Professional Documents
Culture Documents
Hydraulic Lift 29.5.13.
Uploaded by
Rajat SrivastavaOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Hydraulic Lift 29.5.13.
Uploaded by
Rajat SrivastavaCopyright:
Available Formats
Page 1 of 63
CHAPTER- 1
INTRODUCTION OF LIFT
1.1. Introduction:
The elevator (or lift in the Commonwealth excluding Canada) is a type of
vertical transport equipment that efficiently moves people or goods between floors (levels,
decks) of a building, vessel or other structures. Elevators are generally powered by electric
motors that either drive traction cables or counterweight systems like a hoist, or pump hydraulic
fluid to raise a cylindrical piston like a jack.
In agriculture and manufacturing, an elevator is any type of conveyor device used to lift
materials in a continuous stream into bins or silos. Several types exist, such as the chain and
bucket elevator, grain auger screw conveyor using the principle of Archimedes' screw, or the
chain and paddles/forks of hay elevators.
Lift is most commonly associated with the wing of a fixed-wing aircraft, although lift is also
generatedby propellers, kites, helicopterrotors, rudders, seals and keels on sailboats, hydrofoils,
wings on auto racing cars, wind turbines and other streamlined objects. While the common
meaning of the word "lift" assumes that lift opposes gravity, lift in its technical sense can be in
any direction since it is defined with respect to the direction of flow rather than to the direction
of gravity.
When an aircraft is flying straight and level (cruise) most of the lift opposes
gravity. However, when an aircraft is climbing, descending, or banking in a turn the lift is tilted
with respect to the vertical. Lift may also be entirely downwards in some aerobatic manoeuvres,
or on the wing on a racing car. In this last case, the term down force is often used. Lift may also
be horizontal, for instance on a sail on a sail boat.
An airfoil is a streamlined shape that is capable of generating significantly more lift than
drag. Non-streamlined objects such as bluff bodies and flat plates may also generate lift when
moving relative to the fluid, but will have a higher drag coefficient dominated by pressure drag.
Page 2 of 63
1.2. Principle of Lift:
The concept of an elevator is incredibly simple -- it's just a compartment attached to a lifting
system. Tie a piece of rope to a box, and you've got a basic elevator.
Of course, modern passenger and freight elevators are a lot more elaborate than this. They
need advanced mechanical systems to handle the substantial weight of the elevator car and its
cargo. Additionally, they need control mechanisms so passengers can operate the elevator, and
they need safety devices to keep everything running smoothly.
There are two major elevator designs in common use today:
Hydraulic elevators
Roped elevators.
Hydraulic elevator systems lift a car using a hydraulic ram, a fluid-driven piston mounted inside
a cylinder.
Page 3 of 63
CHAPTER- 2
ELEVATORS
2.1. Introduction of Elevators:
2.1.1. Origin:
The first reference to an elevator is in the works of the Roman architect Vitruvius, who
reported that Archimedes (c. 287 BC c. 212 BC) built his first elevator probably in 236 BC. In
some literary sources of later historical periods, elevators were mentioned as cabs on a hemp
rope and powered by hand or by animals. It is supposed that elevators of this type were installed
in the Sinai monastery of Egypt.
Ancient and medieval elevators used drive systems based on hoists or winders. The invention
of a system based on the screw drive was perhaps the most important step in elevator technology
since ancient times, leading to the creation of modern passenger elevators. The first screw drive
elevator was built by Ivan Kulibin and installed in Winter Palace in 1793. Several years later
another of Kulibin's elevators was installed in Arkhangelskoye near Moscow. In 1823, an
"ascending room" made its debut in London.
Starting in the coal mines, by the mid-19th century elevators were operated with steam
power and were used for moving goods in bulk in mines and factories In 1823 in London, an
"ascending room" was built and operated by two architects, Burton and Hormer. It was designed
as a tourist attraction to elevate paying customers to a panoramic view of the city. The "Teagle" -
a belt-driven elevator with a counterweight was developed in 1835 by Frost and Stutt in England
.
The hydraulic crane was invented by Sir William Armstrong in 1846 for use primarily at the
docks of London for loading cargo. These quickly supplanted the earlier steam driven lifts as
they were able to leverage Pascal's law for a much greater force. They used a plunger below the
car to raise or lower the elevator. A pump applied water pressure to a steel column inside a
vertical cylinder. Increasing the pressure caused the elevator to ascend. The elevator also used a
system of counterbalancing so that the plunger did not have to lift the entire weight of the
elevator and its load. The plunger, however, was not practical for tall buildings, because it
required a pit as deep below the building as the building was tall. Later, a rope-geared elevator
with multiple pulleys was developed.
Henry Waterman of New York is credited with inventing the "standing rope control" for an
elevator in 1850. Elisha Otis' elevator patent drawing, 15 January 1861.
Page 4 of 63
In 1852, Elisha Otis introduced the safety elevator, which prevented the fall of the cab if the
cable broke. The design of the Otis safety elevator is somewhat similar to one type still used
today. A governor device engages knurled roller(s), locking the elevator to its guides should the
elevator descend at excessive speed. He demonstrated it at the New York exposition in
the Crystal Palace in a dramatic, death-defying presentation in 1854.
On March 23, 1857 the first Otis passenger elevator was installed at 488 Broadway in New
York City. The first elevator shaft preceded the first elevator by four years. Construction
for Peter Cooper's Cooper Union Foundation building in New York began in 1853. An elevator
shaft was included in the design, because Cooper was confident that a safe passenger elevator
would soon be invented. The shaft was cylindrical because Cooper felt it was the most efficient
design. Later, Otis designed a special elevator for the building. Today the Otis Elevator
Company, now a subsidiary of United Technologies Corporation, is the world's largest
manufacturer of vertical transport systems.
The Equitable Life Building completed in 1870 in New York City was the first office
building to have passenger elevators. The first electric elevator was built by Werner von
Siemens in 1880 in Germany.
The safety and speed of electric elevators were significantly enhanced by Frank
Sprague who added floor control, automatic elevators, acceleration control of cars, and safeties.
His elevator ran faster and with larger loads than hydraulic or steam elevators, and 584 electric
elevators were installed before Sprague sold his company to the Otis Elevator Company in 1895.
Sprague also developed the idea and technology for multiple elevators in a single shaft.
The development of elevators was led by the need for movement of raw materials
including coal and lumber from hillsides. The technology developed by these industries and the
introduction of steel beam construction worked together to provide the passenger and freight
elevators in use today.
In 1874, J.W. Meaker patented a method which permitted elevator doors to open and close
safely.
In 1882, when hydraulic power was a well established technology, a company later named
the London Hydraulic Power Company was formed. It constructed a network of high pressure
mains on both sides of the Thames which, ultimately, extended to 184 miles and powered some
8,000 machines, predominantly lifts (elevators) and cranes.
In 1887, American Inventor Alexander Miles of Duluth, Minnesota patented an elevator
with automatic doors that would close off the elevator shaft.
In 2000 a vacuum elevator was offered commercially in Argentina.
Page 5 of 63
2.2. Design Of Elevator:
Some people argue that elevators began as simple rope or chain hoists (elevators). An
elevator is essentially a platform that is either pulled or pushed up by a mechanical means. A
modern day elevator consists of a cab (also called a "cage" or "car") mounted on a platform
within an enclosed space called a shaft or sometimes a "hoistway". In the past, elevator drive
mechanisms were powered by steam and water hydraulic pistons or by hand. In a "traction"
elevator, cars are pulled up by means of rolling steel ropes over a deeply grooved pulley,
commonly called a sheave in the industry.
The weight of the car is balanced by a counterweight. Sometimes two elevators are built so
that their cars always move synchronously in opposite directions, and are each other's
counterweight. The friction between the ropes and the pulley furnishes the traction which gives
this type of lift its name.
Hydraulic elevators use the principles of hydraulics (in the sense of hydraulic power) to
pressurize an above ground or in-ground piston to raise and lower the car. Roped hydraulics use
a combination of both ropes and hydraulic power to raise and lower cars. Recent innovations
include permanent magnet motors, machine room-less rail mounted gearless machines, and
microprocessor controls.
The technology used in new installations depends on a variety of factors. Hydraulic
elevators are cheaper, but installing cylinders greater than a certain length becomes impractical
for very high lift hoistways. For buildings of much over seven storys, traction lifts must be
employed instead. Hydraulic elevators are usually slower than traction lifts.
Elevators are a candidate for mass customization. There are economies to be made
from mass production of the components, but each building comes with its own requirements
like different number of floors, dimensions of the well and usage patterns.
2.2.1. Elevator Doors:
Elevator doors protect riders from falling into the shaft. The most common configuration is
to have two panels that meet in the middle, and slide open laterally. In a cascading telescopic
configuration (potentially allowing wider entryways within limited space), the doors run on
independent tracks so that while open, they are tucked behind one another, and while closed,
they form cascading layers on one side.
This can be configured so that two sets of such cascading doors operate like the center
opening doors described above, allowing for a very wide elevator cab. In less expensive
installations the elevator can also use one large "slab" door: a single panel door the width of the
doorway that opens to the left or right laterally. Some buildings have elevators with the single
door on the shaft way, and double cascading doors on the cab.
Page 6 of 63
2.2.2. Machine room-less (MRL) elevators:
Machine room-less elevators are designed so that most of the components fit within the
shaft containing the elevator car; and a small cabinet houses the elevator controller. Other than
the machinery being in the hoist way, the equipment is similar to a normal traction elevator. The
benefits are:
Creates more usable space
Use less energy (70-80% less than hydraulic elevators)
Uses no oil
All components are above ground similar to roped hydraulic type elevators (this takes
away the environmental concern that was created by the hydraulic cylinder on direct
hydraulic type elevators being stored underground)
Slightly lower cost than other elevators
Can operate at faster speeds than hydraulics but not normal traction units.
Detriments
Equipment can be harder to service and maintain.
No code has been approved for the installation of residential elevator equipment.
Facts
Noise level is at 50-55 dBA (A-weighted decibels), which can be lower than some but not
all types of elevators.
Usually used for low-rise to mid-rise buildings
The motor mechanism is placed in the hoistway itself
The US was slow to accept the commercial MRL Elevator because of codes
2.3. Types of Elevators Mechanism:
There are at least four means of moving an elevator:
2.3.1. Traction elevators:
Geared Traction Elevators:
Geared traction machines are driven by AC or DC electric motors. Geared machines
use worm gears to control mechanical movement of elevator cars by "rolling" steel hoist ropes
over a drive sheave which is attached to a gearbox driven by a high speed motor. These machines
are generally the best option for basement or overhead traction use for speeds up to 500 ft/min
(2.5 m/s).
Page 7 of 63
In order to allow accurate speed control of the motor, to allow accurate levelling and for
passenger comfort, a DC hoist motor powered by an AC/DC motor-generator (MG) set was the
preferred solution in high-traffic elevator installations for many decades. The MG set also
typically powered the relay controller of the elevator, which has the added advantage of
electrically isolating the elevators from the rest of a building's electrical system, thus eliminating
the transient power spikes in the building's electrical supply caused by the motors starting and
stopping (causing lighting to dim every time the elevators are used for example), as well as
interference to other electrical equipment caused by the arcing of the relay contactors in the
control system.
Contemporary cheaper installations, such as those in residential buildings and low-traffic
commercial applications generally used a single or two speed AC hoist machine. The widespread
availability of cheap solid state AC drives has allowed infinitely variable speed AC motors to be
used universally, bringing with it the advantages of the older motor-generator based systems,
without the penalties in terms of efficiency and complexity. The older MG-based installations are
gradually being replaced in older buildings due to their poor energy efficiency.
Gearless traction Elevators:
Gearless traction machines are low speed (low RPM), high torque electric motors powered
either by AC or DC. In this case, the drive sheave is directly attached to the end of the motor.
Gearless traction elevators can reach speeds of up to 2,000 ft/min (10 m/s), or even higher. A
brake is mounted between the motor and drive sheave (or gearbox) to hold the elevator stationary
at a floor. This brake is usually an external drum type and is actuated by spring force and held
open electrically; a power failure will cause the brake to engage and prevent the elevator from
falling .
