Professional Documents
Culture Documents
AGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDF
Uploaded by
Anonymous uL3JlWfhOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
AGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDF
Uploaded by
Anonymous uL3JlWfhCopyright:
Available Formats
AGMA INFORMATION SHEET
(This Information Sheet is NOT an AGMA Standard)
A
G
M
A
9
2
5
-
A
0
3
AGMA 925- A03
AMERICAN GEAR MANUFACTURERS ASSOCIATION
Effect of Lubrication on Gear Surface
Distress
ii
Effect of Lubrication on Gear Surface Distress
AGMA 925--A03
CAUTION NOTICE: AGMA technical publications are subject to constant improvement,
revision or withdrawal as dictated by experience. Any person who refers to any AGMA
technical publication should be sure that the publication is the latest available fromthe As-
sociation on the subject matter.
[Tables or other self--supporting sections may be quoted or extracted. Credit lines should
read: ExtractedfromAGMA925--A03, Effect of LubricationonGear Surface Distress, with
the permission of the publisher, the American Gear Manufacturers Association, 500 Mont-
gomery Street, Suite 350, Alexandria, Virginia 22314.]
Approved March 13, 2003
ABSTRACT
AGMA 925--A03 is an enhancement of annex A of ANSI/AGMA 2101--C95. Various methods of gear surface
distress are included, such as scuffing and wear, and in addition, micro and macropitting. Lubricant viscometric
information has been added, as has Dudleys regimes of lubrication theory. A flowchart is included in annex A,
Gaussiantheory inannex B, asummary of lubricant test rigs inannex C, and anexample calculationin annex D.
Published by
American Gear Manufacturers Association
500 Montgomery Street, Suite 350, Alexandria, Virginia 22314
Copyright 2003 by American Gear Manufacturers Association
All rights reserved.
No part of this publication may be reproduced in any form, in an electronic
retrieval system or otherwise, without prior written permission of the publisher.
Printed in the United States of America
ISBN: 1--55589--815--7
American
Gear
Manufacturers
Association
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
iii
Contents
Page
Foreword iv . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 Scope 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 References 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Symbols and units 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Gear information 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Lubrication 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Scuffing 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Surface fatigue (micro-- and macropitting) 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 Wear 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Bibliography 49 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Annexes
A Flow chart for evaluating scuffing risk and oil film thickness 31 . . . . . . . . . . . . . .
B Normal or Gaussian probability 39 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C Test rig gear data 41 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D Example calculations 43 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figures
1 Distances along the line of action for external gears 6 . . . . . . . . . . . . . . . . . . . . . .
2 Transverse relative radius of curvature for external gears 7 . . . . . . . . . . . . . . . . .
3 Load sharing factor -- unmodified profiles 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Load sharing factor -- pinion driving 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Load sharing factor -- gear driving 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Load sharing factor -- smooth meshing 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Dynamic viscosity versus temperature for mineral oils 13 . . . . . . . . . . . . . . . . . . .
8 Dynamic viscosity versus temperature for PAO--based synthetic
non--VI--improved oils 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 Dynamic viscosity versus temperature for PAG--based synthetic oils 15 . . . . . .
10 Dynamic viscosity versus temperature for MIL Spec. oils 16 . . . . . . . . . . . . . . . .
11 Pressure--viscosity coefficient versus dynamic viscosity 16 . . . . . . . . . . . . . . . . .
12 Example of thermal network 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 Contact temperature along the line of action 20 . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 Plot of regimes of lubrication versus stress cycle factor 25 . . . . . . . . . . . . . . . . . .
15 Probability of wear related distress 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tables
1 Symbols and units 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 Data for determining viscosity and pressure--viscosity coefficient 12 . . . . . . . . .
3 Mean scuffing temperatures for oils and steels typical of the aerospace
industry 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Welding factors, X
W
21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Scuffing risk 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Stress cycle factor equations for regimes I, II and III 25 . . . . . . . . . . . . . . . . . . . .
7 Calculation results 29 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
iv
Foreword
[The foreword, footnotes and annexes, if any, in this document are provided for
informational purposes only and are not to be construed as a part of AGMA Information
Sheet 925--A03, Effect of Lubrication on Gear Surface Distress.]
The purpose of this information sheet is to provide the user with information pertinent to the
lubrication of industrial metal gears for power transmission applications. It is intended that
this document serve as a general guideline and source of information about conventional
lubricants, their properties, and their general tribological behavior in gear contacts. This
information sheet was developed to supplement ANSI/AGMA Standards 2101--C95 and
2001--C95. It has beenintroduced as an aidto thegear manufacturingand user community.
Accumulation of feedback data will serve to enhance future developments and improved
methods to evaluate lubricant related wear risks.
It was clear from the work initiated on the revision of AGMA Standards 2001--C95 and
2101--C95 (metric version) that supporting information regarding lubricant properties and
general tribological knowledge of contacting surfaces would aid in the understanding of
these standards. The information would also provide the user with more tools to help make
a more informed decision about the performance of a geared system. This information
sheet provides sufficient information about the key lubricant parameters to enable the user
to generate reasonable estimates about scuffing and wear based on the collective
knowledge of theory available for these modes at this time.
In 1937 Harmon Blok published his theory about the relationship between contact
temperature and scuffing. This went largely unnoticed in the U.S. until the early 1950s
when Bruce Kelley showed that Bloks method and theories correlated well with
experimental data he had generated on scuffing of gear teeth. The Blok flash temperature
theory began to receive serious consideration as a predictor of scuffing in gears. The
methodology and theories continued to evolve through the 1950s with notable
contributions from Dudley, Kelley and Benedict in the areas of application rating factors,
surface roughness effects and coefficient of friction. The 1960s saw the evolution of gear
calculations and understanding continue with computer analysis and factors addressing
load sharing and tip relief issues. The AGMA Aerospace Committee began using all the
available information to produce high quality products and help meet its long--term goal of
manned space flight. R. Errichello introduced the SCORING+ computer program in 1985,
which included all of the advancements made by Blok, Kelley, Dudley and the Aerospace
Committee to that time. It became the basis for annex A of ANSI/AGMA 2101--C95 and
2001--C95 which helped predict the risk of scuffing and wear. In the 1990s, this annex
formed the basis for AGMAs contribution to ISO 13989--1.
Just as many others took the original Blok theories and expanded them, the Tribology
Subcommittee of the Helical Gear Rating Committee has attempted to expand the original
annex A of ANSI/AGMA 2001--C95 and 2101--C95. Specifically, the subcommittee
targeted the effect lubricationmay haveon gear surface distress. As discussions evolved, it
became clear that this should be a stand alone document which will hopefully serve many
other gear types. This shouldbeconsideredawork inprogress as moreis learnedabout the
theories and understanding of the various parameters and how they affect the life of the
gear. Some of these principles are also mentioned in ISO/TR 13989--1.
AGMA 925--A03 was was approved by the AGMA Technical Division Executive Committee
on March 13, 2003.
Suggestions for improvement of this document will be welcome. They should be sent to the
American Gear Manufacturers Association, 500 Montgomery Street, Suite 350, Alexandria,
Virginia 22314.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
v
PERSONNEL of the AGMA Helical Rating Committee and Tribology SubCommittee
Chairman: D. McCarthy Dorris Company . . . . . . . . . . . . . . . . . . . . . . . . .
Vice Chairman: M. Antosiewicz The Falk Corporation . . . . . . . . . . . . . . . . . .
SubCommittee Chairman: H. Hagan The Cincinnati Gear Company . . . . . . . . . . . . . .
COMMITTEE ACTIVE MEMBERS
K.E. Acheson The Gear Works--Seattle, Inc. . . .
J.B. Amendola MAAG Gear AG . .
T.A. Beveridge Caterpillar, Inc. . .
M.J. Broglie Dudley Technical Group, Inc. . . . . .
A.B. Cardis Exxon Mobil Research . . . . .
M.F. Dalton General Electric Company . . . . .
G.A. DeLange Prager, Incorporated . . .
D.W. Dudley Consultant . . . .
R.L. Errichello GEARTECH . . .
D.R. Gonnella Equilon Lubricants . . .
M.R. Hoeprich The Timken Company . .
O.A. LaBath The Cincinnati Gear Co. . . . .
G. Lian Amarillo Gear Company . . . . . . . . .
J.V. Lisiecki The Falk Corporation . . . . .
L. Lloyd Lufkin Industries, Inc. . . . . . . . .
J.J. Luz General Electric Company . . . . . . . .
D.R. McVittie Gear Engineers, Inc. . . . .
A.G. Milburn Milburn Engineering, Inc. . . . .
G.W. Nagorny Nagorny & Associates . . .
M.W. Neesley Philadelphia Gear Corp. . . .
B. OConnor The Lubrizol Corporation . . . .
W.P. Pizzichil Philadelphia Gear Corp. . . .
D.F. Smith Solar Turbines, Inc. . . . . . .
K. Taliaferro Rockwell Automation/Dodge . . . .
COMMITTEE ASSOCIATE MEMBERS
M. Bartolomeo New Venture Gear, Inc. . .
A.C. Becker Nuttall Gear LLC . . . .
E. Berndt Besco . . . . . . .
E.J. Bodensieck Bodensieck Engineering Co. .
D.L. Borden D.L. Borden, Inc. . . . .
M.R. Chaplin Contour Hardening, Inc. . . . .
R.J. Ciszak Euclid--Hitachi Heavy Equip. Inc. . . . . .
A.S. Cohen Engranes y Maquinaria Arco SA . . . . .
S. Copeland Gear Products, Inc. . . . .
R.L. Cragg Consultant . . . . .
T.J. Dansdill General Electric Company . . . .
F. Eberle Rockwell Automation/Dodge . . . . . . .
L. Faure C.M.D. . . . . . . . .
C. Gay Charles E. Gay & Company, Ltd. . . . . . . . . .
J. Gimper Danieli United, Inc. . . . . . .
T.C. Glasener Xtek, Incorporated . . .
G. Gonzalez Rey ISPJAE
M.A. Hartman ITW . . .
J.M. Hawkins Rolls--Royce Corporation . . .
G. Henriot Consultant . . . . . .
G. Hinton Xtek, Incorporated . . . . . . .
M. Hirt Renk AG . . . . . . . . .
R.W. Holzman Milwaukee Gear Company, Inc. . .
R.S. Hyde The Timken Company . . . . . .
V. Ivers Xtek, Incorporated . . . . . . . .
A. Jackson Exxon Mobil . . . . .
H.R. Johnson The Horsburgh & Scott Co. . . .
J.G. Kish Sikorsky Aircraft Division . . . . . . .
R.H. Klundt The Timken Company . . . . .
J.S. Korossy The Horsburgh & Scott Co. . . . .
I. Laskin Consultant . . . . . . . .
J. Maddock The Gear Works -- Seattle, Inc. . . . . .
J. Escanaverino ISPJAE .
G.P. Mowers Consultant . . . .
R.A. Nay UTC Pratt & Whitney Aircraft . . . . . . .
M. Octrue CETIM . . . . . .
T. Okamoto Nippon Gear Company, Ltd. . . . . .
J.R. Partridge Lufkin Industries, Inc. . . .
J.A. Pennell Univ. of Newcastle--Upon--Tyne . . . . .
A.E. Phillips Rockwell Automation/Dodge . . . . .
J.W. Polder Delft University of Technology . . . . .
E. Sandberg Det Nordske Veritas . . . .
C.D. Schultz Pittsburgh Gear Company . . . .
E.S. Scott The Alliance Machine Company . . . . . .
A. Seireg University of Wisconsin . . . . . . .
Y. Sharma Philadelphia Gear Corporation . . . . . .
B.W. Shirley Emerson Power Transmission . . . .
L.J. Smith Invincible Gear Company . . . . . .
L. Spiers Emerson Power Trans. Corp. . . . . . . .
A.A. Swiglo IIT Research Institute/INFAC . . . . .
J.W. Tellman Dodge . . . .
F.A. Thoma F.A. Thoma, Inc. . . . . .
D. Townsend NASA/Lewis Research Center . . . .
L. Tzioumis Dodge . . . . .
F.C. Uherek Flender Corporation . . . . .
A. Von Graefe MAAG Gear AG . . .
C.C. Wang 3E Software & Eng. Consulting . . . . .
B. Ward Recovery Systems, LLC . . . . . . . .
R.F. Wasilewski Arrow Gear Company .
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
vi
SUBCOMMITTEE ACTIVE MEMBERS
K.E. Acheson The Gear Works -- Seattle, Inc. . . .
J.B. Amendola MAAG Gear AG . .
T.A. Beveridge Caterpillar, Inc. . .
M.J. Broglie Dudley Technical Group, Inc. . . . . .
A.B. Cardis Exxon Mobil Research . . . . .
R.L. Errichello GEARTECH . . .
D.R. Gonnella Equilon Lubricants . . .
M.R. Hoeprich The Timken Company . .
G. Lian Amarillo Gear Company . . . . . . . . .
D. McCarthy Dorris Company . . . .
D.R. McVittie Gear Engineers, Inc. . . . .
A.G. Milburn Milburn Engineering, Inc. . . . .
G.W. Nagorny Nagorny & Associates . . .
B. OConnor The Lubrizol Corporation . . . .
D.F. Smith Solar Turbines, Inc. . . . . . .
K. Taliaferro Rockwell Automation/Dodge . . . .
1
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
American Gear Manufacturers
Association --
Effect of Lubrication on
Gear Surface Distress
1 Scope
This information sheet is designed to provide
currently available tribological information pertaining
to oil lubrication of industrial gears for power
transmission applications. It is intended to serve as
a general guideline and source of information about
gear oils, their properties, and their general tribolog-
ical behavior in gear contacts. Manufacturers and
end--users are encouraged, however, to work with
their lubricant suppliers to address specific concerns
or special issues that may not be covered here (such
as greases).
The equations provided herein allow the user to
calculate specific oil film thickness and instanta-
neous contact (flash) temperature for gears in
service. These two parameters are considered
critical in defining areas of operation that may lead to
unwanted surface distress. Surface distress may be
scuffing (adhesive wear), fatigue (micropitting and
macropitting), or excessive abrasive wear (scoring).
Each of these forms of surface distress may be
influenced by the lubricant; the calculations are
offered to help assess the potential risk involved with
a given lubricant choice. Flowcharts are included as
aids to using the equations.
This information sheet is a supplement to ANSI/
AGMA 2101--C95 and ANSI/AGMA 2001--C95. It
has been introduced as an aid to the gear manufac-
turing and user community. Accumulation of feed-
back data will serve to enhance future developments
and improved methods to evaluate lubricant related
surface distress.
It was clear fromthe work on the revision of standard
ANSI/AGMA 2001--C95 (ANSI/AGMA 2101--C95,
metric version) that supporting information regard-
ing lubricant properties and general tribological
understanding of contacting surfaces would aid in
understanding of the standard and provide the user
with more tools to make an informed decision about
the performance of a geared system. One of the key
parameters is the estimated film thickness. This is
not a trivial calculation, but one that has significant
impact on overall performance of the gear pair. It is
considered in performance issues such as scuffing,
wear, and surface fatigue. This information sheet
provides sufficient information about key lubricant
parameters to enable the user to generate reason-
able estimates about surface distress based on the
collective knowledge available.
Blok [1] published his contact temperature equation
in 1937. It went relatively unnoticed in the U.S. until
Kelley [2] showed that Bloks method gave good
correlation with Kelleys experimental data. Bloks
equation requires an accurate coefficient of friction.
Kelley found it necessary to couple the coefficient of
friction to surface roughness of the gear teeth.
Kelley recognized the importance of load sharing by
multiple pairs of teeth and gear tooth tip relief, but he
didnot offer equations to account for thosevariables.
Dudley [3] modified Kelleys equation by adding
derating factors for application, misalignment and
dynamics. He emphasized the need for research on
effects of tip relief, and recommended applying
Bloks method to helical gears.
In 1958, Kelley [4] changed his surface roughness
term slightly.
Benedict and Kelley [5] published their equation for
variable coefficient of friction derived fromdisc tests.
The AGMA Aerospace Committee began investigat-
ing scuffing in 1960, and Lemanski [6] published
results of a computer analysis that contains data for
90 spur and helical gearsets, and formed the terms
for AGMA 217.01 [7], which was published in 1965.
It used Dudleys modified Blok/Kelley equation and
included factors accounting for load sharing and tip
relief.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
2
TheSCORING+computer program[8] was released
in 1985. It incorporated all advancements made by
Blok, Kelley, Dudley and AGMA 217.01. In addition,
it added several improvements including:
-- Helical gears were analyzed by resolving the
load in the normal plane and distributing the
normal load over the minimum length of the
contact lines. The semi--width of the Hertzian
contact band was calculated based on the normal
relative radius of curvature;
-- Derating factors for application, misalignment
and dynamics were explicit input data;
-- Options for coefficient of friction were part of
input data, including a constant 0.06 (as pre-
scribed by Kelley and AGMA 217.01), a constant
under user control, and a variable coefficient
based on the Benedict and Kelley equation.
SCORING+ and AGMA 217.01 both use the same
value for the thermal contact coefficient of
B
M
= 16.5 N/[mms
0.5
K], and they calculate the
same contact temperature for spur gears if all
derating factors are set to unity.
Annex A of ANSI/AGMA 2101--C95 and ANSI/
AGMA 2001--C95 was based on SCORING+ and
included methods for predicting risk of scuffing
based on contact temperature and risk of wear
based on specific film thickness.
