Professional Documents
Culture Documents
3935 A722-43007 - Rev00 - 01
Uploaded by
Elena CucerOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
3935 A722-43007 - Rev00 - 01
Uploaded by
Elena CucerCopyright:
Available Formats
NSTRUCTONS
This drawing or document, being the
property of MH, may neither be copied,
reproduced, read by any other third party
nor used for any purpose other than
designated without previous written
consent of MH, regardless of the status
of the patent, whether prior to filing,
pending, or registered.
CONFDENTAL
FOR CONSTRUCTON
INSPECTION RECORD
FOR
RF-731-E3 LUBE OIL COOLER
OF
RF-731 REFRIGERATOR(B.05)
(MNF.: GEA REFRIGERATION ITALY)
FR No.:
FR-0126
DSTR
Document Category for Owner OWNER E
Appx. 9-2.1 3.3.1 MCC -
Appx. 9-6
CLASS A e - Sojitz -
CODE (by Owner) 1 2 3
RC E
PM -
46 SHEETS WTH COVER EM -
R
E
V
O
N
S
SM -
QA/QC *
PROCURE
COST _
SCHEDULE -
NO DATE DESCRPTON REFERENCE
APP'D APP'D APP'D PROCESS -
SECTON MACHNERY PROJECT TEAM
ORDER NO. 533820 CUSTOMER:
JSC GAZPROM NEFTEKHM SALAVAT (GNS)
EQUP -
PROJECT TEAM : RSAE PROJECT
MACHNE *
FURNACE -
APPROVED
99/*
PPNG -
-
PROJECT:
NSTRU -
MACHNERY
RSAE PROJECT
ELECT -
SECTON Plant QA Group CVL -
APPROVED
GNS DWG. NO. :
CONST *
3.3.1
- - -
- -
- -
MH DWG. NO. : REV. VENDOR -
3935 A722-43007
0
SPARE -
DRAWN DATE 8-Apr.-2014 TOTAL 0
MITSUBISHI HEAVY INDUSTRIES, LTD.
DOCUMENTAZIONE APPARECCHIO
EQUPMENT BOOK
CLIENTE N DI FABBRICA
Client GEA Refrigeration taly Serial nr. 1262
ORDINE N SIGLA
Order nr. 3314016349-1 del 12/02/2013 Item RF-731-E3
COMMESSA DISEGNO N
Job 2037/A Drawing nr. TCF-1438
INDICE
Index
CLENTE
Client GEA Refrigeration taly
N D FABBRCA
Serial nr. 1262
ORDNE N
Order nr. 3314016349-1 del 12/02/2013
SGLA
Item RF-731-E3
COMMESSA
Job 2037/A
DSEGNO N
Drawing nr. TCF-1438
SERVZO
Service LUBE OL COOLER
COLLAUDO
Inspection WORKSHOP + CLENT + GQS
Descrizione
Description
N.
N
Pagina
Page
Certificato di conformit
Certificate of conformit 1 1
Certificato di prova idraulica
!drostatic test certificate 2 3
Certificato di controllo visivo
"is#al test certificate 3 1
Certificato di controllo dimensionale
Dimensionai test certificate 4 1
Certificato di visita interna
Internal visit certificate 5 1
Certificato di controllo materiali
$aterials c%ec& certificate 6 1
Lista materiali
$aterials list 7 1
Certificati materiali
$aterial certificates 8 21
Piano ispezioni
Inspections plan 9 3
Quaderno delle saldature
'elding boo& 10 19
Qualifiche del personale CND
(#alification man forND) 11 2
Certificati di controlli non distruttivi
Non distr#ctive test certificates 12 5
Certificato di controllo lembi da saldare e puntatura
Certificate of bevels and fit*#p c%ec& 13 1
Certificati visivo dimensionali fascio tubiero
Dimensional and vis#al test certificates of t%e t#be b#ndle 14 3
Certificati complementari
Complementar certificates 15 2
Copia targa dati
Nameplate cop 16 1
Manuale d'uso e manutenzione
$an#al for operation and maintenance 17 8
Calcoli meccanici
$ec%anical calc#lations 18 104
Disegno costruttivo
Constr#ction drawing 19 1
Data
Date 05/08/2013
FrateIIi MAGNI s.a.s.
