You might also like
- 3 - Influence of ZnO Addition OnDocument6 pages3 - Influence of ZnO Addition OnEid ElsayedNo ratings yet
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDocument7 pagesThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيNo ratings yet
- Materials Science and Engineering ADocument8 pagesMaterials Science and Engineering Aeid elsayedNo ratings yet
- Materials Science and Engineering BDocument7 pagesMaterials Science and Engineering Beid elsayedNo ratings yet
- Synthesis and Characterization of Sn-Cu/Sio Lead-Free Nanocomposite Solder Through Angular Accumulative ExtrusionDocument16 pagesSynthesis and Characterization of Sn-Cu/Sio Lead-Free Nanocomposite Solder Through Angular Accumulative Extrusionansu kaushalNo ratings yet
- Interfacial Reaction and Mechanical Properties of Eutectic Sn-0.7Cu/Ni BGA Solder Joints During Isothermal Long-Term AgingDocument8 pagesInterfacial Reaction and Mechanical Properties of Eutectic Sn-0.7Cu/Ni BGA Solder Joints During Isothermal Long-Term Agingceciliafong51No ratings yet
- ManuscriptDocument17 pagesManuscriptEidelsayedNo ratings yet
- Effect of Alloying Elements On Properties and Microstructures of SnAgCu SoldersDocument10 pagesEffect of Alloying Elements On Properties and Microstructures of SnAgCu SoldersBurak YILMAZNo ratings yet
- Materials Science & Engineering A: Lu Shen, Zheng Yu Tan, Zhong ChenDocument7 pagesMaterials Science & Engineering A: Lu Shen, Zheng Yu Tan, Zhong Cheneid elsayedNo ratings yet
- Materials Science & Engineering A: A.A. El-Daly, A. Fawzy, S.F. Mansour, M.J. YounisDocument10 pagesMaterials Science & Engineering A: A.A. El-Daly, A. Fawzy, S.F. Mansour, M.J. Youniseid elsayedNo ratings yet
- Vol - 8 - 1 - 034-043 - S. ILANGOVANDocument10 pagesVol - 8 - 1 - 034-043 - S. ILANGOVANJigar M. UpadhyayNo ratings yet
- Effect of Ni and SB Additions and Testing Conditions On The Mechanical Properties and Microstructures of Lead-Free Solder Joints PDFDocument14 pagesEffect of Ni and SB Additions and Testing Conditions On The Mechanical Properties and Microstructures of Lead-Free Solder Joints PDFGolden ChanNo ratings yet
- Effects of Reflow On Wettability, Microstructure and Mechanical Properties in Lead-Free SoldersDocument8 pagesEffects of Reflow On Wettability, Microstructure and Mechanical Properties in Lead-Free SoldersNarasimha Murthy InampudiNo ratings yet
- Wetting and Interfacial Behavior of Ni-Si Alloy On Different SubstratesDocument8 pagesWetting and Interfacial Behavior of Ni-Si Alloy On Different SubstratesAntonio CamaranoNo ratings yet
- Effect of Processing Paramters On Metal Matrix Composites: Stir Casting ProcessDocument5 pagesEffect of Processing Paramters On Metal Matrix Composites: Stir Casting Processchethan kumarNo ratings yet
- Hassanzadeh Aghdam2021Document9 pagesHassanzadeh Aghdam2021Alireza Alidoust.LNo ratings yet
- Journal of Alloys and CompoundsDocument10 pagesJournal of Alloys and CompoundsMuhammad Abal Zahriwan ZaeniNo ratings yet
- Investigations of Sn-9Zn-Ag-Ga-Al-Ce Solder Wetted On Cu, Au/Ni/Cu, and Sn-Plated Cu SubstratesDocument7 pagesInvestigations of Sn-9Zn-Ag-Ga-Al-Ce Solder Wetted On Cu, Au/Ni/Cu, and Sn-Plated Cu SubstratesTamara KhasimaNo ratings yet