This information sheet expands the information in
annex Aof ANSI/AGMA2101--C95 andANSI/AGMA
2001--C95 to include many aspects of gear tribology.
2 References
The following standards contain provisions which
are referenced in the text of this information sheet.
At the time of publication, the editions indicated were
valid. All standards are subject to revision, and
parties to agreements based on this document are
encouraged to investigate the possibility of applying
the most recent editions of the standards indicated.
ANSI/AGMA 2001--C95, Fundamental Rating Fac-
tors and Calculation Methods for Involute Spur and
Helical Gear Teeth
ANSI/AGMA 2101--C95, Fundamental Rating Fac-
tors and Calculation Methods for Involute Spur and
Helical Gear Teeth (Metric Edition)
ANSI/AGMA 1010--E95, Appearance of Gear Teeth
-- Terminology of Wear and Failure
ISO 10825:1995, Gears -- Wear and Damage to
Gear Teeth -- Terminology
3 Symbols and units
The symbols used in this document are shown in
table 1.
NOTE: The symbols and definitions used in this docu-
ment may differ from other AGMA standards.
Table 1 -- Symbols and units
Symbol Description Units Where first
used
A Dimensionless constant -- -- Eq 61
a
w
Operating center distance mm Eq 4
B Dimensionless constant -- -- Eq 61
B
M
Thermal contact coefficient N/[mm s
0.5
K] 6.2.3
B
M1
, B
M2
Thermal contact coefficient (pinion, gear) N/[mm s
0.5
K] Eq 84
b Face width mm Eq 23
b
H
i
Semi--width of Hertzian contact band mm Eq 57
C
A
... C
F
Distances along line of action mm 4.1.2
C
R
avg
x
Surface roughness constant -- -- Eq 85
c Parameter for calculating
o
-- -- Eq 69
c
M1
, c
M2
Specific heat per unit mass (pinion, gear) J/[kg K] Eq 89, 90
D
i
Internal gear inside diameter mm 4.1.2
d Parameter for calculating
o
-- -- Eq 69
(continued)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
3
Table 1 (continued)
Symbol Description Units Where first
used
E
1
, E
2
Modulus of elasticity (pinion, gear) N/mm
2
Eq 58
E
r
Reduced modulus of elasticity N/mm
2
Eq 57
F
t
Actual tangential load N Eq 42
(F
t
)
nom
Nominal tangential load N Eq 40
F
wn
Normal operating load N Eq 43
G Materials parameter -- -- Eq 65
g Parameter for calculating
o
-- -- Eq 69
H
c
Dimensionless central film thickness -- -- Eq 65
h Thickness of element measured perpendicular to flow m Eq 59
h
c
Central film thickness mm Eq 75
h
min
Minimum film thickness mm Eq 102
K Flash temperature constant -- -- Eq 84
K
D
Combined derating factor -- -- Eq 41
K
m
Load distribution factor -- -- Eq 41
K
o
Overload factor -- -- Eq 41
K
v
Dynamic factor -- -- Eq 41
k Parameter for calculating -- -- Eq 74
k
sump
Parameter for calculating
M
-- -- Eq 91
L
x
Filter cutoff of wavelength x mm Eq 77
L
min
Minimum contact length mm Eq 25
m
n
Normal module mm Eq 2
n
1
Pinion speed rpm Eq 33
N Number of load cycles cycles Fig 14
n
a
Fractional (non--integer) part of
-- -- Eq 25
n
r
Fractional (non--integer) part of
-- -- Eq 25
P Transmitted power kW Eq 40
P
(x)
Probability of survival -- -- 8.2.2
p Pressure N/mm
2
Eq 64
p
bn
Normal base pitch mm Eq 10
p
bt
Transverse base pitch mm Eq 9
p
x
Axial pitch mm Eq 11
Q Tail area of the normal probability function -- -- Eq B.2
Q
(x)
Probability of failure -- -- 8.2.2
R
avg
x
Average of the average values of pinion and gear roughness mm Eq 87
Ra
1x
, Ra
2x
Average surface roughness (pinion, gear) at L
x
mm Eq 78
Rq
x
Root mean square roughness at L
x
mm Eq 79
Rq
x avg
Arithmetic average of R
q1x
and R
q2x
at L
x
mm Eq 99
Rq
1x
, Rq
2x
Root mean square roughness at L
x
(pinion, gear) mm Eq 99
r
1
, r
2
Standard pitch radius (pinion, gear) mm Eq 2, 3
r
a1
, r
a2
Outside radius (pinion, gear) mm Eq 19, 16
r
b1
, r
b2
Base radius (pinion, gear) mm Eq 6, 7
r
w1
Operating pitch radius of pinion mm Eq 4
S
f
Contact time ms (sec 10
--3
) Eq 97
s Parameter for calculating -- -- Eq 74
(continued)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
4
Table 1 (continued)
Symbol Description Units Where first
used
T Absolute temperature K Eq 61
U
(i)
Speed parameter -- -- Eq 65
u Gear ratio (always 1.0) -- -- Eq 1
v Velocity m/s Eq 59
v
e
Entraining velocity m/s Eq 39
v
r1
, v
r2
Rolling (tangential) velocity (pinion, gear) m/s Eq 36, 37
v
s
Sliding velocity m/s Eq 38
v
t
Operating pitch line velocity m/s Eq 35
W
(i)
Load parameter -- -- Eq 65
w
n
Normal unit load N/mm Eq 44
X
W
Welding factor -- -- Eq 96
X
(i)
Load sharing factor -- -- 4.3
Z Active length of line of action mm Eq 21
Z
N
Stress cycle factor -- -- 7.5
Z
Q
Normal probability density function -- -- Eq B.3
z
1
Number teeth in pinion -- -- Eq 1
z
2
Number teeth in gear (positive) -- -- Eq 1
Pressure--viscosity coefficient mm
2
/N Eq 64
n
Normal generating pressure angle degrees Eq 5
t
Transverse generating pressure angle degrees Eq 5
wn
Normal operating pressure angle degrees Eq 14
wt
Transverse operating pressure angle degrees Eq 8
Helix angle degrees Eq 2
b
Base helix angle degrees Eq 12
w
Operating helix angle degrees Eq 13
(i)
Pinion roll angle at point i along the line of action radians Eq 29
A
...
E
Pinion roll angle at points A ... E radians Eq 28
Transverse contact ratio -- -- Eq 22
Axial contact ratio -- -- Eq 23
Dynamic viscosity mPas Eq 59
atm
Viscosity at atmospheric pressure mPas Eq 64
P
Viscosity at pressure P mPas Eq 64
M
Dynamic viscosity at gear tooth temperature
M
mPas Eq 67
1
,
2
Dynamic viscosity at temperature
1
,
2
mPas Eq 70
40
,
100
Dynamic viscosity at 40C, 100C mPas Eq 71
B
i
Contact temperature C Eq 92
B max
Maximum contact temperature C Eq 93
fl
i
Flash temperature C Eq 84
fl max
Maximum flash temperature C Eq 91
fl max, test
Maximum flash temperature of test gears C Eq 96
M
Tooth temperature C Eq 69
M, test
Tooth temperature of test gears C Eq 96
(continued)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
5
Table 1 (concluded)
Symbol Description Units Where first
used
oil
Oil inlet or sump temperature C Eq 91
S
Mean scuffing temperature C Eq 94
S
met
Method of calculating scuffing temperature,
S
-- -- Annex A
1
,
2
Temperature at which
1
,
2
was measured C Eq 70
min
Specific film thickness -- -- Eq 104
2b
H
Specific film thickness at point i with a filter cutoff wavelength
of 2b
H
-- -- Eq 76
M1
,
M2
Heat conductivity (pinion, gear) N/[s K] Eq 89, 90
W&H
Wellauer and Holloway specific film thickness -- -- Eq 102
m
y
Mean value of random variable y -- -- 6.5.5
m
m
i
Mean coefficient of friction -- -- Eq 84
m
met
Method for approximating mean coefficient of friction -- -- Annex A
m
m const
Mean coefficient of friction, constant -- -- Eq 85
m
min
Mean minimum specific film thickness mm Eq 109
Kinematic viscosity mm
2
/s Eq 60
1
,
2
Poissons ratio (pinion, gear) -- -- Eq 58
40,
100
Kinematic viscosity at 40C, 100C mm
2
/s Eq 62
Density kg/m
3
Eq 60
M1
,
M2
Density (pinion, gear) kg/m
3
Eq 89, 90
1
i
,
2
i
Transverse radius of curvature (pinion, gear) mm 4.1.5
n
i
Normal relative radius of curvature mm Eq 32
r
i
Transverse relative radius of curvature mm Eq 31
x
Composite surface roughness for filter cutoff wavelength, L
x
mm Eq 77
min
Standard deviation of the minimum specific film thickness mm Eq 109
2b
H
Composite surface roughness adjusted for a cutoff
wavelength equal to the Hertzian contact width
mm Eq 76
Shear stress N/mm
2
Eq 59
1
,
2
Angular velocity (pinion, gear) rad/s Eq 33, 34
4 Gear information
4.1 Gear geometry
This clause gives equations for gear geometry used
to determine flash temperature and elastohydrody-
namic (EHL) filmthickness. The following equations
apply tobothspur andhelical gears; spur gearing is a
particular case with zero helix angle. Where double
signs are used (e.g., ), the upper sign applies to
external gears and the lower sign to internal gears.
4.1.1 Basic gear geometry
Gear ratio
(1) u =
z
2
z
1
Standard pitch radii
(2) r
1
=
z
1
m
n
2 cos
(3) r
2
= r
1
u
Operating pitch radius of pinion
(4) r
w1
=
a
w
u . 1
Transverse generating pressure angle
(5)
t
= arctan
tan
n
cos
Base radii
r
b1
= r
1
cos
t
(6)
r
b2
= r
b1
u
(7)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
6
Transverse operating pressure angle
(8)
wt
= arccos
r
b1
r
w1
Transverse base pitch
(9)
p
bt
=
2 r
b1
z
1
Normal base pitch
p
bn
= m
n
cos
n (10)
Axial pitch
(11)
p
x
=
m
n
sin
Base helix angle
(12)
b
= arccos
p
bn
p
bt
Operating helix angle
(13)
w
= arctan
tan
b
cos
wt
Normal operating pressure angle
wn
= arcsin
cos
b
sin
wt
(14)
4.1.2 Distances along the line of action
Figure 1 is the line of action shown in a transverse
plane. Distances C
j
are measured from the interfer-
ence point of the pinion along the line of action.
Distance C
A
locates the pinion start of active profile
(SAP) and distance C
E
locates the pinion end of
active profile (EAP). The lowest and highest point of
single--tooth--pair contact (LPSTC and HPSTC) are
located by distances C
B
and C
D
, respectively.
Distance C
C
locates the operating pitch point. C
F
is
the distance between base circles along the line of
action.
C
F
= a
w
sin
wt
(15)
(16) C
A
=.C
F
r
2
a2
r
2
b2
0.5
|
NOTE: For internal gears r
a2
=
D
i
2
.
(17) C
C
=
C
F
u . 1
C
D
= C
A
p
bt
(18)
C
E
=
r
2
a1
r
2
b1
0.5
(19)
C
B
= C
E
p
bt
(20)
Z = C
E
C
A
(21)
a
w
r
b2
wt
r
a2
Z
p
bt
p
bt
E
D
C
F
r
a1
C
A
C
B
C
C
C
D
C
E r
b1
C
A
B
HPSTC
LPSTC
EAP
SAP
Figure 1 -- Distances along the line of action for
external gears
4.1.3 Contact ratios
Transverse contact ratio
(22)
=
Z
p
bt
n
r
is fractional (non--integer) part of
.
Axial contact ratio
-- for helical gears
(23)
=
b
p
x
n
a
is fractional (non--integer) part of
.
-- for spur gears
= 0.0
(24)
Minimum contact length
-- for helical gears, case1, where
1 n
r
n
a
(25) L
min
=
b n
a
n
r
p
x
cos
b
-- for helical gears, case2, where
1 n
r
n
a
(26) L
min
=
b
1 n
a
1 n
r
p
x
cos
b
-- for spur gears
L
min
= b
(27)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
7
4.1.4 Roll angles
Pinion roll angles corresponding to the five specific
points along the line of action shown in figure 1 are
given by:
j
=
C
j
r
b1
(28)
where
j = A, B, C, D, E
4.1.5 Profile radii of curvature
Transverse radii of curvature
Figure 2 shows the transverse radii of curvature,
1
i
and
2
i
, of the gear tooth profiles at a general
contact point definedby theroll angle,
(i)
, where(i) is
any point on the line of action from A to E (see figure
1).
C
F
(i)
r
i
=
1
i
2
i
.
1
2
i
1
i
r
b1
Figure 2 -- Transverse relative radius of
curvature for external gears
1
i
= r
b1
i
(29)
where
2
i
= C
F
1
i
(30)
A
(i)
E
Transverse relative radius of curvature
(31)
r
i
=
1
i
2
i
2
i
.
1
i
Normal relative radius of curvature
n
i
=
r
i
cos
b
(32)
r
i
and
n
i
are the equivalent radii of cylinders
riding on a flat plate that represent the gear pair
curvatures in contact along the line of action.
4.2 Gear tooth velocities and loads
Rotational (angular) velocities
1
=
n
1
30
(33)
(34)
2
=
1
u
Operating pitch line velocity
v
t
=
1
r
w1
1000
(35)
Rolling (tangential) velocities
v
r1
=
1
1
i
1000
(36)
v
r2
=
2
2
i
1000
(37)
Sliding velocity (absolute value)
(38)
v
s
v
r1
i
v
r2
i
Entraining velocity (absolute value)
(39)
v
e
v
r1
i
v
r2
i
Nominal tangential load
(40)
F
t
nom
=
1000 P
v
t
Combined derating factor
(41) K
D
= K
o
K
m
K
v
where
K
o
is overload factor;
K
m
is load distribution factor;
K
v
is dynamic factor.
See ANSI/AGMA 2101--C95 for guidance in
determining K
o
, K
m
and K
v
factors.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
8
Actual tangential load
(42) F
t
=
F
t
nom
K
D
Normal operating load
(43) F
wn
=
F
t
cos
wn
cos
w
Normal unit load
(44) w
n
=
F
wn
L
min
4.3 Load sharing factor
The load sharing factor accounts for load sharing
between succeeding pairs of teeth as influenced by
profile modification, and whether the pinion or gear is
the driving member. By convention, the load sharing
factor is represented by a polygonal function on the
line of action with magnitude equal to 1.0 between
points B and D (see figure 3).
The load sharing factor is strongly influenced by
profile modification of the tooth flanks of both gears.
On the other hand, profile modifications are chosen
such that load sharing follows a desired function.
The following equations give the load sharing factor
for unmodified tooth profiles, and for three typical
cases of profile modifications.
For unmodified tooth profiles
If there is no tip or root relief (see figure 3):
(45)
X
i
=
1
3
1
3
B
A
for
A
i
B
(46) X
i
= 1 for
B
i
D
(47)
X
i
=
1
3
1
3
E
D
for
D
i
E
A B D E
1
3
2
3
1
Figure 3 -- Load sharing factor -- unmodified
profiles
For modified tooth profiles
If adequate tip and root relief is designed for high
load capacity, and if the pinion drives the gear (see
figure 4):
(48) X
i
=
6
7
B
A
for
A
i
B
(49) X
i
= 1 for
B
i
D
X
i
=
1
7
6
7
E
D
for
D
i
E
(50)
A B D E
1
7
6
7
1
Figure 4 -- Load sharing factor -- pinion driving
If adequate tip and root relief is designed for high
load capacity, and if the pinion is driven by the gear
(see figure 5):
X
i
=
1
7
6
7
B
A
for
A
i
B
(51)
(52)
X
i
= 1 for
B
i
D
(53) X
i
=
6
7
E
D
for
D
i
E
A B D E
1
7
6
7
1
Figure 5 -- Load sharing factor -- gear driving
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
9
For smooth meshing
If adequate tip and root relief is designed for smooth
meshing (see figure 6):
(54)
X
=
i
A
B
A
for
A
i
B
(55)
X
i
= 1 for
B
i
D
(56)
X
=
E
i
E
D
for
D
i
E
A B D E
1
Figure 6 -- Load sharing factor -- smooth
meshing
4.4 Hertzian contact band
The semi--width of the rectangular contact band is
given by:
(57)
b
H
=
|
|
8 X
i
w
n
n
i
E
r
|
|
|
0.5
where
X
i
is load sharing factor (see 4.3);
w
n
is normal unit load, N/mm(see equation 44);
n
i
is normal relative radius of curvature, mm
(see equation 32);
E
r
is reduced modulus of elasticity given by:
E
r
= 2
1
2
1
E
1
1
2
2
E
2
1
(58)
where
1
,
2
is Poissons ratio (pinion, gear);
E
1
, E
2
is modulus of elasticity, N/mm
2
(pinion,
gear).
5 Lubrication
5.1 Viscometric information
Lubricants are commonly referred to by their base
type, for example mineral or synthetic, and their
viscosity, usually in relation to a defined viscosity
grade. Viscosity is one of the basic and very
important properties of a lubricant and is used
extensively in tribological calculations. Viscosity is a
bulk property of a fluid, semi--fluid or semi--solid
substance that causes it to resist flow. In addition to
the basic composition and structure of the material,
viscosity decreases with increasing temperature
and increases with increasing pressure.
