You might also like
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- Heat TreatingDocument8 pagesHeat Treatingbehi64No ratings yet
- Modelling Performance Electric Heater PDFDocument23 pagesModelling Performance Electric Heater PDFFelipe FreitasNo ratings yet
- Correlation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Document17 pagesCorrelation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Irwan KmNo ratings yet
- Exp. 4 (Thermal Conductivity) : Sultan Qaboos University College of EngineeringDocument18 pagesExp. 4 (Thermal Conductivity) : Sultan Qaboos University College of Engineeringقاسمي عندامNo ratings yet
- Design and Fabrication of A Furnace To Investigate High Temperature Deformation BehaviourDocument29 pagesDesign and Fabrication of A Furnace To Investigate High Temperature Deformation BehaviourDeepjyoti DasNo ratings yet
- Microelectronics Reliability: Y. Yamada, M. Yanase, D. Miura, K. ChikubaDocument5 pagesMicroelectronics Reliability: Y. Yamada, M. Yanase, D. Miura, K. ChikubaBrayan BorreroNo ratings yet
- Thermal ConductivityDocument17 pagesThermal Conductivityقاسمي عندام50% (2)
- Temperature Distribution in Aluminum Extrusion BilletsDocument28 pagesTemperature Distribution in Aluminum Extrusion BilletsrobadvancedautomatioNo ratings yet
- Sub ReportDocument17 pagesSub ReportpachieduNo ratings yet
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDocument5 pagesThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799No ratings yet
- Temper Bead Welding 36036664Document9 pagesTemper Bead Welding 36036664sv1xv100% (1)
- Experimental and Numerical Investigation of A Packed-Bed Thermal Energy Storage DeviceDocument10 pagesExperimental and Numerical Investigation of A Packed-Bed Thermal Energy Storage Devicecpgcha57No ratings yet
- Detremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatDocument5 pagesDetremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatLjubica MilovicNo ratings yet
- 01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeDocument6 pages01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeŞarîngă George AlexandruNo ratings yet
- 21-20MnCr5 Carburising SteelDocument4 pages21-20MnCr5 Carburising SteelKwstas PetsazNo ratings yet
- Understanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsDocument8 pagesUnderstanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsJJNo ratings yet
- Ladle Furnace Refractory Lining: A Review: Dashrath Singh KathaitDocument8 pagesLadle Furnace Refractory Lining: A Review: Dashrath Singh KathaitHameedNo ratings yet
- Effect of Deep Cryogenic Treatment On The Mechanical Properties of Tool SteelsDocument6 pagesEffect of Deep Cryogenic Treatment On The Mechanical Properties of Tool SteelsNagarjuna JNo ratings yet
- Thermal Conductivity ReportDocument10 pagesThermal Conductivity ReportAmos Onyepuruikoluchukwu Ngwoke100% (1)
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocument12 pagesObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarNo ratings yet
- Air Cooling Effect of Fins in MotorcycleDocument7 pagesAir Cooling Effect of Fins in Motorcyclestorage spaceNo ratings yet
- Hot BoxDocument5 pagesHot Boxsv27No ratings yet
- Energies 13 03655 PDFDocument22 pagesEnergies 13 03655 PDFNavamani PrakashNo ratings yet
- Beltcon ConveyorDocument13 pagesBeltcon ConveyorPedro Elías Coronado HidalgoNo ratings yet
- Quenchant Characterization by Cooling Curve Analysis Lauralice C.F. Canale, Xinmin Luo, Xin Yao and G.E. TottenDocument47 pagesQuenchant Characterization by Cooling Curve Analysis Lauralice C.F. Canale, Xinmin Luo, Xin Yao and G.E. Tottenluis enriqueNo ratings yet
