You might also like
- Structural Steel & Timber Design3Document148 pagesStructural Steel & Timber Design3thabo6100% (8)
- UNISA Reinforced Concrete Design Study GuideDocument286 pagesUNISA Reinforced Concrete Design Study GuideRonald Nyirenda83% (24)
- Jamorama Chord BookDocument76 pagesJamorama Chord BookJamie Chan JieminNo ratings yet
- Sae-j533Flare Tube SpecificationsDocument6 pagesSae-j533Flare Tube SpecificationsSandeep Goud Chatla100% (5)
- CCT Primer (11R 88)Document65 pagesCCT Primer (11R 88)Kriztopher UrrutiaNo ratings yet
- SANS 282 - Rebar BendingDocument27 pagesSANS 282 - Rebar BendingErmias AbateNo ratings yet
- Townsend DischargeDocument6 pagesTownsend DischargeGordon DuffNo ratings yet
- ColtoDocument448 pagesColtoPhumlani Kunene75% (4)
- Mahachi - Design of Structural Steelwork 2015Document275 pagesMahachi - Design of Structural Steelwork 2015BabalwaNo ratings yet
- Red Hot Chili Peppers Under The Bridge ChordsDocument2 pagesRed Hot Chili Peppers Under The Bridge ChordsKhl HgdfgNo ratings yet
- Sans 1200 DMDocument16 pagesSans 1200 DMEt100% (1)
- SANS1700 7 7 (Looseleaf)Document13 pagesSANS1700 7 7 (Looseleaf)Darryl007No ratings yet
- SANS 282 Bending Dimensions and Scheduling of Reinforcement PDFDocument31 pagesSANS 282 Bending Dimensions and Scheduling of Reinforcement PDFlolorek271% (7)
- SabsDocument348 pagesSabsRobert Nicodemus Pelupessy67% (9)
- Wind Load Calculation As Per SANS 10160-3Document4 pagesWind Load Calculation As Per SANS 10160-3Uttam Kumar Ghosh60% (5)
- Sans 1200 MJDocument9 pagesSans 1200 MJPhumlani Kunene100% (2)
- Carestream DryView 5700 PDFDocument44 pagesCarestream DryView 5700 PDFJose Quisca100% (1)
- Sans 1200 DMDocument2 pagesSans 1200 DMfilipeNo ratings yet
- Sans10100 2Document84 pagesSans10100 2matshona100% (16)
- Sans 1200C PDFDocument3 pagesSans 1200C PDFfilipe50% (2)
- Checklist Guide Final 2nd EditionDocument35 pagesChecklist Guide Final 2nd EditionVojtech Chalupa100% (1)
- SABS 1200 0-1988 Earthworks Stormwater and Groundwater ResponsibilitiesDocument1 pageSABS 1200 0-1988 Earthworks Stormwater and Groundwater Responsibilitiesfilipe50% (4)
- SANS 282 - 2011-Bending-Dimensions-And-Scheduling-Of-Reinforcementpdf PDFDocument31 pagesSANS 282 - 2011-Bending-Dimensions-And-Scheduling-Of-Reinforcementpdf PDFClint StewartNo ratings yet
- Sans 282: 2011Document31 pagesSans 282: 2011Luke Jabulani ReidNo ratings yet
- Sans 1200 HaDocument3 pagesSans 1200 Hafilipe100% (1)
- Rainfall Data - DurbanDocument1,295 pagesRainfall Data - DurbanSarisha HarrychundNo ratings yet
- Rainfall Data - DurbanDocument1,295 pagesRainfall Data - DurbanSarisha HarrychundNo ratings yet
- Sans5862 2Document9 pagesSans5862 2Kyle MoolmanNo ratings yet
- SANS 517:2009 Light Steel Frame BuildingDocument115 pagesSANS 517:2009 Light Steel Frame BuildingLuke Jabulani Reid83% (6)
- SANS 2001-BS1 2008 - Site ClearanceDocument13 pagesSANS 2001-BS1 2008 - Site Clearancecobbymark100% (5)
- Analysis, Specification and Estimate On Road WorksDocument71 pagesAnalysis, Specification and Estimate On Road WorksAnonymous BACdUNvPZ280% (5)
- Reinforced Concrete Design To Sans 10100-1-2000Document1 pageReinforced Concrete Design To Sans 10100-1-2000Miran Sadiq0% (1)
- SABS 0162-2 Part II-Limit-states Design of Cold FormedDocument81 pagesSABS 0162-2 Part II-Limit-states Design of Cold FormedMustufa F Kanjeta80% (5)