In each case, cables are attached to a hitch plate on top of the cab or may be "under slung"
below a cab, and then looped over the drive sheave to a counterweight attached to the opposite
end of the cables which reduces the amount of power needed to move the cab. The
counterweight is located in the hoist-way and rides a separate railway system; as the car goes up,
the counterweight goes down, and vice versa. This action is powered by the traction machine
which is directed by the controller, typically a relay logic or computerized device that directs
starting, acceleration, deceleration and stopping of the elevator cab. The weight of the
counterweight is typically equal to the weight of the elevator cab plus 40-50% of the capacity of
the elevator. The grooves in the drive sheave are specially designed to prevent the cables from
slipping. "Traction" is provided to the ropes by the grip of the grooves in the sheave, thereby the
name.
As the ropes age and the traction grooves wear, some traction is lost and the ropes must be
replaced and the sheave repaired or replaced. Sheave and rope wear may be significantly reduced
by ensuring that all ropes have equal tension, thus sharing the load evenly. Rope tension
equalisation may be achieved using a rope tension gauge, and is a simple way to extend the
lifetime of the sheaves and ropes.
Page 8 of 63
Elevators with more than 100 ft (30 m) of travel have a system called compensation. This
is a separate set of cables or a chain attached to the bottom of the counterweight and the bottom
of the elevator cab. This makes it easier to control the elevator, as it compensates for the
differing weight of cable between the hoist and the cab. If the elevator cab is at the top of the
hoist-way, there is a short length of hoist cable above the car and a long length of compensating
cable below the car and vice versa for the counterweight. If the compensation system uses
cables, there will be an additional sheave in the pit below the elevator, to guide the cables. If the
compensation system uses chains, the chain is guided by a bar mounted between the
counterweight railway lines.
2.3.2. Hydraulic elevators:
Conventional hydraulic elevators. They use an underground cylinder, are quite common
for low level buildings with 25 floors (sometimes but seldom up to 68 floors), and have
speeds of up to 200 feet/minute (1 meter/second).
Hole less hydraulic elevators were developed in the 1970s, and use a pair of above
ground cylinders, which makes it practical for environmentally or cost sensitive buildings
with 2, 3, or 4 floors.
Roped hydraulic elevators use both above ground cylinders and a rope system, allowing
the elevator to travel further than the piston has to move.
The low mechanical complexity of hydraulic elevators in comparison to traction elevators
makes them ideal for low rise, low traffic installations. They are less energy efficient as the
pump works against gravity to push the car and its passengers upwards; this energy is lost when
the car descends on its own weight. The high current draw of the pump when starting up also
places higher demands on a buildings electrical system. There are also environmental concerns
should either the lifting cylinder leak fluid into the ground.
The modern generation of low cost, machine room-less traction elevators made possible by
advances in miniaturization of the traction motor and control systems challenges the supremacy
of the hydraulic elevator in their traditional market niche.
2.3.3. Traction-Hydraulic Elevators:
The traction-hydraulic elevator has overhead traction cables and counterweight, but is
driven by hydraulic power instead of an overhead traction motor. The weight of the car and its
passengers, plus an advantageous roping ratio, reduces the demand from the pump to raise the
counterweight, thereby reducing the size of the required machinery.
Page 9 of 63
2.3.4. Climbing elevator :
A climbing elevator is a self-ascending elevator with its own propulsion. The propulsion
can be done by an electric or a combustion engine. Climbing elevators are used in guyed masts
or towers, in order to make easy access to parts of these constructions, such as flight safety lamps
for maintenance. An example would be the Moonlight towers in Austin, Texas, where the
elevator holds only one person and equipment for maintenance. The Glasgow Tower - an
observation tower in Glasgow, Scotland - also makes use of two climbing elevators.
2.4. Elevator modernization:
Most elevators are built to provide about 20 years of service, as long as service intervals
specified and periodic maintenance/inspections by the manufacturer are followed. As the
elevator ages and equipment become increasingly difficult to find or replace, along with code
changes and deteriorating ride performance, a complete overhaul of the elevator may be
suggested to the building owners.
A typical modernization consists of controller equipment, electrical wiring and buttons,
position indicators and direction arrows, hoist machines and motors (including door operators),
and sometimes door hanger tracks. Rarely are car slings, rails, or other heavy structures changed.
The cost of an elevator modernization can range greatly depending on which type of equipment
is to be installed.
Modernization can greatly improve operational reliability by replacing mechanical relays
and contacts with solid-state electronics. Ride quality can be improved by replacing motor-
generator-based drive designs with Variable-Voltage, Variable Frequency (V3F) drives,
providing near-seamless acceleration and deceleration. Passenger safety is also improved by
updating systems and equipment to conform to current codes.
2.5. Elevator safety:
Cable-borne elevators:
Statistically speaking, cable-borne elevators are extremely safe. Their safety record is
unsurpassed by any other vehicle system. In 1998, it was estimated that approximately eight
millionths of one percent (1 in 12 million) of elevator rides result in an anomaly, and the vast
majority of these were minor things such as the doors failing to open. Of the 20 to 30 elevator-
related deaths each year, most of them are maintenance-related
Page 10 of 63
For example, technicians leaning too far into the shaft or getting caught between moving
parts and most of the rest are attributed to other kinds of accidents, such as people stepping
blindly through doors that open into empty shafts or being strangled by scarves caught in the
doors. In fact, prior to the September 11th terrorist attacks, the only known free-fall incident in a
modern cable-borne elevator happened in 1945 when a B-25 bomber struck the Empire State
Building in fog, severing the cables of an elevator cab, which fell from the 75th floor all the way
to the bottom of the building, seriously injuring (though not killing) the sole occupant the
elevator operator.
However, there was an incident in 2007 at a Seattle children's hospital, where a
ThyssenKrupp ISIS machine-room-less elevator free-fell until the safety brakes were engaged.
This was due to a flaw in the design where the cables were connected at one common point,
and the Kevlar ropes had a tendency to overheat and cause slipping (or, in this case, a free-fall).
While it is possible (though extraordinarily unlikely) for an elevator's cable to snap, all elevators
in the modern era have been fitted with several safety devices which prevent the elevator from
simply free-falling and crashing. An elevator cab is typically borne by six or eight hoist cables,
each of which is capable on its own of supporting the full load of the elevator plus twenty-five
percent more weight.
In addition, there is a device which detects whether the elevator is descending faster than its
maximum designed speed; if this happens, the device causes copper brake shoes to clamp down
along the vertical rails in the shaft, stopping the elevator quickly, but not so abruptly as to cause
injury. This device is called the governor, and was invented by Elisha Graves Otis. In addition, a
hydraulic buffer is installed at the bottom of the shaft to somewhat cushion any
impact. However, In Thailand, in November 2012, a woman was killed in free falling elevator, in
what was reported as the "first legally recognised death caused by a falling lift".
Hydraulic elevators:
Past problems with early hydraulic elevators meant those built prior to a code change in
1972 were subject to possible catastrophic failure. The code had previously required only single-
bottom hydraulic cylinders. In the event of a cylinder breach, an uncontrolled fall of the elevator
might result. Because it is impossible to verify the system completely without a pressurized
casing (as described below), it is necessary to remove the piston to inspect it. The cost of
removing the piston is such that it makes no economic sense to re-install the old cylinder;
therefore it is necessary to replace the cylinder and install a new piston. Another solution to
protect against a cylinder blowout is to install a "life jacket." This is a device which, in the event
of an excessive downward speed, clamps onto the cylinder and stops the car. A device known as
a rupture valve is often attached to the hydraulic inlet/outlet of the piston and can be adjusted for
a maximum flow rate. If a pipe or hose were to break (rupture), the flow rate of the rupture valve
will surpass a set limit and mechanically stop the outlet flow of hydraulic fluid, thus stopping the
piston and the car in the down direction.
In addition to the safety concerns for older hydraulic elevators, there is risk of
leaking hydraulic oil into the aquifer and causing potential environmental contamination. This
has led to the introduction of PVC liners (casings) around hydraulic cylinders which can be
monitored for integrity.
Page 11 of 63
In the past decade, recent innovations in inverted hydraulic jacks have eliminated the costly
process of drilling the ground to install a borehole jack. This also eliminates the threat of
corrosion to the system and increases safety.
Mine-shaft elevators:
Safety testing of mine shaft elevator rails is routinely undertaken. The method involves
destructive testing of a segment of the cable. The ends of the segment are frayed, then set in
conical zinc molds. Each end of the segment is then secured in a large, hydraulic stretching
machine. The segment is then placed under increasing load to the point of failure. Data about
elasticity, load, and other factors is compiled and a report is produced. The report is then
analysed to determine whether or not the entire rail is safe to use.
2.6. Uses of elevators:
Table lifts, and positioners are used for positioning the work material such that the material
to be worked on is placed at an ergonomically comfortable access points. Truck or vehicle lifts
are used to lift materials for the purpose of lading them onto the trucks, which is done by lifting
such materials to the height of the truck bed. Vehicle lifts come with attachments by which they
can be mounted at the rear of a vehicle.
Transport companies, that transports heavy goods and machinery by roads commonly uses
such lifts. A dock lift is similar to a vehicle lift; however, these are mounted at the docks and are
used to position material and/or personnel for loading purpose.
Personnel lifts, as the name implies, are used to move workers to materials or the work area.
This is done when it is more feasible to move personnel to the work area, rather than moving the
work area to the workers. Such situations can arise when the work has to be done at great
heights, or the work area is very large, and highly impossible to move.
Fork lifts and pallet lifts are used to lift the load from the base or pallets. Forklift trucks are a
common sight at docks, as well as warehouses, and storage places. These trucks are mobile
forklifts that are used to lift and transport goods at short distances. Fork lifts, and pallet lifts are
used for loading, unloading, as well as storage and working purposes. Tilt table are hollow bins
with four sides, and (usually) open at the top. These cannot only raise or lower the work piece,
but can also tilt it an angle to place it in an ergonomically optimal position to be worked upon.
The main reason for the widespread use of the hydraulic lifts is the benefits it provides by
creating ergonomically safe working conditions. This helps to greatly reduce, or even eliminate
the large amount of injuries caused to workers due to repetitive stress.
Such injuries frequently occur when the job is much more physically demanding as
compared to the physical limitations of the workers. Hydraulic lifts help to place the work
material at positions that is not awkward to the workers, in an easy, and safe manner. The worker
may not only benefit from the better posture for work, but the lifts can also help in placing the
objects in such a manner that the worker would require the minimum force, and labor to get the
Page 12 of 63
job done. Due to creation of such work friendly environment, it not only results in reduced
injuries, but also better productivity on the part of the workers.
By using hydraulic lifts, this can be successfully achieved in a variety of conditions that are
otherwise very demanding or dangerous. Hydraulic lifts can also be used to move materials
horizontally, as well as vertically. Many hydraulic lifts come with wheel, and are thus mobile in
nature, and thus can be used in various situations (the best example being the forklift truck). For
sustained use in a repetitive work environment, hydraulic lifts can be permanently fixed, and be
made a part of the process line. In a manufacturing workshop, smaller hydraulic lifts are
commonly used for holding and moving various products.
2.7. Controlling elevators:
Early elevators had no automatic landing positioning. Elevators were operated by elevator
operators using a motor controller. The controller was contained within a cylindrical container
about the size and shape of a cake container and this was operated via a projecting handle. This
allowed some control over the energy supplied to the motor (located at the top of the elevator
shaft or beside the bottom of the elevator shaft) and so enabled the elevator to be accurately
positioned if the operator was sufficiently skilled.
More typically the operator would have to "jog" the control to get the elevator reasonably
close to the landing point and then direct the outgoing and incoming passengers to "watch the
step". Some older freight elevators are controlled by switches operated by pulling on adjacent
ropes. Safety interlocks ensure that the inner and outer doors are closed before the elevator is
allowed to move. Most older manually controlled elevators have been retrofitted with automatic
or semi-automatic controls.