- Experimental SheetsDocument19 pagesExperimental SheetsKendin Yap Fikirleri DiyNo ratings yet
- D720-Standard Test Method For Free-Swelling Index of CoalDocument5 pagesD720-Standard Test Method For Free-Swelling Index of CoalTitin KustiniNo ratings yet
- Konveksi 03 OKDocument9 pagesKonveksi 03 OKbenhuseinnNo ratings yet
- A Series of Heat Transfer Experiments For The Mechanical Engineering Technology StudentDocument15 pagesA Series of Heat Transfer Experiments For The Mechanical Engineering Technology StudentMarco PlaysNo ratings yet
- Effect of Various Heat Treatment Process On Tensile Strength and Elongation of Stainless SteelDocument5 pagesEffect of Various Heat Treatment Process On Tensile Strength and Elongation of Stainless SteelehsanNo ratings yet
- (D 720 - 91) Swelling Index ApparatusDocument5 pages(D 720 - 91) Swelling Index Apparatusss-leaks100% (1)
- Effect of Heat Treatment Processes On THDocument10 pagesEffect of Heat Treatment Processes On THMartins MichaelNo ratings yet
- Heat ConductionDocument19 pagesHeat ConductionHarshit AgarwalNo ratings yet
- Ipc2022-87079 Squeeze The Crack Out of It - With Type A Compression SleevesDocument7 pagesIpc2022-87079 Squeeze The Crack Out of It - With Type A Compression SleevesOswaldo MontenegroNo ratings yet
- Tep Lab Lab Report Experiment # 01: Study of Linear Heat Conduction Through Aluminium and Stainless-Steel BarDocument11 pagesTep Lab Lab Report Experiment # 01: Study of Linear Heat Conduction Through Aluminium and Stainless-Steel BarMehndi DesignsNo ratings yet
- The Effect of Microstructure On Tensile Behaviour of X80 Microalloyed SteelDocument7 pagesThe Effect of Microstructure On Tensile Behaviour of X80 Microalloyed SteelMarcelo Varejão CasarinNo ratings yet
- A New Technique For Heating Specimens in Split-Hopkinson-Bar Experiments Using Induction-Coil HeatersDocument4 pagesA New Technique For Heating Specimens in Split-Hopkinson-Bar Experiments Using Induction-Coil HeatersHebert GranadosNo ratings yet
- A 1033 - 04 Qtewmzm - PDFDocument14 pagesA 1033 - 04 Qtewmzm - PDFTiến Lượng NguyễnNo ratings yet
- 1 - Thermal SpringDocument10 pages1 - Thermal SpringMannanNo ratings yet
- C1043-06 (2010) Standard Practice For Guarded-Hot-Plate Design Using Circular Line-Heat SourcesDocument16 pagesC1043-06 (2010) Standard Practice For Guarded-Hot-Plate Design Using Circular Line-Heat SourcesÀngel RodriguezNo ratings yet
- Guarded-Hot-Plate Design Using Circular Line-Heat Sources: Standard Practice ForDocument16 pagesGuarded-Hot-Plate Design Using Circular Line-Heat Sources: Standard Practice Formohammed ;arasnehNo ratings yet
- Heat Pipe SelectionDocument6 pagesHeat Pipe SelectionSridhar RaoNo ratings yet
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- Effect of Carburizing On Fatigue Strength: 3rd International Scientific Conference F.T.EDocument9 pagesEffect of Carburizing On Fatigue Strength: 3rd International Scientific Conference F.T.Esar0000No ratings yet
- Study On The Influence of Carbon On Standardized and Non-Standardized SteelDocument4 pagesStudy On The Influence of Carbon On Standardized and Non-Standardized SteelAndreea SorleaNo ratings yet
- Effect of High Temp ConductorsDocument4 pagesEffect of High Temp Conductorsmrjack1No ratings yet
- C1058Document3 pagesC1058dinhtung2210100% (1)
- BaTiO3 Ceramica ArtigoDocument7 pagesBaTiO3 Ceramica ArtigoLays de AraújoNo ratings yet
- Heat SinkDocument14 pagesHeat SinkSafalsha BabuNo ratings yet
- Iiw 1693 05Document19 pagesIiw 1693 05Pradip Goswami100% (1)
- Rapid TemperingDocument6 pagesRapid TemperingJakessdNo ratings yet
- Effects of PWHT Temperature On Mechanical Properties PDFDocument11 pagesEffects of PWHT Temperature On Mechanical Properties PDFA K SinghNo ratings yet
