You might also like
- Sealing Extreme Cold Application - FSADocument3 pagesSealing Extreme Cold Application - FSASulaiman Kadher KNo ratings yet
- Engine Oil: Operation and Maintenance ManualDocument5 pagesEngine Oil: Operation and Maintenance ManualАлександр БудзинскийNo ratings yet
- TF Seal SelectionDocument42 pagesTF Seal SelectionPete PompesNo ratings yet
- Casing ScrapersDocument2 pagesCasing ScrapersthetrevanianNo ratings yet
- Fitting InstructionDocument6 pagesFitting InstructionAan Sarkasi AmdNo ratings yet
- Protech Seal BrochureDocument10 pagesProtech Seal BrochureRodrigo Jechéla Barrios0% (1)
- TOEFL Writing 24+ Guide, Everything You Need To Know To Write A Perfect EssayDocument34 pagesTOEFL Writing 24+ Guide, Everything You Need To Know To Write A Perfect EssayMeriska100% (3)
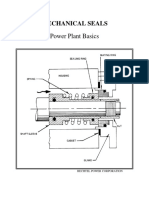
- Mechanical Seals: Power Plant BasicsDocument26 pagesMechanical Seals: Power Plant BasicsService Port100% (1)
- Pump AlignmentDocument1 pagePump AlignmentSanjoy Kr. Dey100% (1)
- TD 5610V 5610VQ 5620VP 2PG BW Oct2015Document2 pagesTD 5610V 5610VQ 5620VP 2PG BW Oct2015Pham Thien TruongNo ratings yet
- Control Valve Training MaterialDocument36 pagesControl Valve Training MaterialSanjoy Kr. DeyNo ratings yet
- Full ReportDocument44 pagesFull ReportCes ShengNo ratings yet
- Slurrymax Camur Pompasi 3 PDFDocument8 pagesSlurrymax Camur Pompasi 3 PDFTecnologia Fabricación MetalmecanicaNo ratings yet
- Optimize Distillation ColumnsDocument16 pagesOptimize Distillation Columnscrnewsom100% (3)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Agitadores PlentyDocument16 pagesAgitadores Plentyrolando tapiaNo ratings yet
- O Ring BrochureDocument36 pagesO Ring BrochureJesus N RodriguezNo ratings yet
- John CraneDocument16 pagesJohn CraneMenta Basita Bangun100% (1)
- Well Failure Model - Example: Mitigating Action Matrix - Key To Numbers Entered in Matrix AboveDocument20 pagesWell Failure Model - Example: Mitigating Action Matrix - Key To Numbers Entered in Matrix Aboveeng7mohamed7hashimNo ratings yet
- Eaton VC Clutch PDFDocument43 pagesEaton VC Clutch PDFJuan C. Gonzalez ArayaNo ratings yet
- Gate ValvesDocument2 pagesGate Valves@sssNo ratings yet
- Coax Rotary Joint PDFDocument8 pagesCoax Rotary Joint PDFBarlin TimesNo ratings yet
- 325 CLDocument28 pages325 CLjesus manuel arze carrascoNo ratings yet
- DeltaStak BrochureDocument8 pagesDeltaStak Brochurerichard gutierrezNo ratings yet
- BR MiningDocument12 pagesBR MiningSteven TremolNo ratings yet
- How To Read PWHTchartDocument10 pagesHow To Read PWHTchartAkhilesh Kumar100% (3)
- MECO HB Leaflet ENG PDFDocument4 pagesMECO HB Leaflet ENG PDFdilgo02No ratings yet
- Manual Griswold Model 811Document54 pagesManual Griswold Model 811Naranjo MarinoNo ratings yet
- Type OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Document20 pagesType OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Jorge OportoNo ratings yet
- Fans & BlowersDocument7 pagesFans & BlowersSanjoy Kr. DeyNo ratings yet
- 254 SMO-Outu KumpuDocument8 pages254 SMO-Outu KumpujoseritoNo ratings yet
- PrefaceDocument45 pagesPrefaceaddy_callsoutNo ratings yet
- ROTEX Flex Coupling GR Instruction ManualDocument21 pagesROTEX Flex Coupling GR Instruction ManualIzzi Al-AkbarNo ratings yet
- Multipass Tray DesignDocument12 pagesMultipass Tray DesignAyoun Ul HaqueNo ratings yet
- E - 7403-9000 - Table of ContentsDocument4 pagesE - 7403-9000 - Table of Contentsraobabar21No ratings yet