Automatic elevators began to appear as early as the 1930s, their development being hastened
by striking elevator operators which brought large cities dependent on skyscrapers (and therefore
their elevators) such as New York and Chicago to their knees. These electromechanical systems
used relay logic circuits of increasing complexity to control the speed, position and door
operation of an elevator or bank of elevators. The Otis Autoerotic system of the early 1950s
brought the earliest predictive systems which could anticipate traffic patterns within a building to
deploy elevator movement in the most efficient manner. Relay-controlled elevator systems
remained common until right up until the 1980s, and their gradual replacement with solid-
state microprocessor based controls which are now the industry standard
Page 13 of 63
CHAPTER- 3
TYPES OF ELEVATORS
3.1. Types of Elevators:
There are various types of elevators. Some of them are as follows:
3.1.1. Passenger service:
A passenger elevator is designed to move people between a building's floors.
Passenger elevators capacity is related to the available floor space. Generally passenger
elevators are available in capacities from 1,000 to 6,000 pounds (4502,700 kg) in 500 lb
(230 kg) increments.
Generally passenger elevators in buildings eight floors or less are hydraulic
or electric, which can reach speeds up to 200 ft/min (1.0 m/s) hydraulic and up to 500 ft/min
electric. In buildings up to ten floors, electric and gearless elevators are likely to have speeds up
to 500 ft/min (2.5 m/s), and above ten floors speeds begin at 500 ft/min (2.5 m/s) up to
2000 ft/min (10 m/s).
Sometimes passenger elevators are used as a city transport along with funiculars. For
example, there is a 3-station underground public elevator in Yalta, Ukraine, which takes
passengers from the top of a hill above the Black Sea on which hotels are perched, to a tunnel
located on the beach below. At Casco Viejo station in the Bilbao Metro, the elevator that
provides access to the station from a hilltop neighbourhood doubles as city transportation: the
station's ticket barriers are set up in such a way that passengers can pay to reach the elevator
from the entrance in the lower city, or vice versa. See also the Elevators for urban transport
service.
3.1.2. Freight elevator:
A specialized elevator from 1905 for lifting narrow gauge railroad cars between a railroad
freight house and the Chicago Tunnel Company tracks below
A freight elevator, or goods lift, is an elevator designed to carry goods, rather than
passengers. Freight elevators are generally required to display a written notice in the car that the
use by passengers is prohibited (though not necessarily illegal), though certain freight elevators
Page 14 of 63
allow dual use through the use of an inconspicuous riser. In order for an elevator to be legal to
carry passengers in some jurisdictions it must have a solid inner door. Freight elevators are
typically larger and capable of carrying heavier loads than a passenger elevator, generally from
2,300 to 4,500 kg. Freight elevators may have manually operated doors, and often have rugged
interior finishes to prevent damage while loading and unloading. Although hydraulic freight
elevators exist, electric elevators are more energy efficient for the work of freight lifting.
3.1.3. Sidewalk elevators:
A sidewalk elevator is a special type of freight elevator. Sidewalk elevators are used to
move materials between a basement and a ground-level area, often the side walk just outside the
building. They are controlled via an exterior switch and emerge from a metal trap door at ground
level. Sidewalk elevator cars feature a uniquely shaped top that allows this door to open and
close automatically.
3.1.4 Stage lifts:
Stage and orchestra lifts are specialized lifts, typically powered by hydraulics, that are used
to lift entire sections of a theatre stage. For example, Radio City Music Hall has four such lifts:
an "orchestra lift" that covers a large area of the stage, and three smaller lifts near the rear of the
stage. In this case, the orchestra lift is powerful enough to raise an entire orchestra, or an entire
cast of performers (including live elephants) up to stage level from below.
3.1.5. Vehicle elevators:
Vehicular elevators are used within buildings or areas with limited space (in lieu of ramps),
typically to move cars into the parking garage or manufacturer's storage. Geared hydraulic chains
(not unlike bicycle chains) generate lift for the platform and there are no counterweights. To
accommodate building designs and improve accessibility, the platform may rotate so that the
driver only has to drive forward. Most vehicle elevators have a weight capacity of 2 tons.
Rare examples of extra-heavy elevators for 20-ton lorries, and even for railcars (like one that
was used at Dnipro Station of the Kiev Metro) also occur.
3.1.6. Boat elevators:
In some smaller canals, boats and small ships can pass between different levels of a canal
with a boat lift rather than through a canal lock.
Page 15 of 63
3.1.7. Aircraft elevators:
Elevators for aircraft
On aircraft carriers, elevators carry aircraft between the flight deck and the hangar deck for
operations or repairs. These elevators are designed for much greater capacity than other
elevators, up to 200,000 pounds (90tonnes) of aircraft and equipment. Smaller elevators lift
munitions to the flight deck from magazines deep inside the ship.
Elevators within aircraft
On some passenger double-deck aircraft such as the Boeing 747 or other widebody aircraft, lifts
transport flight attendants and food and beverage trolleys from lower deck galleys to upper
passenger carrying decks.
3.1.8. Residential elevator
The residential elevator is often permitted to be of lower cost and complexity than full
commercial elevators. They may have unique design characteristics suited for home furnishings,
such as hinged wooden shaft-access doors rather than the typical metal sliding doors of
commercial elevators. Construction may be less robust than in commercial designs with shorter
maintenance periods, but safety systems such as locks on shaft access doors, fall arrestors, and
emergency phones must still be present in the event of malfunction.
3.1.9. Limited use / limited application:
The limited-use, limited-application (LU/LA) elevator is a special purpose passenger elevator
used infrequently, and which is exempt from many commercial regulations and
accommodations. For example, a LU/LA is primarily meant to be handicapped accessible, and
there might only be room for a single wheelchair and a standing passenger.
3.1.10. Dumbwaiter:
Dumbwaiter are small freight elevators (or lifts) intended to carry objects rather than people.
Dumbwaiters found within modern structures, including both commercial, public and private
buildings, are often connected between multiple floors. When installed in restaurants, schools,
hospitals, in private homes, the lifts generally terminate in a kitchen.
Page 16 of 63
3.1.11. Scissor Lift:
A scissor lift is a type of platform that can usually only move vertically. The mechanism to
achieve this is the use of linked, folding supports in a criss-cross "X" pattern, known as
a pantograph (or scissor mechanism). The upward motion is achieved by the application of
pressure to the outside of the lowest set of supports, elongating the crossing pattern, and
propelling the work platform vertically.
3.1.12. Rack-and-pinion lift
Rack-and-pinion lifts are powered by a motor driving a pinion gear. Because they can be
installed on a building or structure's exterior and there is no machine room or hoist way required,
they are the most used type of lift for buildings under construction (to move materials and tools
up and down).
3.1.13. Material Carrying Lift:
Lift illustrates the use of one or more simple machines to create mechanical advantage.
The lever, a balance lift contains a horizontal beam (the lever) pivoted about a point called the
fulcrum.
The principle of the lever allows a heavy load attached to the shorter end of the beam to be
lifted by a smaller force applied in the opposite direction to the longer end of the beam. The ratio
of the load's weight to the applied force is equal to the ratio of the lengths of the longer arm and
the shorter arm, and is called the mechanical advantage
Page 17 of 63
CHAPTER-4
Dumbwaiter Lift:
4.1. Introduction:
Dumbwaiters are small freight elevators (or lifts) intended to carry objects rather than
people. Dumbwaiters found within modern structures, including both commercial, public and
private buildings, are often connected between multiple floors. When installed in restaurants,
schools, hospitals, in private homes, the lifts generally terminate in a kitchen.
The mechanical dumbwaiter was invented by George W. Cannon, a New York inventor.
Cannon first filed for the patent of a brake system that could be used for a dumbwaiter on
January 6, 1883. Cannon later filed for the patent on the mechanical dumbwaiter on February 17,
1887.
A simple dumbwaiter is a movable frame in a shaft, dropped by a rope on a pulley, guided
by rails. Most dumbwaiters have a shaft, cart, and capacity smaller than those of passenger
elevators, usually 45 to 450 kg. Before electric motors were added in the 1920s, dumbwaiters
were controlled manually by ropes on pulleys.
Early 20th-century codes sometimes required fire proof dumbwaiter walls and self-closing
fire proof doors and mention features such as buttons to control movement between floors and
locks on doors preventing them from opening unless the cart is stopped at that floor.
(fig 4.1)
Page 18 of 63
4.2. Specification Of The Dumbwaiter:-
A) - LOAD/ CAPACITY (in kg): 100
B) - MOTOR: Electric
C) - CAR & DOOR MATERIAL:
Galvanized steel sheet finished
Door opening (height & width) exactly corresponding to interior car dimensions.
D) - LANDING DOORS:-
TYPE: By- parting shelf loading or floor loading
HIGHT H (in mm): 600 - 800
E) - SPEED ( in m/s): 0 , 4
F) - MAIN OPTIONS:
Stainless steel finish
Overload device
Machine below or on side
Entrance on 2 sides
Corner post arrangements
Car door
G) - CAR DIMENSIONS:
CAR WALL (in mm): 400 - 1000
B)- CAR DOOR (in mm): 400 - 1000
H) - CAR MODULAR INCREMENTS (in mm): 25
I) - TOTAL HIGHT OF THE LIFT (in m): 5 - 6
Page 19 of 63
4.3. Advantages:
Practical and simple to use in every environment.
Robust and reliable design.
Quiet operation.
Flexible design dimensions due to 25 mm car increments.
Compact design.
Machine and controller incorporated in pylone.
Fitting and decoration flexibility.
4.4. Dis-advantage:
The actual lift is not portable as the apparatus is been fixed.
The setup is quite costly.
The availability of the motor was difficult.
A gearbox was compulsory to be installed.
Due to stainless steel the initial cost of the material was high.
Page 20 of 63
CHAPTER-5
The Material Carrying or Bucket Lift
5.1. Introduction:
An elevator or lift is a type of vertical transport equipment that efficiently moves people or
goods between floors/ level of a building, vessel or other structures. Elevators are generally
powered by electric motors that either drive traction cables or counterweight systems like a hoist,
or pump hydraulic fluid to raise a cylindrical piston like a jack.
5.2. Working principle :
Lift illustrates the use of one or more simple machines to create mechanical advantage.
The lever, a balance lift contains a horizontal beam (the lever) pivoted about a point called the
fulcrum.
The principle of the lever allows a heavy load attached to the shorter end of the beam to be
lifted by a smaller force applied in the opposite direction to the longer end of the beam. The ratio
of the load's weight to the applied force is equal to the ratio of the lengths of the longer arm and
the shorter arm, and is called the mechanical advantage.
5.3. Specifications:
Supporting Frames(U- Shaped)
Bucket
Electric Motor (1/2 hp)
Cables
Pulley(V- Shaped)
Weight Carrying Capacity 75 -100 kgs.
Height for lifting the weight 10-12 ft.
Page 21 of 63
5.4. Designs of the lift:
(Top view) -
Page 22 of 63
(side view)-
Page 23 of 63
5.5. Types of Drives & Controls:
There are 2 types of drives & control systems:
AC motor control techniques
DC motor control techniques
AC motor control techniques, The AC variable voltage drive is suitable for lift speeds up to
2 mis. For speeds of 1 mis or less, and small lift cars (i.e. less than 8-person), a simple AC drive
without re-levelling may be satisfactory. A drive with re-levelling should always be specified for
larger lift cars and higher speed applications or where small wheeled trolleys etc. may be
used.
Compared to variable voltage control only, variable voltage, variable frequency drives
provide better all-round drive performance for lift speeds from 0.4 mis to 10 mis. They give near
unity power factor operation and draw lower acceleration currents (e.g. twice the full load
current) requiring smaller mains feeders. Provided that it is correctly designed and filtered, the
variable voltage, variable frequency drive produces the lowest harmonic current and voltage
values in the supply of all the various types of solid-state drive.
DC motor control techniques, DC gearless machines are still the most common type of drive for
lift speeds greater than 2 mIs. There are two basic methods of controlling DC motors: the Ward
Leonard set and the static converter drive. Static converter drives are the most economical in
operation with energy costs up to 60% less than those for equivalent Ward Leonard drives.