20064 GORGONZOLA (Milano) Via Parini,60
tei. 02 95.30.28.68 r.a. fax 02 95.30.00.91
C.F./P.VA FF00686490152
email : info@fratellimagni.com website : www.fratellimagm.com
Quality System Certified UN EN SO 9001 :2008 (TOM 1472/)
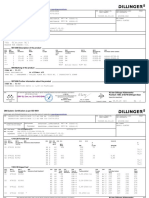
CERTFCATO D VERFCA
DELLA TARATURA
Spett. Ditta
D.C.D. NOX snc
VA BARCELLONA, 35
20093 COLOGNO MONZESE
NUMERO: FM/9327/12 RCHESTA: 941 del 21.11.2012
Manometro: DN 80 campo scala 0/60 bar MatricoIa: 17566
OGGETTO:
Costruttore: FRATELL MAGN CIasse precisione : 1,0 % Divisione minima: 1,0 bar
CONDIZIONI AMBIENTALI : CONDIZIONI DI TARATURA:
Temperatura ambiente: 20 +/- 1C Posizione: verticaIe
Pressione atmosferica : 1005 +/- 5 mbar FIuido: da -1 a +25 bar : aria
da +25 a+1100 bar : olio
Umidit reIativa : 65%
STRUMENTI DI RIFERIMENTO:
AEPLabDDMn309184 -1+2,5 bar g- certificato S..T n7312P del 24/01/12 - Centro Taratura n 93
Druck DP 145: n0453-97-02/490193 -1+2 barg- certificatoUKAS n 0046071 del 31/05/12 - Centro Taratura n 0221
Druck DP 145: n0453-97-02/891045 0/10 bar g- certificatoUKAS n0046071 del 31/05/12 - Centro Taratura n 0221
AEP Lab DDM n710317 0/20 bar g - certificato S..T. n K0212P del 22/06/12 - Centro Taratura n 93
Druck DP 145: n0453-97-O2/889378 0/35 bar g- certificatoUKAS n0046071de31/05/12 - Centro Taratura n 0221
AEP Lab DDM n609609 0/50 bar g - certificato S..T. n74112Pdel 16/05/12 -CentroTaratura n 93
AEPLabDDMnB02319 0/100 bar g- certificato S..T. n 9351 P del 27/06/11 - Centro Taratura n 93
Druck DP 145: n0453-97-02/1376167 0/200 bar g- certificatoUKAS n 0046071 del 31/05/12 - Centro Taratura n 0221
AEPLabDDMn121415 0/700 bar g- certificato S.LT. n7412P del 24/01/12 - Centro Taratura n 93
Bilancia Pesi S. BARNET 9189/6 - n 7031 10/1100 bar g- certificato S..T. n00.020 del 24/01/00-Centro Taratura .n 25
PRESSIONE NOMINALE (bar) 0,00 10,00 20 B0 30,00 40,00 50,00 60,00
VALORE NDCATO (bar) Salila 0,00 9,65 19,72 29,78 39,82 50,12 60,31
VALORE NDCATO (bar) Discesa 0,00 9,94 19,98 30,03 40,09 50,20
ERRORE (%) Salita 0,00 0,58 0,47 0,37 0,30 -0,20 -0,52
ERRORE (%) Discesa 0,00 0,10 0,03 -0,05 -0,15 -0,33
Max errore (massimo errore di indicazione) % f.s. = Emax = 0,58
risultali di misura riportati nella presente dichiarazione sono stati ottenuti applicando la Procedura (PR-O9-0) del Sistema Qualit Aziendale (UN
EN SO 9001:2008 certificato CM n1472/3).
NCERTEZZA DEL PROCEDMENTO D TARATURA:
ncertezza di misura del procedimento di taratura: t=p + s = 0,46% di f.s.
p = incertezza di misura dello strumento campione 0,03 % di f.s.
s = incertezza di indicazione dello strumento in taratura 0,43% di f.s.
(risoluzione) calcolata come 1/4 della divisione minima sul % f.s.
NCERTEZZA DELLO STRUMENTO N TARATURA:
Se si effettuano le opportune correzioni rispetto ad ogni punto di misura sulla base degli errori di indicazione sopra riportati, l'incertezza di misura m
dello strumento in taratura pari a quella t del procedimento di taratura.
Nel caso non si effettuino correzioni ai valori misurati, l'incertezza m di misura dello strumento in taratura, espressa come due volte lo scarto tipo,
pari
rti = incertezza di misura dello strumento in taratura lm= = 0,74 % di f.s.
I documenti reIativi ai campioni primari sono consuItabiIi presso Ia ns. sede di GorgonzoIa
DATA TECNCO RESPONSABLE QUALTA'
03/12/2012 QUADR ANGELO ENZO BRAMBLLA
CQS 155
NSPECTOR NAME
REVEWED WTNESSED
MONTORED SPOT WTNESSED
DATE 24 JUN 2013 SGNATURE
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 24/6/13 ch'K
ALLEGATO 5
+ttac%ment ,
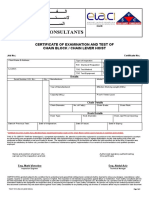
CERTIFICATO DI VISITA INTERNA
NTERNAL VST CERTFCATE
CLIENTE N DI FABBRICA
P#rc%aser GEA Refrigeration taly Serial nr. 1262
ORDINE N SIGLA
Order nr. 3314016349-1 del 12/02/2013 Item RF-731-E3
COMMESSA DISEGNO N
Job 2037/A Drawing nr. TCF-1438
Questo certificato per autenticare che Io scambiatore di caIore di cui aII'ordine sopra indicato
stato sottoposto a visita interna.
