You might also like
- Flexitallic Joint Integrity CalculationsDocument7 pagesFlexitallic Joint Integrity Calculationslotra1979No ratings yet
- Ethylene Furnace Heat Flux Models Predict PerformanceDocument4 pagesEthylene Furnace Heat Flux Models Predict PerformanceMas Arman Tewo100% (1)
- Aluminum Brazed HEX Chart 015Document4 pagesAluminum Brazed HEX Chart 015Mas Arman TewoNo ratings yet
- Torque Charts and Pump Tutorial 3Document7 pagesTorque Charts and Pump Tutorial 3Mas Arman TewoNo ratings yet
- Torque of Stainless Steel, Non Ferrous TorqueDocument1 pageTorque of Stainless Steel, Non Ferrous TorqueMas Arman TewoNo ratings yet
- Engineering Critical Analyses To BS 7910Document15 pagesEngineering Critical Analyses To BS 7910Mas Arman TewoNo ratings yet
- ABSA Newsletter Provides Updates on Safety Standards and RegulationsDocument4 pagesABSA Newsletter Provides Updates on Safety Standards and RegulationsMas Arman TewoNo ratings yet
- 1386 - FM Front Page Industrial Burner HandbookDocument14 pages1386 - FM Front Page Industrial Burner HandbookMas Arman Tewo0% (1)
- ABSA Failure Alert IB06-003Document1 pageABSA Failure Alert IB06-003Mas Arman TewoNo ratings yet
- Mechanical Design Internals Column Notes PDFDocument14 pagesMechanical Design Internals Column Notes PDFMas Arman TewoNo ratings yet
- CH 37 Waste Water GEDocument22 pagesCH 37 Waste Water GEMas Arman TewoNo ratings yet
- BS 7910Document12 pagesBS 7910Mas Arman Tewo50% (2)
- Sample FEA ReportDocument13 pagesSample FEA ReportMario Tirabassi100% (1)
- 01 Script Hydrodynamic Layout PDFDocument0 pages01 Script Hydrodynamic Layout PDFMas Arman TewoNo ratings yet
- Practical Fracture MechanicsDocument2 pagesPractical Fracture MechanicsMas Arman TewoNo ratings yet
- Tall Vertical ColumnsDocument2 pagesTall Vertical ColumnsMas Arman TewoNo ratings yet
- FEA 107 Validation ExperimentDocument7 pagesFEA 107 Validation ExperimentMas Arman TewoNo ratings yet
- A Step by Step Introduction To FEADocument7 pagesA Step by Step Introduction To FEAMas Arman TewoNo ratings yet
- Seismic Load Calculation Using G-Values in PV EliteDocument3 pagesSeismic Load Calculation Using G-Values in PV EliteMas Arman TewoNo ratings yet
- SCL Through Areas of Peak StressDocument14 pagesSCL Through Areas of Peak StressetyuyNo ratings yet
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDocument7 pagesMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoNo ratings yet
- Causal Factor Chart and Fault Tree TemplateDocument7 pagesCausal Factor Chart and Fault Tree TemplateMas Arman TewoNo ratings yet
- Behind The Pretty Pictures (Speaker Information) PDFDocument1 pageBehind The Pretty Pictures (Speaker Information) PDFMas Arman TewoNo ratings yet
- Finite Element Analysis For Pressure Vessel Design - by - MichelDocument4 pagesFinite Element Analysis For Pressure Vessel Design - by - MichelaruatscribdNo ratings yet
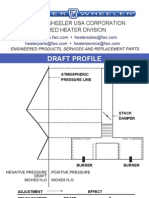
- Foster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsDocument2 pagesFoster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsMas Arman Tewo100% (2)
- Ethylene Safety Incidents PDFDocument88 pagesEthylene Safety Incidents PDFMas Arman TewoNo ratings yet
- Causal Factor Chart and Fault Tree TemplateDocument7 pagesCausal Factor Chart and Fault Tree TemplateMas Arman TewoNo ratings yet
- Part 2 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFDocument18 pagesPart 2 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFMas Arman Tewo0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Varistors Based in The ZnO-Bi2O3 System, Microstructure Control and PropertiesDocument6 pagesVaristors Based in The ZnO-Bi2O3 System, Microstructure Control and PropertiesJanja TothNo ratings yet
- 2021 International Construction Benchmark Yearbook SAMPLE 1Document10 pages2021 International Construction Benchmark Yearbook SAMPLE 1Familia GonzalezNo ratings yet