- KTR Magnetic Coupling CatalogDocument10 pagesKTR Magnetic Coupling CatalogHyungTae JangNo ratings yet
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- RingfeDocument77 pagesRingfeAlejandro RojasNo ratings yet
- Welding IntroductionDocument23 pagesWelding IntroductionRaghu ChowdaryNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- GouldsDocument11 pagesGouldsKaren Isabel Ambiado Rivas100% (1)
- Explosive DecompressionDocument11 pagesExplosive DecompressionAndrey EkkertNo ratings yet
- Brochure EU PDFDocument12 pagesBrochure EU PDFNewaz KabirNo ratings yet
- JC 2648 Seal IOM Manual PDFDocument4 pagesJC 2648 Seal IOM Manual PDFRené Mora-CasalNo ratings yet
- Seal Friction Parker SealsDocument6 pagesSeal Friction Parker SealsChristian MavarezNo ratings yet
- Ahlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentDocument28 pagesAhlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentARYAN_FATHONI_AMRINo ratings yet
- Royal Purple BarrierDocument14 pagesRoyal Purple BarrierAnonymous H3I29yjNo ratings yet
- EagleBurgmann H7N enDocument5 pagesEagleBurgmann H7N enbryandownNo ratings yet
- Velan Pressure Seal Valve CatalogDocument4 pagesVelan Pressure Seal Valve CatalogulfatNo ratings yet
- Archimedys Technical Data - Metric - GB 11264 PDFDocument43 pagesArchimedys Technical Data - Metric - GB 11264 PDFAnonymous Cxriyx9HIXNo ratings yet
- Mar14 PDFDocument2 pagesMar14 PDFsudhindra_tiwariNo ratings yet
- Ku Reprint Ps April2007Document2 pagesKu Reprint Ps April2007keyur1109No ratings yet
- Dimension Tolerance For Shaft BasisDocument13 pagesDimension Tolerance For Shaft Basissafa shaikhNo ratings yet
- Single Cartridge Seal: For General Industrial ApplicationsDocument4 pagesSingle Cartridge Seal: For General Industrial Applicationssiddik.s2582No ratings yet
- Hermetic PumpDocument2 pagesHermetic PumpYh LeongNo ratings yet
- HPX-SL - Semi-Open Impeller Pump: Desio Pump Catalog Typical Photo Z 1 of 1Document29 pagesHPX-SL - Semi-Open Impeller Pump: Desio Pump Catalog Typical Photo Z 1 of 1Ashwin NarayanNo ratings yet
- Gasket Material, Packing & SealsDocument27 pagesGasket Material, Packing & SealsDinesh AdwaniNo ratings yet
- Magnetic Drive Pumps Product GuideDocument32 pagesMagnetic Drive Pumps Product GuideJean-francois RosierNo ratings yet
- E04 Using Kalsi Seals in Washpipe AssembliesDocument17 pagesE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNo ratings yet
- A7 PumpDocument14 pagesA7 PumpIr Go JarNo ratings yet
- 5275 PDFDocument28 pages5275 PDFLevi BriceñoNo ratings yet
- Mechanical Seals According To StandardsDocument6 pagesMechanical Seals According To StandardsSunit MishraNo ratings yet
- Diamondfaces The New Dimension in Mechanical Seal TechnologyDocument20 pagesDiamondfaces The New Dimension in Mechanical Seal TechnologyadamNo ratings yet
- Thermostatic Bimetals PDFDocument4 pagesThermostatic Bimetals PDFoletta1944No ratings yet
- Pump SealingDocument4 pagesPump Sealingsushant_jhawerNo ratings yet
- The Power of Wear RingsDocument18 pagesThe Power of Wear RingsVinh Do ThanhNo ratings yet
- Uk Coding ScrewsDocument14 pagesUk Coding ScrewsAan Sarkasi Amd100% (1)
- S3 Product Range - EnglishDocument35 pagesS3 Product Range - EnglishJuan Esteban Luque ZegarraNo ratings yet
- Bucket Elevators: Installation and Operation ManualDocument20 pagesBucket Elevators: Installation and Operation Manualboyka yuriNo ratings yet
- Aes Api682 01Document9 pagesAes Api682 01meghanahariNo ratings yet