- Effect of Wear Tests On Silicon Carbide Nanowires/ Aluminium Metal Powder CompositesDocument8 pagesEffect of Wear Tests On Silicon Carbide Nanowires/ Aluminium Metal Powder Compositeschandra mouliNo ratings yet
- Study On The Properties of Sn-9Zn-Xcr Lead-Free Solder: Xi Chen, Anmin Hu, Ming Li, Dali MaoDocument7 pagesStudy On The Properties of Sn-9Zn-Xcr Lead-Free Solder: Xi Chen, Anmin Hu, Ming Li, Dali Maoeid elsayedNo ratings yet
- ZnMgO Thin FilmDocument7 pagesZnMgO Thin FilmastridNo ratings yet
- Optimal Hot-Dipped Tinning Process Routine For TheDocument15 pagesOptimal Hot-Dipped Tinning Process Routine For TheMina RemonNo ratings yet
- Ref Time Hardness DensityDocument10 pagesRef Time Hardness DensityOyiFerrerMallariNo ratings yet
- Effect of Thermal Exposure On Strength of ZrB2-Based Composites With Nano-SizedDocument8 pagesEffect of Thermal Exposure On Strength of ZrB2-Based Composites With Nano-Sizedsa_noghabaeeNo ratings yet
- Effect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFDocument9 pagesEffect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFashu05.mech918No ratings yet
- Effect of PC Electrodeposition On The Structure and Tribological BehaviorDocument10 pagesEffect of PC Electrodeposition On The Structure and Tribological BehaviorMohammad Nasfikur Rahman KhanNo ratings yet
- Dry Sliding Friction Wear ZADocument8 pagesDry Sliding Friction Wear ZAmohammedNo ratings yet
- Ghasali2016 PDFDocument17 pagesGhasali2016 PDFNih kNo ratings yet
- Mechanical Alloying and High Pressure Sintering for Nano-Al2O3 Dispersed Cu-Cr and Cu-Cr-Ag AlloysDocument11 pagesMechanical Alloying and High Pressure Sintering for Nano-Al2O3 Dispersed Cu-Cr and Cu-Cr-Ag AlloysShivansh MishraNo ratings yet
- Mechanical Behavior of AZ31Al2O3 Magnesium Alloy Nanocomposites Prepared Using Ultrasound Assisted Stir CastingDocument10 pagesMechanical Behavior of AZ31Al2O3 Magnesium Alloy Nanocomposites Prepared Using Ultrasound Assisted Stir CastingrameshNo ratings yet
- Reflow SolderingDocument12 pagesReflow SolderingPhani KrishnaNo ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- Effect of stress on damping capacity of shape memory alloyDocument7 pagesEffect of stress on damping capacity of shape memory alloyr3dh34rtNo ratings yet
- Wang 2014Document17 pagesWang 2014Lendl PayabyabNo ratings yet
- Tin Whiskers Formation in SN Cu Ni Bi Under Electro-Migration StressingDocument4 pagesTin Whiskers Formation in SN Cu Ni Bi Under Electro-Migration StressingNOOR ZAIMAH BINTI MOHD MOKHTAR STUDENTNo ratings yet
- 836 Mar2019Document8 pages836 Mar2019Vivekananda SubramaniNo ratings yet
- La Dureza en El BronceDocument5 pagesLa Dureza en El Broncejose mauricio muñoz bolivarNo ratings yet
- Influence of SiC Nanoparticles and Saccharin On The StructuDocument5 pagesInfluence of SiC Nanoparticles and Saccharin On The StructumomenziNo ratings yet
- Myung Heat TreatmentDocument9 pagesMyung Heat TreatmentBabcsánné Kiss JuditNo ratings yet
- 1 s2.0 S1005030215000663 MainDocument7 pages1 s2.0 S1005030215000663 MainVikrant Saumitra mm20d401No ratings yet
- Acikbas Alfa Beta SialonDocument7 pagesAcikbas Alfa Beta SialonBabcsánné Kiss JuditNo ratings yet
