You might also like
- Fluid Dynamics in Complex Fractured-Porous SystemsFrom EverandFluid Dynamics in Complex Fractured-Porous SystemsBoris FaybishenkoNo ratings yet
- Gas Dispersion and De-Inking in A Flotation Column PDFDocument6 pagesGas Dispersion and De-Inking in A Flotation Column PDFJose Luis Barrientos RiosNo ratings yet
- Paper 11 1Document12 pagesPaper 11 1Dhananjay KadamNo ratings yet
- Liquid Holdup, MODELS PDFDocument14 pagesLiquid Holdup, MODELS PDFjoreliNo ratings yet
- Paper090 PDFDocument8 pagesPaper090 PDFDes MshenguNo ratings yet
- A Spreadsheet Approach To Diverter Design Calculations: LouisianaDocument12 pagesA Spreadsheet Approach To Diverter Design Calculations: LouisianaMRizwanSadiq313No ratings yet
- Alves, Maia, Vasconcelos - 2002 - Experimental and Modelling Study of Gas Dispersion in A Double Turbine Stirred TankDocument10 pagesAlves, Maia, Vasconcelos - 2002 - Experimental and Modelling Study of Gas Dispersion in A Double Turbine Stirred TankKita de AzevedoNo ratings yet
- Pergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994Document14 pagesPergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994anellbmcNo ratings yet
- Dense Jet Modelling Applied To The Design of Dense Effluent DiffusersDocument10 pagesDense Jet Modelling Applied To The Design of Dense Effluent Diffusersjean miguel oscorima celisNo ratings yet
- Interference Well TestDocument6 pagesInterference Well TestParitosh DoshiNo ratings yet
- IJMF2009Document4 pagesIJMF2009SK YadavNo ratings yet
- Pressure Drop in Laminar and Turbulent Flows in Circular PipeDocument17 pagesPressure Drop in Laminar and Turbulent Flows in Circular Pipegestapo85No ratings yet
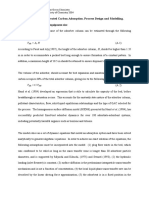
- Appendix. Granular Activated Carbon Adsorption. Process Design and ModellingDocument8 pagesAppendix. Granular Activated Carbon Adsorption. Process Design and ModellingRodrigo KawamuraNo ratings yet
- SMN 09Document34 pagesSMN 09Siwadol DejphumeeNo ratings yet
- Plateefficiency Correlation in GAS P !) : Distllling AND AbsorbersDocument13 pagesPlateefficiency Correlation in GAS P !) : Distllling AND AbsorbersArouetNo ratings yet
- Air Sea ExchangeDocument10 pagesAir Sea Exchangedist2235No ratings yet
- Analytical Study of Liquid/Vapour Separation EfficiencyDocument23 pagesAnalytical Study of Liquid/Vapour Separation Efficiencyra9622No ratings yet
- 1 s2.0 S0144860901000668 MainDocument21 pages1 s2.0 S0144860901000668 MainnuulNo ratings yet
- The Effect of Stirring Speed and Induction Time On FlotationDocument25 pagesThe Effect of Stirring Speed and Induction Time On FlotationUtkuNo ratings yet
- CFD Modeling of Gas Dispersion and Bubble Size in A Double Turbine Stirred TankDocument10 pagesCFD Modeling of Gas Dispersion and Bubble Size in A Double Turbine Stirred TankRodrigo MirandaNo ratings yet
- CE2812 - Sieve Analysis and Hydrometer AnalysisDocument12 pagesCE2812 - Sieve Analysis and Hydrometer AnalysisRashmiNo ratings yet
- Axial Dispersion of Particles in A Slugging Column-The Role of The Laminar Wake of The BubblesDocument14 pagesAxial Dispersion of Particles in A Slugging Column-The Role of The Laminar Wake of The BubblesGiuliano TpaNo ratings yet
