You might also like
- CURSO VT - 02 SoldadurasDocument16 pagesCURSO VT - 02 SoldadurasJohana BarreraNo ratings yet
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Document14 pagesProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Formato de Calificación de Soldadura Qw-42Document2 pagesFormato de Calificación de Soldadura Qw-42ivanbfNo ratings yet
- Procedimientos SoldadurasDocument13 pagesProcedimientos SoldadurasRickiemannNo ratings yet
- Formato de LiberacionDocument117 pagesFormato de LiberacionYair Sánchez blancoNo ratings yet
- API 1104 Complementario 5Document10 pagesAPI 1104 Complementario 5petreNo ratings yet
- Accesorios de Hierro DúctilDocument59 pagesAccesorios de Hierro DúctilNorides ChiariNo ratings yet
- BorradorDocument10 pagesBorradorRodmi Torres PeraltaNo ratings yet
- Procedimeinto Prefabricación y Montaje de TuberíaDocument5 pagesProcedimeinto Prefabricación y Montaje de TuberíaLiliana RosasNo ratings yet
- 02 Terminos y Definiciones SoldaduraDocument18 pages02 Terminos y Definiciones SoldaduraBetsiNo ratings yet
- WPS D1.1 A36 - E71t11Document2 pagesWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Reporte de Doblez INF - Wip-030-18Document1 pageReporte de Doblez INF - Wip-030-18Danfer De la CruzNo ratings yet
- Como Soldar Bridads SliponDocument5 pagesComo Soldar Bridads SliponAlexandro Jaimes MoralesNo ratings yet
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocument9 pages29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosNo ratings yet
- API 650 Edition 2020-456-460 (Traducido)Document5 pagesAPI 650 Edition 2020-456-460 (Traducido)Blas Carbajal100% (1)
- PR-CC-003 Control Dimensional en El ArmadoDocument8 pagesPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- CT WPS Smaw 004Document2 pagesCT WPS Smaw 004jean carlosNo ratings yet
- Wps BlancoDocument2 pagesWps BlancoChristian GramNo ratings yet
- 6.-Procedimiento de Soldadura y OxicorteDocument9 pages6.-Procedimiento de Soldadura y OxicorteOdette PerezNo ratings yet
- PR-OP-006 (Corte y Biselado de Tuberias)Document7 pagesPR-OP-006 (Corte y Biselado de Tuberias)Oswaldo Omar Lamas RiosNo ratings yet
- Criterios de Aceptacion API 1104Document1 pageCriterios de Aceptacion API 1104Anthony PozoNo ratings yet
- Procedimiento Aplicación de Soldadura GMAW PeruDocument4 pagesProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraNo ratings yet
- Procedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Document11 pagesProcedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Maldonado DarioNo ratings yet
- PQR UnimetDocument7 pagesPQR UnimetCarlos Lluen AquinoNo ratings yet
- Procedimiento Reparación de SoldaduraDocument6 pagesProcedimiento Reparación de Soldaduramartinezvjoseg0% (1)
- NPS 12 SCH 80 Liz CarlaDocument1 pageNPS 12 SCH 80 Liz CarlaLizmaira Yineth Arenas MonteroNo ratings yet
- PR-PP-29 Procedimiento para Calibracion de FlexometrosDocument5 pagesPR-PP-29 Procedimiento para Calibracion de FlexometrosJavier Lozano AbrilNo ratings yet
- Prueba de AdherenciaDocument1 pagePrueba de AdherenciaCristian Xavier Avendaño BelloNo ratings yet
- 2050Document101 pages2050Espacio UniversitarioNo ratings yet
- WPQ Ac (Gmaw)Document1 pageWPQ Ac (Gmaw)Mauricio ObrequeNo ratings yet