For a liquid under shear, the rate of deformation or
shear rateis proportional totheshearingstress. This
relationship is Newtons law, which essentially states
that the ratio of the stress to the shear rate is a
constant. That constant is viscosity. Dynamic
viscosity, , sometimes referred to as absolute
viscosity, is defined by equation 59.
= 10
9
dv
dh
(59)
where:
is dynamic viscosity, mPas;
is shear stress, N/mm
2
;
v is velocity, m/s;
h is thickness of an element measured per-
pendicular to the flow, m;
dv
dh
is known as the rate of shear [s
--1
] and
sometimes listed as .
Lubricants used in industry today, however, have
their viscosity measured by capillary viscometers
which provide a kinematic viscosity. Kinematic
viscosity, , is the ratio of dynamic viscosity, , to the
density, , at a specified temperature and pressure
(see equation 60).
= 10
3
(60)
where:
is kinematic viscosity, mm
2
/s;
is density, kg/m
3
.
ASTM D445 [9] is the most widely used method for
measuring the kinematic viscosity of lubricants for
many different applications. The most commonly
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
10
used temperatures are 40C and 100C; these
measurements are generally made at atmospheric
pressure.
Under Newtons law, viscosity is independent of
shear rate. Fluids such as these are referred to as
Newtonian fluids. Most conventional, single grade
lubricants made with a relatively low molecular
weight base stock (non--polymeric) are considered
Newtonian fluids. However, there are fluids that do
not exhibit this ideal behavior because their viscosity
is not independent of shear rate. These are usually
finished blends containing higher molecular weight
polymers (viscosity modifiers or viscosity index
improvers, as well as pour point depressants) that
are sensitive to shear rate. Some exhibit shear
thinning, whereas others result in shear thickening.
It is more common in gear lubricant applications to
find shear thinning relationships due to the nature of
the polymers typically used in these formulations.
This shear thinning translates into lower effective
viscosities in the contact region under operationthan
might be expected from a non--polymer blend of
similar viscosity.
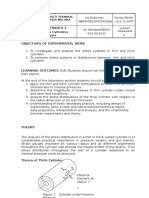
5.1.1 Viscosity temperature relationship
Lubricant viscosity varies inversely with tempera-
ture. A truly ideal fluid would have a viscosity that is
constant over all temperature. ASTM method D341
[10] can be used to obtain the viscosity--temperature
relationship. A simplified form can be used to
estimate the kinematic viscosity of a fluid at a given
temperature if there is some viscometric information
available for the fluid at two other temperatures (see
equation 61).
log
10
log
10
( 0.7) = A B log
10
T
(61)
where:
T is absolute temperature, K;
is kinematic viscosity, mm
2
/s;
A, B are dimensionless constants.
A and B can be determined by solving equation 61
simultaneously with equations 62 and 63, using the
kinematic viscosity of the fluid measured at standard
temperatures of 40C and 100C.
(62)
B =
log
10
log
10
40
0.7
log
10
log
10
100
0.7
log
10
(373.15) log
10
(313.15)
then
(63)
A = log
10
log
10
40
0.7
B log
10
(313.15)
Another common numeric designation that provides
information about the viscosity--temperature rela-
tionship of a fluid is the viscosity index or VI. The
viscosity index of a fluid can be calculated by ASTM
method D2270 [11]. This arbitrary measure gives a
relative viscosity--temperature sensitivity for a given
oil. The higher the value the less change in viscosity
with temperature.
5.1.2 Viscosity--pressure relationship
Equally important to temperature on the fluid
viscosity is the pressure acting on it. This is
especially important in highly loaded contacts such
as gears and rolling element bearings where pres-
sures can easily exceed 1 GPa. The viscosity of
lubricant trapped in a concentrated contact in-
creases exponentially with pressure. In 1893, C.
Barus established an empirical equation to describe
the isothermal viscosity--pressure relationship for a
given liquid as shown in equation 64.
(64)
P
=
atm
e
p
where
P
is viscosity at pressure, p, mPas;
atm
is viscosity at atmospheric pressure,
mPas;
is pressure--viscosity coefficient, mm
2
/N.
Today the model continues to be refined. So and
Klaus [12] provided a comparison of the many
models developed since the Barus equation was first
introduced. The continued research aided by the
development of high pressure rheology techniques
to generate empirical information have shown that
the viscosity--pressure response of a fluid is also
relatedtoits chemical structure[13, 14, 15]. This can
have a profound effect on the film forming capabili-
ties of the fluid in question and the overall life of the
component involved.
5.2 Film thickness equation
Dowson, Higginson and Toyoda have authored
various papers on EHL film thickness [16, 17, 18,
19]. The film thickness equations given in these
papers account for the exponential increase of
lubricant viscosity with pressure, tooth geometry,
velocity of the gear teeth, material elastic properties
and the transmitted load. The film thickness
determines the operating regime of the gearset and
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
11
has been found to be a useful index of wear related
distress probability. Wellauer and Holloway [20] also
found that specific filmthickness could be correlated
with the probability of tooth surface distress. The
Dowson and Toyoda [19] equation for line contact
central EHL film thickness will be used as shown
below.
Dimensionless central film thickness:
(65) H
c
i
= 3.06
G
0.56
U
0.69
i
W
0.10
where
(i) (as a subscript) defines a point on the line of
action,
and the dimensionless parameters G, U
(i)
and W
(i)
are defined below:
materials parameter, G
G = E
r
(66)
speed parameter, U
(i)
(67)
U
=
M
v
e
i
2E
r
n
i
10
6
load parameter, W
(i)
(68) W
=
X
i
w
n
E
r
n
i
where
M
is dynamic viscosity at the gear tooth
temperature, mPas.
M
= 10
g
0.9 (69)
where
g = 10
c
M
273.15
M
is tooth temperature, C (see 6.3).
The parameters c and d required for calculating
M
can either be taken from table 2 or calculated with
equations 70 and 72, respectively. Equations 70 and
72, derived from a modification of the Walther
equation [10], will yield the parameters c and d if two
dynamic viscosities,
1
and
2
, are known at two
corresponding temperatures,
1
and
2
.
Since dynamic viscosity is generally available at
40C and 100C, equations 70 and 72 are modified
in equations 71 and 73 to incorporate terms
corresponding to those temperatures.
1
is dynamic viscosity at temperature
1
,
mPas;
2
is dynamic viscosity at temperature
2
,
mPas;
1
is temperature at which
1
was determined,
C;
2
is temperature at which
2
was determined,
C.
d =
log
10
log
10
2
0.9
log
10
1
0.9
|
log
10
2
273.15
1
273.15
(70)
when
1
= 40C and
2
= 100C,
d = 13.13525 log
10
log
10
100
0.9
log
10
40
0.9
|
(71)
d log
10
1
273.15)
(72)
c = log
10
log
10
1
0.9
|
when
1
= 40C and
2
= 100C,
c = log
10
log
10
40
0.9
|
2.495752 d
(73)
is pressure--viscosity coefficient, mm
2
/N.
Values range from 0.725 10
--2
mm
2
/N to
2.9 10
--2
mm
2
/N for typical gear lubri-
cants. Values for pressure--viscosity
coefficients vs. dynamic viscosity can be
obtained from equation 74.
= k
s
M
(74)
Table 2 contains viscosity information for mineral
oils, MIL--L spec. oils, polyalphaolefin (PAO) based
synthetic oils (which contain ester) and polyalkylene
glycol (PAG) based synthetic oils, as well as
constants c, d, k and s for use in the equations 69
through 74. These values were obtained from the
data shown in figures 7 through 11 [22]. It is
important that the film thickness is calculated with
values of viscosity and pressure--viscosity coeffi-
cient for the gear tooth temperature,
M
, (see 6.3).
The central film thickness at a given point is:
h
c
i
= H
c
i
n
i
10
3
(75)
(see clause 4 for
n
i
).
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
12
Table 2 -- Data for determining viscosity and pressure--viscosity coefficient
Lubricant ISO VG
1)
40
100
c d k s
Mineral oil 32
46
68
100
150
220
320
460
680
1000
1500
2200
3200
27.17816
39.35879
58.64514
86.91484
131.4335
194.2414
284.6312
412.0824
613.8288
909.4836
1374.931
2031.417
2975.954
4.294182
5.440514
7.059163
9.251199
12.27588
15.98296
20.60709
26.34104
34.24003
38.56783
49.58728
62.69805
78.56109
10.20076
10.07933
9.90355
9.65708
9.42526
9.24059
9.09300
8.96420
8.84572
9.25943
9.19946
9.15646
9.13012
--4.02279
--3.95628
--3.86833
--3.75377
--3.64563
--3.55832
--3.48706
--3.42445
--3.36585
--3.52128
--3.48702
--3.46064
--3.44157
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.010471
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
0.1348
PAO -- based
synthetic non--
VI improved oil
150
220
320
460
680
1000
1500
2200
3200
6800
128.5772
189.9828
278.3370
402.8943
600.0179
868.1710
1310.350
1933.070
2827.726
6077.362
16.17971
21.60933
28.66405
37.54020
53.20423
68.60767
91.03300
118.0509
151.2132
244.5559
7.99428
7.79927
7.63035
7.49799
7.16434
7.12008
7.07678
7.06113
7.06594
7.11907
--3.07304
--2.98154
--2.90169
--2.83762
--2.69277
--2.66528
--2.63766
--2.62221
--2.61561
--2.62091
0.010326
0.010326
0.010326
0.010326
0.010326
0.010326
0.010326
0.010326
0.010326
0.010326
0.0507
0.0507
0.0507
0.0507
0.0507
0.0507
0.0507
0.0507
0.0507
0.0507
PAG -- based
synthetic
2)
100
150
220
320
460
680
1000
102.630
153.950
225.790
328.430
472.130
697.920
1026.37
19.560
27.380
40.090
56.710
77.250
113.43
163.30
6.42534
6.19586
5.76552
5.49394
5.35027
5.06011
4.85075
--2.45259
--2.34616
--2.16105
--2.04065
--1.97254
--1.84558
--1.75175
0.0047
0.0047
0.0047
0.0047
0.0047
0.0047
0.0047
0.1572
0.1572
0.1572
0.1572
0.1572
0.1572
0.1572
MIL--L--7808K
Grade 3
12 11.35364 2.701402 9.58596 --3.82619 0.005492 0.25472
MIL--L--7808K
Grade 4
17 16.09154 3.609883 9.08217 --3.60300 0.005492 0.25472
MIL--L--23699E 23 22.56448 4.591235 8.91638 --3.51779 0.006515 0.16530
NOTES:
1)
40
(mm
2
/s)
2)
Copolymer of ethylene oxide and propylene oxide in 50% weight ratio.
The specific film thickness is the ratio of film
thickness divided by the composite roughness of the
contacting gear teeth and can be used to assess
performance.
To determine this ratio, the cutoff wavelength for the
composite surface roughness measurement (
x
)
should be comparable to the width of the Hertzian
contact, 2b
H
. This results in
x
becoming
2b
H
as
shown in equation 76.
2b
H
i
=
h
c
2b
H
i
(76)
This may not be practical because many surface
measuring instruments have a fixed cutoff wave-
length (usually 0.8 mm).
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
13
D
y
n
a
m
i
c
v
i
s
c
o
s
i
t
y
(
m
P
a
s
)
1
10
100
1000
10 000
100 000
1 000 000
200 250 300 350 400 450 500
Temperature (K)
32
46
68
100
150
220
320
460
680
1000
1500
2200
3200
ISO VG
Figure 7 -- Dynamic viscosity versus temperature for mineral oils
Following the concepts in [21], equation 76 can be
approximated by:
2b
H
=
h
c
i
x
|
|
L
x
2b
H
|
|
|
0.5
(77)
x
=
Ra
2
1x
Ra
2
2x
|
0.5
(78)
where
2b
H
is specific film thickness at point i with a
filter cutoff wavelength of 2b
H
;
L
x
is filter cutoff wavelength used in measuring
surface roughness, mm. Any cutoff length,
L
x
, can be used (for example, L
0.8
= 0.8 mm
cutoff);
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
14
x
is composite surface roughness for filter
cutoff wavelength L
x
, mm;
Ra
1x
is pinion average surface roughness for L
x
,
mm;
Ra
2x
is gear average surface roughness for L
x
,
mm.
Use of the radical term in equation 77 for roughness
adjustment is developed below.
From Gaussian statistics [24], it is seen that:
Rq
2
x
L
x
(79)
where
Rq
x
2
is variance or square of the root mean
square roughness, mm.
also [25]:
Ra
x
=
2
Rq
x
(80)
From equations 79 and 80:
Ra
x
L
0.5
x
(81)
D
y
n
a
m
i
c
v
i
s
c
o
s
i
t
y
(
m
P
a
s
)
Temperature (K)
1
10
100
1000
10 000
100 000
1 000 000
200 250 300 350 400 450 500
150
220
320
460
680
1000
1500
2200
3200
6800
ISO VG
Figure 8 -- Dynamic viscosity versus temperature for PAO--based synthetic non--VI--improved oils
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
15
Hence, for a 0.8 mm cutoff length,
Ra
2b
H
i
= Ra
0.8
|
|
2b
H
i
L
0.8
|
|
j
0.5
(82)
Substitute equation 82 into equation 78 once
each for Ra
1x
and for Ra
2x
to obtain
2b
H
.
Using this in equation 76, noting that
0.8
=Ra
2
1
0.8
Ra
2
2
0.8
|
0.5
yields equation 83
which is equation 77 developed for a 0.8 mm cutoff
length.
2b
H
=
h
c
i
0.8
|
|
L
0.8
2b
H
|
|
|
0.5
(83)
1
10
100
1000
10000
100000
1000000
10000000
200 225 250 275 300 325 350 375 400 425 450 475 500
ISO VG
1000
680
460
320
220
150
100
D
y
n
a
m
i
c
v
i
s
c
o
s
i
t
y
(
m
P
a
s
)
Temperature (K)
10 000 000
1 000 000
100 000
10 000
1000
100
10
1
Figure 9 -- Dynamic viscosity versus temperature for PAG--based synthetic oils
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
16
D
y
n
a
m
i
c
v
i
s
c
o
s
i
t
y
(
m
P
a
s
)
Temperature (K)
0.1
1
10
100
1000
200 250 300 350 400 450 500
MIL--L--7808K Grade 3
MIL--L--7808K Grade 4
MIL--L--23699E
Figure 10 -- Dynamic viscosity versus temperature for MIL Spec. oils
P
r
e
s
s
u
r
e
-
-
v
i
s
c
o
s
i
t
y
c
o
e
f
f
i
c
i
e
n
t
(
m
m
2
/
N
)
Dynamic viscosity (mPas)
0.1 1 10 100 1000 10 000 100 000 1 000 000
0.001
0.01
0.1
1
Mineral oil
MIL--L--7808K
MIL--L--23699E
Synthetic oil (PAO)
Synthetic oil (PAG)
Figure 11 -- Pressure--viscosity coefficient versus dynamic viscosity
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
17
6 Scuffing
6.1 General
The termscuffing as used in this information sheet is
defined as localized damage caused by solid--phase
welding between surfaces in relative motion. It is
accompanied by transfer of metal from one surface
to another due to welding and subsequent tearing,
and may occur in any highly loaded contact where
the oil film is too thin to adequately separate the
surfaces. Scuffing appears as a matte, rough finish
due to the microscopic tearing at the surface. It
occurs most commonly at extremeendregions of the
contact path or near points of single tooth contact.
Scuffing is also known generically as severe
adhesive wear.
Scoring was a term commonly used in the U.S. to
describe the same phenomenon now defined as
scuffing (welding and tearing of mating surfaces).
See ANSI/AGMA 1010--E95 or ISO 10825:1995.
6.1.1 Mechanism of scuffing
The basic mechanism of scuffing is caused by
intense frictional heat generated by a combination of
high sliding velocity and high contact stress.
Scuffing occurs under thin film, boundary lubrication
conditions and can be affected by physical and
chemical properties of the lubricant, nature of the
oxide films, and gear material.
When gear teeth are separated by a thick lubricant
film, contact between surface asperities is mini-
mized and there is usually no scuffing. As lubricant
filmthickness decreases, asperity contact increases
and scuffing becomes more probable. A very thin
film, such as in boundary lubrication, together with a
high contact temperature suggests a high probability
of scuffing is possible in the absence of antiscuff
additives in the lubricant.
6.1.2 Probability of scuffing
Bloks [1] contact temperature theory states that
scuffing will occur in gear teeth that are sliding under
boundary--lubricated conditions, when the maxi-
mum contact temperature reaches a critical
magnitude. The contact temperature is the sum of
two components: the flash temperature and the
tooth temperature. See 6.4.
Scuffing most commonly occurs at one of the two
extreme end regions of the contact path or near the
points of single tooth contact.
Prediction of the probability of scuffing is possible by
comparing the calculated contact temperature with
limiting scuffing temperature. The limiting scuffing
temperature can be calculated from an appropriate
gear scuffing test, or can be provided by field
investigations.
For non--additive mineral oils, each combination of
oil and gear materials has a limiting scuffing
temperature that is constant regardless of the
operating conditions. It is believed that the limiting
scuffing temperature is not constant for synthetic
and high--additive EP lubricants, and it must be
determined from tests that closely simulate the
operating condition of the gearset.