- CFD Analysis and Experimental Investigations Towards Optimizing The Parameters of Ranque-Hilsch Vortex TubeDocument13 pagesCFD Analysis and Experimental Investigations Towards Optimizing The Parameters of Ranque-Hilsch Vortex TubedennyfrancisNo ratings yet
- Modeling Critical Flow Through Choke For A Gas-Condensate Reservoir Based On Drill Stem Test DataDocument13 pagesModeling Critical Flow Through Choke For A Gas-Condensate Reservoir Based On Drill Stem Test DataSanna JorgeNo ratings yet
- Trickle Bed ReactorDocument7 pagesTrickle Bed ReactordebadritaghoshNo ratings yet
- A Direct Method For Plotting Grain Size Curves From Hydrometer Test Data Stp38492s.617587-1Document7 pagesA Direct Method For Plotting Grain Size Curves From Hydrometer Test Data Stp38492s.617587-1Ibrahim SuryaNo ratings yet
- Liquid Holdup in Geothermal Wells: Sabodh K. Garg, John W. Pritchett, and James H. AlexanderDocument7 pagesLiquid Holdup in Geothermal Wells: Sabodh K. Garg, John W. Pritchett, and James H. AlexanderIrwan JanuarNo ratings yet
- Solid Gas FlowDocument9 pagesSolid Gas FlowAnu MittalNo ratings yet
- Lemoullec 2008Document14 pagesLemoullec 2008Jesus SerranoNo ratings yet
- Appendix. Granular Activated Carbon Adsorption. Process Design and ModellingDocument8 pagesAppendix. Granular Activated Carbon Adsorption. Process Design and Modellingbuggy kollaNo ratings yet
- Rheology and Heat Transfer During Mineral Residue Phosphatation in A Rheo-ReactorDocument5 pagesRheology and Heat Transfer During Mineral Residue Phosphatation in A Rheo-ReactorasesinamortalNo ratings yet
- Impo1 9Document20 pagesImpo1 9mouhcine maouhoubNo ratings yet
- Laplante 1983Document17 pagesLaplante 1983Luis Wes MolésNo ratings yet
- Yaqub 2018 IOP Conf. Ser. Mater. Sci. Eng. 458 012078Document10 pagesYaqub 2018 IOP Conf. Ser. Mater. Sci. Eng. 458 012078Daniel MoraesNo ratings yet
- Gomez Et Al 2000 Prediction of Slug Liquid Holdup PDFDocument5 pagesGomez Et Al 2000 Prediction of Slug Liquid Holdup PDFFrancisco OppsNo ratings yet
- A Study of The Flow Field of A Confined and Submerged Impinging JetDocument10 pagesA Study of The Flow Field of A Confined and Submerged Impinging JetEKKACHAI PRABNAKORNNo ratings yet
- CFD Modelling of Mixing Effects On The Course of Parallel Chemical Reactions Carried Out in A Stirred TankDocument7 pagesCFD Modelling of Mixing Effects On The Course of Parallel Chemical Reactions Carried Out in A Stirred TankharriolaNo ratings yet
- 28tamburini PDFDocument6 pages28tamburini PDFivanmatijevicNo ratings yet
- Oxygen Transfer Model Development Based On Activated Sludge and Clean WaterDocument9 pagesOxygen Transfer Model Development Based On Activated Sludge and Clean WaterSol AngelNo ratings yet
- SPE 114591 Rate Transient Analysis in Naturally Fractured Shale Gas ReservoirsDocument17 pagesSPE 114591 Rate Transient Analysis in Naturally Fractured Shale Gas ReservoirsIbrahim ElsawyNo ratings yet
- CFD Simulation of Solid Liquid Suspensions in Baffled Stirred Vessels Below Complete Suspension SpeedDocument6 pagesCFD Simulation of Solid Liquid Suspensions in Baffled Stirred Vessels Below Complete Suspension SpeedivanmatijevicNo ratings yet
- Low Rank Modeling of Primary AtomizationDocument6 pagesLow Rank Modeling of Primary AtomizationКирилл ВеселовNo ratings yet