- INDC-SGC-PT-021 Procedimiento de Torque de PernosDocument15 pagesINDC-SGC-PT-021 Procedimiento de Torque de PernosluxNo ratings yet
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocument20 pagesCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoNo ratings yet
- Wps 1-2Document2 pagesWps 1-2Christian GramNo ratings yet
- WPS SML 2 20Document5 pagesWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGANo ratings yet
- 1 Leak Testing IntroduccionDocument22 pages1 Leak Testing IntroduccionOstwal Kgori100% (1)
- Procedimiento de Apuntalado de SobreplanchasDocument8 pagesProcedimiento de Apuntalado de SobreplanchasVictor AlejandroNo ratings yet
- Protocolo de Soldadura.Document9 pagesProtocolo de Soldadura.HC RollyNo ratings yet
- Norma Astm A194 ResumenDocument3 pagesNorma Astm A194 ResumenMarco QuijandriaNo ratings yet
- NCh292 1960 PDFDocument27 pagesNCh292 1960 PDFNabucodonosor6969No ratings yet
- F79205 Rev 2T Reporte de Prueba de FerritaDocument1 pageF79205 Rev 2T Reporte de Prueba de FerritaIván R. Cruz FloresNo ratings yet
- ct3 Ingenieria Control Dimensional Tanques Api 650 653Document3 pagesct3 Ingenieria Control Dimensional Tanques Api 650 653Jensyn Lagos MendozaNo ratings yet
- Inspeccion de Soldadura Por Liquidos Penetrantes PDFDocument13 pagesInspeccion de Soldadura Por Liquidos Penetrantes PDFvalentinNo ratings yet
- Penetrámetros ASTMDocument2 pagesPenetrámetros ASTMcaballerolangNo ratings yet
- WPQ API Oscar DelgadoDocument1 pageWPQ API Oscar DelgadoBrayan RojasNo ratings yet
- Galga para Inspección VisualDocument8 pagesGalga para Inspección VisualCesar Vallejos MoncadaNo ratings yet
- Recepción, Almacenamiento y Manipulación de Consumibles de SoldaduraDocument8 pagesRecepción, Almacenamiento y Manipulación de Consumibles de SoldaduraRenato Ren SZNo ratings yet
- PQR Certificado de Calificacion Del Procedimiento (PQR)Document2 pagesPQR Certificado de Calificacion Del Procedimiento (PQR)DiegoJoseAlvarezSierraNo ratings yet
- QW-482 Welding Procedure Specification (WPS)Document2 pagesQW-482 Welding Procedure Specification (WPS)JORDY ROBINSON CAICHIHUA VERGARANo ratings yet
- Procedimiento Soldadura Api1104Document20 pagesProcedimiento Soldadura Api1104Julio AlcantaraNo ratings yet
- Pruebas Hidráulicas para TanquesDocument8 pagesPruebas Hidráulicas para TanquesG100% (1)
- Certificado de Homologación - 01-11-2019Document1 pageCertificado de Homologación - 01-11-2019Peter CallánNo ratings yet
- WPQ Rha API 1104t 01Document1 pageWPQ Rha API 1104t 01Kevvin Danniel DazzaNo ratings yet
- Sce PC 306 0001 Instalacion de Mantas TermocontraiblesDocument33 pagesSce PC 306 0001 Instalacion de Mantas TermocontraiblesPablo Paz0% (1)
- 22004.sco-08 Inspeccion Visual de SoldaduraDocument14 pages22004.sco-08 Inspeccion Visual de SoldaduraAlberto Watkins100% (1)
- Astm A514 GR BDocument6 pagesAstm A514 GR BelweldNo ratings yet
- Consejos para Calificar en AWS D1.1Document4 pagesConsejos para Calificar en AWS D1.1Leon Heart FCNo ratings yet
- WPS-PQR Rds 1362014-0Document8 pagesWPS-PQR Rds 1362014-0brunoNo ratings yet
- Ensayo de Doblado Wps GmawDocument2 pagesEnsayo de Doblado Wps Gmawjaime huertasNo ratings yet