- Bagherpour Jurnal 3Document6 pagesBagherpour Jurnal 3Muhammad Falqi YusufNo ratings yet
- Glass Matrix CompositesDocument5 pagesGlass Matrix Compositesyaswanth1992No ratings yet
- Co 1Document5 pagesCo 1Azaath AzuNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Review On Wear Behavior of Nickel-Silicon Carbide Electrodeposition CoatingDocument7 pagesReview On Wear Behavior of Nickel-Silicon Carbide Electrodeposition Coatingankarthik11No ratings yet
- Process Optimisation For A Squeeze Cast Magnesium Alloy MetalDocument8 pagesProcess Optimisation For A Squeeze Cast Magnesium Alloy MetalAugusto GoulartNo ratings yet
- 2016SiC Si3N4engDocument5 pages2016SiC Si3N4engmalikgta malikgtaNo ratings yet
- Microstructural Dependence of Constitutive Properties of EutectiDocument10 pagesMicrostructural Dependence of Constitutive Properties of EutectiAminul HoqueNo ratings yet
- Doe Radome RegressionDocument27 pagesDoe Radome Regressionrajaram huptaNo ratings yet
- Wear Behavior of Silica and Alumina-Based Nanocomposites Reinforced With Multi Walled Carbon Nanotubes and Graphene Nanoplatelets PDFDocument15 pagesWear Behavior of Silica and Alumina-Based Nanocomposites Reinforced With Multi Walled Carbon Nanotubes and Graphene Nanoplatelets PDFjkjcboseNo ratings yet
- Ceramic XrayDocument9 pagesCeramic XrayFandi MarcelloNo ratings yet
- Effect of Copper Addition On Wear and Corrosion Behaviours of Mg2Si ImportantDocument8 pagesEffect of Copper Addition On Wear and Corrosion Behaviours of Mg2Si ImportantenggsantuNo ratings yet
- Synthesis and dielectric properties of BaTiO3–Ni compositeDocument7 pagesSynthesis and dielectric properties of BaTiO3–Ni compositeArmando MonteNo ratings yet
- Low Temperature Cu-Sn Bonding by Isothermal Solidification TechnologyDocument3 pagesLow Temperature Cu-Sn Bonding by Isothermal Solidification TechnologyBehnamNo ratings yet
- ActaMater2015!87!1Sample Size and Preparation Effects On The Tensile Ductility of Pd-Based Metallic Glass NanwiresDocument7 pagesActaMater2015!87!1Sample Size and Preparation Effects On The Tensile Ductility of Pd-Based Metallic Glass Nanwirescat nightNo ratings yet
- Aluminium CoatingDocument10 pagesAluminium CoatingShreyank Deepali GoelNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Recovered PDF 7 PDFDocument6 pagesRecovered PDF 7 PDFeid elsayedNo ratings yet
- Recovered PDF 10 PDFDocument9 pagesRecovered PDF 10 PDFeid elsayedNo ratings yet
- Recovered PDF 3 PDFDocument7 pagesRecovered PDF 3 PDFeid elsayedNo ratings yet
- A Metal-Metal Bonding Process Using Metallic Copper PDFDocument8 pagesA Metal-Metal Bonding Process Using Metallic Copper PDFeid elsayedNo ratings yet
- Recovered PDF 1 PDFDocument15 pagesRecovered PDF 1 PDFeid elsayedNo ratings yet
- Recovered PDF 3 PDFDocument7 pagesRecovered PDF 3 PDFeid elsayedNo ratings yet
- 1 s2.0 S0921509300013514 Main1 PDFDocument9 pages1 s2.0 S0921509300013514 Main1 PDFEidelsayedNo ratings yet
- Mechanical Properties of Lead Free Solder Alloys PDFDocument100 pagesMechanical Properties of Lead Free Solder Alloys PDFeid elsayedNo ratings yet
- Ab-Initio Investigation of Electronic Properties and Magnetism of Half-Heusler Alloys XCrAl (X Fe, Co, Ni) PDFDocument7 pagesAb-Initio Investigation of Electronic Properties and Magnetism of Half-Heusler Alloys XCrAl (X Fe, Co, Ni) PDFEidelsayedNo ratings yet
