 012-6556593lelon81No ratings yet
- Fresnel and Fraunhoffer Diffraction: Doshi Siddharth KalpeshDocument29 pagesFresnel and Fraunhoffer Diffraction: Doshi Siddharth KalpeshRanjith R MenonNo ratings yet
- Optical Fiber Characterization: Apparatus AvailableDocument5 pagesOptical Fiber Characterization: Apparatus AvailablearpitNo ratings yet
- Thermal Radiation: Abolencia, Edin Hayel T., Sanchez, Krizia, Soriano, AllanDocument3 pagesThermal Radiation: Abolencia, Edin Hayel T., Sanchez, Krizia, Soriano, AllanEdin AbolenciaNo ratings yet
- LAB 3 Radiation Heat TrasferDocument16 pagesLAB 3 Radiation Heat TrasferMastura Ahmad Termizi89% (19)
- LQ SpreadsheetDocument6 pagesLQ SpreadsheetAbraham García HerediaNo ratings yet
- Photochem Photobiology - 2021 - Finlayson - Depth Penetration of Light Into Skin As A Function of Wavelength From 200 ToDocument8 pagesPhotochem Photobiology - 2021 - Finlayson - Depth Penetration of Light Into Skin As A Function of Wavelength From 200 ToBoby FaesalNo ratings yet
- Work JournalDocument3 pagesWork JournalJamsheed YazdaniNo ratings yet
- Ray Thory Transmission or Basic Optical Laws and Definitions PDFDocument17 pagesRay Thory Transmission or Basic Optical Laws and Definitions PDFbeaulajenishNo ratings yet
- Introduction To Plasma Physics and Controlled Fusion Notes For Journal 1Document18 pagesIntroduction To Plasma Physics and Controlled Fusion Notes For Journal 1api-272993678100% (1)
- School of Physics and AstronomyDocument11 pagesSchool of Physics and AstronomyemlynpounderNo ratings yet
- Sound Level Meter Sonometro Sonomètre: English Español FrançaisDocument0 pagesSound Level Meter Sonometro Sonomètre: English Español FrançaisLuis SantosNo ratings yet