You might also like
- Futuh Al-Ghaib by Sheikh Abdul Qadir Jilani (Radi Allahu Ta'Ala Anhu)Document177 pagesFutuh Al-Ghaib by Sheikh Abdul Qadir Jilani (Radi Allahu Ta'Ala Anhu)Gulam-E-Akhtar Raza100% (1)
- UAE School ListDocument55 pagesUAE School Listnavedscribd63% (8)
- UAE School ListDocument55 pagesUAE School Listnavedscribd63% (8)
- What Is Sensitivity Analysis?: Supported by Sanofi-AventisDocument8 pagesWhat Is Sensitivity Analysis?: Supported by Sanofi-Aventisalirtaheri7299No ratings yet
- Heat Exchanger LMTD Spread SheetDocument7 pagesHeat Exchanger LMTD Spread Sheetteguh hady aNo ratings yet
- Evaluate Plant-Wide Safety of Your Interlock SystemDocument14 pagesEvaluate Plant-Wide Safety of Your Interlock SystemnavedscribdNo ratings yet
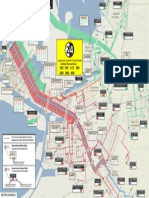
- AbuDhabiRegional PDFDocument1 pageAbuDhabiRegional PDFrizofpicicNo ratings yet
- Consumer Loyalty & Petrol Retail in IndiaDocument5 pagesConsumer Loyalty & Petrol Retail in IndiaAmit SinghNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- eArt-Calculating Overpressure From BLEVE ExplosionsDocument6 pageseArt-Calculating Overpressure From BLEVE ExplosionsJurizal Julian LuthanNo ratings yet
- Rxn10 - FEMLAB-Fixed Bed ReactorDocument15 pagesRxn10 - FEMLAB-Fixed Bed ReactorvijendranbNo ratings yet
- Unimolecular ReactionDocument16 pagesUnimolecular ReactionoxyzenNo ratings yet
- Anti-Dandruff Shampoo With Zinc Pyrithione: INCI Name, Trade Name Weight % FunctionDocument2 pagesAnti-Dandruff Shampoo With Zinc Pyrithione: INCI Name, Trade Name Weight % FunctionandreeaNo ratings yet
- Voe Main2Document4 pagesVoe Main2prevrtljivacNo ratings yet
- Pressure Equipment Directive 97/23/EC Essential Safety Requirements Annex I ChecklistDocument18 pagesPressure Equipment Directive 97/23/EC Essential Safety Requirements Annex I ChecklistsergioNo ratings yet
- 12th Grade Chemical Kinetics WorhshhetDocument1 page12th Grade Chemical Kinetics WorhshhetAmen RaipurNo ratings yet
- Chevron Specification PVM-MS-1322-EDocument17 pagesChevron Specification PVM-MS-1322-EmmemhdNo ratings yet
- Project Work On Water Tank Cleaning MachineDocument2 pagesProject Work On Water Tank Cleaning MachinePrakash Pokhrel100% (1)
- History 2014Document34 pagesHistory 2014Grace De León NopeNo ratings yet
- Urt 2Document3 pagesUrt 2Reham HishamNo ratings yet
- HIRAI LTCC Design GuidelineDocument19 pagesHIRAI LTCC Design GuidelineAkanksha BhutaniNo ratings yet
- ACDpumps Oil Well Pump3Document4 pagesACDpumps Oil Well Pump3mattuiffNo ratings yet
- Physical Science 1 1Document58 pagesPhysical Science 1 1Anonymous N0FZEkrSaeNo ratings yet
- Mrex - Brochure 0810 PDFDocument12 pagesMrex - Brochure 0810 PDFGyörgy BernáthNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument5 pagesSampling Procedure For Impact Testing of Structural Steelrodrigo nuñezNo ratings yet
- Chapter10 Pharmacy CalculationsDocument34 pagesChapter10 Pharmacy CalculationsHal Edwards57% (7)
- TankJet 65 Tank Cleaning CatalogDocument2 pagesTankJet 65 Tank Cleaning Catalogvalerian1988No ratings yet
- Food Science Report - GroupDocument23 pagesFood Science Report - GroupMuhammad Salihin JaafarNo ratings yet
- Muffler TheoryDocument2 pagesMuffler TheoryMohit Mundra100% (1)
- Análisis de Textura en Frutas CongeladasDocument9 pagesAnálisis de Textura en Frutas CongeladasJORGENo ratings yet
- 1 s2.0 S0001868613001140 Main PDFDocument11 pages1 s2.0 S0001868613001140 Main PDFBEN DUNCAN MALAGA ESPICHANNo ratings yet
- Bio Remediation Research Proposal-Algal PlanktonsDocument4 pagesBio Remediation Research Proposal-Algal PlanktonsAlejandro Jose Rebua100% (2)
- CHAPTER 2design Against Static LoadDocument33 pagesCHAPTER 2design Against Static LoadmanishtopsecretsNo ratings yet
- Compozitia Smaltului Si DemineralizareaDocument10 pagesCompozitia Smaltului Si DemineralizareaMadalina Elena TapeleaNo ratings yet
- CO2 Cueva BulakDocument7 pagesCO2 Cueva BulakCristian RiveraNo ratings yet
- Study Plan For The Mechanical PE ExamDocument2 pagesStudy Plan For The Mechanical PE ExamMatthew Leaper100% (2)
- Section A: Multiple Choice Questions (Compulsory)Document19 pagesSection A: Multiple Choice Questions (Compulsory)ivyNo ratings yet
- Directional Spray Nozzles, Open: Type D3 Protectospray@ - L/2" NPTDocument6 pagesDirectional Spray Nozzles, Open: Type D3 Protectospray@ - L/2" NPTKrishna N HNo ratings yet
- Volker Hoenig Stanford 2008 UploadDocument28 pagesVolker Hoenig Stanford 2008 Uploadjason1989No ratings yet