- Elastic Properties of Au5Sn and AuSn from Ab Initio CalculationsDocument7 pagesElastic Properties of Au5Sn and AuSn from Ab Initio Calculationseid elsayedNo ratings yet
- 1 s2.0 S1226086X13003912 Main PDFDocument15 pages1 s2.0 S1226086X13003912 Main PDFeid elsayedNo ratings yet
- Acta 2004 52 14 4121 PDFDocument11 pagesActa 2004 52 14 4121 PDFeid elsayedNo ratings yet
- Comparative PDFDocument6 pagesComparative PDFeid elsayedNo ratings yet
- Effect of ZnO Nanoparticles Addition PDFDocument11 pagesEffect of ZnO Nanoparticles Addition PDFeid elsayedNo ratings yet
- Cluster Algorithms of The Monte Carlo Method, Finite-Size PDFDocument8 pagesCluster Algorithms of The Monte Carlo Method, Finite-Size PDFeid elsayedNo ratings yet
- 195-Ahn - Mat Sci A PDFDocument6 pages195-Ahn - Mat Sci A PDFeid elsayedNo ratings yet
- Acta 2007 55 9 3059 PDFDocument13 pagesActa 2007 55 9 3059 PDFeid elsayedNo ratings yet
- A Thermodynamic Theory of Short-Term and Creep RuptureDocument6 pagesA Thermodynamic Theory of Short-Term and Creep Ruptureeid elsayedNo ratings yet
- 163-Leejh Jap PDFDocument3 pages163-Leejh Jap PDFeid elsayedNo ratings yet
- 1 s2.0 S0167577X08006988 Main PDFDocument3 pages1 s2.0 S0167577X08006988 Main PDFEidelsayedNo ratings yet
- Magnetic Characteristics of Ferromagnetic Nanotube PDFDocument3 pagesMagnetic Characteristics of Ferromagnetic Nanotube PDFeid elsayedNo ratings yet
- Wear Resistant Electrically Conductive Au-ZnO Nanocomposite PDFDocument8 pagesWear Resistant Electrically Conductive Au-ZnO Nanocomposite PDFeid elsayedNo ratings yet
- Characterization of The Crystallographic Microstructure of The Stress-Induced Void in Cu InterconnectsDocument3 pagesCharacterization of The Crystallographic Microstructure of The Stress-Induced Void in Cu Interconnectseid elsayedNo ratings yet
- 215-cbh 2011 PDFDocument9 pages215-cbh 2011 PDFeid elsayedNo ratings yet
- 182-Grain Geometry Induced Reversal Behaviour Alteration PDFDocument6 pages182-Grain Geometry Induced Reversal Behaviour Alteration PDFeid elsayedNo ratings yet
- 150-Paper (DRS) PDFDocument16 pages150-Paper (DRS) PDFeid elsayedNo ratings yet
- 165-Bang-Study of Fracture Mechanics in Testing Interfacial Fracture of Solder Joints PDFDocument12 pages165-Bang-Study of Fracture Mechanics in Testing Interfacial Fracture of Solder Joints PDFeid elsayedNo ratings yet
- Thermal Diffusivity of Sn-Ag-Cu-based, Pb-Free, Micro - and Nano-Sized Solder PDFDocument4 pagesThermal Diffusivity of Sn-Ag-Cu-based, Pb-Free, Micro - and Nano-Sized Solder PDFeid elsayedNo ratings yet
- Microstructure, Mechanical Properties, and Deformation Behavior 2 PDFDocument10 pagesMicrostructure, Mechanical Properties, and Deformation Behavior 2 PDFeid elsayedNo ratings yet
- Thermal Conductivity Variation With Temperature For Lead-Free PDFDocument9 pagesThermal Conductivity Variation With Temperature For Lead-Free PDFeid elsayedNo ratings yet
- Farris 2700 ManualDocument12 pagesFarris 2700 ManualNelson AlvarezNo ratings yet
