You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ISO2016Document2 pagesISO2016Fadi HamandiNo ratings yet
- Sop PurchasingDocument5 pagesSop PurchasingSteven TanNo ratings yet
- Evaluation Unit 8Document5 pagesEvaluation Unit 8Utsav DhakalNo ratings yet
- Policy Guidelines On Awards and Recognition For The K To 12 Basic Education ProgramDocument21 pagesPolicy Guidelines On Awards and Recognition For The K To 12 Basic Education ProgramChajotsuczyzai Reivaj ZenMartNo ratings yet
- Unit 3 (HRM)Document17 pagesUnit 3 (HRM)MiyonNo ratings yet
- Design Methods For Systemic Design Research: OCAD University Open Research RepositoryDocument8 pagesDesign Methods For Systemic Design Research: OCAD University Open Research RepositoryPri PenhaNo ratings yet
- Quality Manual TemplateDocument19 pagesQuality Manual Templatetito1628100% (1)
- Command Words GuidelinesDocument25 pagesCommand Words Guidelinesആദിത്യ ആകാശ്No ratings yet
- PpeDocument211 pagesPpegshdavid100% (2)
- Question PapersDocument5 pagesQuestion PapersBiswajeet DasguptaNo ratings yet
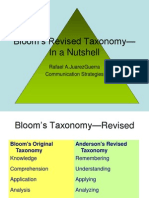
- Bloom'S Revised Taxonomy - in A Nutshell: Rafael A.Juarezguerra Communication StrategiesDocument37 pagesBloom'S Revised Taxonomy - in A Nutshell: Rafael A.Juarezguerra Communication StrategiesRodolfo Rudy AguirreNo ratings yet
- McNiff J 2002 Action Research For Professional DevelopmentDocument31 pagesMcNiff J 2002 Action Research For Professional Developmenteduman9949No ratings yet
- Unit 12: Hospitality Operations Management: Unit Code: H/601/1795 QCF Level: 5 Credit Value: 15Document11 pagesUnit 12: Hospitality Operations Management: Unit Code: H/601/1795 QCF Level: 5 Credit Value: 15mikeNo ratings yet
- Performance Evaluation Parameters For Projects and Non-ProfitsDocument58 pagesPerformance Evaluation Parameters For Projects and Non-ProfitsAnjali Angel Thakur93% (14)
- A Checklist For Material EvaluationDocument25 pagesA Checklist For Material EvaluationWidya Ayu LestariNo ratings yet
- Module in Prof Ed 6 - Lesson 1-3Document25 pagesModule in Prof Ed 6 - Lesson 1-3Salve Ma. CarranzaNo ratings yet
- Bill Brown Star DucksDocument6 pagesBill Brown Star DucksRaquel GonzalezNo ratings yet
- Unscear 2016 ReportDocument512 pagesUnscear 2016 ReportKhairul Anuar AbdullahNo ratings yet
- The Addie Model - Article ReviewDocument7 pagesThe Addie Model - Article ReviewMuhd Hafiz B Bidi100% (1)
- Course Plan & Unit PlanDocument23 pagesCourse Plan & Unit PlanShijiThomasNo ratings yet
- SWAT Model Calibration EvaluationDocument16 pagesSWAT Model Calibration EvaluationAnonymous BVbpSENo ratings yet
- How To Read An Engineering Research PaperDocument4 pagesHow To Read An Engineering Research PaperJulian MartinezNo ratings yet
- Irjet V6i4986Document5 pagesIrjet V6i4986Uvesh ShaikhNo ratings yet
- 2017 CRRP Guide For ProponentsDocument18 pages2017 CRRP Guide For ProponentsChi-han ChengNo ratings yet
- An Integrated Approach For Performance Evaluation in Sustainable Supply Chain Networks - With A Case StudyDocument55 pagesAn Integrated Approach For Performance Evaluation in Sustainable Supply Chain Networks - With A Case StudyramiraliNo ratings yet
- Quality PlanDocument53 pagesQuality PlanTariq Khan100% (1)
- PED 316: Coordinated School Health ProgramDocument11 pagesPED 316: Coordinated School Health ProgramMark Johnson Dela PeñaNo ratings yet
- Open Doors Handbook For GiftednessDocument74 pagesOpen Doors Handbook For GiftednessJoel C. Yuvienco100% (3)
- Management Tools in Public Health PHCM 16Document45 pagesManagement Tools in Public Health PHCM 16AradhanaRamchandaniNo ratings yet
- Muhammad RosliDocument94 pagesMuhammad RosliFuad AfifNo ratings yet