- What To See and Do English Abu DhabiDocument144 pagesWhat To See and Do English Abu DhabiSarisha HarrychundNo ratings yet
- SANS 10100-3 Design of Concrete Water Retaining Structures PDFDocument34 pagesSANS 10100-3 Design of Concrete Water Retaining Structures PDFNaish Ulassi100% (2)
- Part 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsDocument45 pagesPart 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsReginaldo Santos100% (1)
- Drainage Manual 6th Edition Application Guide (Sept 2013) PDFDocument296 pagesDrainage Manual 6th Edition Application Guide (Sept 2013) PDFrendanin100% (1)
- SANS 10100-2:2014: The Structural Use of Concrete Part 2: Materials and Execution of WorkDocument71 pagesSANS 10100-2:2014: The Structural Use of Concrete Part 2: Materials and Execution of WorkMichael Matshona67% (3)
- SABS 1200 LD-1982 SewersDocument16 pagesSABS 1200 LD-1982 SewersMustufa F Kanjeta67% (3)
- Sans 1200 LeDocument9 pagesSans 1200 Lefilipe100% (1)
- SANS 920:2011: Steel Bars For Concrete ReinforcementDocument5 pagesSANS 920:2011: Steel Bars For Concrete ReinforcementMark D Villanueva50% (6)
- Sans 1200 DBDocument2 pagesSans 1200 DBfilipeNo ratings yet
- SABS 1200 DA-1988 Earthworks specificationDocument15 pagesSABS 1200 DA-1988 Earthworks specificationFlavioMuhale100% (1)
- Arema Mre Chapter 1 2017Document3 pagesArema Mre Chapter 1 2017barbadoblanco0% (4)
- Sabs 1200 LC-1981Document7 pagesSabs 1200 LC-1981Mustufa F KanjetaNo ratings yet
- Civil DEMOLITION OF BUILDINGDocument12 pagesCivil DEMOLITION OF BUILDINGShaik Abdul RaheemNo ratings yet
- Sans - 282 - 2004bending PDFDocument27 pagesSans - 282 - 2004bending PDFAnonymous jefUrqfioNo ratings yet
- DiodeDocument22 pagesDiodeSaurabh Mittal100% (1)
- Pressure Vessel Rivets Welded Joints MDSP PrimeDocument16 pagesPressure Vessel Rivets Welded Joints MDSP PrimeIvanNo ratings yet
- Sans 5865Document11 pagesSans 5865Kyle Moolman67% (3)
- Reinforced Concrete Design CourseDocument1 pageReinforced Concrete Design CourseWIllie MakalengNo ratings yet
- Sabs 0100Document1 pageSabs 0100nephembani33% (3)
- Sans10400 TDocument89 pagesSans10400 TSphiwithemba Dube100% (4)
- Design of A Fluidized Drum GranulatorDocument6 pagesDesign of A Fluidized Drum GranulatorditchcheNo ratings yet
- SANS5861-3 - Making and Curing of Test SpecimensDocument5 pagesSANS5861-3 - Making and Curing of Test SpecimensBrendon GovaNo ratings yet
- Sans10160 8Document27 pagesSans10160 8Mustufa F KanjetaNo ratings yet
- COLTO-Material Grading Specifications 2009Document2 pagesCOLTO-Material Grading Specifications 2009John Bester88% (8)
- Sand Cement Floor Screeds 18092009Document12 pagesSand Cement Floor Screeds 18092009David PuenNo ratings yet
- Az 96-10 - DSS - 10400-HDocument60 pagesAz 96-10 - DSS - 10400-HMichael Matshona100% (2)
- Sabs 1200 LGDocument10 pagesSabs 1200 LGCarel De JagerNo ratings yet
- NHBRCAnnualReport 2012smlDocument108 pagesNHBRCAnnualReport 2012smlLelethu NgwenaNo ratings yet
- Sans10160 7Document22 pagesSans10160 7Mustufa F Kanjeta100% (1)
- Closing The Gap: Beyond Digitization To Business TransformationDocument16 pagesClosing The Gap: Beyond Digitization To Business TransformationSarisha HarrychundNo ratings yet
- BS 2779-1986 Ó ÖÆ ÇÃÜ Â ÜÂÝÎÆ (BSP)Document20 pagesBS 2779-1986 Ó ÖÆ ÇÃÜ Â ÜÂÝÎÆ (BSP)Vaibhav ShuklaNo ratings yet