- Thermal Engineering Design Project: A Calorimeter That Measures The Specific Heat of AluminumDocument13 pagesThermal Engineering Design Project: A Calorimeter That Measures The Specific Heat of AluminumAmeva Ameve Sinangote CañosoNo ratings yet
- A Prototype Steam Storage System For Power ProductionDocument4 pagesA Prototype Steam Storage System For Power ProductionEditorijset IjsetNo ratings yet
- Exp 3 AbsorptionDocument18 pagesExp 3 Absorptionhasiqmal100% (1)
- Geothermal Energy: Sustainable Heating and Cooling Using the GroundFrom EverandGeothermal Energy: Sustainable Heating and Cooling Using the GroundNo ratings yet
- Area of ParallelogramDocument2 pagesArea of ParallelogramJRodengineerNo ratings yet
- About Comunication SkillsDocument8 pagesAbout Comunication SkillsJRodengineerNo ratings yet
- Decimeters To Centimeters Convertion ChartDocument1 pageDecimeters To Centimeters Convertion ChartJRodengineerNo ratings yet
- TI-83 and TI-84 ManualDocument12 pagesTI-83 and TI-84 ManualJRodengineerNo ratings yet
- TI-83 and TI-84 ManualDocument12 pagesTI-83 and TI-84 ManualJRodengineerNo ratings yet
- Math Sequence Flow ChartDocument1 pageMath Sequence Flow ChartJRodengineerNo ratings yet
- Ut Calibration Blocks DetailsDocument44 pagesUt Calibration Blocks Detailsmdsajidalam100% (4)
- Hex Nut and Jam Nut DimensionsDocument1 pageHex Nut and Jam Nut DimensionsJRodengineerNo ratings yet
- Astm A992 Beam: Submit QueryDocument1 pageAstm A992 Beam: Submit QueryJRodengineerNo ratings yet
- Love ScripturesDocument1 pageLove ScripturesJRodengineerNo ratings yet
- How To Find Out The AREA of Unusual ShapesDocument1 pageHow To Find Out The AREA of Unusual ShapesJRodengineerNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- WELDING MATH - Heat Input - Tensile & Yield Strength - % Elongation - % Reduction - STUDYDocument5 pagesWELDING MATH - Heat Input - Tensile & Yield Strength - % Elongation - % Reduction - STUDYJRodengineerNo ratings yet
- Magnaflux Zyglo Liquid Penetrant SystemsDocument2 pagesMagnaflux Zyglo Liquid Penetrant SystemsJRodengineerNo ratings yet
- Carbon Equivalency (CE) : C Carbon MN Manganese CR Chromium Mo Molybdenum V Vanadium Ni Nickel Cu Copper Si Silicon P Phosphorous Ti ? NB ? SDocument1 pageCarbon Equivalency (CE) : C Carbon MN Manganese CR Chromium Mo Molybdenum V Vanadium Ni Nickel Cu Copper Si Silicon P Phosphorous Ti ? NB ? SJRodengineerNo ratings yet
- Sulfur (S)Document18 pagesSulfur (S)JRodengineerNo ratings yet
- Carbon (C)Document14 pagesCarbon (C)JRodengineerNo ratings yet
- Mil S 24371Document1 pageMil S 24371JRodengineerNo ratings yet
- Alloying Variations of Austenetic SSDocument1 pageAlloying Variations of Austenetic SSJRodengineerNo ratings yet
- Binder Template (Blue 1)Document1 pageBinder Template (Blue 1)JRodengineerNo ratings yet
- ASTM A992 (Replacement For A572 Gr. 50) PDFDocument4 pagesASTM A992 (Replacement For A572 Gr. 50) PDFPatrick DominguezNo ratings yet
- ASTM Steel GradeDocument1 pageASTM Steel GradeRaymondLeungNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Binder Template (Brown and Green)Document1 pageBinder Template (Brown and Green)JRodengineerNo ratings yet
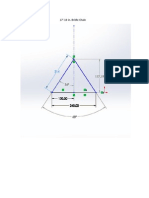
- 17'-10 In. Bridle ChainDocument2 pages17'-10 In. Bridle ChainJRodengineerNo ratings yet
- Binder Template (Brown and Green)Document1 pageBinder Template (Brown and Green)JRodengineerNo ratings yet
- Binder Template (Side 2)Document1 pageBinder Template (Side 2)JRodengineerNo ratings yet
- Binder Template (Side)Document1 pageBinder Template (Side)JRodengineerNo ratings yet
- AWS J1.1-2013 Resistance Weld. ControlsDocument49 pagesAWS J1.1-2013 Resistance Weld. ControlsJRodengineerNo ratings yet