6.2 Flash temperature
The flash temperature is the calculated increase in
gear toothsurfacetemperatureat agiven point along
the line of action resulting fromthe combined effects
of gear tooth geometry, load, friction, velocity and
material properties during operation.
6.2.1 Fundamental formula for flash
temperature,
fl
The fundamental formula is based on Bloks [1]
equation.
(84)
v
r1
i
v
r2
i
B
M1
v
r1
i
0.5
B
M2
v
r2
i
0.5
fl
= 31.62 K m
m
i
X
i
w
n
b
H
0.5
where
K is 0.80, numerical factor valid for a semi--
elliptic (Hertzian) distribution of frictional
heat over the instantaneous width, 2 b
H
, of
the rectangular contact band;
m
m
i
is mean coefficient of friction (see 6.2.2);
X
i
is load sharing factor (see 4.3);
w
n
is normal unit load, N/mm(see equation 44);
v
r1
i
is rolling tangential velocity of the pinion, m/s
(see equation 36);
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
18
v
r2
i
is rolling tangential velocity of the gear, m/s
(see equation 37);
B
M1
is thermal contact coefficient of the pinion
material, N/[mm s
0.5
K] (see 6.2.3);
B
M2
is thermal contact coefficient of the gear
material, N/[mm s
0.5
K] (see 6.2.3);
b
H
i
is semi--width of Hertzian contact band, mm
(see equation 57);
i (as a subscript) defines a point on the line of
action.
In this equation, the coefficient of friction may be
approximated by different expressions, for instance
as proposed by Kelley [2, 4] and AGMA 217.01 [7].
The influence of surface roughness is incorporated
in the approximation of the coefficient of friction.
6.2.2 Mean coefficient of friction, m
m
i
The mean coefficient of friction is an approximation
of the actual coefficient of friction on the tooth flank,
which is an instantaneous and local value depending
on several properties of the oil, surface roughness,
lay of the surface irregularities like grinding marks,
material properties, tangential velocities, forces and
dimensions.
Three methods may be used to determine the value
of m
m
i
to be used in equation 84.
-- input a value based upon experience, which
is a constant;
-- input a value from equation 85, which is also
a constant;
-- input a value from equation 88, which varies
along the line of action.
6.2.2.1 Approximation by a constant
A constant coefficient of friction along the line of
action has been assumed by AGMA 217.01 [7] and
Kelley [2]:
(85) m
m
i
= m
m const
= 0.06 C
R
avg
x
The surface roughness constant, C
R
avg
x
, is limited
to a maximum value of 3.0:
(86) 1.0 C
R
avg
x
=
1.13
1.13 R
avg
x
3.0
Equation 85 gives a typical value for gears operating
in the partial EHL regime. It may be too low for
boundary lubricated gears where m
m
may be higher
than 0.2, or too high for gears operating in the
full--film regime where m
m
may be less than 0.01.
The surface roughness is taken as an average of the
average values:
(87)
R
avg
x
=
Ra
1x
Ra
2x
2
where
Ra
1x
is pinionaveragesurfaceroughness for filter
cutoff length, L
x
, mm;
Ra
2x
is gear average surface roughness for filter
cutoff length, L
x
, mm.
6.2.2.2 Empirical equation
An empirical equation for a variable coefficient of
friction is the Benedict and Kelley [5] equation,
supplemented with the influence of roughness:
(88)
m
m
= 0.0127 C
R
avg
x
log
10
|
|
29 700 X
w
n
M
v
s
i
v
2
e
i
|
|
|
where the surface roughness expression is taken in
accordance with equations 86 and 87. Equation 88
is not valid at or near the operating pitch point, as v
s
goes to zero.
where
M
is dynamic viscosity of the oil at gear tooth
temperature,
M
, mPas;
v
s
is sliding velocity, m/s (see equation 38);
v
e
is entraining velocity, m/s (see equation 39).
6.2.3 Thermal contact coefficient, B
M
The thermal contact coefficient accounts for the
influence of the material properties of pinion and
gear:
B
M1
=
M1
M1
c
M1
0.5
(89)
B
M2
=
M2
M2
c
M2
0.5
(90)
For martensitic steels the range of heat conductivity,
M
, is 41 to 52 N/[s K] and the product of density
times the specific heat per unit mass,
M
c
M
is
about 3.8 N/[mm
2
K], so that the use of the average
value B
M
= 13.6 N/[mms
0.5
K] for such steels will not
introduce a large error when the thermal contact
coefficient is unknown.
6.2.4 Maximum flash temperature
To locate and determine the maximum flash tem-
perature, the flash temperature should be calculated
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
19
at a sufficient number of points (for example, 25 to
50) on the line of action. Calculate flash tempera-
tures at points between SAP and LPSTC during
double tooth contact, at LPSTC and HPSTC for
single tooth contact, and between HPSTC and EAP
during double tooth contact.
If the contact temperature (see 6.4) is greater than
the mean scuffing temperature (see 6.5) for the
lubricant being used, there is a potential risk for
scuffing (see 6.5.5).
6.3 Tooth temperature
The tooth temperature,
M
, is the equilibrium tem-
perature of the surface of the gear teeth before they
enter the contact zone. In some cases [26], the tooth
temperature may be significantly higher than the
temperature of the oil supplied to the gear mesh.
6.3.1 Rough approximation
For a very rough approximation, the tooth tempera-
ture may be estimated by the sum of the oil
temperature, taking into account some impediment
in heat transfer for spray lubrication if applicable, and
a portion that depends mainly on the flash tempera-
ture, for which the maximum value is taken:
M
= k
sump
oil
0.56
fl max
(91)
where
k
sump
= 1.0 if splash lube; 1.2 if spray lube;
oil
is oil supply or sump temperature, C;
fl max
is maximum flash temperature, C, see
6.2.
However, for a reliable evaluation of the scuffing risk,
it is important that instead of the rough approxima-
tion, an accurate value of the gear tooth temperature
be used for the analysis.
6.3.2 Measurement and experience
The tooth temperature can be measured by testing,
or determined according to experience.
6.3.3 Thermal network
The tooth temperature can be calculated from a
thermal network analysis [43] (see figure 12).
The tooth temperature is determined by the heat flow
balance in the gearbox. There are several sources
of frictional heat, of which the most important ones
are the tooth friction and the bearing friction. Other
heat sources, like seals and oil flow, may also
contribute. For gear pitchline velocities above 80
m/s, churning loss, expulsion of oil between meshing
teeth, and windage loss become important heat
sources that should be considered. Heat is con-
ducted and transferred to the environment by
conduction, convection and radiation.
6.4 Contact temperature
6.4.1 Contact temperature at any point
At any point on the line of action (see figure 13) the
contact temperature is:
B
i
=
M
fl
i
(92)
where
M
is tooth temperature, C (see 6.3);
fl
i
is flash temperature, C (see 6.2).
i (as a subscript) defines a point on the line of
action.
Bearings
Air
Oil
Case
Friction
power
Pinion
Gear
Friction power
Shafts
Figure 12 -- Example of thermal network
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
20
A B D E C
B max
fl max
fl
i
B
i
M
Figure 13 -- Contact temperature along the line
of action
6.4.2 Maximum contact temperature
The maximum contact temperature is:
B max
=
M
fl max
(93)
where
fl max
is maximum flash temperature, C (see
6.2).
6.5 Scuffing temperature
The scuffing temperature is the temperature in the
tooth contact zone at which scuffing is likely to occur
with the chosen combination of lubricant and gear
materials. The scuffing temperature is assumed to
be a characteristic value for the material--lubricant
systemof a gear pair, to be determined by gear tests
with the same material--lubricant system.
When
B max
(see figure 13) reaches the scuffing
temperature of the system, scuffing is likely. The
mean scuffing temperature is the temperature at
which there is a 50% chance of scuffing.
6.5.1 Mean scuffing temperature for mineral oils
Scuffing temperatures for mineral oils with low
concentrations of antiscuff additives are indepen-
dent of operating conditions. Viscosity grade is a
convenient index of oil composition, and thus of
scuffing temperature.
Equations 94 and 95 are approximate guides for
mineral oils and steels typical of IAE and FZG test
machines. The mean scuffing temperature was
derived from data published by Blok [27].
Equation 94 gives the scuffing temperature for
non--antiscuff mineral oils (R&O in accordance with
ANSI/AGMA 9005--E02 [28]).
S
= 63 33 ln
40
(94)
where
40
is kinematic viscosity at 40 C, mm
2
/s (table
2).
Equation 95 gives the scuffing temperature for
antiscuff mineral oils (EP gear oil in accordance with
ANSI/AGMA 9005--E02).
S
= 118 33 ln
40
(95)
6.5.2 Mean scuffing temperature for oils and
steels typical of aerospace industry
Table 3 gives the mean scuffing temperature for oils
with steels typical of the aerospace industry.
Table 3 -- Mean scuffing temperatures for oils
and steels typical of the aerospace industry
Lubricant
Mean scuffing
temperature, C
MIL--L--7808 205
MIL--L--23699 220
DERD2487 225
DERD2497 240
DOD--L--85734 260
ISO VG 32 PAO 280
DexronR II
1)
290
NOTE:
1)
DexronR is a registered trademark of General
Motors Corporation.
6.5.3 Extension of test gear scuffing temperature
for one steel to other steels
The scuffing temperature determined from test
gears with low--additive mineral oils may be ex-
tended to different gear steels, heat treatments or
surface treatments by introducing an empirical
welding factor.
S
= X
W
fl max, test
M, test
(96)
where
X
W
is welding factor (see table 4);
fl max, test
is maximum flash temperature of test
gears, C;
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
21
M, test
is tooth temperature of test gears, C.
6.5.4 Scuffing temperature for oils used in
hypoid gear application
Scuffing temperature for high--additive oils (hypoid
gear oil) may be dependent on operating conditions.
Therefore, the scuffing temperature should be
obtained from tests that closely simulate operating
conditions of the gears.
Table 4 -- Welding factors, X
W
Material X
W
Through hardened steel 1.00
Phosphated steel 1.25
Copper--plated steel 1.50
Bath or gas nitrided steel 1.50
Hardened carburized steel
-- Less than 20% retained austenite 1.15
-- 20 to 30% retained austenite 1.00
-- Greater than 30% retained austenite 0.85
Austenite steel (stainless steel) 0.45
6.5.5 Scuffing risk
Scuffing risk can be calculated from a Gaussian
distribution of scuffing temperature about the mean
value. Typically, the coefficient of variation is at least
15%. Therefore, use the procedure of annex B to
calculate the probability of scuffing:
where
y =
B max
m
y =
s
y
= 0.15
s
Table 5 gives the evaluation of scuffing risk based on
the probability of scuffing [7].
Table 5 -- Scuffing risk
Probability of scuffing Scuffing risk
<10% Low
10 to 30% Moderate
>30% High
6.6 Alternative scuffing risk evaluation
The calculation of the scuffing load capacity is a very
complex problem. Several alternative methods are
proposed which may support the gear geometry and
rotor dimensions most suitable to the gear applica-
tion. Gear drives cover a wide field of operating
conditions from relatively low pitch line velocities
with high specific tooth loads, to very high pitch line
velocities and moderate specific tooth loads.
Lubricants vary, as well, between mineral oils with
little or no additives to antiscuff lubricants with
substantial additives.
The flash temperature method described in 6.2
through 6.5 is based on Bloks contact temperature
theory. The flash temperature,
fl
, must be added to
the steady gear tooth temperature,
M
, to give the
total contact temperature,
B
. The value of the
contact temperature for every point in the contact
zone must be less than the mean scuffing tempera-
ture of the material--lubricant systemor scuffing may
occur.
6.6.1 Integral temperature method
The integral temperature method [29] has been
proposed as an alternative to the flash temperature
method by which the influence of the gear geometry
imposes a critical energy level based on the
integrated temperature distribution (for example,
numerically integrating using Simpsons rule) along
a path of contact and adopting a steady gear tooth
temperature. This method involves the calculationof
a scuffing load basically independent of speed, but
controlled by gear geometry. Application requires
comparison of the proposed gearset based on a test
rig result to a known test rig gearset and tested oil.
A comparison of the flash temperature method and
integral temperature method has shown the
following:
-- Bloks method and the integral temperature
method give essentially the same assessment of
scuffing risk for most gearsets;
-- Bloks method and the integral temperature
method give different assessments of scuffing
risk for those cases where there are local
temperature peaks. These cases usually occur in
gearsets that have low contact ratio, contact near
the base circle, or other sensitive geometries;
-- Bloks method is sensitive to local tempera-
ture peaks because it is concerned with the
maximum instantaneous temperature, whereas
the integral temperature method is insensitive to
these peaks because it averages the temperature
distribution.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
22
6.6.2 Other scuffing methods
6.6.2.1 PVT Method
Almen [30] popularized the PVT method for
predicting scuffing where:
P is Hertzian pressure;
V is sliding velocity;
T is distance along line of action.
PVT was used during World War II by designers in
automotive and aircraft industries. It worked well for
a narrow range of gear designs, but was unreliable
when extrapolated to other gear applications.
6.6.2.2 Borsoff scoring factor method
Borsoff [31, 32, 33, 34] conducted many scuffing
tests during the 1950s and found scuffing resistance
increased when test gears were run at high speeds.
Borsoff introduced a scoring factor, S
f
:
S
f
=
2b
H
v
s
(97)
where
S
f
is contact time, ms (sec 10
--3
);
b
H
is semi--width of Hertzian contact band, mm;
v
s
is sliding velocity, m/s.
S
f
is the time required for a point on one tooth to
traverse the Hertzian band of the mating tooth.
Borsoffs test data showed a linear relationship
between scuffing load and scoring factor, S
f
. Borsoff
recommended that a number of considerations
should be made before using his method for specific
applications.
6.6.2.3 Simplifiedscuffing criteriafor highspeed
gears
Annex B of ANSI/AGMA 6011--H98 [35] has been
used to evaluate scuffing risk of high speed gear
applications.
There are other methods for evaluating scuffing of
gear teeth not mentioned here. Other methods may
also have application merit. Most importantly, the
gear designer should recognize scuffing as a gear
design criteria.
7 Surface fatigue (micro-- andmacropitting)
7.1 General information
Surface fatigue, commonly referred to as pitting or
spalling, is a wear mode that results in loss of
material as a result of repeated stress cycles acting
on the surface. There are two major sub--groups
under surface fatigue known as micro-- and macro-
pitting. As their names imply, the type of pitting is
relatedtothesizeof thepit. Macropits usually canbe
seen with the naked eye as irregular shaped cavities
in the surface of the tooth. Damage beginning on the
order of 0.5 to 1.0 mmin diameter is considered to be
a macropit.
The number of stress cycles occurring before failure
is referred to as the fatigue life of the component.
The surface fatigue life of a gear is inversely
proportional to the contact stress applied. Although
contact stress is probably the major factor governing
life, there are many others that influence life. These
include design factors such as tip relief and crown-
ing, surface roughness, physical and chemical
properties of the lubricant and its additive system,
and external contaminants such as water and hard
particulate matter.
7.2 Micropitting
Micropitting is a fatigue phenomenon that occurs in
Hertzian contacts that operate in elastohydrody-
namic or boundary lubrication regimes and have
combined rolling and sliding. Besides operating
conditions such as load, speed, sliding, temperature
and specific film thickness, the chemical composi-
tion of a lubricant strongly influences micropitting.
Damage can start during the first 10
5
to 10
6
stress
cycles with generation of numerous surface cracks.
The cracks grow at a shallow angle to the surface
forming micropits that are about 10 20 mm deep by
about 25 -- 100 mm long and 10 20 mm wide. The
micropits coalesce to produce a continuous frac-
tured surface which appears as a dull, matte surface
to the observer.
Micropitting is the preferred name for this mode of
damage, but it has also been referred to as grey
staining, grey flecking, frosting, and peeling. Al-
though micropitting generally occurs with heavily
loaded, carburized gears, it also occurs with nitrided,
induction hardened and through--hardened gears.
Micropitting may arrest after running--in. If micropit-
ting continues to progress, however, it may result in
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
23
reduced gear tooth accuracy, increased dynamic
loads and noise. Eventually, it can progress to
macropitting and gear failure.
7.2.1 Micropitting risk evaluation
Factors that influence micropitting are gear tooth
geometry, surface roughness, lubricant viscosity,
coefficient of friction, load, tangential speed, oil
temperature and lubricant additives. Common
methods suggested for reducing the probability of
micropitting include:
-- reduce surface roughness;
-- increase film thickness;
-- use higher viscosity oil;
-- reduce coefficient of friction;
-- run at higher speeds if possible;
-- reduce oil temperature;
-- use additives with demonstrated micropitting
resistance;
-- protect gear teeth during run--in with suitable
coatings, such as manganese phosphate, copper
or silver plating.
CAUTION: Silver or copper plating of carburized gear
elements will cause hydrogen embrittlement, which
could result in a reduction in bending strength and fa-
tigue life. Thermal treatment shortly after plating may
reduce this effect.
Surface roughness strongly influences the tendency
to micropit. Gears finished to a mirrorlike finish have
been reported to eliminate micropitting [36, 37, 38].
Gear teeth have maximum micropitting resistance
when the teeth of the high speed member are harder
than the mating teeth and are as smooth as possible
[39].