- Effect of Different Contaminants On The A FactorDocument9 pagesEffect of Different Contaminants On The A FactormichaelNo ratings yet
- Sanchez Et Al., (2008)Document8 pagesSanchez Et Al., (2008)radzul abyanNo ratings yet
- Estimation of Advance and Infiltration Equations in Furrow Irrigation For Untested DischargesDocument13 pagesEstimation of Advance and Infiltration Equations in Furrow Irrigation For Untested Dischargeshaithamelramlawi7503No ratings yet
- RG 2020Document20 pagesRG 2020Vikash ShuklaNo ratings yet
- CFD Prediction of Effects of Impeller Design On Floating Solids Mixing in Stirred Tanks With PitchedDocument9 pagesCFD Prediction of Effects of Impeller Design On Floating Solids Mixing in Stirred Tanks With PitchedWilsonAgudeloCatañoNo ratings yet
- MultiphaseflowDocument15 pagesMultiphaseflowAndres VallebellaNo ratings yet
- Cav03 OS 4 010Document7 pagesCav03 OS 4 010Emad ElsaidNo ratings yet
- Measurement and Modeling of Unsaturated Hydraulic ConductivityDocument16 pagesMeasurement and Modeling of Unsaturated Hydraulic Conductivityzeeshansheikh7No ratings yet
- Analysis of Gas-Liquid Mass Transfer in An Airlift Contactor With Perforated PlatesDocument9 pagesAnalysis of Gas-Liquid Mass Transfer in An Airlift Contactor With Perforated PlatesScribdManíacoNo ratings yet
- Pipe Flow HydraulicsDocument8 pagesPipe Flow HydraulicsNeel DodhiaNo ratings yet
- Effect of Distribution Nozzles On Trickling Filter PerformanceDocument16 pagesEffect of Distribution Nozzles On Trickling Filter PerformanceJozepalNo ratings yet
- Yoon 2004Document20 pagesYoon 2004Fernando FavalessaNo ratings yet
- Division S-2-Notes: Chamber Measurement of Soil-Atmosphere Gas Exchange: Linear vs. Diffusion-Based Flux ModelsDocument3 pagesDivision S-2-Notes: Chamber Measurement of Soil-Atmosphere Gas Exchange: Linear vs. Diffusion-Based Flux ModelsMike GalárragaNo ratings yet
- Journal of Chemical EnggDocument10 pagesJournal of Chemical EnggJayamPandiNo ratings yet
- HW#1-Fluid Mechanics IDocument3 pagesHW#1-Fluid Mechanics IsalymoonismNo ratings yet
- Problem of RehologyDocument4 pagesProblem of RehologyShagufta AfaqueNo ratings yet
- Prediction of Venturi Scrubber Grade Efficiency Curves Using TheDocument8 pagesPrediction of Venturi Scrubber Grade Efficiency Curves Using TheDamian Stevens100% (2)
- Cavitation CFD in A Centrifugal PumpDocument7 pagesCavitation CFD in A Centrifugal Pumpazispn99100% (1)
- Drawing MX40S666 With CoverDocument1 pageDrawing MX40S666 With CoverAlonso Patricio Herrera GuzmanNo ratings yet
- SWECO Screen Mesh Conversion ChartDocument1 pageSWECO Screen Mesh Conversion ChartAlonso Patricio Herrera GuzmanNo ratings yet
- Leaching Kinetics of Copper From Waste Printed Circuit Boards by Electro-GeneratedDocument9 pagesLeaching Kinetics of Copper From Waste Printed Circuit Boards by Electro-GeneratedAlonso Patricio Herrera GuzmanNo ratings yet
- Chromated - Copper - ArsenateDocument4 pagesChromated - Copper - ArsenateAlonso Patricio Herrera GuzmanNo ratings yet
- Dos AmigosDocument17 pagesDos AmigosAlonso Patricio Herrera GuzmanNo ratings yet
- Friction FactorDocument7 pagesFriction FactorSuchart TarasapNo ratings yet
- Project Poster Nakshatra - For RahulDocument1 pageProject Poster Nakshatra - For RahulRahul_Ravindra_2899No ratings yet