Page 24 of 63
CHAPTER- 6
SCISSOR LIFT
6.1. Introduction:
A scissor lifts mechanism for use on a coil car or the like, the lift having scissor legs
connected to each other by a shaft. The lift is raised and lowered by a means for providing a
generally vertical force to the shaft. The means may be provided by a hydraulic cylinder and a
bell crank mechanism. The bell crank mechanism redirects the force from a hydraulic cylinder to
a generally vertical force on a hinge connecting the scissor legs of the lift. The bell crank
mechanism allows the strength of the lift to be maximized while retaining a low profile design
Scissor lift are meant for temporary works and can be transported to site either loaded onto a
trailer or under their own power. There are several types of fuel available, including diesel,
battery, bio fuel, LPG and air-powered units. Scissor lifts come in a variety of sizes to suit
different applications - compact and micro scissor lifts are available for tight access areas.
6.2. Principle Of Scissor Lift :
A scissor lift is a type of platform that can usually only move vertically. The mechanism to
achieve this is the use of linked, folding supports in a criss-cross "X" pattern, known as
a pantograph (or scissor mechanism). The upward motion is achieved by the application of
pressure to the outside of the lowest set of supports, elongating the crossing pattern, and
propelling the work platform vertically.
The platform may also have an extending "bridge" to allow closer access to the work area,
because of the inherent limits of vertical-only movement.
The contraction of the scissor action can be hydraulic, pneumatic or mechanical (via a lead
screw or rack and pinion system). Depending on the power system employed on the lift, it may
require no power to enter "descent" mode, but rather a simple release of hydraulic or pneumatic
pressure. This is the main reason that these methods of powering the lifts are preferred, as it
allows a fail-safe option of returning the platform to the ground by release of a manual valve.
Page 25 of 63
6.3. Parts Of Scissor Lift:
1. Flat or tear pattern deck top. The top roll over edges are square for greater strength,
smoother load transfer and flush mounting of handrail, conveyors etc.
2. A perimeter safety trip frame is fitted to the undersides of the platform to prevent further
should an obstruction be encountered. For added safety, operator reset is standard.
3. The scissor arms for lift tables up to 3 meters in length are usually profiles, solid steel. For
larger lifts, steel hollow section is used to provide greater stability.
4. Pre-lubricated, replaceable type bearing bushes are standard features. For heavy duty work
we recommend chrome plating heavy wear parts, including grease points or grease free spherical
plain bearings with seals.
Page 26 of 63
5. A built in high pressure filter helps protect the lowering valve from malfunction. The
lowering speed is adjustable on site and is controlled by a pressure compensating valve. The
control station is on 3 meters of flexible cable complete with Emergency Stop and dead man UP
and DOWN push buttons.
6. Steel swivel stops or posts are provided to mechanically support the lift in a raised or semi-
raised position to allow access for maintenance purposes.
7. The steel arm roller bearings are replaceable.
6.4. Advantages:
It is a portable lift.
No oil tank is required.
Easy operation
6.5. Disadvantages
Low safety factor
High maintenance required
Complex Structure
Page 27 of 63
CHAPTER-7
MULTI-STAGE HYDRAULIC LIFT
7.1. Introduction:
This type of hydraulic lift is also called as Multi-Stage Hydraulic Lift. This lift basically
comprises of a multi-stage hydraulic cylinder, which should be single acting type, a hydraulic
gear pump which helps the cylinder to perform its operations, a platform attached to the top of
the multi-stage cylinder on which the material to be lifted is placed, working fluid i.e. hydraulic
oil, and a hose pipe which connects the pump and multi-stage hydraulic cylinder.
(fig.7.1)
7.2. Multi-Stage Single Acting Hydraulic Cylinder:
These cylinders are also referred to as Telescopic Cylinders. Telescopic cylinders are
commonly restricted to a maximum of 6 stages. 6 stages are commonly thought to be the
practical design limit as stability problems become more difficult with larger numbers of stages.
Telescopic cylinders require careful design as they are subjected to large side forces especially at
Page 28 of 63
full extension. The weight of the steel bodies and the hydraulic oil contained within the actuator
create moment loads on the bearing surfaces between stages. These forces, combined with the
load being pushed, threaten to bind or even buckle the telescopic assembly. Sufficient bearing
surfaces must therefore be incorporated in the design of the actuator to prevent failure in service
due to side forces. Telescopic cylinders must only be used in machinery as a device for
providing force and travel.
Hydraulic telescopic cylinders are often limited to a maximum hydraulic pressure of
2000 -3000 psi. This is because the outward forces produced by internal hydraulic pressure tends
to expand the steel sleeve sections.
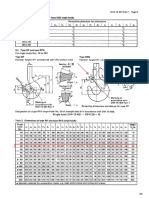
fig.7.2 pneumatic telescoping cylinder, 8-stages, single-acting, retracted and extended
Too much pressure will cause the nested sleeves to balloon outward, bind the
mechanism and stop moving. The danger exists that a permanent deformation of the outer
diameter of a sleeve could occur, thus ruining a telescopic actuator. For this reason, care must be
taken to avoid shock pressures in a hydraulic system using telescopic cylinders. Often such
hydraulic systems are equipped with shock suppressing components, such as hydraulic
accumulators, to absorb pressure spikes.
Page 29 of 63
7.3. Hydraulic Pump:
Hydraulic pumps are used in hydraulic drive systems and can be hydrostatic or
hydrodynamic. Hydrostatic pumps are positive displacement pumps, while hydrodynamic pumps
can be fixed displacement pumps, in which the displacement (flow through the pump per rotation
of the pump) cannot be adjusted, or variable displacement pumps, which have a more
complicated construction that allows the displacement to be adjusted.
Gear pump are simple and economical pumps. The swept volume or displacement of gear
pumps for hydraulics will be between about 1 cm
3
(0.001 litre) and 200 cm
3
(0.2 litre). They
have the lowest volumetric efficiency (about 90%). These pumps create pressure through the
meshing of the gear teeth, which forces fluid around the gears to pressurize the outlet side. For
lubrication, the gear pump uses a small amount of oil from the pressurized side of the gears,
bleeds this through the (typically) hydrodynamic bearings, and vents the same oil either to the
low pressure side of the gears, or through a dedicated drain port on the pump housing.
.
(fig. 7.3)
Some gear pumps can be quite noisy, compared to other types, but modern gear pumps are
highly reliable and much quieter than older models. This is in part due to designs incorporating
split gears, helical gear teeth and higher precision/quality tooth profiles that mesh and un-mesh
more smoothly, reducing pressure ripple and related detrimental problems. Another positive
attribute of the gear pump, is that catastrophic breakdown is a lot less common than in most other
types of hydraulic pumps. This is because the gears gradually wear down the housing and/or
main bushings, reducing the volumetric efficiency of the pump gradually until it is all but
useless. This often happens long before wear causes the unit to seize or break down.
Page 30 of 63
7.4. Hydraulic Fluid (Oil):
Hydraulic fluids, also called hydraulic liquids, are the medium by which power is
transferred in hydraulic machinery. Common hydraulic fluids are based on mineral oil or water.
The primary function of a hydraulic fluid is to convey power. In use, however, there are other
important functions of hydraulic fluid such as protection of the hydraulic machine components.
The original hydraulic fluid, dating back to the time of ancient Egypt, was water.
(fig.7.4)
Beginning in the 1920s, mineral oil began to be used more than water as a base stock due
to its inherent lubrication properties and ability to be used at temperatures above the boiling
point of water. Today most hydraulic fluids are based on mineral oil base stocks.
7.5. Specifications:
Load capacity: 1 Ton
Height: 6 ft
Pump: Hydraulic Gear pump\
Discharge: 1 cm
3
(0.001 litre) and 200 cm
3
(0.2 litre)
Page 31 of 63
7.6. Advantages:
The multi-stage lift could easily raise heavy equipments.
More stroke length is obtained.
Lift could be portable.
7.7. Disadvantages:
These lift could not be operated by small hand operated hydraulic pumps because high
pressure is required.
Telescopic cylinders must only be used in machinery as a device for providing force and
travel.
For continuous flow of oil at high pressure separate large oil tank is required
The setup is quite costly.
Skilled operators are required.
Page 32 of 63
CHAPTER- 8
HYDRAULIC LIFT
8.1 INTRODUCTION
Hydraulic lift is a heavy goods lifting machinery which utilizes mechanical advantage of hydraulic
cylinder. The basic principle of lift depends upon Pascal's Law. It utilizes incompressible fluid for the
transfer of force equally in all direction. Lifting capacity is more as compared to power supplied.
Two main parts are used in lift-
1. Hydraulic Cylinder
2. Hydraulic Pump
8.2. HYDRAULIC CYLINDER:
8.2.1 INTRODUCTION:
Cylinders are linear actuators which convert fluid power into mechanical power. They are also known
as JACKS or RAMS.
Hydraulic cylinders are used at high pressures and produce large forces and precise movement. For
this reason they are constructed of strong materials such as steel and designed to withstand large
forces.
Because gas is an expansive substance, it is dangerous to use pneumatic cylinders at high pressures so
they are limited to about 10 bar pressure. Consequently they are constructed from lighter materials
such as aluminium and brass. Because gas is a compressible substance, the motion of a pneumatic
cylinder is hard to control precisely. The basic theory for hydraulic and pneumatic cylinders is
otherwise the same.
8.2.2. THEORY:
8.2.2.1 FORCE:
The fluid pushes against the face of the piston and produces a force. The force produced is given by the
formula:
F = p.A
p is the pressure in N/m
2
and A is the area the pressure acts on in m
2
.
Page 33 of 63
This assumes that the pressure on the other side of the piston is negligible. The diagram shows a
double acting cylinder. In this case the pressure on the other side is usually atmospheric so if p is a
gauge pressure we need not worry about the atmospheric pressure.
(Figure8.1)
Let A be the full area of the piston and a be the cross sectional area of the rod. If the pressure is acting
on the rod side, then the area on which the pressure acts is (A - a).
F = pA on the full area of piston.
F = p(A-a) on the rod side.
This force acting on the load is often less because of friction between the seals and both the piston and
piston rod.
8.2.2.2 SPEED
The speed of the piston and rod depends upon the flow rate of fluid. The volume per second entering
the cylinder must be the change in volume per second inside. It follows then that:
Q m3/s = Area x distance moved per second
Q m3/s = A x velocity (full side)
Q m3/s = (A-a) x velocity (rod side)
Note in calculus form velocity is given by v = A dx/dt and this is useful in control applications.
In the case of air cylinders, it must be remembered that Q is the volume of compressed air and this
changes with pressure so any variation in pressure will cause a variation in the velocity.
8.2.2.3 POWER
Mechanical power is defined as Force x velocity. This makes it easy to calculate the power of a
cylinder. The fluid power supplied is more than the mechanical power output because of friction
between the sliding parts.
P = F v Watts
Page 34 of 63
8.2.4 TYPES OF HYDRAULIC CYLINDER:
8.4.1 SINGLE ACTING CYLINDERS
A simple single acting cylinder is shown below. The cylinder is only powered in one direction and
needs another force to return it such as an external load (e.g. in a car hoist or jack) or a spring. No
hydraulic fluid is present on the low pressure side.
Single Acting Cylinder for Pushing (figure8.2) Single Acting Cylinder for Pulling
8.2.5 DOUBLE ROD CYLINDERS
The basic design of a double rod cylinder is shown below. The design allows equal force and speed in
both directions. It is useful in robotic mechanisms were the rod is clamped at both ends and the body
moves instead.
2
(figure 8.3)
8.2.6 TELESCOPIC CYLINDERS
These cylinders produce long strokes from an initial short length. Each section slides inside a larger
section.
These cylinders have from 2 to five stages. They are typically used in refuse lorries for ejecting the
compacted refuse. They are also used for lifts, tipping platforms, lifting platforms and other
Page 35 of 63
commercial vehicle applications.
(figure 8.4)
8.3. PARTS OF HYDRAULIC CYLINDER:
A hydraulic cylinder consists of the following parts.