Currently there is no standard test for determining
micropitting resistance of lubricants. However, FVA
Information Sheet 54/IV describes a test that uses
the FZG C--GF type gears to rank micropitting
performance of oils [40]. At present, the influence of
lubricant additives is unresolved. Therefore, the
micropitting resistance of a lubricant should be
determined by field testing on actual gears or by
laboratory tests.
7.3 Macropitting
Macropitting is also a fatigue phenomenon. Cracks
can initiate either at or near the surface of a gear
tooth. The crack usually propagates for a short
distance at a shallow angle to the surface before
turning or branching back to the surface. Eventually,
material will dislodge from the surface forming a pit,
an irregular shaped cavity in the surface of the
material. With gears the origin of the crack is more
likely surface initiated because lubricant film thick-
ness is low resulting in a high amount of asperity or
metal--to--metal contact. For high--speed gears with
smooth surface finishes, film thickness is larger and
sub--surface initiated crack formation may dominate.
In these cases an inclusion or small void in the
material is a source for stress concentration.
Laboratory testing commonly uses a 1% limit on
toothsurfacearea damageas acriteria tostop atest.
However, for field service applications one should
always abide by the equipment manufacturers
recommendations or guidelines for acceptable limits
of damage to any gear or supporting component.
7.4 Regimes of lubrication
7.4.1 Introduction to regimes of lubrication
Gear rating standards have progressed and been
refined to take into account many of the major
variables that affect gear life. With respect to
calculated stress numbers, variables such as load
distribution, internally induced dynamic loading and
externally induced dynamic loading are accounted
for by derating factors. Variables such as material
quality, cycle life and reliability are accounted for by
allowable stress numbers, stress cycle factors and
reliability factors.
Along with these influences, it has been recognized
that adequate lubrication is necessary for gears to
realize their calculated capacity. Indeed, AGMA
gearing standards have acknowledged this fact by
stating this need as a requirement in order to apply
the various rating methods.
Much of the groundwork for lubrication theory came
about in the 1960s and 1970s. This period saw the
advent and proliferation of jet travel, space travel,
advanced manufacturing processes and advanced
power needs. These technological and industrial
developments led to the need for better gear rating
methods which, in turn, resulted in rapid progress in
industrial, vehicle and aerospace gearing standards.
High speed gearing was coming into greater use, but
it was not as well understood as the industry would
have liked. To compensate, designs tended to focus
on making higher speed stages of gearing more
successful, sometimes to the detriment of slower
speed stages. This is how the gearing industry
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
24
started to get its first glimpses into the importance of
lubrication on the life of gearing.
It was not uncommon to see a three (3) stage
industrial gear drive with problems as follows: a high
speed set of gears that looked relatively undam-
aged, an intermediate speed set of gears that was
experiencing initial pitting, and a slow speed set of
gears that was experiencing advanced pitting and
tooth breakage. In the event that all three stages
were designed to have similar load intensity factors
(K--factors and unit loads) the problem could be
particularly puzzling. Rating theory at the time
indicated that with all other things equal, the higher
speed stages of gearing should have been failing
sooner than the lower speed stages, due to greater
stress cycles.
At issue was the tribological condition between
surfaces of two mating teeth. Elastohydrodynamic
lubrication (EHL) theory showed that factors like
relative surface velocity and local oil viscosity at the
contact areadirectly affectedthickness of the EHLoil
film that separated asperities on surfaces of two
mating gear teeth. For a multiplestage gear reducer,
higher speed stages of gearing, with higher surface
velocities, tended to produce thicker EHL oil films,
better capable of separating asperities on mating
teeth. Lower speed stages, with lower surface
velocities, tended to produce thinner EHL oil films,
less capable of separating asperities on mating
teeth.
Through the years, a great many researchers and
companies inside and outside of the gear industry
have sought to quantify the effects of EHL oil film
theory on the life of gearing. There are many ways in
which one could hypothesize the effects of inade-
quate oil films on degradation of gear tooth surfaces
and its results on the life of gearing. Indeed, a
comprehensive treatment of this subject could fill
many volumes. Added to this is the fact that this is
still a very active area of gear research. With this in
mind, it is still useful to put forth a simplified
description of how inadequate oil films can lead to
decreased life of gears. So, very simply put, thinner
oil films lead to a greater chance of more frequent
and more detrimental degree of contact between
asperities on mating gear teeth. The more severe
this is, the more likely it will lead to pitting, a
recognized form of surface fatigue in gearing.
The effects of this phenomenon on the fatigue life of
gearing were introduced by Bowen [41]. Dudley [42]
defined the three regimes of lubrication at the
operating pitch diameter as follows:
-- Regime III: Full EHL oil filmis developed and
separates the asperities of gear flanks in motion
relative to one another;
-- Regime II: Partial EHL oil film is developed
and there is occasional contact of the asperities of
gear flanks in motion relative to one another;
-- Regime I: Only boundary lubrication exists
with essentially no EHL film and contact of the
asperities of gear flanks in motion relative to one
another is pronounced.
The implementation of this theory involves what is
currently referred to as the stress cycle factor for the
surface durability of gears, Z
N
, (this used to be called
the life factor for surface durability). Keeping in mind
that regime of lubrication depends ultimately on the
degree of separation between asperities, Dudley
proposed that the effect could be quantified by
making proper adjustments to the curves that
determine the stress cycle factor. Thus, we have as
follows:
7.4.2 Regime III
This regime of lubrication, characterized by full EHL
oil filmdevelopment, occurs mainly when gears have
relatively high pitch line velocity, good care is taken
to ensure that an adequate supply of clean, cool oil is
available (of adequate viscosity and formulation),
and good surface finishes are achieved on the
gearing. As such, aerospace gearing, high speed
marine gearing, and good quality industrial gear
drives tend to have gears that operate within regime
III. Thus, stress cycle factor curves that appear in
standards for these gears are the basis for rating
gears that operate within regime III.
7.4.3 Regime II
This regime of lubrication, characterized by partial
EHL oil filmdevelopment, occurs mainly when gears
have moderate pitch line velocities, moderate care is
taken to ensure that an adequate supply of clean,
cool oil is available (of adequate viscosity and
formulation), and moderately good surface finishes
are achieved on the gearing. As such, vehicle
gearing is very characteristic of gears that operate
within regime II. Dudley uses information from the
stress cycle factor curves in vehicle standards to
create a branch from the regime III curve for cycles
greater than 100 000. It is felt that effects of
operation within regime II on fatigue life will not begin
to be realized until this point in the life of a gear.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
25
7.4.4 Regime I
This regime of lubrication, characterized by bound-
ary lubrication, occurs mainly when gears have low
pitch line velocities, little care is taken to ensure that
an adequate supply of clean, cool oil is available (of
adequate viscosity and formulation), and relatively
rough surface finishes are achieved on the gearing.
Many types of gearing can fall into this range of
operation, including all types mentioned above.
Dudley used fatigue curves generated for ball and
roller bearings as a basis for regime I stress cycle
factor curves. These curves, first developed in the
1940s, indicated that with a ten--fold increase in
cycles, load capacity of a bearing drops off by a
factor of 2.0. Thus, a stress curve for Hertzian
contact would drop off by about a factor of 1.41
(square root of 2.0). Bearings back in the 1940s
commonly had surface finishes and oil films very
analogous to gears operating in regime I. This
information is used to create a branch from the
regime III curve at cycles greater than 100 000.
Figure 14 shows the curves that result fromDudleys
method of regimes of lubrication. Below, the method
is described in fuller detail and calculations are given
to show how one assesses which regime of lubrica-
tion should be applied to a given set of gears.
0.05
0.06
0.07
0.08
0.09
0.10
0.20
0.30
0.40
0.50
10
2
10
10
10
9
10
8
10
7
10
6
10
5
10
4
10
3
10
12
10
11
0.15
0.60
0.70
0.80
0.90
1.00
4.00
3.00
2.00
1.50
Number of load cycles, N
Regime I
Regime II
Regime III
S
t
r
e
s
s
c
y
c
l
e
f
a
c
t
o
r
,
Z
N
Figure 14 -- Plot of regimes of lubrication versus stress cycle factor
Table 6 -- Stress cycle factor equations for regimes I, II and III
Regime of lubrication Stress cycle factor for surface durability
Regime III Z
N
= 1.47 for N 10 000 cycles
Z
N
= 2.46604 N
0.056
for N 10 000 cycles
Regime II
Z
N
= 3.83441 N
0.094
for N 100 000 cycles
Regime I
Z
N
= 7.82078 N
0.156
for N 100 000 cycles
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
26
7.5 Estimating life with respect to surface
durability
After calculating the minimum EHL film thickness
based on 5.2, one must calculate the specific film
thickness. In figure 14, specific film thicknesses
greater than or equal to 1.0 indicate the beginning of
regime III and the end of regime II lubrication.
Specific film thicknesses between 0.4 and 1.0
indicate operation within regime II and specific film
thicknesses less than or equal to 0.4 indicate
regime I.
Once the regime of lubrication is determined, one
can calculate the stress cycle factor, Z
N
, shown in
figure 14. Z
N
is used to calculate gear rating in
ANSI/AGMA 2101--C95.
8 Wear
Wear is a term describing change to a gear tooth
surface involving removal or displacement of materi-
al, due to mechanical, chemical or electrical action.
In the boundary lubrication regime, some wear is
inevitable. Many gears, because of practical limits on
lubricant viscosity, speed and temperature, must
operate under boundary lubricated conditions.
Mild wear occurs during running--in and usually
subsides with time, resulting in a tolerable wear rate
and a satisfactory lifetime for the gearset. Wear that
occurs during running--in may be beneficial if it
smoothes tooth surfaces (increasing specific film
thickness) and increases the area of contact by
removing minor imperfections through local wear.
The amount of wear that is tolerable depends on the
expected lifetime for the gearset, and on require-
ments for noise and vibration. Wear rate may
become excessive if tooth profiles are worn to the
extent that high dynamic loads are encountered.
Excessive wear may also be caused by contamina-
tion of the lubricant by abrasiveparticles. Whenwear
becomes aggressive and is not preempted by
scuffing or bending fatigue, wear andpitting will likely
compete for the predominate failure mode.
8.1 Abrasive wear
Abrasive wear is removal or displacement of materi-
al due to the presence of hard particles suspended in
the lubricant or embedded in flanks of mating teeth.
The choice of lubricant usually does not have any
direct effect on abrasive wear. Abrasive particles can
be present, however, as debris from other forms of
wear such as fatigue pitting and adhesion. The
lubricant should not react with any systemic materi-
als or with any contaminants. Products of these
reactions can be abrasive. In large open gears, the
film thickness of highly viscous lubricants may
prevent three--body abrasion from small particles.
8.2 Wear risk evaluation
The boundary lubrication regime consists of exceed-
ingly complex interactions between additives in the
lubricant, metal, and atmosphere making it impossi-
ble to assess accurately the chance of wear or
scuffing froma single parameter suchas specific film
thickness. However, empirical data of figure 15 have
beenusedas anapproximate guideto theprobability
of wear related distress. Figure 15 is based on data
published by Wellauer and Holloway [20] that were
obtained from several hundred laboratory tests and
field applications. The curves of figure 15 apply to
through--hardened steel gears ranging in size from
25 mm to 4600 mm in diameter that were lubricated
with mineral--based, non--EP gear lubricants. The
authors [20] defined tooth flank surface distress as
surface pitting or wear that might be destructive or
could shorten the gear life. Most of the data of figure
15 pertain to gears that experienced lives in excess
of 10 million cycles.
8.2.1 Adjustments to the surface distress and
specific film thickness curves
The surface distress and specific film thickness
curves (figure 15) were derived from the Wellauer
and Holloway curves. The curves are adjusted to
account for different definitions of composite surface
roughness and specific film thickness.
8.2.1.1 Average surface roughness adjustment
Reference [20] used root mean square surface
roughness. This information sheet uses average
surface roughness. The relationship between root
mean square and average surface roughness varies
with the machining process. Typically,
(98)
Rq
x
1.11 Ra
x
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
27
S
p
e
c
i
f
i
c
f
i
l
m
t
h
i
c
k
n
e
s
s
,
0.01
0.1
1
10
0.1 1 10 100 1000
Pitch line velocity (m/s)
5%
40%
80%
Figure 15 -- Probability of wear related distress
8.2.1.2 Composite surface roughness
adjustment
Reference [20] used an arithmetic average for the
composite surface roughness:
Rq
x avg
=
Rq
1x
Rq
2x
2
(99)
where
Rq
1x
, Rq
2x
is root mean square surface rough-
ness, pinion and gear respectively, for
filter cutoff length, L
x
, mm.
Composite surface roughness used in this informa-
tion sheet is root mean square average of average
surface roughness, see equation 78.
If Rq
1x
= Rq
2x
and Ra
1x
= Ra
2x
(similar surface
roughnesses),
x
= 2
Ra
1x
= 2
Ra
2x
(100)
Rq
x avg
= Rq
1x
= Rq
2x
(101)
8.2.1.3 Specific film thickness adjustment
The curves of figure 15 were also adjusted for
different definitions of film thickness. The Dowson
and Toyoda equation for central film thickness [19],
h
c
, of equation 75, provides film thickness values
1.316 times the Dowson and Higginson [17] mini-
mum film thickness, h
min
, used by the Wellauer and
Holloway paper [20].
Specific film thickness adjustment factor is derived
as follows:
Wellauer and Holloway [20] defined as:
W&H
=
h
min
Rq
x avg
(102)
This information sheet uses h
c
and
x
defined by
equations 75 and 100:
i
=
h
c
x
(103)
Substituting adjustment factors into the equation for
gives:
min
=
1.316 (1.11)h
min
2
Rq
x avg
(104)
min
= 1.033
W&H
(105)
and is used to adjust the specific film thickness
provided by Wellauer and Holloway. This vertical
axis adjustment is now reflected in figure 15.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
28
Finally, the units of pitch line velocity, v
t
, were
adjusted from feet per minute to meters per second.
Note that specific film thickness is dimensionless.
8.2.2 Wear risk probability
The curves of figure 15 can be fitted with the
following equations:
5%
=
2.68863
v
t
0.47767
1
(106)
40%
=
4.90179
v
t
0.64585
1
(107)
80%
=
9.29210
v
t
0.95507
1
(108)
Using the following definition, the mean minimum
specific film thickness, m
min
, and the standard
deviation,
min
, can be calculated by simultaneous
solution (two equations in two unknowns) using any
two of the adjusted Wellauer and Holloway curves
(5% and 40%, 40% and 80%, or 5% and 80%):
x =
min
m
min
min
(ref [24])
(109)
where
x is value of the standard normal variable
determined by probability;
min
is specific film thickness (equation 105);
m
min
is mean minimum specific film thickness;
min
is standard deviation of the minimum
specific film thickness.
Figure 15 and equations 106 through 108 are listed
in the percent failure mode, Q
(x)
. This must first be
converted to a percent survival mode, P
(x)
, by the
equation P
(x)
= 1 Q
(x)
. With P
(x)
known, the value
x may be determined from the table Normal
Probability Function and Derivatives of reference
[24].
5%
:
Q
(x)
= 5%
P
(x)
= 95%
x
5%
= 1.64491438
40%
:
Q
(x)
= 40%
P
(x)
= 60%
x
40%
= 0.25335825
80%
:
Q
(x)
= 80%
P
(x)
= 20%
x
80%
= 0.84163389
Use several film thickness values from figure 15 to
find how mean minimum specific film thickness,
m
min
, and standard deviation of the minimum
specific film thickness,
min
, vary with pitch line
velocity. An example is shown below:
v
t
= 5 ms
5%
= 0.9849
40%
= 0.6149
This gives the following equations that are solved for
min
:
1.6449 =
0.9849 m
min
min
0.2534 =
0.6149 m
min
min
1.6449
min
= 0.9849 m
min
0.2534
min
= 0.6149 m
min
Subtracting the bottom equation from the upper
equation yields:
1.3915
min
= 0.3700
min
=
0.3700
1.3915
= 0.2659
Using
min
in the first equation, m
min
is found:
1.6449 =
0.9849 m
min
0.2659
m
min
= 0.9849 1.6449 (0.2659)
m
min
= 0.5475
This process was repeated for all data points along
the curves in the following combinations: 5%--40%,
40%--80% and 5%--80%. Results of these calcula-
tions were averaged and the values are shown in
table 7.