- Slope Stability Then and Now: Professor Emeritus, Virginia Tech, 1600 Carlson DR., Blacksburg, VA, 24060Document20 pagesSlope Stability Then and Now: Professor Emeritus, Virginia Tech, 1600 Carlson DR., Blacksburg, VA, 24060anarNo ratings yet
- Komatsu SAA6D114E-3D Engine ManualDocument634 pagesKomatsu SAA6D114E-3D Engine ManualLuzioNetoNo ratings yet
- Saudi Technical Trade Test - Welder CategoryDocument4 pagesSaudi Technical Trade Test - Welder CategoryshabashakkimNo ratings yet
- Norma Astm A234 WPBDocument6 pagesNorma Astm A234 WPBJuan Carlos CastroNo ratings yet
- Kurd Live - PastebinDocument2 pagesKurd Live - PastebinMmmmohNo ratings yet
- Competency-Check-H e I ADocument20 pagesCompetency-Check-H e I Abaldo yellow4No ratings yet
- An Introduction To Orgone Matrix Material (Jon Logan)Document42 pagesAn Introduction To Orgone Matrix Material (Jon Logan)Jose CiprianiNo ratings yet
- Numerical SolutionDocument7 pagesNumerical SolutionemebusamuelNo ratings yet
- Singly Linked Lists AlgorithmDocument18 pagesSingly Linked Lists AlgorithmGSX-R 1100No ratings yet
- TumblerBook Web enDocument21 pagesTumblerBook Web enbmj272No ratings yet
- Kitchen Equipment Dimensions and SpecsDocument25 pagesKitchen Equipment Dimensions and SpecselektrikCi124No ratings yet
- Projection Achievement ReportDocument8 pagesProjection Achievement ReportPskaruppiah KarupsNo ratings yet
- Chapter 5B Horizontal Shear StressDocument49 pagesChapter 5B Horizontal Shear StressWnikyla Manggad BalanguiNo ratings yet
- DTH Drilling MachineDocument8 pagesDTH Drilling MachineREL PromoNo ratings yet
- P28 and P128 Series Lube Oil Controls With Built-In Time Delay RelayDocument8 pagesP28 and P128 Series Lube Oil Controls With Built-In Time Delay RelayFreddy de los SantosNo ratings yet
- DrillingMotors MKT 001 01Document10 pagesDrillingMotors MKT 001 01Aman Aayra SrivastavaNo ratings yet
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNo ratings yet
- CS153 111017Document29 pagesCS153 111017Sethu RamanNo ratings yet
- Course Handout SADocument9 pagesCourse Handout SAValiveti KumariNo ratings yet
- Design DocumentDocument10 pagesDesign DocumentLiza WoodsNo ratings yet
- Foundation DesignDocument7 pagesFoundation DesignPrasad GNNo ratings yet
- Everything you need to know about your new washing machineDocument20 pagesEverything you need to know about your new washing machinesenhbox4180No ratings yet
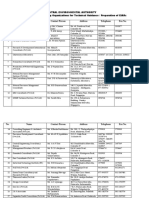
- New Consultant List 20177 For Cea Website 10.02.2016Document4 pagesNew Consultant List 20177 For Cea Website 10.02.2016hxian.y9333No ratings yet
- Mi 05025Document16 pagesMi 05025walidNo ratings yet
- 1990 2004.yamaha - Yfm350x.warrior - Factory.service - ManualDocument3 pages1990 2004.yamaha - Yfm350x.warrior - Factory.service - ManualBobbi Jo Bach-Oachs50% (2)
- DISCOVERY SP-ENG V. 0.6 - Leonali 1463Document30 pagesDISCOVERY SP-ENG V. 0.6 - Leonali 1463Hanz RodriguezNo ratings yet
- Group Presentation on CIM, Database Systems and Product Life CyclesDocument23 pagesGroup Presentation on CIM, Database Systems and Product Life Cyclesশাহীন আহেমদNo ratings yet
- Lifetime Extension Steam TurbineDocument10 pagesLifetime Extension Steam Turbineramakantinamdar100% (1)
- Physics of SuperconductivityDocument106 pagesPhysics of SuperconductivityRaj JanaNo ratings yet