Cylinder barrel
Cylinder base or cap
Cylinder head
Piston
Piston rod
Seal gland
Seal
Other parts
Cylinder base connection
Cushions
Page 36 of 63
8.3.1 Cylinder barrel:
The main function of cylinder body is to hold cylinder pressure. The cylinder barrel is mostly
made from a seamless tube. The cylinder barrel is ground and/or honed internally with a typical
surface finish of 4 to 16 micro inch. Normally hoop stress is calculated to optimize the barrel
size.
8.3.2Cylinder base or cap:
The main function of the cap is to enclose the pressure chamber at one end. The cap is
connected to the body by means of welding, threading, bolts, or tie rod. Caps also perform as
cylinder mounting components [cap flange, cap trunnion, cap clevis]. Cap size is determined
based on the bending stress. A static seal / o-ring is used in between cap and barrel (except
welded construction).
8.3.3 Cylinder head:
The main function of the head is to enclose the pressure chamber from the other end. The
head contains an integrated rod sealing arrangement or the option to accept a seal gland. The
head is connected to the body by means of threading, bolts, or tie rod. A static seal / o-ring is
used in between head and barrel.
8.3.4 Piston:
The main function of the piston is to separate the pressure zones inside the barrel. The piston
is machined with grooves to fit elastomeric or metal seals and bearing elements. These seals can
be single acting or double acting. The difference in pressure between the two sides of the piston
causes the cylinder to extend and retract. The piston is attached with the piston rod by means of
threads, bolts, or nuts to transfer the linear motion.
8.3.5 Piston rod:
The piston rod is typically a hard chrome-plated piece of cold-rolled steel which attaches to
the piston and extends from the cylinder through the rod-end head. In double rod-end cylinders,
the actuator has a rod extending from both sides of the piston and out both ends of the barrel. The
piston rod connects the hydraulic actuator to the machine component doing the work. This
connection can be in the form of a machine thread or a mounting attachment....
Page 37 of 63
8.3.6 Seal gland:
The cylinder head is fitted with seals to prevent the pressurized oil from leaking past the
interface between the rod and the head. This area is called the seal gland. The advantage of a seal
gland is easy removal and seal replacement. The seal gland contains a primary seal, a secondary
seal / buffer seal, bearing elements, wiper / scraper and static seal. In some cases, especially in
small hydraulic cylinders, the rod gland and the bearing elements are made from a single integral
machined part.
\
8. 3.7. SEALS:
The seals are considered / designed as per the cylinder working pressure, cylinder speed, operating
temperature, working medium and application. Piston seals are dynamic seals, and they can be single
acting or double acting. Generally speaking, Elastomer seals made from nitrile rubber, Polyurethane
or other materials are best in lower temperature environments, while seals made of
Fluorocarbon Viton are better for higher temperatures.
Metallic seals are also available and commonly use cast iron for the seal material. Rod seals are
dynamic seals and generally are single acting. The compounds of rod seals are nitrile rubber,
Polyurethane, or Fluorocarbon Viton. Wipers / scrapers are used to eliminate contaminants such as
moisture, dirt, and dust, which can cause extensive damage to cylinder walls, rods, seals and other
components.
The common compound for wipers is polyurethane. Metallic scrapers are used for sub zero
temperature applications, and applications where foreign materials can deposit on the rod. The
bearing elements / wear bands are use to eliminate metal to metal contact. The wear bands are
designed as per the side load requirements. The primary compounds for wear bands are filled PTFE,
woven fabric reinforced polyester resin and bronze
The detailed diagram shows a double acting cylinder. The main seals used are
1. Piston seals to prevent leakage from one side to the other
2. Rod seal to prevent leakage from the rod end.
3. Static seals to prevent leakage from joints between the barrel and end caps.
4. Wiper seal to stop dirt being drawn inside with the rod.
(figure8.5)
Page 38 of 63
8.3.8 Bearings:
The bearings are
1. The rod end bearing made of brass or bronze. This takes the side loads on the rod and
ensures lubrication and reduced wear. It also prevents the seal distorting and leaking.
2. The pistons bearing to take the sideways forces and reduce wear.
(fig.8.6)
Page 39 of 63
8.3.9. CUSHIONING:
The fluid is normally expelled through the outlet port direct but when the cushioning boss enters the
recess, the fluid around the piston is trapped. The only way the fluid can escape is through the
secondary path, which is restricted by a needle valve. The needle valve is adjusted so that the
piston is slowed up over the last part of its stroke by a pressure build up in the fluid escaping past
the needle valve.
8.3.10. QUICK START:
The problem with cushioning is that when you try to move the piston back the other way, fluid only
has the cushioning boss to push on and because it is a small area the force may not be enough to
move it or it may only move slowly until the boss clears the recess. To get around this a one way
check valve is placed in parallel with the needle valve so that fluid can easily get into the space
behind the piston and push on the full area.
8.3.11. BUCKLING
Buckling occurs when the rod bends or bows out sideways under load. The longer and thinner the
rod, the more likely it is for buckling to occur. When selecting a cylinder from a catalogue, the
manufacturer will show information to enable you to determine the buckling load.
Page 40 of 63
8.4. CONSTRUCTION:
The detailed diagram shows the main construction details. Hydraulic cylinders are built to
withstand substantial pressures and so are expensive compared to pneumatic cylinders. The body is a
tube or barrel with a smooth finish to prevent seals wearing out. Steel is usually used for the strength
required. The fluid ports are contained in the end caps. One end cap has a hole for the rod. The end
caps must be sealed to the barrel. The picture shows cylinders with tie rods for holding the end caps in
place.
(figure8.7)
The next picture shows cylinders with the end caps screwed onto the barrel
(Figure 8.8)
Other methods of construction use welding and swaging techniques. These types cannot be
disassembled for servicing. In some applications no fasteners are needed and external restraints prevent
the end caps blowing out.
Page 41 of 63
8.5. END FIXINGS:
The diagram shows typical ways of mounting cylinders and attaching them to machines.
(Figure 8.9)
8.6. CYLINDER SPEED CONTROL:
The basic method of controlling the speed is by controlling the flow in or out of the cylinder. The
simplest way is to place a restrictor on the appropriate port but this reduces the thrust and wastes
energy through friction.
One of the problems with pneumatics is the compressibility of the air which makes it unsuitable for
precise movement control in applications such as machine tools and robots. This problem is overcome
by the use of air/oil systems (covered later). The cylinder is filled with oil and both ports are connected
to a storage vessel with oil in them. The oil in these vessels has air supplied to the top. When air
pressure is supplied to one tank, the oil is forced into the cylinder. The pressures are low and the
cylinders are often pneumatic cylinders. The speed is controlled by a one way variable restrictor on
each port. This system has the cost benefit and flexibility of a pneumatic system but with the precise
and steady motion of hydraulics.
Page 42 of 63
8.3. Hydraulic Hand Pump
8.3.1. Introduction:
The Hydraulic Hand Pump is a hand-held hydraulic sealant injection pump that is rated to
10,000 PSI and operates in any position. It is very portable making it easy to keep one in your
pickup for quick top-ups and emergency sealing jobs between regular maintenance intervals. It is
perfect for pumping small quantities of cleaners, sealants and lubricants into valves.
Features include:
Locking handle to prevent damage to the pump.
Easy to handle, very portable.
Self-priming hydraulic action makes manual injection simple.
Generates up to 10,000 PSI when required.
Easily reloads with cartridge, bag or stick type products.
Discharges one (1) ounce of product easily with every fifty (50) strokes
Easy to read high pressure gauge
Button head coupler quickly attaches to and releases from fittings
The Hydraulic Hand Pump ships with an eighteen (18) inch long hose, Giant Button head
Coupler #17G and 15,000 PSI Gauge with Guard #17B. It is ready to load and use right out of
the box.
(Figure 8.3.1)
Page 43 of 63
8.3.2. Operating Instructions:
8.3.2.1. How to Operate a Hydraulic Hand Pump
The components of a Hydraulic Hand Pump are shown in fig. 1.1.
To operate the Hydraulic Hand Pump:
The Hydraulic Hand Pump must first be loaded.
Inspect the Giant Button head Coupler #17G for damage and contaminants. Clean using a
mild solvent and a clean cloth if required.
Attach the Giant Button head Coupler #17G to a button head fitting on the valve being
serviced.
Close By-Pass Valve #7 hand-tight only.
Pull back the Stem and Knob #16A to release the Handle #10.
Lift the Handle #10 up until it reaches it full height.
Pull the Handle #10 all the way down. Steps six (6) and seven (7) together is one (1) stroke.
By stroking the Handle #10, product is injected into the valve and pressure will begin to
build. It could require 10 - 15 full strokes before pressure begins to builds up in the pump.
As you stroke, monitor the pressure on the 15,000 PSI Gauge #17B.
The Hydraulic Hand Pump requires fifty (50) strokes to transfer approximately one (1) fluid
ounce of product. Once you have injected the required amount of product, open the By-Pass
Valve #7 and slide the Giant Button head Coupler #17G off the fitting on the valve.
The 15,000 PSI Gauge #17B must have a zero (0) reading before the Giant Buttonhead
Coupler #17G can be easily removed. If a zero (0) reading cannot be obtained it could
indicate that:
The check valves in the button head fitting and in the valve have failed creating a dangerous
situation.
Product has entered the bourdon tube of the15,000 PSI Gauge #17B.
Repeat this procedure as required for each valve to be serviced.
8.3.2.2 Working Principle:
The working principle of Hydraulic hand pump is shown in fig.1.1.
The working principle is simple;
As the Handle #10 is stroked hydraulic fluid pushes the Piston Assembly #2 in the Sealant
Barrel #3 forcing product out through the High-pressure Hose Assembly #17.
Continue stroking the Handle #10 and pressure will continue to increase.
Once the valve line pressure is exceeded product will begin to flow into the valve.
When a sufficient quantity of product has been injected the Hydraulic Hand Pump may be
removed by opening the By-Pass Valve #7 then slipping off the Giant Button head Coupler
#17G from the button head fitting.
Page 44 of 63
8.3.3. Components Of Hydraulic Pump:
There are many components used in a Hydraulic Pump. Each & every component have their
importance in hydraulic hand pump. Some of them are as follows;
Sealant Barrel Cap
Piston Assembly
Piston O-Ring
Sealant Barrel
Barrel O-Ring
Hydraulic Pump Cylinder
Pump Piston
Pump Piston O-Ring
By-Pass Valve
Hydraulic Relief Valve
Handle
Hydraulic Fluid
Hydraulic Pump Hose Assembly
Page 45 of 63
8.3.3.1. Hydraulic Fluid
a. Introduction:
Hydraulic fluids, also called hydraulic liquids, are the medium by which power is
transferred in hydraulic machinery. Common hydraulic fluids are based on mineral oil or water.
Hydraulic fluid heats, cools, lubricates, and sometimes corrodes mechanical components, picks
up and releases gases, and sweeps sludge into supposedly free clearances. The fluid is just as
important as any other part of the hydraulic system. In fact, a major portion of hydraulic
problems stem from the use of improper types of fluids or fluids containing dirt and other
contaminants.
To understand the fluids used in todays industry, you have to divide them into two general
areas: petroleum fluids and fire resistant fluids. These in turn break down into a number of
different types with different properties.
b. Composition:
Base Stock:
The original hydraulic fluid, dating back to the time of ancient Egypt, was water. Beginning in
the 1920 mineral oil began to be used more than water as a base stock due to its inherent
lubrication properties and ability to be used at temperatures above the boiling point of water.
Today most hydraulic fluids are based on mineral oil base stocks.
Natural oils such as rapeseed (also called canola oil) are used as base stocks for fluids
where biodegradability and renewable sources are considered important.
Other base stocks are used for specialty applications, such as for fire resistance and extreme
temperature applications. Some examples include: glycol, esters, organophosphate ester,
polyalphaolefin, propylene glycol, and silicone oils.
Biodegradable hydraulic fluids:
Environmentally sensitive applications (e.g. farm tractors and marine dredging) may benefit
from using biodegradable hydraulic fluids based upon grape seed (Canola) vegetable oil when
there is the risk of an oil spill from a ruptured oil line. Typically these oils are available
as ISO 32, ISO 46, and ISO 68 specification oils. ASTM standards ASTM-D-6006, Guide for
Assessing Biodegradability of Hydraulic Fluids and ASTM-D-6046, Standard Classification of
Hydraulic Fluids for Environmental Impact are relevant.