Curve--fitting theinverse of the mean,
1
m
min
, andthe
inverse of the standard deviation,
1
min
, versus the
inverse of the pitch line velocity,
1
v
t
, results in the
following:
for v
t
5 m/s
m
min
=
5.43389
v
t
0.71012
1
(110)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
29
min
=
0.01525
v
2
t
9.43942
v
t
2.06085
1
(111)
for v
t
> 5 m/s:
m
min
=
5.47432
v
t
0.70153
1
(112)
min
=
9.7849
v
2
t
6.19681
v
t
2.34174
1
(113)
Association of a mean and standard deviation with
each pitch line velocity allows the probability of wear
distress to be assigned given specific EHL operating
conditions using the procedure of annex B and
using:
y =
min
m
y
= m
min
y
=
min
Table 7 -- Calculation results
v
t
(m/s) m
min
min
0.25 0.04455408 0.02496302
0.50 0.08636353 0.04757665
1.00 0.16271966 0.08689583
1.50 0.23073618 0.11982298
2.00 0.29172511 0.14771523
2.50 0.34673387 0.17158123
3.00 0.39660952 0.19218459
3.50 0.44204486 0.21011292
4.00 0.48361240 0.22582491
4.50 0.52178951 0.23968331
5.00 0.55697759 0.25197825
10.00 0.80016431 0.32484801
15.00 0.93691698 0.35693985
20.00 1.02464932 0.37431229
25.00 1.08573704 0.38496185
30.00 1.13072662 0.39205782
35.00 1.16524421 0.39707727
40.00 1.19256659 0.40079104
45.00 1.21473204 0.40363655
50.00 1.23307514 0.40587858
100.00 1.32309469 0.41541491
150.00 1.35614631 0.41831071
200.00 1.37331023 0.41968741
250.00 1.38382249 0.42048785
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
30
(This page is intentionally left blank.)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
31
Annex A
(informative)
Flow chart for evaluating scuffing risk and oil film thickness
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of AGMA 925--A03, Effect of Lubrication on Gear Surface Distress.]
z
1
, z
2
, m
n
, , a
w
,
n
, r
a1
, r
a2
, b, n
1
,
P, K
o
, K
m
, K
v
, E
1
, E
2
,
1
,
2
, Ra
1x
,
Ra
2x
, nop, Tip, Driver, m
met
,
M
,
B
M1
, B
M2
,
oil
, k
sump
,
M
, , L
x
,
M,test
, X
W
,
40,
fl max, test
,
START
P1
Get Input Data
S met
Tip profile modification
0 = none
1 = modified for high load capacity
2 = modified for smooth meshing
Driver driving member
1 = pinion
2 = gear
nop number of calculation points along the line
of action (25 recommended)
M
dynamic viscosity (mPas) at gear tooth
temperature,
M
0 = calculate using table 2 and equation 69
0 !input own value (must also input )
pressure viscosity coefficient (mm
2
/N)
0 = calculate using table 2 and equation 74
0!input ownvalue(must alsoinput
M
)
k
sump
= 1.0 if splash lube
= 1.2 if spray lube
m
met
method for approximating mean
coefficient of friction
1 = Kelley and AGMA 217.01 method
(constant)
2 = Benedict and Kelley method (variable)
Other = enter own value for m
m
(constant)
M
gear tooth temperature (C)
0 = program calculates with equation 91
0 !input own value
S met
method of calculating scuffing
temperature,
s
0 = from test gears (need to also input
fl max, test
,
M, test
and X
W
from table 4
1 = R&O mineral oil
2 = EP mineral oil
Other = enter own value of
s
(C), (see
table 3)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
32
u (Eq 1)
r
1
(Eq 2)
r
2
(Eq 3)
r
w1
(Eq 4)
t
(Eq 5)
r
b1
(Eq 6)
r
b2
(Eq 7)
wt
(Eq 8)
p
bt
(Eq 9)
p
bn
(Eq 10)
p
x
(Eq 11)
b
(Eq 12)
w
(Eq 13)
wn
(Eq 14)
P1
C
F
(Eq 15)
C
A
(Eq 16)
C
C
(Eq 17)
C
D
(Eq 18)
C
E
(Eq 19)
C
B
(Eq 20)
Z (Eq 21)
(Eq 22)
n
r
= fractional part of
= 0
yes
no
helical gear
spur gear
(Eq 23)
n
a
= fractional part of
(1 n
r
) n
a
L
min
(Eq 25) L
min
(Eq 26)
1
(Eq 33)
2
(Eq 34)
v
t
(Eq 35)
(F
t
)
nom
(Eq 40)
K
D
(Eq 41)
F
t
(Eq 42)
F
wn
(Eq 43)
w
n
(Eq 44)
E
r
(Eq 58)
(Eq 87)
(Eq 86)
(Eq 85)
x
(Eq 78)
yes
no
P2
R
avg
x
C
R
avg
x
m
m const
L
min
(Eq 27)
(Eq 24)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
33
C
1
, C
2,
C
3
, C
4
, C
5
= C
A
, C
B
, C
C
, C
D
, C
E
P2
1
,
2
,
3
,
4
,
5
(Eq 28)
A
,
B
,
C
,
D
,
E
=
1
,
2
,
3
,
4
,
5
i = 1
i
=
A
(i 6)
E
A
(nop 1)
i > 5
1i
(Eq 29)
2i
(Eq 30)
ri
(Eq 31)
ni
(Eq 32)
v
r1i
(Eq 36)
v
r2i
(Eq 37)
v
si
(Eq 38)
v
ei
(Eq 39)
yes
Tip = 0
Tip = 2
Driver = 1
no
no
no
X
i
(Eq 45)
X
i
(Eq 46)
X
i
(Eq 47)
X
i
(Eq 54)
X
i
(Eq 55)
X
i
(Eq 56)
X
i
(Eq 48)
X
i
(Eq 49)
X
i
(Eq 50)
X
i
(Eq 51)
X
i
(Eq 52)
X
i
(Eq 53)
yes
yes
yes
no
i = nop + 6
b
H1
(eq 57)
i = i+ 1
P3
no
yes
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
34
no
(
M
& input)
no
P3
M
= 0
P3A
P3A
P4
M
= 0
M
= 0
m
met
= 2
m
met
= 1
M
= 0
M
= 0
|
M1
--
M
| < 0.01
K = 0.8
m
m const
(Eq 85) m
m const
= m
met
M
* (Eq 69)
* (Eq 74)
yes
yes
no
no
(
M
input)
yes
m
m const
(Eq 85)
yes
Call subroutine
Max_Flash_Temp
fl max
Call subroutine
Max_Flash_Temp
fl max
Call subroutine
Max_Flash_Temp
fl max
M
(Eq 91)
M1
=
M
M
* (Eq 69)
* (Eq 74)
M
(Eq 91)
yes
no
(
M
input)
no
(
o
& input)
M
(Eq 69)
(Eq 74)
Call subroutine
Max_Flash_Temp
fl max
Call subroutine
Max_Flash_Temp
fl max
M
(Eq 91)
yes
yes
yes
same
page
no
(
M
&
input)
no
* See table 2 for constants in these equations calculated per 71 and 73.
m
m const
= 0
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
35
P5
P4
i = nop 6
B max
(eq 93)
G (Eq 66)
h
min
= 100
min
=
2bH(i)
min
= 100
i = 1
U
(i)
(Eq 67)
W
(i)
(Eq 68)
H
c(i)
(Eq 65)
h
c(i)
(Eq 75)
h
min
> h
c(i)
h
min =
h
c(i)
2bH(i)
(Eq 77)
yes
min
>
2bH(i)
yes
i = i + 1
yes
no
no
no
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
36
m
min
(Eq 110)
min
(Eq 111)
P5
S met
= 0
S met
= 1
S met
= 2
S
(eq 96)
s
=
S met
y =
B max
m
y
=
s
y
= 0.15
s
Call subroutine
Probability
Return POF
P
scuff
= POF
S
(eq 94)
S
(Eq 95)
yes
yes
yes
no
no
no
test gears
(need
fl max, test
,
M test
& X
W
input)
R&O Mineral Oil
P
scuff
0.10
P
scuff
0.30
S
risk
= high
S
risk
= low
no
S
risk
= moderate
no
yes
yes
EP Mineral Oil
Enter own value of
s
Rq
1x
(Eq 98)
Rq
2x
(Eq 98)
Rq
x avg
(Eq 99)
min
(Eq 105)
v
t
5 ms
no
yes
y =
min
m
y
= m
min
y
=
min
Call subroutine Probability
Return POF
m
min
(Eq 112)
min
(Eq 113)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
37
y, m
y
,
y
input
Return POF
POF = Q
x (eq B.1)
|x| 1.6448
t (eq B.4)
Z
Q
(eq B.3)
Q (eq B.2)
x 0
Q = 0.05
yes
no
POF = 1.0 -- Q
yes
POF = Probability of failure
Subroutine Probability
no
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
38
Subroutine Max_Flash_Temp
i = 1
fl max
= 0
m
m const
= 0
**Eq 88 is not valid at v
s(i)
= 0 or X
(i)
= 0 or near zero, and Eq 84 is not valid at b
H(i)
= 0 or near zero.
mach
is a small finite number (e.g., 10
--10
). In case the calculated m
m(i)
< 0, set m
m(i)
= 0.
s(i)
or X
(i)
<
mach
**
yes
m
m(i)
= m
m const
m
m(i)
(Eq 88)
(Benedict and Kelley)
m
m(i)
= 0
m
m(i)
or b
H(i)
<
mach
**
yes
no
yes
no
fl(i)
(Eq 84)
m
m(i)
= 0
fl(i)
= 0
yes
fl(i)
>
fl max
no
no
fl max
=
fl(i)
yes
no
i = i + 1
i = nop + 6
yes
Return
no
m
m
is a (given) constant
or calculated by equation
85 (AGMA 217.01 and
Kelley)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
39
Annex B
(informative)
Normal or Gaussian probability
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of AGMA 925--A03, Effect of Lubrication on Gear Surface Distress.]
B.1 Normal or Gaussian probability
For random variables that follow normal (Gaussian)
distributions, the following procedure [24] can be
used to calculate probabilities of failure in the range
of 5% to 95%:
x =
y m
y
y
(B.1)
where
x is the standard normal variable;
y is the random variable;
m
y
is the mean value of random variable y;
y
is the standard deviation of randomvariable
y.
Evaluation of Q:
if x > 1.6448, then:
Q = 0.05;
else
Q = Z
Q
b
1
t b
2
t
2
b
3
t
3
b
4
t
4
b
5
t
5
(B.2)
where
Q is the tail area of the normal probability
function;
Z
Q
is the normal probability density function.
Probability of failure:
if x > 0, then:
probability of failure = 1 -- Q;
else
probability of failure = Q
where
Z
Q
= 0.3989422804 e
0.5(x)
2
|
(B.3)
b
1
= 0.319381530
b
2
= 0.356563782
b
3
= 1.781477937
b
4
= 1.821255978
b
5
= 1.330274429
p = 0.2316419
t =
1
1 p|x|
(B.4)
are constants given in reference [24].
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
40
(This page is intentionally left blank.)
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
41
Annex C
(informative)
Test rig gear data
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of AGMA 925--A03, Effect of Lubrication on Gear Surface Distress.]
C.1 Test rig gear data
Table C.1 provides a summary of gear data for
several back toback test rigs that havebeen usedfor
gear lubrication rating and research.
A
G
M
A
9
2
5
--
A
0
3
A
M
E
R
I
C
A
N
G
E
A
R
M
A
N
U
F
A
C
T
U
R
E
R
S
A
S
S
O
C
I
A
T
I
O
N
4
2
T
a
b
l
e
C
.
1
-
-
S
u
m
m
a
r
y
o
f
g
e
a
r
d
a
t
a
f
o
r
l
u
b
r
i
c
a
n
t
t
e
s
t
i
n
g
S
y
m
b
o
l
U
n
i
t
s
F
Z
G
F
Z
G
A
1
0
F
Z
G
F
Z
G
C
-
-
G
F
N
A
S
A
R
y
d
e
r
A
G
M
A
I
A
E
P
r
i
m
a
r
y
w
e
a
r
a
s
s
e
s
s
m
e
n
t
S
c
u
f
f
i
n
g
S
c
u
f
f
i
n
g
P
i
t
t
i
n
g
(
m
i
c
r
o
&
m
a
c
r
o
)
M
i
c
r
o
p
i
t
t
i
n
g
P
i
t
t
i
n
g
S
c
u
f
f
i
n
g
P
i
t
t
i
n
g
(
m
i
c
r
o
&
m
a
c
r
o
)
S
c
u
f
f
i
n
g
a
m
m
9
1
.
5
9
1
.
5
9
1
.
5
9
1
.
5
8
8
.
9
8
8
.
9
9
1
.
5
8
2
.
5
5
m
n
m
m
4
.
5
4
.
5
4
.
5
4
.
5
3
.
1
7
5
3
.
1
7
5
3
.
6
2
9
5
.
0
8
n
d
e
g
2
0
2
0
2
0
2
0
2
0
2
2
.
5
2
0
2
0
d
e
g
0
0
0
0
0
0
0
0
w
t
d
e
g
2
2
.
4
4
2
2
.
4
4
2
2
.
4
4
2
2
.
4
4
2
0
2
2
.
5
2
1
.
3
1
2
6
.
2
5
z
1
-
-
-
-
1
6
1
6
1
6
1
6
2
8
2
8
2
0
1
5
z
2
-
-
-
-
2
4
2
4
2
4
2
4
2
8
2
8
3
0
1
6
b
m
m
2
0
1
0
1
4
1
4
6
.
3
5
/
2
.
8
6
.
3
5
1
4
4
.
7
6
r
a
1
m
m
4
4
.
3
8
5
4
4
.
3
8
5
4
1
.
2
3
4
1
.
2
3
4
7
.
6
2
5
4
7
.
2
2
4
0
.
8
2
4
5
.
0
2
r
a
2
m
m
5
6
.
2
5
5
6
.
2
5
5
9
.
1
8
5
9
.
1
8
4
7
.
6
2
5
4
7
.
2
2
5
8
.
1
8
4
7
.
6
9
x
1
-
-
-
-
0
.
8
6
3
5
0
.
8
6
3
5
0
.
1
8
1
7
0
.
1
8
1
7
0
0
0
.
2
2
3
1
0
.
3
6
2
5
x
2
-
-
-
-
-
-
0
.
5
1
0
3
-
-
0
.
5
1
0
3
0
.
1
7
1
5
0
.
1
7
1
5
0
0
0
.
0
0
0
6
0
.
3
8
7
5
Q
u
a
l
i
t
y
n
u
m
b
e
r
Q
u
a
l
i
t
y
s
t
a
n
d
a
r
d
-
-
-
-
5
I
S
O
1
3
2
8
5
I
S
O
1
3
2
8
5
D
I
N
3
9
6
2
5
D
I
N
3
9
6
2
1
3
A
G
M
A
2
0
0
0
1
3
A
G
M
A
2
0
0
0
1
2
-
-
1
3
A
G
M
A
2
0
0
0
5
I
S
O
1
3
2
8
R
a
1
m
m
0
.
3
-
-
0
.
7
0
.
3
-
-
0
.
7
0
.
3
-
-
0
.
5
0
.
4
-
-
0
.
6
0
.
3
-
-
0
.
4
0
.
4
6
-
-
0
.
6
4
0
.
5
-
-
0
.
8
0
.
3
-
-
0
.
8
R
a
2
m
m
0
.
3
-
-
0
.
7
0
.
3
-
-
0
.
7
0
.
3
-
-
0
.
5
0
.
4
-
-
0
.
6
0
.
3
-
-
0
.
4
0
.
4
6
-
-
0
.
6
4
0
.
5
-
-
0
.
8
0
.
3
-
-
0
.
8
n
1
r
p
m
2
1
7
0
2
1
7
0
2
2
5
0
2
2
5
0
1
0
0
0
0
1
0
0
0
0
2
2
5
0
4
K
-
-
6
K
o
i
l
d
e
g
C
9
0
-
-
1
4
0
9
0
-
-
1
2
0
9
0
-
-
1
2
0
9
0
4
9
-
-
7
7
7
4
8
0
7
0
-
-
1
1
0
R
e
f
d
o
c
u
m
e
n
t
-
-
-
-
I
S
O
1
4
6
3
5
-
-
1
A
S
T
M
D
5
1
8
2
-
-
9
7
C
E
C
L
-
-
0
7
-
-
A
-
-
9
5
I
S
O
/
W
D
1
4
6
3
5
-
-
2
F
V
A
I
n
f
o
S
h
e
e
t
5
4
/
7
F
V
A
I
n
f
o
S
h
e
e
t
5
4
/
I
-
-
I
V
N
A
S
A
T
P
-
-
2
0
4
7
(
1
9
8
2
)
A
S
T
M
D
1
9
4
7
-
-
8
3
(
1
9
8
4
)
-
-
-
-
I
P
1
6
6
/
7
7
(
1
9
9
2
)
P
i
n
i
o
n
t
o
r
q
u
e
r
a
n
g
e
N
m
3
.
3
-
-
5
3
4
.
5
3
.
3
-
-
5
3
4
.
5
1
3
5
-
-
3
7
6
2
8
-
-
2
6
5
0
-
-
1
0
0
0
-
-
2
7
0
2
5
0
-
-
4
0
0
2
0
-
-
4
0
7
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
43
Annex D
(informative)
Example calculations
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of AGMA 925--A03, Effect of Lubrication on Gear Surface Distress.]