- IT-09-CAÑ-01 Curvado de Cañeria Rev 5Document9 pagesIT-09-CAÑ-01 Curvado de Cañeria Rev 5Cristian Rodrigo González CepedaNo ratings yet
- Procedimiento General de Soldadura MOPET PDFDocument10 pagesProcedimiento General de Soldadura MOPET PDFAnonymous XqOKlgNo ratings yet
- Clases y Tipos de TornoDocument11 pagesClases y Tipos de TornoHarold StevenNo ratings yet
- Ejemplos ProblemasDocument79 pagesEjemplos ProblemasOscar Quiros50% (2)
- Tablas de Roscas Metricas y WhitworthDocument4 pagesTablas de Roscas Metricas y Whitworthrbbpet67% (3)
- 12 Taladrado y Operaciones AfinesDocument35 pages12 Taladrado y Operaciones AfinesClemente CalderonNo ratings yet
- Ciclos de Mecanizado para Emco ConceptDocument7 pagesCiclos de Mecanizado para Emco ConceptCarlos MartinNo ratings yet
- Proceso de MecanizadoDocument3 pagesProceso de MecanizadoCarlos LombanaNo ratings yet
- Document PDFDocument41 pagesDocument PDFAngela RengifoNo ratings yet
- Ficha Tecnica KS - 100Document6 pagesFicha Tecnica KS - 100NINGUNONo ratings yet
- Abraz SL y SKDocument2 pagesAbraz SL y SKWalther Vilugron LacosteNo ratings yet
- Proceso de Maquinado ReyDocument3 pagesProceso de Maquinado ReyAlexis BeltranNo ratings yet
- Fundamento Tecnicos para Maquinas HerramientasDocument9 pagesFundamento Tecnicos para Maquinas HerramientasErick SolisNo ratings yet
- Soldadura CisoldDocument2 pagesSoldadura CisoldAnonymous m43RBxOVZ2No ratings yet
- Modelo para ProyectoDocument54 pagesModelo para ProyectoDiego PomaNo ratings yet
- Resumen Material GradesDocument67 pagesResumen Material GradesArmando MátalNo ratings yet
- Libreto de Roscas Hynesur PDFDocument18 pagesLibreto de Roscas Hynesur PDFAlexander TgNo ratings yet
- ObjetivosDocument10 pagesObjetivosJoel JimenezNo ratings yet
- 25 Información GeneralDocument39 pages25 Información GeneralCristian FuentesNo ratings yet
- Prensa de EncuadernaciónDocument19 pagesPrensa de EncuadernaciónCarlos SalgadoNo ratings yet
- Ast TornoDocument4 pagesAst TornoIvan Guetta HdezNo ratings yet
- Ilovepdf Merged (10) CompressedDocument158 pagesIlovepdf Merged (10) CompressedFernando Portilla MarzanoNo ratings yet
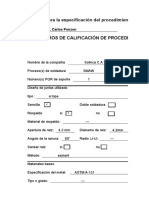
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Document9 pagesFormato para La Especificacion Del Procedimiento de Soldadura (WPS)Dubraska Perez67% (3)
- Pieza HelvexDocument2 pagesPieza HelvexJose Raymundo Animas RosasNo ratings yet
- ILIXDocument738 pagesILIXFernando Alves AnalyticsNo ratings yet
- Parcial 2 Tecnología Mecánica - QUISPE LAURA LEONARDO ALEXDocument5 pagesParcial 2 Tecnología Mecánica - QUISPE LAURA LEONARDO ALEXLEONARDO ALEX QUISPE LAURANo ratings yet
- Cuadro SinopticoDocument2 pagesCuadro SinopticoEduardo Rodriguez33% (3)
- Prosupuesto de Cobertura Metálica paraDocument4 pagesProsupuesto de Cobertura Metálica paraRicardo García CalderónNo ratings yet
- Tablas Del Taller de TornoDocument1 pageTablas Del Taller de Tornoalex pastranNo ratings yet
- Cursos Soldadura & Pailería PresentaciónDocument15 pagesCursos Soldadura & Pailería PresentaciónleonjacoborafaelNo ratings yet
- Cuadro Conclusiones SoldaduraDocument8 pagesCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- Guia 4Document9 pagesGuia 4Brahahayan CardenasNo ratings yet