3.1.3 Safety:
Because industrial hydraulic systems operate at hundreds to thousands of PSI and
temperatures reaching hundreds of degrees Celsius, severe injuries and death can result from
component failures and care must always be taken when performing maintenance on hydraulic
systems. Fire resistance is a property available with specialized fluids.
Page 46 of 63
c. Function & Property
Function Property
Medium for power transfer and
control
No compressible (high bulk modulus)
Fast air release
Low foaming tendency
Low volatility
Medium for heat transfer
Good thermal capacity and conductivity
Sealing Medium
Adequate viscosity and viscosity index
Shear stability
Lubricant
Viscosity for film maintenance
Low temperature fluidity
Thermal and oxidative stability
Hydrolytic stability / water tolerance
Cleanliness and filterability
Anti-wear characteristics
Corrosion control
Pump efficiency
Proper viscosity to minimize internal leakage
High viscosity index
Special function
Fire resistance
Friction modifications
Radiation resistance
Environmental impact
Low toxicity when new or decomposed
Functioning life
Material compatibility
Page 47 of 63
8.3.3.1. High Pressure Hose:
a. Introduction:
High Pressure Hose is an important part of Hydraulic Hand Pump. It is used to develop high
pressure inside the cylinder. NEVER carry the Hydraulic Hand Pump by the high pressure hose.
A hose is a hollow tube designed to carry fluids from one location to another. Hoses are also
sometimes called pipes (the word pipe usually refers to a rigid tube, whereas a hose is usually a
flexible one), or more generally tubing. The shape of a hose is usually cylindrical (having
a circular cross section).
Hose design is based on a combination of application and performance. Common factors are
Size, Pressure Rating, Weight, Length, Straight hose or Coil hose and Chemical Compatibility.
Hoses are made from one or a combination of many different materials. Applications mostly
use nylon, polyurethane, polyethylene, PVC, or synthetic or natural rubbers, based on the
environment and pressure rating needed. In recent years, hoses can also be manufactured from
special grades of polyethylene (LDPE and especially LLDPE). Other hose materials
include PTFE (Teflon), stainless steel and other metals.
(Figure 2.3)
b. Factors affecting Hose:
Hose life is reduced by factors that include:
Environment - Temperature extremes, UV light, chemicals, ozone, etc. will degrade the
rubber used in hydraulic hoses.
Abrasion and Cuts - Wear against other hoses or objects will wear off the outer cover and
lead to corrosion of the reinforcing mesh.
Extreme Pressure Fluctuations - Pressure surges above the hoses working pressure will
damage hose components.
Improper Length/Routing - Excessive bending of the high pressure hose causes high
stresses in the hoses components that may also reduce pressure capacity (avoid multi-plane
Page 48 of 63
bending, small bend radii, tension in hose, etc.). Hose life can be reduced by 90% when
subject to these type of stresses.
8.3.3.3 Seals of hydraulic pump
i. Introduction:
The seals are considered / designed as per the cylinder working pressure, cylinder speed, operating
temperature, working medium and application. Piston seals are dynamic seals, and they can be single
acting or double acting. Generally speaking, Elastomer seals made from nitrile rubber, Polyurethane
or other materials are best in lower temperature environments, while seals made of
Fluorocarbon Viton are better for higher temperatures. Metallic seals are also available and
commonly use cast iron for the seal material. Rod seals are dynamic seals and generally are single
acting. The compounds of rod seals are nitrile rubber, Polyurethane, or Fluorocarbon Viton. Wipers /
scrapers are used to eliminate contaminants such as moisture, dirt, and dust, which can cause
extensive damage to cylinder walls, rods, seals and other components.
The common compound for wipers is polyurethane. Metallic scrapers are used for subzero
temperature applications, and applications where foreign materials can deposit on the rod. The
bearing elements / wear bands are used to eliminate metal to metal contact. The wear bands are
designed as per the side load requirements. The primary compounds for wear bands are filled PTFE,
woven fabric reinforced polyester resin and bronze
The detailed diagram shows a double acting cylinder. The main seals used are
1. Piston seals to prevent leakage from one side to the other
2. Rod seal to prevent leakage from the rod end.
3. Static seals to prevent leakage from joints between the barrel and end caps.
4. Wiper seal to stop dirt being drawn inside with the rod.
Hydraulic seals can be made from a variety of materials such
as polyurethane, rubber or PTFE. The type of material is determined by the specific operating
conditions or limits due to fluid type, pressure, fluid chemical compatibility or temperature.
(Figure 2.4)
Page 49 of 63
ii. Seals, fittings and connections:
In general, valves, cylinders and pumps have female threaded bosses for the fluid connection,
and hoses have female ends with captive nuts. A male-male fitting is chosen to connect the two.
Many standardized systems are in use.
Fittings serve several purposes;
To bridge different standards; O-ring boss to JIC, or pipe threads to face seal, for example.
To allow proper orientation of components, a 90, 45, straight, or swivel fitting is chosen as
needed. They are designed to be positioned in the correct orientation and then tightened.
To incorporate bulkhead hardware.
A quick disconnect fitting may be added to a machine without modification of hoses or
valves
A typical piece of heavy equipment may have thousands of sealed connection points and several
different types:
Pipe fittings, the fitting is screwed in until tight, difficult to orient an angled fitting correctly
without over or under tightening.
O-ring boss, the fitting is screwed into a boss and orientated as needed, an additional nut
tightens the fitting, washer and o-ring in place.
Flare fittings, are metal to metal compression seals deformed with a cone nut and pressed
into a flare mating.
Face seal, metal flanges with a groove and o-ring are fastened together.
Beam seals are costly metal to metal seals used primarily in aircraft.
Swaged seals, tubes are connected with fittings that are swaged permanently in place.
Primarily used in aircraft.
Elastomeric seals (O-ring boss and face seal) are the most common types of seals in heavy
equipment and are capable of reliably sealing 6000+ psi (40+ MPa) of fluid pressure
8.3.3.4 Types Of Seals:
There are various types of seals used in hydraulic pump.
BUNA N SEAL: This type of seal is excellent with petroleum products. The seal is rated for
a temperature range from -20F to +200F, but when used for low temperatures, it is necessary to
sacrifice some low temperature resistance. It is a superior material for compression set, cold
flow, and tear and abrasion resistance. This seal is generally recommended for petroleum, water,
digester and water-glycol.
Page 50 of 63
POLYURETHANE SEAL: The polyurethane seal provides excellent mechanical and
physical properties. Polyurethane does not provide a good low pressure seal, due to its poor
compression and permanent set properties. This seal is generally recommended for petroleum,
water/oil, and phosphate ester.
ETHYLENE PROPYLENE this seal is excellent when used with Skydrol 500 and Phosphate
Ester Fluids. The seal is rated for a temperature range from -65 F to +350 F. This seal is
generally recommended for phosphate ester, steam (to 400 F), water, and ketones.
VITON SEAL: Viton seals are compatible with a wide range of fluids. This seal is rated for a
temperature range from 15 F to +350F. This seal is generally recommended for petroleum,
silicate ester, digester, halogenated hydrocarbons, and most phosphate esters.
3.3.3 Material:
Hydraulic seals can be made from a variety of materials such
as polyurethane, rubber or PTFE. The type of material is determined by the specific operating
conditions or limits due to fluid type, pressure, fluid chemical compatibility or temperature
8.3.3.4 Pressure Relief Valve:
1. Introduction:
The relief valve (RV) is a type of valve used to control or limit the pressure in a system or
vessel which can build up by a process upset, instrument or equipment failure, or fire.
The pressure is relieved by allowing the pressurized fluid to flow from an auxiliary passage
out of the system. The relief valve is designed or set to open at a predetermined set pressure to
protect pressure vessels and other equipment from being subjected to pressures that exceed their
design limits. When the set pressure is exceeded, the relief valve becomes the "path of least
resistance" as the valve is forced open and a portion of the fluid is diverted through the auxiliary
route.
The diverted fluid (liquid, gas or liquidgas mixture) is usually routed through a piping system
known as a flare header or relief header to a central, elevated gas flare where it is usually burned
and the resulting combustion gases are released to the atmosphere. As the fluid is diverted, the
pressure inside the vessel will drop. Once it reaches the valve's reseating pressure, the valve will
close. The blow down is usually stated as a percentage of set pressure and refers to how much the
pressure needs to drop before the valve reseats. The blow down can vary from roughly 220%,
and some valves have adjustable blow downs.
Page 51 of 63
(Figure8.9)
In high-pressure gas systems, it is recommended that the outlet of the relief valve is in the
open air. In systems where the outlet is connected to piping, the opening of a relief valve will
give a pressure build up in the piping system downstream of the relief valve. This often means
that the relief valve will not re-seat once the set pressure is reached. For these systems often so
called "differential" relief valves are used.
This means that the pressure is only working on an area that is much smaller than the
openings area of the valve. If the valve is opened the pressure has to decrease enormously before
the valve closes and also the outlet pressure of the valve can easily keep the valve open. Another
consideration is that if other relief valves are connected to the outlet pipe system, they may open
as the pressure in exhaust pipe system increases. This may cause undesired operation.
In some cases, a so-called bypass valve acts as a relief valve by being used to return all or
part of the fluid discharged by a pump or gas compressor back to either a storage reservoir or the
inlet of the pump or gas compressor. This is done to protect the pump or gas compressor and any
associated equipment from excessive pressure. The bypass valve and bypass path can be internal
(an integral part of the pump or compressor) or external (installed as a component in the fluid
path). Many fire engines have such relief valves to prevent the over pressurization of fire hoses.
In other cases, equipment must be protected against being subjected to an
internal vacuum (i.e., low pressure) that is lower than the equipment can withstand. In such
cases, vacuum relief valves are used to open at a predetermined low pressure limit and to admit
air or an inert gas into the equipment so as control the amount of vacuum.
Page 52 of 63
2. Operating Principle:
The action of pressure-reducing valves always generates heat energy because of the
throttling effect. This heat generation must be taken into account when considering their
application. Where two separate pressures are continuously required in a circuit, a two-pump
system may prove a better solution than one using pressure-reducing valves. This will depend
upon the flow and pressures required.
3. Materials:
Standard models of Relief Valves are constructed of 316 stainless steel with selected components
made of anti-galling stainless steel material for optimum economy and ruggedness.
8.3.3.5 Sealant Barrel
Artificial lift refers to the use of artificial means to increase the flow of liquids, such
as crude oil or water, from a production well. Generally this is achieved by the use of a
mechanical device inside the well (known as pump or velocity string) or by decreasing the
weight of the hydrostatic column by injecting gas into the liquid some distance down the well.
Artificial lift is needed in wells when there is insufficient pressure in the reservoir to lift the
produced fluids to the surface, but often used in naturally flowing wells (which do not
technically need it) to increase the flow rate above what would flow naturally. The produced
fluid can be oil, water or a mix of oil and water, typically mixed with some amount of gas.
Page 53 of 63
8.3.4. Hydraulic pumping systems:
Hydraulic pumping systems transmit energy to the bottom of the well by means of
pressurized power fluid that flows down in the wellbore tubular to a subsurface pump. There are
at least three types of hydraulic subsurface pump:
A reciprocating piston pump, where one side is powered by the (injected) drive fluid while
the other side pumps the produced fluids to surface
A jet pump, where the (injected) drive fluid passes through a nozzle-throat venture
combination, mixes with produced fluids and by the venture effect creates a high pressure at
the discharge side of the pump.
A hydraulically driven down hole turbine (HSP), whereby the down hole drive motor is a
turbine, mechanically connected to the impeller-pump section which pumps the fluid.
These systems are very versatile and have been used in shallow depths (1000 ft) to deeper
wells (18,000 ft), low rate wells with production in the tens of barrels per day to wells producing
in excess of 20,000 bbl (3,200 m3) per day. In most cases the drive (injected) fluid can be water
or produced fluids (oil/water mix). Certain chemicals can be mixed in with the injected fluid to
help control corrosion, paraffin and emulsion problems. Hydraulic pumping systems are also
suitable for deviated wells where conventional pumps such as the rod pump are not feasible.