******************************************************************************
SCUFFING AND WEAR RISK ANALYSIS ver 1.0.9 -- AGMA925--A03
SCORING+ EX.#1
DATE:2002/04/18 TIME:08:08:23
******************************************************************************
***** GENERAL AND GEOMETRY INPUT DATA *****
SCORING+ EX.#1
Input unit (=1 SI, =2 Inch) (iInputUnit) 1.000000
Output unit (=1 SI, =2 Inch) (iOutputUnit) 1.000000
Gear type (=1 external, =2 internal) (iType) 1.000000
Driving member (=1 pinion, =2 gear) (iDriver) 2.000000
Number of pinion teeth (z1) 21.000000
Number of gear teeth (z2) 26.000000
Normal module (mn) 4.000000 mm
Helix angle (Beta) 0.000000 deg
Operating center distance (aw) 96.000000 mm
Normal generating pressure angle (Alphan) 20.000000 deg
Standard outside radius, pinion (ra1) 46.570900 mm
Standard outside radius, gear (ra2) 57.277000 mm
Face width (b) 66.040000 mm
Profile mod (=0 none, =1 hi load, =2 smooth) (iTip) 1.000000
***** Material input data *****
Modulus of elasticity, pinion (E1) 206842.718795 N/mm^2
Modulus of elasticity, gear (E2) 206842.718795 N/mm^2
Poissons ratio, pinion (Nu1) 0.300000
Poissons ratio, gear (Nu2) 0.300000
Average surface roughness at Lx, pinion (Ra1x) 0.508000 mu m
Average surface roughness at Lx, gear (Ra2x) 0.508000 mu m
Filter cutoff of wavelength x (Lx) 0.800000 mm
Method for approximate mean coef. friction (Mumet) 1.000000
Welding factor (Xw) 1.000000
***** Load data *****
Pinion speed (n1) 308.570000 rpm
Transmitted power (P) 20.619440 kW
Overload factor (Ko) 1.000000
Load distribution factor (Km) 1.400000
Dynamic factor (Kv) 1.063830
***** Lubrication data *****
Lubricant type (=1 Mineral, =2 Synthetic,
=3 MIL--L--7808K, =4 MIL--L--23699E) (iLubeType) 1.000000
ISO viscosity grade number (nIsoVG) 460.000000
Kinematic viscosity at 40 deg C (Nu40) 407.000000 mm^2/s
***** Input temperature data *****
Tooth temperature (ThetaM) 82.222222 deg C
Thermal contact coefficient, pinion (BM1) 16.533725 N/[mm s^.5K]
Thermal contact coefficient, gear (BM2) 16.533725 N/[mm s^.5K]
Oil inlet or sump temperature (Thetaoil) 71.111111 deg C
Parameter for calculating tooth temperature (ksump) 1.000000
Dynamic viscosity at gear tooth temperature (EtaM) 43.000000 mPas
Pressure--viscosity coefficient (Alpha) 0.022045 mm^2/N
Method of calculating scuffing temperature (Thetasmet) 2.000000
Maximum flash temperatrue of test gears (Thetaflmaxtest) 0.000000
Tooth temperature of test gear (ThetaMtest) 0.000000
Number of calculation points (nNop) 25.000000
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
44
******************************************************************************
SCUFFING AND WEAR RISK ANALYSIS ver 1.0.9 -- AGMA925--A03
SCORING+ EX.#1
DATE:2002/04/18 TIME:08:08:23
******************************************************************************
***** GEOMETRY CALCULATION *****
Gear ratio (u) 1.238095
Standard pitch radius, pinion (r1) 42.000000 mm
Standard pitch radius, gear (r2) 52.000000 mm
Pinion operating pitch radius (rw1) 42.893617 mm
Transverse generating pressure angle (Alphat) 20.000000 deg
Base radius, pinion (rb1) 39.467090 mm
Base radius, gear (rb2) 48.864016 mm
Transverse operating pressure angle (Alphawt) 23.056999 deg
Transverse base pitch (pbt) 11.808526 mm
Normal base pitch (pbn) 11.808526 mm
Axial pitch (px) ----------------
Base helix angle (Betab) 0.000000 deg
Operating helix angle (Betaw) 0.000000 deg
Normal operating pressure angle (Alphawn) 23.056999 deg
Distance along line of action -- Point A (CA) 7.715600 mm
Distance along line of action -- Point B (CB) 12.913884 mm
Distance along line of action -- Point C (CC) 16.799142 mm
Distance along line of action -- Point D (CD) 19.524126 mm
Distance along line of action -- Point E (CE) 24.722409 mm
Distance along line of action -- Point F (CF) 37.598080 mm
Active length of line of action (Z) 17.006810 mm
Transverse contact ratio (EpsAlpha) 1.440214
Fractional part of EpsAlpha (nr) 0.440214
Axial contact ratio (EpsBeta) 0.000000
Fractional part of EpsBeta (na) 0.000000
Minimum contact length (Lmin) 66.040000 mm
***** GEAR TOOTH VELOCITY AND LOADS *****
Rotational (angular) velocity, pinion (Omega1) 32.313375 rad/s
Rotational (angular) velocity, gear (Omega2) 26.099264 rad/s
Operating pitch line velocity (vt) 1.386038 m/s
Nominal tangential load (Ftnom) 14876.538066 N
Combined derating factor (KD) 1.489362
Actual tangential load (Ft) 22156.550486 N
Normal operating load (Fwn) 24080.178937 N
Normal unit load (wn) 364.630208 N/mm
***** MATERIAL PROPERTY AND TOOTH SURFACE FINISH *****
Reduced modulus of elasticity (Er) 227299.690984 N/mm^2
Average of pinion and gear average roughness (Ravgx) 0.508000 mu m
Surface roughness constant (CRavgx) 1.816720
Composite surface roughness at filter cuttoff (Sigmax) 0.718420 mu m
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
45
**********************************************************************************
SCUFFING AND WEAR RISK ANALYSIS ver 1.0.9 -- AGMA925--A03
SCORING+ EX.#1
DATE:2002/04/18 TIME:08:08:23
**********************************************************************************
***** LOAD SHARING RATIO AND bH *****
Index
Roll
Ang(rad) XGamma Rhon(mm) bH Index
(A) 0.19549 0.14286 6.13226 0.05982 (A)
(B) 0.32721 1.00000 8.47833 0.18610 (B)
(C) 0.42565 1.00000 9.29314 0.19484 (C)
(D) 0.49469 1.00000 9.38554 0.19581 (D)
(E) 0.62641 0.00000 8.46633 0.00000 (E)
( 1) 0.19549 0.14286 6.13226 0.05982 ( 1)
( 2) 0.21345 0.25970 6.53669 0.08327 ( 2)
( 3) 0.23140 0.37654 6.91441 0.10313 ( 3)
( 4) 0.24936 0.49339 7.26541 0.12101 ( 4)
( 5) 0.26731 0.61023 7.58971 0.13755 ( 5)
( 6) 0.28527 0.72708 7.88729 0.15306 ( 6)
( 7) 0.30322 0.84392 8.15816 0.16770 ( 7)
( 8) 0.32118 0.96076 8.40233 0.18160 ( 8)
( 9) 0.33913 1.00000 8.61978 0.18765 ( 9)
( 10) 0.35709 1.00000 8.81052 0.18971 ( 10)
( 11) 0.37504 1.00000 8.97455 0.19147 ( 11)
( 12) 0.39300 1.00000 9.11187 0.19293 ( 12)
( 13) 0.41095 1.00000 9.22247 0.19410 ( 13)
( 14) 0.42890 1.00000 9.30637 0.19498 ( 14)
( 15) 0.44686 1.00000 9.36356 0.19558 ( 15)
( 16) 0.46481 1.00000 9.39403 0.19589 ( 16)
( 17) 0.48277 1.00000 9.39780 0.19593 ( 17)
( 18) 0.50072 0.81791 9.37485 0.17698 ( 18)
( 19) 0.51868 0.70106 9.32520 0.16342 ( 19)
( 20) 0.53663 0.58422 9.24883 0.14857 ( 20)
( 21) 0.55459 0.46737 9.14575 0.13214 ( 21)
( 22) 0.57254 0.35053 9.01596 0.11362 ( 22)
( 23) 0.59050 0.23369 8.85946 0.09196 ( 23)
( 24) 0.60845 0.11684 8.67625 0.06435 ( 24)
( 25) 0.62641 0.00000 8.46633 0.00000 ( 25)
**** P3 -- Calculate flash temperature ****
Dynamic viscosity at 40 deg C (Eta40C) 412.082400 mPas
Dynamic viscosity at 100 deg C (Eta100C) 26.341040 mPas
Factor c (c_coef) 8.964201
Factor d (d_coef) --3.424449
Factor k (k_coef) 0.010471
Factor s (s_coef) 0.134800
Mumet -- use Kelley and AGMA 217.01 (Mumet) 1.000000
Surface roughness constant (CRavgx) 1.816720
Mean coef. of friction, const. (Eq 85) (Mumconst) 0.109003
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
46
**********************************************************************************
SCUFFING AND WEAR RISK ANALYSIS ver 1.0.9 -- AGMA925--A03
SCORING+ EX.#1
DATE:2002/04/18 TIME:08:08:23
**********************************************************************************
**** Calculate flash temperature ****
Index K Mum XGamma bH (mm) vs (m/s) vr1 (m/s) vr2 (m/s) Thetafl (C) Index
(A) 0.80 0.1090 0.1429 0.059822 0.5306 0.2493 0.7799 13.6320 (A)
(B) 0.80 0.1090 1.0000 0.186102 0.2269 0.4173 0.6442 22.0835 (B)
(C) 0.80 0.1090 1.0000 0.194840 0.0000 0.5428 0.5428 0.0000 (C)
(D) 0.80 0.1090 1.0000 0.195806 0.1592 0.6309 0.4717 14.7688 (D)
(E) 0.80 0.0000 0.0000 0.000000 0.4628 0.7989 0.3360 0.0000 (E)
( 1) 0.80 0.1090 0.1429 0.059822 0.5306 0.2493 0.7799 13.6320 ( 1)
( 2) 0.80 0.1090 0.2597 0.083275 0.4892 0.2722 0.7614 19.2004 ( 2)
( 3) 0.80 0.1090 0.3765 0.103129 0.4478 0.2951 0.7429 22.7228 ( 3)
( 4) 0.80 0.1090 0.4934 0.121010 0.4064 0.3180 0.7244 24.7713 ( 4)
( 5) 0.80 0.1090 0.6102 0.137549 0.3650 0.3409 0.7059 25.6466 ( 5)
( 6) 0.80 0.1090 0.7271 0.153056 0.3236 0.3638 0.6874 25.5359 ( 6)
( 7) 0.80 0.1090 0.8439 0.167704 0.2822 0.3867 0.6689 24.5661 ( 7)
( 8) 0.80 0.1090 0.9608 0.181595 0.2408 0.4096 0.6505 22.8276 ( 8)
( 9) 0.80 0.1090 1.0000 0.187648 0.1995 0.4325 0.6320 19.2753 ( 9)
( 10) 0.80 0.1090 1.0000 0.189713 0.1581 0.4554 0.6135 15.1349 ( 10)
( 11) 0.80 0.1090 1.0000 0.191471 0.1167 0.4783 0.5950 11.0832 ( 11)
( 12) 0.80 0.1090 1.0000 0.192930 0.0753 0.5012 0.5765 7.1033 ( 12)
( 13) 0.80 0.1090 1.0000 0.194098 0.0339 0.5241 0.5580 3.1799 ( 13)
( 14) 0.80 0.1090 1.0000 0.194979 0.0075 0.5470 0.5395 0.7011 ( 14)
( 15) 0.80 0.1090 1.0000 0.195577 0.0489 0.5699 0.5210 4.5531 ( 15)
( 16) 0.80 0.1090 1.0000 0.195895 0.0903 0.5928 0.5025 8.3886 ( 16)
( 17) 0.80 0.1090 1.0000 0.195934 0.1317 0.6157 0.4840 12.2201 ( 17)
( 18) 0.80 0.1090 0.8179 0.176983 0.1731 0.6386 0.4655 13.8125 ( 18)
( 19) 0.80 0.1090 0.7011 0.163420 0.2145 0.6615 0.4470 15.2621 ( 19)
( 20) 0.80 0.1090 0.5842 0.148569 0.2559 0.6844 0.4285 15.9136 ( 20)
( 21) 0.80 0.1090 0.4674 0.132141 0.2973 0.7073 0.4100 15.6888 ( 21)
( 22) 0.80 0.1090 0.3505 0.113623 0.3386 0.7302 0.3915 14.4671 ( 22)
( 23) 0.80 0.1090 0.2337 0.091964 0.3800 0.7531 0.3730 12.0443 ( 23)
( 24) 0.80 0.1090 0.1168 0.064352 0.4214 0.7760 0.3545 7.9953 ( 24)
( 25) 0.80 0.0000 0.0000 0.000000 0.4628 0.7989 0.3360 0.0000 ( 25)
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
The max. flash temp. occurs at point (10) (Thetaflmax) 25.646608 deg C
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
Dynamic viscosity at the gear tooth temperature (EtaM) 43.000000 mPas
Pressure--viscosity coefficient (Alpha) 0.022045 mm^2/N
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
47
**********************************************************************************
SCUFFING AND WEAR RISK ANALYSIS ver 1.0.9 -- AGMA925--A03
SCORING+ EX.#1
DATE:2002/04/18 TIME:08:08:23
**********************************************************************************
********** P4 -- Specific film thickness **********
Material parameter (eq 66) (G) 5010.821688
Index U W Hc hc (mu m) Lambda2bH Index
(A) 1.587561e--11 0.000037 3.539329e--05 0.217041 0.781203 (A)
(B) 1.184300e--11 0.000189 2.458469e--05 0.208437 0.425354 (B)
(C) 1.105036e--11 0.000173 2.365326e--05 0.219813 0.438395 (C)
(D) 1.111223e--11 0.000171 2.376807e--05 0.223076 0.443804 (D)
(E) 1.267961e--11 0.000000 0.000000e+00 0.000000 0.000000 (E)
( 1) 1.587561e--11 0.000037 3.539329e--05 0.217041 0.781203 ( 1)
( 2) 1.495710e--11 0.000064 3.220166e--05 0.210492 0.642142 ( 2)
( 3) 1.420027e--11 0.000087 3.010396e--05 0.208151 0.570609 ( 3)
( 4) 1.357156e--11 0.000109 2.854084e--05 0.207361 0.524768 ( 4)
( 5) 1.304655e--11 0.000129 2.730927e--05 0.207269 0.491992 ( 5)
( 6) 1.260712e--11 0.000148 2.630903e--05 0.207507 0.466937 ( 6)
( 7) 1.223958e--11 0.000166 2.548198e--05 0.207886 0.446895 ( 7)
( 8) 1.193348e--11 0.000183 2.479093e--05 0.208301 0.430320 ( 8)
( 9) 1.168076e--11 0.000186 2.439213e--05 0.210255 0.427292 ( 9)
( 10) 1.147515e--11 0.000182 2.414785e--05 0.212755 0.430014 ( 10)
( 11) 1.131183e--11 0.000179 2.395433e--05 0.214979 0.432510 ( 11)
( 12) 1.118707e--11 0.000176 2.380784e--05 0.216934 0.434789 ( 12)
( 13) 1.109806e--11 0.000174 2.370556e--05 0.218624 0.436856 ( 13)
( 14) 1.104277e--11 0.000172 2.364541e--05 0.220053 0.438717 ( 14)
( 15) 1.101981e--11 0.000171 2.362595e--05 0.221223 0.440375 ( 15)
( 16) 1.102840e--11 0.000171 2.364633e--05 0.222134 0.441830 ( 16)
( 17) 1.106830e--11 0.000171 2.370628e--05 0.222787 0.443084 ( 17)
( 18) 1.113982e--11 0.000140 2.428942e--05 0.227710 0.476505 ( 18)
( 19) 1.124380e--11 0.000121 2.481221e--05 0.231379 0.503875 ( 19)
( 20) 1.138168e--11 0.000101 2.546118e--05 0.235486 0.537840 ( 20)
( 21) 1.155550e--11 0.000082 2.627996e--05 0.240350 0.582071 ( 21)
( 22) 1.176804e--11 0.000062 2.735014e--05 0.246588 0.644006 ( 22)
( 23) 1.202294e--11 0.000042 2.885557e--05 0.255645 0.742128 ( 23)
( 24) 1.232482e--11 0.000022 3.139471e--05 0.272388 0.945273 ( 24)
( 25) 1.267961e--11 0.000000 0.000000e+00 0.000000 0.000000 ( 25)
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
Minimum film thickness found at point(5) (hmin) 0.207269 mu m
Min. specific film thk. found at point (B) (LambdaMin) 0.425354
Tooth temperature (ThetaM) 82.222222 deg C
Max. flash temperature (Thetaflmax) 25.646608 deg C
Minimum film thickness (hmin) 0.207269 mu m
Maximum contact temperature (ThetaBmax) 107.868830 deg C
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
48
**********************************************************************************
SCUFFING AND WEAR RISK ANALYSIS ver 1.0.9 -- AGMA925--A03
SCORING+ EX.#1
DATE:2002/04/18 TIME:08:08:23
**********************************************************************************
**** P5 -- Calculate risk of scuffing and wear ****
***** Risk of scuffing *****
Method of calculating scuffing temperature (Thetasmet) 2.000000
Mean scuffing temperature (Thetas) 316.290835 deg C
***** Probability of scuffing *****
Maximum contact temperature (y) 107.868830 deg C
Mean scuffing temperature (Muy) 316.290835 deg C
Approx. standard deviation of scuffing temp. (Sigmay) 47.443625 deg C
Standard normal variable, x = ((y--muy)/Sigmay) --4.393046
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
Probability of scuffing Pscuff = 5% or lower
Based on AGMA925--A03 Table 5, scuffing risk is low
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
**** Risk of wear ****
Average surface roughness, pinion (Ra1x) 0.508000 mu m
Average surface roughness, gear (Ra2x) 0.508000 mu m
Average surface roughness (rms), pinion (Rq1x) 0.563880 mu m
Average surface roughness (rms), gear (Rq2x) 0.563880 mu m
Arithmetic average of rms roughness (Rqxavg) 0.563880 mu m
Minimum specific film thickness (Lambdamin) 0.425354
Pitchline velocity is less than 5 m/s (vt) 1.386038 m/s
Mean min. specific film thk. (eq. 110) (MuLambdaMin) 0.215956
Std. dev. of min. spec. film thk. (eq. 111) (SigmaLambdaMin) 0.112623
***** Probability of wear *****
Minimum specific film thickness (y) 0.425354
Mean minimum specific film thickness (muy) 0.215956
Standard deviation of the min. specific film (Sigmay) 0.112623
Standard normal variable, x = ((y--muy)/Sigmay) 1.859273
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
Probability of wear Pwear = 5% or lower
--------------------------------------------------------------------------------------------------------------------------------------------------------------------
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
49
Bibliography
The following documents are either referenced in the text of AGMA 925--A03, Effect of Lubrication on Gear
Surface Distress, or indicated for additional information.