- Iron-carbon phase diagram guideDocument9 pagesIron-carbon phase diagram guideNagamuthu PandianNo ratings yet
- Tp-1s72a-El-0002-Prc-0002 - 03-C - Installation Procedure For CP System - Approved Code - 03Document30 pagesTp-1s72a-El-0002-Prc-0002 - 03-C - Installation Procedure For CP System - Approved Code - 03Gopalakris AlagarNo ratings yet
- Wall Hung Urinal Specification SheetDocument1 pageWall Hung Urinal Specification SheetMohammed PatanwalaNo ratings yet
- Brochure Silver Steppy Plus S11 ENDocument13 pagesBrochure Silver Steppy Plus S11 ENAhmed AlbashirNo ratings yet
- Sizing A Goose Neck Vent - The Downcomer PDFDocument6 pagesSizing A Goose Neck Vent - The Downcomer PDFام يمنى ايمن100% (1)
- Life Cycle Energy Analysis of A Glazed Commercial Building Using (BIM) ToolsDocument7 pagesLife Cycle Energy Analysis of A Glazed Commercial Building Using (BIM) ToolsMustapha El MetouiNo ratings yet
- ASTM A710 Engineering Report Grade 50 Sheet Steel Formability Material For ClampsDocument54 pagesASTM A710 Engineering Report Grade 50 Sheet Steel Formability Material For ClampsTony KrolikowskiNo ratings yet
- Uow009694 Hydraulic Services Design StandardsDocument37 pagesUow009694 Hydraulic Services Design StandardsstarykltNo ratings yet
- RSC Fire Safety Manual For RMG BuildingsDocument50 pagesRSC Fire Safety Manual For RMG BuildingsMd.Sofiqur Rahman100% (1)
- Welding Report For PipingDocument1 pageWelding Report For PipingRifki HasyaNo ratings yet
- Primal CM 219Document7 pagesPrimal CM 219Alaa Khaled MeetkeesNo ratings yet
- Mathematical Modeling and Numerical Simulation of A Parabolic Trough Collector A Case Study in Thermal EngineeringDocument8 pagesMathematical Modeling and Numerical Simulation of A Parabolic Trough Collector A Case Study in Thermal EngineeringIsaac RamírezNo ratings yet
- C 78 - 94 QZC4LTK0Document3 pagesC 78 - 94 QZC4LTK0Rufo CascoNo ratings yet
- Junction BoxesDocument1 pageJunction BoxeszarifjaoraNo ratings yet
- Ir. Raymond WAN - Advanced Dry Mortar Technology For Construction IndustryDocument19 pagesIr. Raymond WAN - Advanced Dry Mortar Technology For Construction IndustryhksmallrayNo ratings yet
- Mira Agile Thermostatic Mixer: Symptom: Cause RectificationDocument3 pagesMira Agile Thermostatic Mixer: Symptom: Cause RectificationSteven HamiltonNo ratings yet
- Ansi/Ashrae/Ies Standard 90.1-2013 Envelope: Building Energy CodesDocument72 pagesAnsi/Ashrae/Ies Standard 90.1-2013 Envelope: Building Energy Codessymbo11No ratings yet
- WallFenceBillOfQuantities (BOQ) - 1Document35 pagesWallFenceBillOfQuantities (BOQ) - 1Myless MukendiNo ratings yet
- Resin Transfer MouldingDocument15 pagesResin Transfer MouldingRaushan DivanshNo ratings yet
- Rehabilitation Concepts for Urban Brick-Lined TunnelsDocument10 pagesRehabilitation Concepts for Urban Brick-Lined TunnelssamNo ratings yet
- SCC Company Profile & Project Design EngineeringDocument152 pagesSCC Company Profile & Project Design EngineeringSami UllahNo ratings yet
- TWAS-Tender Addendum - StructuralDocument116 pagesTWAS-Tender Addendum - StructuralnvnagarajuNo ratings yet
- Determine unconfined shear strength of soilDocument3 pagesDetermine unconfined shear strength of soilnurinNo ratings yet
- GMCC air conditioner specifications comparisonDocument1 pageGMCC air conditioner specifications comparisonJose Enrique Sanchez Thompson100% (1)
- Water Curtain Installation RequirementsDocument2 pagesWater Curtain Installation RequirementsKapal TerbangNo ratings yet
- CP 13-1999 Mechanical Ventilation and Air-Conditioning in BuildingsDocument55 pagesCP 13-1999 Mechanical Ventilation and Air-Conditioning in BuildingsHui HuaNo ratings yet
- Selection of Inoculants For Ductile Cast IronDocument1 pageSelection of Inoculants For Ductile Cast Ironarnaldorcr8646100% (1)
- Cyprus National Annex en 1993-1-1Document11 pagesCyprus National Annex en 1993-1-1Atalay YordamNo ratings yet