Like all systems, these systems have their operating envelopes, though with hydraulic pumps
these are often misunderstood by designers. Some types of hydraulic pumps may be sensitive to
solids, while jet pumps for example can pump solids volume fractions of more than 50%. They
are considered the least efficient lift method, though this differs for the different types of
hydraulic pumps, and also when looking at full system losses the differences in many
installations are negligible.
The life-cycle cost of these systems is similar to other types of artificial lift when
appropriately designed, bearing in mind that they are typically low maintenance, with jet pumps
for instance having slightly higher operating (energy) costs with substantially lower purchase
cost and virtually no repair cost.
8.3.5. Care and Maintenance:
By following these five (5) easy steps the Hydraulic Hand Pump will operate for many years
without requiring any further maintenance.
Carefully follow all Operating Instructions and the Simple Rules provided
Perform Testing the Pump annually.
Keep all threaded connections tight.
Use a mild solvent or penetrating fluid and a clean rag to keep the Hydraulic Hand Pump
clean.
Replace or repair any leaking or failed components
Page 54 of 63
CHAPTER - 9
COST ESTIMATION OF HYDRAULIC LIFT
S.NO. COMPONENTS QTY.
COST
(in Rs.)
1.
HYDRAULIC CYLINDER 1 2900.00
2.
HYDRAULIC PUMP 1 5000.00
3.
HYDRAULIC OIL- 68 3 lt. 700.00
4.
HOSE PIPE 1 325.00
5.
UPPER PLATFORM * 1 1500.00
6. LOWER BASE *
1 1200.00
TOTAL 11,625.00
* Including Labour Charges
Page 55 of 63
CHAPTER-10
DESIGN CALCULATION & ANALYSIS
5.1 THE PISTON ROD
The piston rod is circular in shape & has length of 700mm. The piston rod is made up of
mild steel SA 36 Grade A. The compressive stress of SA 36 mild steel is 407.7 MPa.
Since the oil concentrates in the cylinder when pumped by plunger pump. This oil creates
pressure in the cylinder and as the piston is free to move in the cylinder, the whole pressure acts
on the cross sections of the piston.
5.2 CALCULATING LOAD BEARING CAPACITY OF PISTON ROD
In our case the pressure is applied by on one face of the piston while the other cross
section of the piston faces the fixed wall. This means that the failure or breakage of piston rod
will occur only due to excessive compressive stress developed in the piston rod.
As we know that the maximum limit of compressive stress that a mild steel specimen can
bear is 407.9 MPa.
Since the diameter of the piston is 47 mm therefore we can lastly calculate the amount of
maximum load which can be beard by the piston.
=> = F
A
Where,
R = radius of the piston rod,
= stress,
A = area of the piston head.
But, A = D
2
4
Area = x (47)
2
4
A = 1734 mm
2
stress () = 407.9 N/mm
2
force = stress x Area
= 407.9 x 1734
= 707325.11 N
We know,
1 Kg force = 9.81 N
Force (F) = 707325.11
9.81
F = 70732.5 Kg
Page 56 of 63
Also we know,
=> 1 Tone = 1000 kg.
=> F = 70.73 Tones
This means that 70.73 is the last limit of our piston rod. But our aim is to design the hydraulic
cylinder which can easily with stand with 3 to 5 tones.
5.3 CALCULATING THE MAXIMUM INSIDE PRESSURE OF BARREL
Lets assume a weight of 5 tones acts on the piston. Therefore the pressure created by the
piston in the cylinder or barrel can be calculated by the following formulae
Pressure = Force
Area
Where area is the cross section of the piston rod.
=> Area = D
2
4
= (47)
2
mm
2
4
= 1734 mm
2
Pressure = Force
Area
=> Force = 5 tonnes
We know,
1tonnes = 1000 kg
=> force = 5000 kg.
Again, we know
1 kg force = 9.81N
Force = 9.81 x 5000N
=> Pressure = 9.81x5000 N/mm
2
1734
=> Pressure = 28.28 N/mm
2
This means that pressure of 28.28 MPa or 28.28 N/mm
2
walls of the cylinder barrel when
the hydraulic cylinder will loaded with 5 tones force.
Page 57 of 63
5.4 CALCULATING THE THICKNESS OF THE BARREL
The lame's equations are:-
r
= b - a
r
2
c
= b + a
r
2
Where,
r
= The radial stress
c
= The circumferential stress
a and b = constants
r = radius
Since the internal diameter of the barrel is 47 mm as per design. Now we have to calculate the
outer diameter of the barrel.
Inner radius = r
1
= Di = 47 = 23.5 mm
2 2
Since the material used for making cylinder barrel is mild steel SA36 there maximum tensile
stress for this material is 410 MPa
i.e.
c
at inner radius (r
i
) equal to 410 MPa
=>
c
= 410 = b + a
(23.5)
2
=> b + a = 410 . (1)
(23.5)
2
Also,
=>
r
= b - a
(r
i
)
2
Since pressure at inner surface is 28.28 MPa
r
at inner radius is equal to 28.28 N/mm
2
=> b
- a = 28.28 (2)
(23.5)
2
adding equation (1) & (2) we get,
=> b + a + b - a = 410 + 28.28
(23.5)
2
(23.5)
2
Page 58 of 63
=> 2b = 438.28
(23.5)
2
=> b = 438.28 x 23.5
2
2
=> b = 121020
Put the value of b in Equation 2 & we get
=> 121020 - a = 28.28
(23.5)
2
=> a = 121020 - 28.28
(23.5)
2
=> a = 191 N/mm
2
Therefore, Lames equation for our case become
=>
c
= 121020 + 191
r
2
and,
=>
r
= 121020 - 191
r
2
Now the barrel was must be strong enough to absorb all the stress such that the stress at the outer
surface of the barrel must be zero.
i.e.
=>
r
= 0 (at radius r
o
)
=>
r
= 121020 - 191 = 0
(r
o
)
2
=> 121020 - 191 = 0
(r
o
)
2
=> r
o
2
= 121020
191
=> (r
o
2
) = 733.621
=> r
o
= 27.75 mm
=> r
o
= 28 mm
Page 59 of 63
=> outer diameter (d
o
) = 28 x2 = 56 mm
Barrel wall thickness (t) = Outer radius - Inner radius
=> t = r
o
r
i
= 28 -23 = 5 mm
5.5 CALCULATING THE CAPACITY OF OIL REQUIRED BY HYDRAULIC
CYLINDER
In order to decide the oil capacity and the reserve oil capacity we need to calculate the
minimum amount of oil used in the horizontal and vertical cylinder as well as the oil reserves in
the hydraulic pips which completes the hydraulic diagram.
5.5.1 OIL REQUIRED OF HORIZONTAL CYLINDER
Oil required to run the piston out of the cylinder describes the oil capacity of he hydraulic
cylinder. This oil capacity can be figured out by calculating the working stroke volume at the
cylinder. The formula for calculating the stroke volume of the hydraulic cylinder is given as
Stock volume = x (dia. of cylinder)
2
x (Stock length)
4
=> V
N
= (d
H
)
2
x S
H
4
Where,
V
N
= Stock volume of horizontal cylinder.
d
H
= Inner diameter of Horizontal cylinder
S
H
= Stock length of horizontal cylinder
d
H
= 47 mm
S
h
= 350 mm
V
H
= (47)
2
x 700 mm
4
= 1.214 x 10
3
M
3
We know
,
1 L = 1 dm
3
And
=> (1 dm)
3
= (10 cm)
3
=> 1 L = 1000 cm
3
=> ( 1 cm )
3
= { 1 m }
3
100
=> 1 L = 1000 x 1 M
3
(100)
3
Page 60 of 63
=> 1 L = 1000 M
3
1000000
=> 1m
3
= 1000 L
=> 1.214 x 10
3
M
3
= 1000 x 1.214 x 10
3
=> V
H
= 1.214 L
We also know,
1 L = 1000 mL
=> V
H
= 1214 mL
5.5.2. OIL REQUIRED FOR VERTICAL RAM :
Let,
V
V
= Stock volume for vertical
cylinder
d
v
= inner diameter of vertical cylinder
S
V
= stock length of vertical cylinder
=> V
V
= (d
v
)
2
x s
v
4
Here,
d
V
= 47 mm
V
V
= (47)
2
x 700 mm
4
V
V
= 1214461.18 MM
3
We know
1 mm
3
= ( 1 )
3
M
3
1000
V
V
= 1.2144 x 10
-4
M
3
We know,
1 m
3
= 1000 L
V
V
= 1.2144 x 10
-4
x 1000 L
V
V
= 0.12144 L
Or,
=> V
V
= 0.12144x1000 mL
=> V
V
= 121.44 mL
Page 61 of 63
5.5.3 CALCULATING THE AMOUNT OF OIL IN PIPES & VAINS
Since total length of pipe is about 1 m which will be cut and use for transferring oil to the
hydraulic rams. The diameter of this pipe is about 15 mm or 0.015 m. Therefore volume of oil
which remains in the pipe can be calculated as under
Volume of pipe = x (dia of pipe)
2
x (length of pipe)
4
=> V
P
= (0.015)
2
x (1)
4
= 1.77 x 10
-4
m
3
=> 1M
3
= 1000 L
=> V
V
= 1.77 x 10
-4
x 1000 L
=> V
V
= 0.177 L
Or,
=> V
V
= 177 ML approx.
5.8.4 CALCULATING TOTAL OIL CAPACITY REQUIRED FOR HYDRAULIC
HAND PUMP:
The net capacity of the hydraulic hand pump must satisfy the oil demand of horizontal and
vertical hydraulic cylinder as well as the pipes. Therefore the capacity of the pump tank must be
equal to the sum of volume of the two rams and the pipe reserves i.e. the capacity of the tank
must be greater than the oil civilized by the project.
V = V
H
+ V
V
+ V
P
+ V
R
Where,
V
R
= Reserve oil in tank
= 1000 ml for being in safe unit.
=> V = 1214 +121 + 177 + 1000
=> V = 2512 ml
=> V = 3 L approx.
Page 62 of 63
CHAPTER-11
CONCLUSION
A fundamental feature of hydraulic systems is the ability to apply force or torque
multiplication in an easy way, independent of the distance between the input and output, without
the need for mechanical gears or levers, either by altering the effective areas in two connected
cylinders or the effective displacement (cc/rev) between a pump and motor.
The popularity of hydraulic machinery is due to the very large amount of power that can be
transferred through small tubes and flexible hoses, and the high power density and wide array
of actuators that can make use of this power.