- Drainage Manual: The South African National Roads Agency LimitedDocument0 pagesDrainage Manual: The South African National Roads Agency LimitedBernard Owusu100% (1)
- Sans 282Document27 pagesSans 282Nolan PillayNo ratings yet
- SANS 2001-CC1:2012: Construction Works Part CC1: Concrete Works (Structural)Document5 pagesSANS 2001-CC1:2012: Construction Works Part CC1: Concrete Works (Structural)nortrade67% (3)
- Home Building Manual 2014Document39 pagesHome Building Manual 2014Marius100% (1)
- SANS5863 - Compressive Strength of Hardened ConcreteDocument8 pagesSANS5863 - Compressive Strength of Hardened ConcreteBrendon GovaNo ratings yet
- Sans 1200 NBDocument19 pagesSans 1200 NBPhumlani KuneneNo ratings yet
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDocument7 pagesUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- SANS 2001-CC1:2007: Construction Works Part CC1: Concrete Works (Structural)Document65 pagesSANS 2001-CC1:2007: Construction Works Part CC1: Concrete Works (Structural)Melvin Joseph88% (8)
- Sans 1200 MKDocument11 pagesSans 1200 MKannaselemelaNo ratings yet
- Harinam Diksha Question PaperDocument4 pagesHarinam Diksha Question PaperSarisha HarrychundNo ratings yet
- The Complete SANS10400 and NBR GuideDocument76 pagesThe Complete SANS10400 and NBR GuideLawrence MagagaNo ratings yet
- Nozzle LengthDocument5 pagesNozzle LengthGanesh EshwarNo ratings yet
- LS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Document5 pagesLS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Kreshna Wisnu BrataNo ratings yet
- Foreword: © 2000, American Railway Engineering and Maintenance-of-Way Association IIIDocument2 pagesForeword: © 2000, American Railway Engineering and Maintenance-of-Way Association IIILuis MariñoNo ratings yet
- 1 0titleDocument2 pages1 0titleSarisha HarrychundNo ratings yet
- Paper 3 Concrete Slab Track Systems, Why, What, Where, When, and HowDocument6 pagesPaper 3 Concrete Slab Track Systems, Why, What, Where, When, and HowOm SinghNo ratings yet
- Comparing Bottom-Up and Top-Down approaches for bridge design projectsDocument2 pagesComparing Bottom-Up and Top-Down approaches for bridge design projectsSarisha HarrychundNo ratings yet
- 4 Aar CoverDocument2 pages4 Aar CoverSarisha HarrychundNo ratings yet
- 1 0arematocDocument6 pages1 0arematocJorge GarcíaNo ratings yet
- 4 - AAR - APPENDIX - C-STD Methods Test Car CalibDocument4 pages4 - AAR - APPENDIX - C-STD Methods Test Car CalibSarisha HarrychundNo ratings yet
- Under The Bridge Chord Sheet PDFDocument1 pageUnder The Bridge Chord Sheet PDFSarisha HarrychundNo ratings yet
- Pentatonics Over Blues ProgressionDocument1 pagePentatonics Over Blues ProgressionSarisha HarrychundNo ratings yet
- Bhaktivedanta Manor's Vision for the FutureDocument56 pagesBhaktivedanta Manor's Vision for the FutureSarisha HarrychundNo ratings yet
- 11 Books The Worlds Leaders Think You Should ReadDocument12 pages11 Books The Worlds Leaders Think You Should ReadSarisha HarrychundNo ratings yet
- Vertical Brick Retaining Wall With Surcharge (15 Degrees)Document1 pageVertical Brick Retaining Wall With Surcharge (15 Degrees)Sarisha HarrychundNo ratings yet
- TifaDocument40 pagesTifaOsvaldo PenicelaNo ratings yet
- Abu Dhabi City MapDocument2 pagesAbu Dhabi City MapMeriam KetataNo ratings yet
