You might also like
- 18.12.17 To 12.01.18 DTS 'B'Document4 pages18.12.17 To 12.01.18 DTS 'B'VarunNo ratings yet
- Stroboscope: Non-Contact Speed Measurement High Intensity Flashes Direct Speed Reading in RPM No Shaft ModificationDocument1 pageStroboscope: Non-Contact Speed Measurement High Intensity Flashes Direct Speed Reading in RPM No Shaft ModificationVarunNo ratings yet
- College of Engineering and Technology: Criteria 7Document14 pagesCollege of Engineering and Technology: Criteria 7VarunNo ratings yet
- Yuva IremosDocument9 pagesYuva IremosVarunNo ratings yet
- GL On CM - Internal CirculationDocument2 pagesGL On CM - Internal CirculationVarunNo ratings yet
- An Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryDocument16 pagesAn Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryVarunNo ratings yet
- The Six Sigma Dmaic Methodology in LogisticsDocument6 pagesThe Six Sigma Dmaic Methodology in LogisticsVarunNo ratings yet
- OneDocument15 pagesOneVarunNo ratings yet
- Self Study Report 1Document315 pagesSelf Study Report 1VarunNo ratings yet
- JSBM 12086Document21 pagesJSBM 12086VarunNo ratings yet
- Rigid BodyDocument38 pagesRigid BodyVarunNo ratings yet
- IJCAS ChecklistDocument2 pagesIJCAS ChecklistVarunNo ratings yet
- Published Paper of IJCAS in 2012-2014Document114 pagesPublished Paper of IJCAS in 2012-2014VarunNo ratings yet
- Information For AuthorsDocument1 pageInformation For AuthorsVarunNo ratings yet
- Structural Analysis of Spar Madeup of Carbon Fibre Composite MaterialDocument6 pagesStructural Analysis of Spar Madeup of Carbon Fibre Composite MaterialVarunNo ratings yet
- Manuscript Template (Feb 1, 2012)Document2 pagesManuscript Template (Feb 1, 2012)VarunNo ratings yet
- Feed BackDocument15 pagesFeed BackVarunNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Seng2011 - Assignment 5Document11 pagesSeng2011 - Assignment 5yajnas1996No ratings yet
- ST Learning Task 10Document6 pagesST Learning Task 10Jermaine DoloritoNo ratings yet
- CaseLaw RundownDocument1 pageCaseLaw RundownTrent WallaceNo ratings yet
- Lost On Mystery Mountain - The Ghost (PG 3&4)Document52 pagesLost On Mystery Mountain - The Ghost (PG 3&4)Olivia LeeNo ratings yet
- Fugacity and Fugacity CoeffDocument9 pagesFugacity and Fugacity CoeffMujtabba AlkhtatNo ratings yet
- Discoid Lupus Erythematosus - Background, Etiology, EpidemiologyDocument8 pagesDiscoid Lupus Erythematosus - Background, Etiology, EpidemiologyJair MathewsNo ratings yet
- Definition of Diplomatic AgentDocument3 pagesDefinition of Diplomatic AgentAdv Faisal AwaisNo ratings yet
- Shear Force and Bending MomentssDocument32 pagesShear Force and Bending Momentssمحمد شمسNo ratings yet
- Headache PAINDocument1 pageHeadache PAINOmarNo ratings yet
- Chloe Ting - 2 Weeks Shred Challenge - Free Workout ProgramDocument1 pageChloe Ting - 2 Weeks Shred Challenge - Free Workout ProgramIra NavalNo ratings yet
- Theatre History TimelineDocument7 pagesTheatre History TimelineCzar Paulo Dabon100% (2)
- The World of The GerDocument302 pagesThe World of The GerMystic Master0% (1)
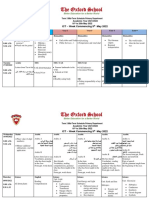
- Term 3 Mid-Term Assessment ScheduleDocument9 pagesTerm 3 Mid-Term Assessment ScheduleRabia MoeedNo ratings yet
- Unit - 3 Consignment: Learning OutcomesDocument36 pagesUnit - 3 Consignment: Learning OutcomesPrathamesh KambleNo ratings yet
- Acadcalendar 2010-2011Document2 pagesAcadcalendar 2010-2011chantel_o12100% (1)
- EJ1266040Document11 pagesEJ1266040John Lester CalleNo ratings yet
- Simple Past News Biography Regular and Irregular VerbsDocument15 pagesSimple Past News Biography Regular and Irregular VerbsDaniela MontemayorNo ratings yet
- Schema and Reading Comprehension Relative To Academic Performance of Grade 10 Students at Binulasan Integrated SchoolDocument12 pagesSchema and Reading Comprehension Relative To Academic Performance of Grade 10 Students at Binulasan Integrated SchoolShenly EchemaneNo ratings yet
- Progress Test 1 Units 1-6: Exercise 1 Personal InformationDocument3 pagesProgress Test 1 Units 1-6: Exercise 1 Personal InformationLuis Villaverde VerasteguiNo ratings yet
- B1 Adjectives Ending in - ED and - ING AD006: Worksheets - English-Grammar - atDocument2 pagesB1 Adjectives Ending in - ED and - ING AD006: Worksheets - English-Grammar - atLucía Di CarloNo ratings yet
- 0 - Past Simple TenseDocument84 pages0 - Past Simple Tenseשחר וולפסוןNo ratings yet
- Quezon City University 673 Quirino Highway, San Bartolome, Novaliches Quezon City College of Engineering Industrial Engineering DepartmentDocument10 pagesQuezon City University 673 Quirino Highway, San Bartolome, Novaliches Quezon City College of Engineering Industrial Engineering DepartmentKavin Dela CruzNo ratings yet
- 8.31 - Standard CostingDocument109 pages8.31 - Standard CostingBhosx Kim100% (1)
- Marcato Capital - Letter To Lifetime Fitness BoardDocument13 pagesMarcato Capital - Letter To Lifetime Fitness BoardCanadianValueNo ratings yet
- Best Trusts and Estates OutlineDocument84 pagesBest Trusts and Estates OutlineJavi Luis100% (4)
- DerbyDB and EclipseDocument15 pagesDerbyDB and EclipseHessa Al-AwwadNo ratings yet
- CatalysisDocument50 pagesCatalysisnagendra_rdNo ratings yet
- Mechanics of Materials Lab 1-Zip Tie Tensile TestingDocument7 pagesMechanics of Materials Lab 1-Zip Tie Tensile TestingcoolshavaNo ratings yet
- Manual WP 34s 3 1Document211 pagesManual WP 34s 3 1richrichri100% (1)
- Competition Commission of India: Mahendra SoniDocument16 pagesCompetition Commission of India: Mahendra SoniSuman sharmaNo ratings yet