Furthermore, these systems offer other advantages, such as:
continuously variable speed setting of drive within wide limits,
easy to reverse direction of movement
easy to generate very great forces and torques
safe and fast-acting overload protection by means of pressure relief valve
Implementation of parallel or rotator output elements (Hydraulic cylinders or hydro
motors) with a primary component (pump) in a combined system, producing the effect of a
differential without additional effort.
long service life, since the fluid is self-lubricating and acts as a cooling medium
Simple regulatory concept to make the best use of the drive motor with widely varying
performance requirements of the working machine.
very precise adjusting
simple display of load by pressure measurement device
start-up from standstill to full load
corrosion protection by hydraulic liquids (except water)
Page 63 of 63
REFERENCES
You might also like
- Hydraulics A320Document101 pagesHydraulics A320KamalVirk100% (6)
- Design & FEM Analysis of Scissor Jack PDFDocument32 pagesDesign & FEM Analysis of Scissor Jack PDFemba2015No ratings yet
- Design and Fabrication of Pneumatic Scissor Lift ErDocument11 pagesDesign and Fabrication of Pneumatic Scissor Lift ErParuthi Ilam VazhuthiNo ratings yet
- Elevator SystemDocument6 pagesElevator SystemEdna Moreno100% (1)
- Apm Terminals Hopper Manual: Port of CallaoDocument34 pagesApm Terminals Hopper Manual: Port of CallaoSaray Fernández SaavedraNo ratings yet
- 5810 ManualDocument50 pages5810 ManualkrmchariNo ratings yet
- Passenger and Material Hoist According To TRA 1100 / EN 12159Document2 pagesPassenger and Material Hoist According To TRA 1100 / EN 12159PhanHathamNo ratings yet
- The Components of ElevatorDocument12 pagesThe Components of ElevatorJuri JurieNo ratings yet
- GuideDocument20 pagesGuideskannan6747No ratings yet
- Telescopic BoomDocument4 pagesTelescopic BoomLoc NguyenNo ratings yet
- Design and Construction of Hydraulic Scissor Lift: Research ArticleDocument4 pagesDesign and Construction of Hydraulic Scissor Lift: Research Articleyousuf79No ratings yet
- Determining Gearbox Service Factors For Overhead Crane ApplicationsDocument7 pagesDetermining Gearbox Service Factors For Overhead Crane ApplicationsMohamed BalbaaNo ratings yet
- Structural Design and Strength Analysis of Lifting MachineDocument12 pagesStructural Design and Strength Analysis of Lifting MachineTata OdoyNo ratings yet
- Project ElevatorDocument45 pagesProject ElevatorTun TunNo ratings yet
- Mobile Hydraulic Tips: Component Basics For Mobile Equipment HydraulicsDocument16 pagesMobile Hydraulic Tips: Component Basics For Mobile Equipment HydraulicsSamik MukherjeeNo ratings yet
- Morn-Catalog For Stationary Scissor LiftDocument4 pagesMorn-Catalog For Stationary Scissor LiftJuan Barraza GuyNo ratings yet
- Morris Manual Hoists Winches BrochureDocument5 pagesMorris Manual Hoists Winches BrochurefirlimustariNo ratings yet
- Elevator CompaniesDocument8 pagesElevator CompaniesAlok KhuntiaNo ratings yet
- Scissor LiftDocument4 pagesScissor LiftnithiNo ratings yet
- Lift Design Example: - The Following Notes Give An Example For Design of LiftsDocument6 pagesLift Design Example: - The Following Notes Give An Example For Design of Liftsmunim87No ratings yet
- Fabrication of Hydraulic Scissor Lift: February 2020Document10 pagesFabrication of Hydraulic Scissor Lift: February 2020atashi baran mohantyNo ratings yet
- DR As 1418.20-2014 Cranes Hoists and Winches Part20 TowTrucksDocument25 pagesDR As 1418.20-2014 Cranes Hoists and Winches Part20 TowTrucksIan FlynnNo ratings yet
- RFQ Crane (MHE - DEMAG)Document6 pagesRFQ Crane (MHE - DEMAG)Agung Pandega PutraNo ratings yet
- SSX40 TrainingDocument20 pagesSSX40 TrainingDavid Adeola OgunyemiNo ratings yet
- Manual For Wheel Adjustment of Eight-Wheel TrolleyDocument3 pagesManual For Wheel Adjustment of Eight-Wheel Trolleytest testtNo ratings yet
- Mobile Crane Operation & SafetyDocument55 pagesMobile Crane Operation & SafetyBhavya ShuklaNo ratings yet
- Rope HoistDocument12 pagesRope HoistArvindNo ratings yet
- Diploma in Mechanical Engineering: Hydraulic Fork LiftDocument43 pagesDiploma in Mechanical Engineering: Hydraulic Fork Liftmanoj phadtare100% (1)
- Podem - Spare Parts - Electric Wire Rope Hoists, T Series (EN)Document24 pagesPodem - Spare Parts - Electric Wire Rope Hoists, T Series (EN)Luka BornaNo ratings yet
- 376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enDocument8 pages376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enrajeevkumarrajeevNo ratings yet
- Specifications - Tower Crane - TC7030BDocument13 pagesSpecifications - Tower Crane - TC7030BfiarNo ratings yet
- 9.optimisation in Design of Mechanical Scissor LiftDocument5 pages9.optimisation in Design of Mechanical Scissor LiftAmit GhadeNo ratings yet
- Demag DC-PRO4 PDFDocument176 pagesDemag DC-PRO4 PDFRudianto SohandjajaNo ratings yet
- 3 Axis Pnumatic TrailerDocument50 pages3 Axis Pnumatic TrailerKritisundar Garnayak50% (2)
- 2013 Wright Specifications CatalogDocument189 pages2013 Wright Specifications CatalogcenicercNo ratings yet
- ElevatorDocument2 pagesElevatorSHARAFUDHEEN TKNo ratings yet
- Material Handling EquipmentsDocument28 pagesMaterial Handling EquipmentsAngshumanNo ratings yet
- Electric LiftsDocument4 pagesElectric LiftsPrashna ShresthaNo ratings yet
- Lift Car Hidrolis Dan SelingDocument32 pagesLift Car Hidrolis Dan SelingMuhammad Arief PrasetyaNo ratings yet
- Car Top Guardrail - TSSA 245-10Document5 pagesCar Top Guardrail - TSSA 245-10jacknamasteNo ratings yet
- Dynapac Soil CompactorsDocument20 pagesDynapac Soil Compactorsjorgemorales416No ratings yet
- DC Drive System For EscalatorDocument29 pagesDC Drive System For EscalatorMamta Mrjn100% (2)
- Cranes Used in Shipping Industry (Ports & Shipyards)Document11 pagesCranes Used in Shipping Industry (Ports & Shipyards)Nishant GauravNo ratings yet
- Scope of Work For EOT CRANE Repairing and ServicingDocument24 pagesScope of Work For EOT CRANE Repairing and ServicingPrince RaviNo ratings yet
- CSR Policy - Otis IndiaDocument7 pagesCSR Policy - Otis IndiaRakesh SharmaNo ratings yet
- Mobile Crane Operator Course at Aims Tech Institute IndiaDocument14 pagesMobile Crane Operator Course at Aims Tech Institute IndiaAnonymous LFgO4WbIDNo ratings yet
- Dkun 1 - Dkun 2 - Dkun 5 - Dkun 10 - Dkun 16 - Dkun 20 - DKM 1 - DKM 2 PDFDocument84 pagesDkun 1 - Dkun 2 - Dkun 5 - Dkun 10 - Dkun 16 - Dkun 20 - DKM 1 - DKM 2 PDFGrant Jones100% (1)
- Manitowoc 4600 S4 Lubrication Guide PDFDocument40 pagesManitowoc 4600 S4 Lubrication Guide PDFnamduong368100% (1)
- Design and Analysis of Hydraulic Scissor LiftDocument47 pagesDesign and Analysis of Hydraulic Scissor LiftAnkit MandalNo ratings yet
- DIN 15401 p1Document2 pagesDIN 15401 p1Vinesh Menon100% (1)
- 1 Erection & Maint Manual CranesDocument19 pages1 Erection & Maint Manual Cranesadarsh_saxena2627No ratings yet
- Design and Fabrication of Pneumatic Crane PresentationDocument21 pagesDesign and Fabrication of Pneumatic Crane PresentationHimani Maheta100% (1)
- Diagnosing Bridge Crane Tracking Problems (ILH Magazine Version)Document2 pagesDiagnosing Bridge Crane Tracking Problems (ILH Magazine Version)Gary J. Davis, P. E.100% (1)
- Abacus HoistDocument22 pagesAbacus Hoistomiti Engineering systemsNo ratings yet
- Operation Manual YALEDocument56 pagesOperation Manual YALEmarija1967No ratings yet
- Model of Automatic Bottle Filling and Capping Mechanism: Logistics and Supply Chain ManagementDocument17 pagesModel of Automatic Bottle Filling and Capping Mechanism: Logistics and Supply Chain ManagementNguyễn QuỳnhNo ratings yet
- Pneumatic Scissor Lift ManualDocument14 pagesPneumatic Scissor Lift ManualGptc ChekkanuraniNo ratings yet
- Puente GruaDocument2 pagesPuente GruaAbel Valderrama PerezNo ratings yet
- BUDocument13 pagesBUClarice Chavez CloresNo ratings yet
- Elevator NotesDocument33 pagesElevator NotesLakshmi NarayananNo ratings yet
- LifttDocument34 pagesLifttLakshmi Manohar100% (1)
- Biphasic Liquid Dosage FromDocument8 pagesBiphasic Liquid Dosage FromSwaroopSinghJakhar100% (1)
- Applicationformpdf COLUMBANDocument1 pageApplicationformpdf COLUMBANRIMANDO LAFUENTENo ratings yet
- Introduction To IoT PDFDocument94 pagesIntroduction To IoT PDFsolbahiaNo ratings yet
- LeRoy v. United States of America - Document No. 3Document5 pagesLeRoy v. United States of America - Document No. 3Justia.comNo ratings yet
- SafetyMAP Measuring ManagementDocument4 pagesSafetyMAP Measuring Managementindri anggrainiNo ratings yet
- Annual Examination Class Xi Chemistry (2020-2021) SubjectiveDocument3 pagesAnnual Examination Class Xi Chemistry (2020-2021) SubjectiveLavyaNo ratings yet
- FiltrationDocument77 pagesFiltrationmeet2abhayNo ratings yet
- Safety Health & Environment MethodologyDocument14 pagesSafety Health & Environment MethodologymusengemNo ratings yet
- LabreportDocument4 pagesLabreportDarwinys SamijonNo ratings yet
- All Polyurea SystemsDocument20 pagesAll Polyurea SystemsRaheel AsgharNo ratings yet
- Kitchen DimensionsDocument6 pagesKitchen DimensionsKirstie Ann Lee - CortesNo ratings yet
- Metal Cutting Forming Module 3Document52 pagesMetal Cutting Forming Module 3Sathya DharanNo ratings yet
- WEAKNESSESDocument3 pagesWEAKNESSESMarian grace DivinoNo ratings yet
- Mr./Ms. Anshu Yadav Dear Anshu,: DateDocument3 pagesMr./Ms. Anshu Yadav Dear Anshu,: DateAnshu YadavNo ratings yet
- UntitledDocument386 pagesUntitledG PalaNo ratings yet
- Alumec 89 DatabladDocument12 pagesAlumec 89 DatabladMedoBoudyNo ratings yet
- Opiods MorphineDocument4 pagesOpiods MorphinevysakhmohanannairNo ratings yet
- Service Bulletin: CautionDocument8 pagesService Bulletin: CautiondfmolinaNo ratings yet
- Novilyn C. Pataray BSN - Ii: Assessment Diagnosi S Pathophysiolog Y Planning Interevention Rationale EvaluationDocument1 pageNovilyn C. Pataray BSN - Ii: Assessment Diagnosi S Pathophysiolog Y Planning Interevention Rationale EvaluationCharina AubreyNo ratings yet
- On The Charge of Rape: Under Article 266-A of The RPC, Rape IsDocument3 pagesOn The Charge of Rape: Under Article 266-A of The RPC, Rape IsTricia SandovalNo ratings yet
- Soft Tissue Sarcoma Asia-PasificDocument13 pagesSoft Tissue Sarcoma Asia-PasificHayyu F RachmadhanNo ratings yet
- Hoja Técnica - Bomba 3 HP BerkeleyDocument4 pagesHoja Técnica - Bomba 3 HP BerkeleyRodrigo LimaNo ratings yet
- United States Patent: (45) Date of Patent: Sep - 8, 2020Document14 pagesUnited States Patent: (45) Date of Patent: Sep - 8, 2020M FNo ratings yet
- Leeson Plan New NebulizationDocument8 pagesLeeson Plan New NebulizationMakhanVerma100% (6)
- Magnetic Drive Pump BrochureDocument4 pagesMagnetic Drive Pump BrochureIwaki AmericaNo ratings yet
- The Logarithmic Properties Active and Passive Mandibular GrowthDocument20 pagesThe Logarithmic Properties Active and Passive Mandibular GrowthThe Reading CrabNo ratings yet
- Toilet PPR Pipe & FittingDocument4 pagesToilet PPR Pipe & FittingFaysal ahmedNo ratings yet
- Bollard MarkDocument1 pageBollard MarkAnonymous JZFSB3DNo ratings yet
- Syllabus PSY112 Indus OrgPsych MagallanesDocument4 pagesSyllabus PSY112 Indus OrgPsych MagallanesMa. Nenita L. MagallanesNo ratings yet