- Overview of ElastomersDocument2 pagesOverview of ElastomersRuilin TanNo ratings yet
- OHH OHHL E00697 (Pump Zulzer)Document6 pagesOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojNo ratings yet
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDocument2 pagesAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006No ratings yet
- A) Vertical Movement of The Motor: Compressor (Fixed)Document3 pagesA) Vertical Movement of The Motor: Compressor (Fixed)Sanjoy Kr. DeyNo ratings yet
- Ofd en WebDocument6 pagesOfd en WebSanjoy Kr. DeyNo ratings yet
- Fundamentals of CompressorDocument16 pagesFundamentals of CompressorSanjoy Kr. DeyNo ratings yet
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNo ratings yet
- Steps To Check SKF BearingsDocument1 pageSteps To Check SKF BearingsSanjoy Kr. DeyNo ratings yet
- Brake Pads Compendium CompressedDocument230 pagesBrake Pads Compendium CompressedThillai RajanNo ratings yet
- Electro Hydro Forming: Indian Institute of Technology, BhuDocument10 pagesElectro Hydro Forming: Indian Institute of Technology, BhuSourabh KumarNo ratings yet
- Lube Blending Plants: Global Market Study and Performance EvaluationDocument25 pagesLube Blending Plants: Global Market Study and Performance Evaluationmgamal1080No ratings yet
- OIDA Improved CarbonizerDocument14 pagesOIDA Improved CarbonizerRicardo F. OrgeNo ratings yet
- Alba C45H INGLES-01 User ManualDocument21 pagesAlba C45H INGLES-01 User ManualdrmassterNo ratings yet
- KennedyDocument4 pagesKennedyMichael SalvahanNo ratings yet
- Chapter 13 - Chemical EquilibriumDocument52 pagesChapter 13 - Chemical EquilibriummukhlishNo ratings yet
- Lesson 12a - Et332bDocument23 pagesLesson 12a - Et332bLawiii KkkNo ratings yet
- Yuri Waterbasedwindows PDFDocument26 pagesYuri Waterbasedwindows PDFRenata MansueloNo ratings yet
- AlphaESS M48112-SDocument2 pagesAlphaESS M48112-SEben TeyeNo ratings yet
- EE-442 (Electric Energy Utilization)Document2 pagesEE-442 (Electric Energy Utilization)dhineshkm10100% (1)
- Derbi Rambla 125 (En)Document258 pagesDerbi Rambla 125 (En)Manualles100% (1)
- 900 Series Product Training ModuleDocument13 pages900 Series Product Training Modulemcr16986No ratings yet
- Kashimali Aluminium - Karnataka - Anodizing Plant - 18.11.2023Document7 pagesKashimali Aluminium - Karnataka - Anodizing Plant - 18.11.2023Manjunath NemagoudarNo ratings yet
- Lecture 5. Neutron LoggingDocument72 pagesLecture 5. Neutron LoggingDimash AbdrakhmanovNo ratings yet
- Socket and Spigot JointDocument5 pagesSocket and Spigot Jointsarath.kumarnmk930No ratings yet
- ME8512 - TE - AU Practical Students Individual QuestionDocument4 pagesME8512 - TE - AU Practical Students Individual Questionsikkandar faizNo ratings yet
- Temperature Conditions: Type of Solar ModuleDocument2 pagesTemperature Conditions: Type of Solar ModuleEhsan Ur RehmanNo ratings yet
- A GCE Physics B 2865 01 January 2006 Question PaperDocument24 pagesA GCE Physics B 2865 01 January 2006 Question PaperMitul KaziNo ratings yet
- Cambridge International Examinations: Chemistry 9701/42 March 2017Document12 pagesCambridge International Examinations: Chemistry 9701/42 March 2017Sumaira AliNo ratings yet
- Micro Scale CFD Modeling of Reactive Mass Transfer in Falling Liquid Films Within Structured Packing MaterialsDocument11 pagesMicro Scale CFD Modeling of Reactive Mass Transfer in Falling Liquid Films Within Structured Packing MaterialsAbdul ZahirNo ratings yet
- S 1514Document4 pagesS 1514bacuoc.nguyen356No ratings yet