- Syllabus EE 525Document2 pagesSyllabus EE 525Sajal JainNo ratings yet
- Us8801359 PDFDocument49 pagesUs8801359 PDFfermeskopNo ratings yet
- Management Skill: RIG Manager Training DiagramDocument1 pageManagement Skill: RIG Manager Training DiagramLong Do100% (1)
- Jimny PDFDocument237 pagesJimny PDFRustico Guerreiro100% (1)
- Standard For Overhead LinesDocument23 pagesStandard For Overhead LinesHappi Gwegweni0% (1)
- Graduation ProjectDocument97 pagesGraduation Projectvenuskurd49No ratings yet
- Customer Interconnect Standard Devices - Shore Power Component Layout 4.3Document4 pagesCustomer Interconnect Standard Devices - Shore Power Component Layout 4.3Muhammad Usman ZamirNo ratings yet
- Peripheral Pump: Your Search TermDocument2 pagesPeripheral Pump: Your Search TermJalil Satria WNo ratings yet
- SME Management - MGT601 Spring 2009 Assignment 03Document3 pagesSME Management - MGT601 Spring 2009 Assignment 03Rana Muhammad Arif KhanNo ratings yet
- HydrogenDocument38 pagesHydrogenClaudio Ibarra Casanova0% (2)
- Casing Size SelectionDocument37 pagesCasing Size Selectionmbtkhan314No ratings yet
- Selection and Ranking of Rail Vehicle Components For Optimal Lightweighting Using Composite MaterialsDocument14 pagesSelection and Ranking of Rail Vehicle Components For Optimal Lightweighting Using Composite MaterialsAwan AJaNo ratings yet
- Mechanics of Pole Vaulting: A Review: Sports Biomechanics June 2010Document18 pagesMechanics of Pole Vaulting: A Review: Sports Biomechanics June 2010BorypdNo ratings yet
- Powertech ™ 4045Tfm75 Diesel Engine: Marine Propulsion Engine SpecificationsDocument2 pagesPowertech ™ 4045Tfm75 Diesel Engine: Marine Propulsion Engine SpecificationsDAVIDNo ratings yet
- Unit-2: Gas Power CyclesDocument10 pagesUnit-2: Gas Power CyclesSamrudh ManjunathNo ratings yet
- Cfm56 Training Manual-LufthansaDocument322 pagesCfm56 Training Manual-LufthansaJersson Baez88% (8)
- Dislocations PDFDocument50 pagesDislocations PDFMirtunjay Kumar100% (1)
- Electrolux RM 4400Document10 pagesElectrolux RM 4400LorenzoCapochiani100% (1)
- Labphys 6Document4 pagesLabphys 6Edyson CitraNo ratings yet
- ClassiCool 12K To 72K - R410A - IOM - tcm478-51424Document88 pagesClassiCool 12K To 72K - R410A - IOM - tcm478-51424Dessouki SamakNo ratings yet
- UNIT 7 Voc - Exercises (11868)Document6 pagesUNIT 7 Voc - Exercises (11868)Аманта ЛиньковаNo ratings yet
- Earthing Transformers For Power SystemsDocument11 pagesEarthing Transformers For Power Systemsanoopk222100% (1)
- Power Electronics LabDocument4 pagesPower Electronics LabVikram RaoNo ratings yet
- Grabulov - Current Approach To WeldabilityDocument8 pagesGrabulov - Current Approach To WeldabilityVuhic VuhicNo ratings yet
- Elementary Cascade TheoryDocument3 pagesElementary Cascade Theoryapoorvs75100% (1)
- Solving Overheating: By: Henry P. OlsenDocument9 pagesSolving Overheating: By: Henry P. OlsenAhmed TorkyNo ratings yet
- SuperTuff R Tuff R SellSheetDocument2 pagesSuperTuff R Tuff R SellSheetZainuddinNo ratings yet
- Improving The Quality Control Measures Through Detailed Analysis of Quality Controlling Techniques in Sark Cables PVT - LT, Kanjicode, Palakkad"Document53 pagesImproving The Quality Control Measures Through Detailed Analysis of Quality Controlling Techniques in Sark Cables PVT - LT, Kanjicode, Palakkad"Biji RajNo ratings yet
- Control of Welding ConsumableDocument6 pagesControl of Welding ConsumableRaja Rathinam100% (1)
- Introduction and Classification of Defects According To DimensionalityDocument4 pagesIntroduction and Classification of Defects According To DimensionalitySalem GarrabNo ratings yet