You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gti VR6 1.8L 2004.Document243 pagesGti VR6 1.8L 2004.Eduardo OlivaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- D4B8076AC8A-Servicing - 4-Cylinder 1 8L 2 0L 4V TFSI Engine (EA 888 Generation II) PDFDocument268 pagesD4B8076AC8A-Servicing - 4-Cylinder 1 8L 2 0L 4V TFSI Engine (EA 888 Generation II) PDFWiller Corporan Ruiz100% (7)
- Lg936l Operation and Maintenance Manual 30040Document133 pagesLg936l Operation and Maintenance Manual 30040CakwinNo ratings yet
- Fans and Blowers: Types, Operation, and Efficiency OptimizationDocument27 pagesFans and Blowers: Types, Operation, and Efficiency Optimizationcvkalyan100% (1)
- Hurricane B7-41/1000: Product ReferenceDocument8 pagesHurricane B7-41/1000: Product ReferenceY.EbadiNo ratings yet
- Errores IvecoDocument3 pagesErrores Ivecoenzo725967% (12)
- Gas Turbine Compressor NotesDocument40 pagesGas Turbine Compressor NotesDayo Idowu100% (3)
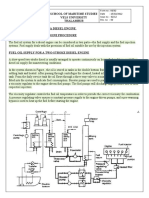
- School of Maritime Studies Vels University Thalambur The Fuel Oil System For A Diesel Engine Internal Combustion Engine ProcedureDocument2 pagesSchool of Maritime Studies Vels University Thalambur The Fuel Oil System For A Diesel Engine Internal Combustion Engine ProcedureAayush Agrawal100% (2)
- Fire ExtinguisherDocument22 pagesFire ExtinguisherKamal Mirza100% (3)
- Hot Oil Heaters and Thermal Fluids - The Complete Guide - PiroblocDocument51 pagesHot Oil Heaters and Thermal Fluids - The Complete Guide - PiroblocasdrumelNo ratings yet
- Enhanced Fermentation Process Using MolassesDocument18 pagesEnhanced Fermentation Process Using Molasseszhenhua82No ratings yet
- Lipid Profiling and Corresponding Biodiesel Quality of Mortierella Isabellina Using Different Drying and Extraction MethodsDocument5 pagesLipid Profiling and Corresponding Biodiesel Quality of Mortierella Isabellina Using Different Drying and Extraction Methodszhenhua82No ratings yet
- Near - and Mid-Infrared Spectroscopic Determination of Algal CompositionDocument7 pagesNear - and Mid-Infrared Spectroscopic Determination of Algal Compositionzhenhua82No ratings yet
- Integration of Sewage Sludge Digestion With Advanced Biofuel SynthesisDocument5 pagesIntegration of Sewage Sludge Digestion With Advanced Biofuel Synthesiszhenhua82No ratings yet
- Fungal Cellulase Xylanase Production and Corresponding Hydrolysis Using Pretreated Corn Stover As SubstratesDocument10 pagesFungal Cellulase Xylanase Production and Corresponding Hydrolysis Using Pretreated Corn Stover As Substrateszhenhua82No ratings yet
- Evaluation of Lipid Accumulation From Lignocellulosic Sugars For Biodiesel ProductionDocument8 pagesEvaluation of Lipid Accumulation From Lignocellulosic Sugars For Biodiesel Productionzhenhua82No ratings yet
- Engineering Escherichia Coli To Convert Acetic Acid To Free Fatty AcidsDocument10 pagesEngineering Escherichia Coli To Convert Acetic Acid To Free Fatty Acidszhenhua82No ratings yet
- Co-Hydrolysis of Lignocellulosic Biomass For Microbial Lipid AccumulationDocument11 pagesCo-Hydrolysis of Lignocellulosic Biomass For Microbial Lipid Accumulationzhenhua82No ratings yet
- Rotary EnginesDocument27 pagesRotary EnginesMuhammad AsifNo ratings yet
- Group-4 SSC SBR-1Document6 pagesGroup-4 SSC SBR-1Kaushil GarodiaNo ratings yet
- Electrical Installation Can Interface Issue 10Document93 pagesElectrical Installation Can Interface Issue 10Ricardo LunaNo ratings yet
- Utari MaharaniDocument9 pagesUtari MaharaniMESI OKTARIANo ratings yet
- Effect of Weighting Materials on Mud PropertiesDocument5 pagesEffect of Weighting Materials on Mud PropertiesKhairil IkramNo ratings yet
- Ansi Asabe D497-4-2003Document9 pagesAnsi Asabe D497-4-2003Stephan100% (2)
- Ashok LeylandDocument7 pagesAshok LeylandNicholas ReillyNo ratings yet
- April 2017Document17 pagesApril 2017Pumper TraderNo ratings yet
- Internal Combustion Engine: How It WorksDocument2 pagesInternal Combustion Engine: How It WorksJulian S.No ratings yet
- V2403-M-E3B engine specsDocument2 pagesV2403-M-E3B engine specsWai Min100% (1)
- Diploma Teknologi Automotif: Principle of Enjin 2 Tajuk Tugasan:Top OverhaulDocument15 pagesDiploma Teknologi Automotif: Principle of Enjin 2 Tajuk Tugasan:Top Overhaularulz6080% (1)
- 330c MH Specalog (Aehq5525)Document16 pages330c MH Specalog (Aehq5525)suwarjitechnicNo ratings yet
- GMOD Engine Build Manual Sections 4-11 02152016Document51 pagesGMOD Engine Build Manual Sections 4-11 02152016ullwnNo ratings yet
- Aspro CNG Data 20190225Document1 pageAspro CNG Data 20190225KASIMNo ratings yet
- PDF2Document1 pagePDF2Jesus BarriNo ratings yet
- Introduction to Aircraft FuelsDocument3 pagesIntroduction to Aircraft FuelsJohn vincent GalangNo ratings yet
- Caterpillar's New ECF-3 Diesel Engine Oil SpecificationDocument2 pagesCaterpillar's New ECF-3 Diesel Engine Oil SpecificationZERO-HNo ratings yet
- Technical Presentation Topic - Study of EvDocument24 pagesTechnical Presentation Topic - Study of EvsaikiranvullenduladjNo ratings yet
- WB146 Revised 03 13 06 PDFDocument10 pagesWB146 Revised 03 13 06 PDFLuisAlbertoVerdejoTapiaNo ratings yet
- Varisco CatalogueDocument32 pagesVarisco CatalogueEli Naguit100% (1)