1. Blok, H., Les Tempratures de Surface dans les Conditions de Graissage sans Pression Extrme,
Second World Petroleum Congress, Paris, June, 1937.
2. Kelley, B.W., A New Look at the Scoring Phenomena of Gears, SAE transactions, Vol. 61, 1953,
pp. 175--188.
3. Dudley, D.W., Practical Gear Design, McGraw--Hill, New York, 1954.
4. Kelley, B.W., The Importance of Surface Temperature to Surface Damage, Chapter in Engineering
Approach to Surface Damage, Univ. of Michigan Press, Ann Arbor, 1958.
5. Benedict, G. H. and Kelley, B. W., Instantaneous Coefficients of Gear Tooth Friction, ASLE transactions,
Vol. 4, 1961, pp. 59--70.
6. Lemanski, A.J., AGMA Aerospace Gear Committee Gear Scoring Project, March 1962.
7. AGMA 217.01, AGMA Information Sheet -- Gear Scoring Design for Aerospace Spur and Helical Power
Gears, October, 1965.
8. SCORING+, computer program, GEARTECH Software, Inc., 1985.
9. ASTMD445--97, Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (the
Calculation of Dynamic Viscosity).
10. ASTM D341--93(1998), Standard Viscosity -- Temperature Charts for Liquid Petroleum Products.
11. ASTM D2270--93(1998), Standard Practice for Calculating Viscosity Index From Kinematic Viscosity at
40 and 100C.
12. So, B. Y. C. and Klaus, E. E., Viscosity--Pressure Correlation of Liquids, ASLE Transactions, Vol. 23, 4,
409--421, 1979.
13. Novak, J. D. and Winer, W. O., Some Measurements of High Pressure Lubricant Rheology, Journal of
Lubricant Technology, Transactions of the ASME, Series F, Vol. 90, No. 3, July 1968, pp. 580 591.
14. Jones, W. R., Johnson, R. L., Winer, W. O. and Sanborn, D. M., Pressure--Viscosity Measurements for
Several Lubricants to 5.5x10
8
N/m
2
(8x10
4
psi) and 149C (300F), ASLE Transactions, 18, pp. 249 262,
1975.
15. Brooks, F. C. and Hopkins, V., Viscosity and Density Characteristics of Five Lubricant Base Stocks at
Elevated Pressures and Temperatures, Preprint number 75--LC--3D--1, presented at the ASLE/ASME
Lubrication Conference, Miami Beach, FL, October 21 23, 1975.
16. Dowson, D. and Higginson, G. R., New Roller -- Bearing Lubrication Formula, Engineering, (London),
Vol. 192, 1961, pp. 158--159.
17. Dowson, D. and Higginson, G.R., Elastohydrodynamic Lubrication -- The Fundamentals of Roller and
Gear Lubrication, Pergamon Press (London), 1966.
18. Dowson, D., Elastohydrodynamics, Paper No. 10, Proc. Inst. Mech. Engrs., Vol. 182, Pt. 3A, 1967,
pp. 151--167.
19. Dowson, D. and Toyoda, S., A Central Film Thickness Formula for Elastohydrodynamic Line Contacts,
5th Leeds--Lyon Symposium Proceedings, Paper 11 (VII), 1978, pp. 60--65.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
50
20. Wellauer, E. J. and Holloway, G.A., Application of EHD Oil Film Theory to Industrial Gear Drives,
Transactions of ASME, J. Eng., Ind., Vol. 98., series B, No 2, May 1976, pp. 626--634.
21. Moyer, C. A. and Bahney, L.L., Modifying the Lambda Ratio to Functional Line Contacts, STLE Trib.
Trans. Vol. 33 (No. 4), 1990, pp. 535--542.
22. Viscosity and pressure -- viscosity data supplied by Mobil Technology Company and Kluber Lubrication.
23. Sayles, R.S. and Thomas, T.R., Surface Topography as a Nonstationary RandomProcess, Nature, 271,
pp. 431--434, February 1978.
24. Handbook of Mathematical Functions, National Bureau of Standards (NIST), U.S. Government Printing
Office, Washington, D.C., 1964.
25. Rough Surfaces, edited by Thomas, T.R., Longman, Inc., New York, 1982, p. 92.
26. Errichello, R., Friction, Lubrication and Wear of Gears, ASMHandbook, Vol. 18, Oct. 1992, pp. 535--545.
27. Blok, H., The Postulate About the Constancy of Scoring Temperature, Interdisciplinary Approach to the
Lubrication of Concentrated Contacts, NASA SP--237, 1970, pp. 153--248.
28. ANSI/AGMA 9005--E02, Industrial Gear Lubrication.
29. Winter, H. and Michaelis, K., Scoring Load Capacity of Gears Lubricated with EP--Oils, AGMA Paper No.
P219.17, October, 1983.
30. Almen, J.O., Dimensional Value of Lubricants in Gear Design, SAE Journal, Sept. 1942, pp. 373--380.
31. Borsoff, V.N., Fundamentals of Gear Lubrication, Summary Report for Period March 1953 to May 1954,
Bureau of Aeronautics, Shell Development Company, Contract No. 53--356c, p. 12.
32. Borsoff, V.N., On the Mechanism of Gear Lubrication, ASME Journal of Basic Engineering, Vol. 81,
pp. 79--93, 1959.
33. Borsoff, V.N. and Godet, M.R., A Scoring Factor for Gears, ASLE Transactions, Vol. 6, No. 2, 1963,
pp. 147--153.
34. Borsoff, V.N., Predicting the Scoring of Gears, Machine Design, January 7, 1965, pp. 132--136.
35. ANSI/AGMA 6011--H98, Specification for High Speed Helical Gear Units.
36. Nakanishi, T. and Ariura, Y., Effect of Surface--Finishing on Surface Durability of Surface--Hardened
Gears, MPT 91, JSME International Conference on Motion and Power Transmissions, 1991, pp. 828--833.
37. Tanaka, S., et al, Appreciable Increases in Surface Durability of Gear Pairs with Mirror--Like Finish,
ASME Paper No. 84--DET--223, 1984, pp. 1--8.
38. Ueno, T., et al, Surface Durability of Case--Carburized Gears on a Phenomenon of Gray Staining of
Tooth Surface, ASME Paper No. 80--C2/DET--27, 1980, pp. 1--8.
39. Olver, A.V., Micropitting of Gear Teeth -- Design Solutions, presented at Aerotech 1995, NEC
Birmingham, October 1995, published by I. Mech. E., 1995.
40. FVAInformation Sheet Micropitting, No. 54/7 (July, 1993) Forschungsvereinigung Antriebstechnik e.V.,
Lyoner Strasse 18, D--60528, Frankfurt/Main.
41. Bowen, C. W., The Practical Significance of Designing to Gear Pitting Fatigue Life Criteria, ASME Paper
77--DET--122, September 1977.
42. Dudley, D.W., Characteristics of Regimes of Gear Lubrication, International Symposiumon Gearing and
Power Transmissions, Tokyo, Japan, 1981.
43. Blok, H., The Thermal --Network Method for Predicting Bulk Temperatures in Gear Transmissions, Proc.
7th Round Table Discussion on Marine Reduction Gears held in Finspong, Sweden, 9--10 September 1969.
44. Blok, H., Thermo--Tribology -- Fifty Years On, keynote address to the Int. Conf. Tribology; Friction,
Lubrication and Wear -- 50 Years On, Inst. Mech. Engrs., London, 1--3 July 1987, Paper No. C 248/87.
AGMA 925--A03 AMERICAN GEAR MANUFACTURERS ASSOCIATION
51
45. Ku, P.M. and Baber, B.B., The Effect of Lubricants on Gear Tooth Scuffing, ASLE Transactions, Vol. 2,
No. 2, 1960, pp. 184--194.
46. Winter, H., Michaelis, K. and Collenberg, H.F., Investigations on the Scuffing Resistance of High--Speed
Gears, AGMA Fall Technical Meeting Paper 90FTM8, 1990.
47. ANSI/AGMA 6002--B93, Design Guide for Vehicle Spur and Helical Gears.
48. Barish, T., How Sliding Affects Life of Rolling Surfaces, Machine Design, 1960.
49. Massey, C., Reeves, C. and Shipley, E.E., The Influence of Lubrication on the Onset of Surface Pitting in
Machinable Hardness Gear Teeth, AGMA Technical Paper 91FTM17, 1991.
PUBLISHED BY
AMERICAN GEAR MANUFACTURERS ASSOCIATION
1500 KING STREET, ALEXANDRIA, VIRGINIA 22314
You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Manual Del DanielDocument70 pagesManual Del DanielPAZIPA12No ratings yet
- HV Cast Iron Motors HXR Brochure 9akk104629 en 052009Document16 pagesHV Cast Iron Motors HXR Brochure 9akk104629 en 052009Avijit SenNo ratings yet
- Integrated ContractsDocument12 pagesIntegrated ContractsAnonymous uL3JlWfhNo ratings yet
- High-Performance Decanter: Applications Working PrincipleDocument4 pagesHigh-Performance Decanter: Applications Working PrincipleAnonymous uL3JlWfhNo ratings yet
- Electropolishing PDFDocument30 pagesElectropolishing PDFAnonymous uL3JlWfh100% (2)
- BOC Gases Technical HBDocument20 pagesBOC Gases Technical HBNiong DavidNo ratings yet
- Conversão de TemperaturasDocument1 pageConversão de TemperaturasAnonymous uL3JlWfhNo ratings yet
- Lecture - Material AlloyCompDocument1 pageLecture - Material AlloyCompHamdani NurdinNo ratings yet
- OECD - Glossary of Industrial Ion Economics and Competition LawDocument90 pagesOECD - Glossary of Industrial Ion Economics and Competition LawDavidNo ratings yet
- Sae 1000 PsiDocument6 pagesSae 1000 PsiAnonymous uL3JlWfhNo ratings yet
- Glossary Stone Industry TermsDocument29 pagesGlossary Stone Industry Termsrayboy113No ratings yet
- PPP Modalities PDFDocument6 pagesPPP Modalities PDFAZNo ratings yet
- Guideline Specifications PDFDocument5 pagesGuideline Specifications PDFAnonymous uL3JlWfh0% (1)
- CJC Off-Line Fine Filter Insert: ApplicationDocument1 pageCJC Off-Line Fine Filter Insert: ApplicationAnonymous uL3JlWfhNo ratings yet
- Guideline Specifications PDFDocument5 pagesGuideline Specifications PDFAnonymous uL3JlWfh0% (1)
- B AlstonDocument176 pagesB AlstonAnonymous uL3JlWfhNo ratings yet
- Itf Rules of Tennis: Published by Itf LTD Bank Lane Roehampton London Sw15 5Xz UkDocument44 pagesItf Rules of Tennis: Published by Itf LTD Bank Lane Roehampton London Sw15 5Xz UkElforodeltenis OriginalNo ratings yet
- British GagesDocument1 pageBritish GagesAnonymous uL3JlWfhNo ratings yet
- Electropolishing PDFDocument30 pagesElectropolishing PDFAnonymous uL3JlWfh100% (2)
- CJC Off-Line Fine Filter Insert: ApplicationDocument1 pageCJC Off-Line Fine Filter Insert: ApplicationAnonymous uL3JlWfhNo ratings yet
- Norit Brochure Ac Gas and AirDocument11 pagesNorit Brochure Ac Gas and AirAnonymous uL3JlWfhNo ratings yet
- Electric AtuatorDocument4 pagesElectric AtuatorAnonymous uL3JlWfhNo ratings yet
- Celebrating: Y E A R SDocument6 pagesCelebrating: Y E A R SAnonymous uL3JlWfhNo ratings yet
- Floatation SystemsDocument2 pagesFloatation SystemsAnonymous uL3JlWfhNo ratings yet
- Duplex1 4Document3 pagesDuplex1 4Anonymous uL3JlWfhNo ratings yet
- AtuadoresDocument6 pagesAtuadoresAnonymous uL3JlWfhNo ratings yet
- 22Document8 pages22Anonymous uL3JlWfhNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Physics Chapter 13 HWDocument9 pagesPhysics Chapter 13 HWSam ZahzouhiNo ratings yet
- Models of FlowDocument22 pagesModels of FlowMech Sec ANo ratings yet
- Interference and Superposition of WavesDocument4 pagesInterference and Superposition of WavescalikNo ratings yet
- SPE-16083 Transprte de Cutting en DireccionalDocument11 pagesSPE-16083 Transprte de Cutting en DireccionalCamila PalaciosNo ratings yet
- Fluent-Intro 15.0 WS08b Vortex SheddingDocument39 pagesFluent-Intro 15.0 WS08b Vortex Sheddingmatteo_1234No ratings yet
- Gravitation MCQ TestDocument2 pagesGravitation MCQ TestrhythmNo ratings yet
- Axially Loaded Members PDFDocument50 pagesAxially Loaded Members PDFCharbel Saad SaadNo ratings yet
- HW 3 6Document4 pagesHW 3 6Juan Esteban Hernandez AlvarezNo ratings yet
- Hydraulics New EditedDocument93 pagesHydraulics New EditedalutttNo ratings yet
- Teacher Notes - Activity 20: Projectile Motion-Initial Speed and Time of FlightDocument2 pagesTeacher Notes - Activity 20: Projectile Motion-Initial Speed and Time of FlightAlbert Alcantara BernardoNo ratings yet
- .Eoc Test Prep W AnsDocument97 pages.Eoc Test Prep W AnsGrace Fafel100% (2)
- Use The Standard MCL Test Booklet Only.: Prepared By/ Date (Faculty Member)Document2 pagesUse The Standard MCL Test Booklet Only.: Prepared By/ Date (Faculty Member)Arct John Alfante ZamoraNo ratings yet
- Exp 1 Thin-Thick Cylinders AnalysisDocument9 pagesExp 1 Thin-Thick Cylinders AnalysisDarshan Shaarma25% (4)
- Theory:: Experiment No. 03 Aim: Shear Test On Mild Steel and Aluminum (Single and Double Shear Tests) Apparatus UsedDocument5 pagesTheory:: Experiment No. 03 Aim: Shear Test On Mild Steel and Aluminum (Single and Double Shear Tests) Apparatus UsedRaj TondayNo ratings yet
- Design of Compression Members-1Document36 pagesDesign of Compression Members-1Francine MorescaNo ratings yet
- Summative TestDocument2 pagesSummative TestAirah Jane Caspillo Jocson100% (2)
- Motion in One Direction Part 1Document3 pagesMotion in One Direction Part 1xinned2020No ratings yet
- Noise Control in Residential Buildings: July 2020Document26 pagesNoise Control in Residential Buildings: July 2020sanjanna bNo ratings yet
- What Is EnergyDocument2 pagesWhat Is Energyulanrain311No ratings yet
- 2019 USPAS Lecture 6Document37 pages2019 USPAS Lecture 6MohsenNo ratings yet
- Hibbeler S14 e CH 2 P 56Document2 pagesHibbeler S14 e CH 2 P 56Peewee DelightNo ratings yet
- SP16 - RC 1978Document252 pagesSP16 - RC 1978tariq anwar100% (1)
- FreeFEM Tutorial ShovkunDocument6 pagesFreeFEM Tutorial ShovkunMohamad TayeaNo ratings yet
- Metamaterials For Acoustic NoiDocument43 pagesMetamaterials For Acoustic NoiMaría Nahomy Castillo AbrilNo ratings yet
- Post-Buckling Behaviour of A Steel Column: 4.0 Methods Adopted and ResultsDocument1 pagePost-Buckling Behaviour of A Steel Column: 4.0 Methods Adopted and ResultsBeny AbdouNo ratings yet
- IMU BasicsDocument36 pagesIMU BasicsTuhin RahariyaNo ratings yet
- Project Item Detail 01: DesignDocument10 pagesProject Item Detail 01: DesignsaravqwertyNo ratings yet
- The Effects of Addendum Modification Coefficient On Tooth Stresses of Spur GearDocument8 pagesThe Effects of Addendum Modification Coefficient On Tooth Stresses of Spur GearSezgin BayrakNo ratings yet
- 2021 DSE Phy 1A - (E)Document16 pages2021 DSE Phy 1A - (E)victorliwaitakNo ratings yet
- CE EVALUATION EXAM No. 5 - Buoyancy, Equilibrium, Fluid Flows (Answer Key)Document5 pagesCE EVALUATION EXAM No. 5 - Buoyancy, Equilibrium, Fluid Flows (Answer Key)Angelice Alliah De la CruzNo ratings yet