- Stitches Guitar Chords and Strumming PatternDocument80 pagesStitches Guitar Chords and Strumming PatternSarisha HarrychundNo ratings yet
- Coldplay Yellow LyricsDocument10 pagesColdplay Yellow LyricsSarisha HarrychundNo ratings yet
- Drainage - Deck VoidsDocument2 pagesDrainage - Deck VoidsSarisha HarrychundNo ratings yet
- Sigma PC ManualDocument339 pagesSigma PC ManualSarisha Harrychund100% (2)
- Drainage - Side Drains To Bridge ApproachesDocument1 pageDrainage - Side Drains To Bridge ApproachesSarisha HarrychundNo ratings yet
- Calibrating SA Masonry Code FactorsDocument7 pagesCalibrating SA Masonry Code FactorsSarisha HarrychundNo ratings yet
- Antena Eh para 10 MetrosDocument3 pagesAntena Eh para 10 Metros10sd156No ratings yet
- Achievements Under EpiraDocument6 pagesAchievements Under EpiraLyn Dela Cruz DumoNo ratings yet
- 8 Ways To Achieve Efficient Combustion in Marine EnginesDocument10 pages8 Ways To Achieve Efficient Combustion in Marine EnginestomNo ratings yet
- Specifications: 3516C - SS Marine PropulsionDocument5 pagesSpecifications: 3516C - SS Marine PropulsionAidel MustafaNo ratings yet
- Lec 958975Document19 pagesLec 958975Rajasekar PichaimuthuNo ratings yet
- The Synergies of Hybridizing CNC and Additive ManufacturingDocument8 pagesThe Synergies of Hybridizing CNC and Additive ManufacturingdemuxNo ratings yet
- Lithography GuideDocument29 pagesLithography GuidezanibtahiraNo ratings yet
- List of Projects Related To Transportation Highway and BridgesDocument5 pagesList of Projects Related To Transportation Highway and BridgesOyedotun TundeNo ratings yet
- Vehicle Air Conditioning (VAC) : System Operation and The Refrigerant CycleDocument49 pagesVehicle Air Conditioning (VAC) : System Operation and The Refrigerant CycleVarun RaizadaNo ratings yet
- WPD Flotationdrying PDFDocument19 pagesWPD Flotationdrying PDFVvbjNo ratings yet
- Previews AGA XQ9902 PreDocument6 pagesPreviews AGA XQ9902 PreAldrin HernandezNo ratings yet
- Crompton Greaves LimitedDocument3 pagesCrompton Greaves LimitedNitish SinghNo ratings yet
- Sad Thesis Guidelines FinalsDocument13 pagesSad Thesis Guidelines FinalsJes RamosNo ratings yet
- An Algorithm For Minimax Solution of Overdetennined Systems of Non-Linear EquationsDocument8 pagesAn Algorithm For Minimax Solution of Overdetennined Systems of Non-Linear EquationsDewi FitriyaniNo ratings yet
- Portable Low-Frequency Acoustic Seismic System HMS-620Document2 pagesPortable Low-Frequency Acoustic Seismic System HMS-620AntoNo ratings yet
- JDA SCE Standard Release NotesDocument3 pagesJDA SCE Standard Release Notesgolcha_edu532No ratings yet
- GRI 20RS-12-B Data SheetDocument6 pagesGRI 20RS-12-B Data SheetJMAC SupplyNo ratings yet
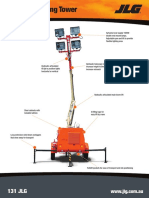
- JLG Lighting Tower 6308AN Series II 20150907Document2 pagesJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09No ratings yet
- Ea80 Series PDFDocument82 pagesEa80 Series PDFAnca MunteanuNo ratings yet
- Hydraulic Mining Shovel 6040AC: 08. Attachment Functions - FSDocument20 pagesHydraulic Mining Shovel 6040AC: 08. Attachment Functions - FShector50% (2)
- YCMOU-6th Semester Question Papers-7Document5 pagesYCMOU-6th Semester Question Papers-7phase_shekhar21No ratings yet
- How to Operate AAS with SignPal & PhotoPRINTDocument25 pagesHow to Operate AAS with SignPal & PhotoPRINTLucian DogariuNo ratings yet