- Gravitational Force WS NO ANSDocument4 pagesGravitational Force WS NO ANSNajmah Sirad AmpaNo ratings yet
- Lesson Plan-Lab 1Document2 pagesLesson Plan-Lab 1api-299663957No ratings yet
- Epoxy BondingDocument16 pagesEpoxy Bondingmaraiot100% (1)
- AstronomyDocument158 pagesAstronomyBeyondlessNo ratings yet
- The Deformation Modulus of Rock MassesDocument19 pagesThe Deformation Modulus of Rock Massesgandha syah putraNo ratings yet
- The Uncaused Beginning of The Universe 1988Document17 pagesThe Uncaused Beginning of The Universe 1988fransonNo ratings yet
- Chemistry Book 9th Sindh BoardDocument152 pagesChemistry Book 9th Sindh BoardSaad ullahNo ratings yet
- Manual Book of Multiparameter Photometer HI-83200Document65 pagesManual Book of Multiparameter Photometer HI-83200faniaannisaaNo ratings yet
- LumefantrineArtemetherTablets Non Us MonographDocument3 pagesLumefantrineArtemetherTablets Non Us Monographnkszone85% (13)
- 9817 - Manual On Wind Shear 2005Document213 pages9817 - Manual On Wind Shear 2005Huy Thanh NguyenNo ratings yet
- MES - Myths, Mysteries and Perspectives On Properties and UseDocument17 pagesMES - Myths, Mysteries and Perspectives On Properties and UseRichard DinglasanNo ratings yet
- Chapter 3 Geophysical StudiesDocument42 pagesChapter 3 Geophysical Studiesbalaji xeroxNo ratings yet
- Design Regulations BKRDocument187 pagesDesign Regulations BKRn_costiqueNo ratings yet
- GansDocument9 pagesGansganesh_the_aviatorNo ratings yet
- Introduction To WaveletDocument26 pagesIntroduction To WaveletSridhar Koneru VenkkatNo ratings yet
- Quadratic EquationsDocument10 pagesQuadratic EquationsZain CruiseNo ratings yet
- Water 11 00773 PDFDocument17 pagesWater 11 00773 PDFSaga MursalNo ratings yet
- Exo-Glove: A Soft Wearable Robot For The Hand With A Soft Tendon Routing SystemDocument9 pagesExo-Glove: A Soft Wearable Robot For The Hand With A Soft Tendon Routing SystemAtm MarinaNo ratings yet
- Physics PresentationDocument10 pagesPhysics PresentationElisa Djuwita PoeraatmadjaNo ratings yet
- ANSYS PresentationDocument48 pagesANSYS Presentationmagi100% (1)
- Experiments in General Chemistry: Additional Pre-Lab ComponentsDocument10 pagesExperiments in General Chemistry: Additional Pre-Lab ComponentsPrince WoodNo ratings yet
- Chemistry CH # 1Document14 pagesChemistry CH # 1Ibrahim IshfaqNo ratings yet
- FOUNDATIONS FOR INDUSTRIAL MACHINES AND EARTHQUAKE EFFECTS - K.G. Bhatia - ISET Journal of Earthquake Technology, Paper No. 495, Vol. 45, No. 1-2, March-June 2008, Pp. 13-29Document17 pagesFOUNDATIONS FOR INDUSTRIAL MACHINES AND EARTHQUAKE EFFECTS - K.G. Bhatia - ISET Journal of Earthquake Technology, Paper No. 495, Vol. 45, No. 1-2, March-June 2008, Pp. 13-29R Mani MuruganNo ratings yet
- Common Engineering Unit ConversionsDocument3 pagesCommon Engineering Unit Conversionsravandkumar100% (1)
- Lecture 2: Continuation of EquilibriaDocument10 pagesLecture 2: Continuation of Equilibria周沛恩No ratings yet
- Lab ReportDocument5 pagesLab ReportDhashJoshiNo ratings yet
- Electron ConfigurationDocument30 pagesElectron ConfigurationShiela Dianne Caliwanagan100% (1)
- 18.2 Reflection and MirrorsDocument16 pages18.2 Reflection and MirrorsBelinda LapsitNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet