You might also like
- Compact NSX Installation GuideDocument11 pagesCompact NSX Installation GuideNemanjaGlisicNo ratings yet
- Practical TPM Chpt2Document18 pagesPractical TPM Chpt2NemanjaGlisicNo ratings yet
- FLENDERDocument79 pagesFLENDERekin100% (4)
- FSC13 Scoring Total All 01Document1 pageFSC13 Scoring Total All 01NemanjaGlisicNo ratings yet
- 2011 Rockshox Fork Oil ChartDocument2 pages2011 Rockshox Fork Oil ChartchichetasNo ratings yet
- Wireless Pressure Sensors For Optimized Sail TrimmingDocument1 pageWireless Pressure Sensors For Optimized Sail TrimmingNemanjaGlisicNo ratings yet
- Speed Guide ExplanationDocument7 pagesSpeed Guide ExplanationNemanjaGlisicNo ratings yet
- 600 Forms Editing! 2Document570 pages600 Forms Editing! 2widodo dp96% (24)
- LinMot Data Book e RecentDocument580 pagesLinMot Data Book e RecentNemanjaGlisicNo ratings yet
- 12) Formulae Student UK 2013Document4 pages12) Formulae Student UK 2013Amir RasyadanNo ratings yet
- 2011 Vivid Air Technical ManualDocument27 pages2011 Vivid Air Technical ManualNemanjaGlisicNo ratings yet
- Aeromotive Manual RailDocument13 pagesAeromotive Manual RailNemanjaGlisicNo ratings yet
- IRSCDocument8 pagesIRSCNemanjaGlisicNo ratings yet
- 2013 Fork Rockshox Service ManualDocument83 pages2013 Fork Rockshox Service ManualXc Cristi0% (1)
- Laval NozzleDocument4 pagesLaval NozzleNemanjaGlisicNo ratings yet
- FSAE Racecar Brake DesignDocument41 pagesFSAE Racecar Brake DesignJonathan WallerNo ratings yet
- FormulaStuden RaceCar EngineDocument18 pagesFormulaStuden RaceCar EngineNemanjaGlisicNo ratings yet
- Idle ValvesDocument13 pagesIdle ValvesNemanjaGlisicNo ratings yet
- This Is Neither A Simple Nor A Straightforward Computation ProcessDocument4 pagesThis Is Neither A Simple Nor A Straightforward Computation ProcessNemanjaGlisicNo ratings yet
- FSAE Aero Initial Performance Predictions - MonashDocument10 pagesFSAE Aero Initial Performance Predictions - MonashPedro BarataNo ratings yet
- AEROCOM-Roll Cage Info Sheet (Aug-2012) (1) InchesDocument2 pagesAEROCOM-Roll Cage Info Sheet (Aug-2012) (1) InchesNemanjaGlisicNo ratings yet
- Fuel Injectors NozzlesDocument110 pagesFuel Injectors NozzlesNemanjaGlisicNo ratings yet
- 2011 Fsae MQPDocument92 pages2011 Fsae MQPBrijesh GautamNo ratings yet
- Paddle SPaddle ShifterhifterDocument32 pagesPaddle SPaddle ShifterhifterNemanjaGlisicNo ratings yet
- Camshaft Angle VariatorDocument2 pagesCamshaft Angle VariatorNemanjaGlisicNo ratings yet
- Cam BookDocument69 pagesCam BookMarco Bissoli100% (3)
- Valve TimingDocument11 pagesValve TimingAmanda HayesNo ratings yet
- Chain Noise Excitation in Combustion Engines - Numerical Simulation and Verification of Different Chain TypesDocument15 pagesChain Noise Excitation in Combustion Engines - Numerical Simulation and Verification of Different Chain TypesNemanjaGlisicNo ratings yet
- Small Engine EFI Installation GuideDocument58 pagesSmall Engine EFI Installation GuideNemanjaGlisicNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Food Tenant Cooling Load CapacityDocument18 pagesFood Tenant Cooling Load CapacityVanne Jo PajoNo ratings yet
- Par de Apriete en BridasDocument1 pagePar de Apriete en BridasJose Humberto ArandaNo ratings yet
- Non Return ValveDocument1 pageNon Return Valvemekhman mekhtyNo ratings yet
- Commissioning of HVAC Systems Technical Guide: (Red Colored Italicized Text in Parentheses) Red Colored TextDocument19 pagesCommissioning of HVAC Systems Technical Guide: (Red Colored Italicized Text in Parentheses) Red Colored TextNorman CanlasNo ratings yet
- Lecture On SpringsDocument43 pagesLecture On SpringsAbreo Dan Vincent AlmineNo ratings yet
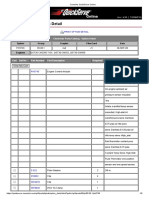
- Parts Catalog - Option DetailDocument3 pagesParts Catalog - Option DetailmunhNo ratings yet
- 2 Stroke and 4 Stroke EngineDocument19 pages2 Stroke and 4 Stroke EngineArun KumarNo ratings yet
- Pra Ukp 1Document35 pagesPra Ukp 1Fauzan FatihNo ratings yet
- Brake System (Emu)Document32 pagesBrake System (Emu)Md Arifullah100% (1)
- Gear Types by KHK Gears p561-592Document32 pagesGear Types by KHK Gears p561-592amir_fortunateNo ratings yet
- Prelim Lecture Activity 2 - LaboratoryDocument2 pagesPrelim Lecture Activity 2 - LaboratoryAngel CareNo ratings yet
- Thermo-2 - Worksheet and Assignment 1Document16 pagesThermo-2 - Worksheet and Assignment 1Çãłl Mê MęlkãNo ratings yet
- Bill of Quantity Pekerjaan Pengadaan Peralatan Utama Tata Udara Proyek Rpa Giritontro Wono Giri Jawa TengahDocument29 pagesBill of Quantity Pekerjaan Pengadaan Peralatan Utama Tata Udara Proyek Rpa Giritontro Wono Giri Jawa TengahSyahrulNo ratings yet
- Yamaha R1 Service Manual 2007Document426 pagesYamaha R1 Service Manual 2007Olle P85% (34)
- Assignment No. 3Document4 pagesAssignment No. 3Jesica VariasNo ratings yet
- Cortadora FresaDocument6 pagesCortadora FresaMarcelo AguileraNo ratings yet
- Bolts Design Strength Tables EN 1993-1-8Document2 pagesBolts Design Strength Tables EN 1993-1-8ValentinNo ratings yet
- Rotating Equipment API StandardsDocument1 pageRotating Equipment API StandardsGaurav Tripathi100% (2)
- Indesit Coduri PieseDocument59 pagesIndesit Coduri PieseglockshutNo ratings yet
- DIECI AGRISTAR MANUAL AXH1148 - UK - Ed02 - Agri SIRZ (Max Power Star)Document276 pagesDIECI AGRISTAR MANUAL AXH1148 - UK - Ed02 - Agri SIRZ (Max Power Star)EDUARDOLOPEZMONTES75% (4)
- Driven Tool Holders - MazakDocument54 pagesDriven Tool Holders - MazakLuvuyo ZithoNo ratings yet
- Velocity in Mechanisms: Instantaneous Centre MethodDocument17 pagesVelocity in Mechanisms: Instantaneous Centre MethodDrew LadlowNo ratings yet
- c5 Lathe 120203152613 Phpapp02Document30 pagesc5 Lathe 120203152613 Phpapp02Preavin Kutty Thamotharan100% (1)
- S1S2 Mechanical Assignment 1Document2 pagesS1S2 Mechanical Assignment 1Kailas Sree Chandran0% (2)
- Series 430 - Model 431B - Horizontal Single Stage Split Case PumpsDocument4 pagesSeries 430 - Model 431B - Horizontal Single Stage Split Case PumpsCallaghan Pump and Controls, Inc.No ratings yet
- 2015 MNCDocument33 pages2015 MNChiepNo ratings yet
- MANUAL PACIFIC E27 - EG27 Rev 01-17 ENGDocument94 pagesMANUAL PACIFIC E27 - EG27 Rev 01-17 ENGArturNo ratings yet
- Motor Compactera PPN13KB DatasheetDocument1 pageMotor Compactera PPN13KB DatasheetBabobrillNo ratings yet
- XT Style Hubs & BushingsDocument4 pagesXT Style Hubs & BushingsAlejandro HernandezNo ratings yet
- Price List: Crompton Greaves Consumer Electricals LimitedDocument25 pagesPrice List: Crompton Greaves Consumer Electricals LimitedNishanth GaneshNo ratings yet