)%is is to certif t%at t%e %eat e-c%anger covered b t%e above mentioned order %as satisfactor
passed t%e internal visit.
Esito deIIe prove
.es#lt of test SATSFACTORY
Firma costruttore
$an#fact#rer signat#re
Firma ispettore
Inspector signat#re
Firma cIiente
Client signat#re
Data
Date 30/05/2013
Note
Notes
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 24/6/13 ch'K
ALLEGATO 7
+ttac%ment /
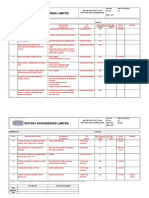
CLIENTE N DI FABBRICA
P#rc%aser
GEA REFRGERATON S.p.A.
Serial nr. 1262
ORDINE N SIGLA
Order nr.
3314016349 del 12/02/2013
Item RF-731-E3
COMMESSA DISEGNO N
Job 2037/A
Drawing nr TCF-1438
Pos.
POS.
Descrizione
Description
Spessore
)%ic&ness
CoIata
!eat n#mber
Costruttore
$an#fact#rer
Certificato
Certificate
Data
Date
1 CAP 9,52 41789 OFF. MEC. RGH 1600/13-SR 14/03/2013
2 CHANNEL from PPE 9,52 47858 ARCELOR MTTAL B 449/3 22/02/2013
3 MAN FLANGE 58 30222 RE-OMBA 131572/3 11/04/2013
4 TUBESHEET 38 323033 GALPERT 587 04/06/2013
5 TUBESHEET 38 323033 GALPERT 587 04/06/2013
6 STUD BOLT 3/4" L=120 CD8813 BULLONERA VLLA 130802 13/06/2013
7 NUT 3/4" 45707 BULLONERA VLLA 130802 13/06/2013
11 PPE 7,62 108037 TUBOS REUNDOS 0000304771/1 03/10/2011
12 WN FLANGE 3" 212456 DUEV 1391 06/05/2013
13 LWN FLANGE 2" 214540 MONTCELL 108-2013 11/04/2013
14 SHELL from PPE 9,52 47858 ARCELOR MTTAL B 449/3 22/02/2013
15 EXCHANGER TUBE 2,11 192720 215798 RONCON 13390 28/03/2013
21 RENF. PLATE 10 1TL589 METNVEST 254441 14/02/2012
26 RENF. PLATE 10 1TL589 METNVEST 254441 14/02/2012
Firma costruttore
$an#fact#rer signat#re
Firma cIiente
Client signat#re
Firma ispettore
Inspector signat#re
Data
Date 14/06/2013
SCHEMA STAMPGLATURE
STAMPNG OUTLNE
SGL
A
TE
M
RF-731-E3
cor
r.
JOB
2037/A
N.F.
S.N. 1262
DS.
DW
G.
TCF-1438
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 14/06/13 ch'K
CQS 155
NSPECTOR NAME
REVEWED WTNESSED
MONTORED SPOT WTNESSED
DATE 24 JUN 2013 SGNATURE
//
Phone +39 0523 8617:1
Fax -+39 0523 862794
COMPANY WITH QUALITY MANAGEMENT
SYSTEM CERTIFIED BY /HEPA3BOPHHBO/
ISO 9001:2008
INSPECTION CERTIFICATE
ABNAHMEPRUFZEUGNIS
CERTIFICAT DE RECEPTION
CERTIFICATO DI ISPEZIONE
EN 10204: 2004
CERT No. 1600/13-SR
REV No. 0
x 3.1 3.2 DATE 14/03/2013
CLIENT
COMMERCIALE TUBI ACCIAIO SPA
ORDER No
LS-0OO0O69
OMR JOB No
38025
We hereby certify that the Iisted materiaIs have been manufactured in compIiance with the
above standards and order specifications if any.
ASTM A420M-10A-ASME SA420 Sect.II Part A Ed. 10 - ASME B16.9-07 - SEAMLESS
ITEM O.TY DESCRIPTION HEAT
HEAT CODE OF
THEFTGS
RAWMATERIAL STEEL MAKER RAW CERT No CLIENT ITEM rSTOCK CODE
030 40 Caps 12- STD WPL6 41789 PIate
ILSENBURGER
GROBBLECH
722889
CHEMICAL COMO!ITION H= LADLE ANALISYS P* PRODUCT ANALISYS
HEAT c% Mn% Sl% P% S% Ni% Cr% Mo% Cu% V% Ti% Nb% AL%
Ceq LF
%
C.E.
(CSA) %
Pcm
%
PREN
%
J Factor
%
41789
H 0,16 0,89 0.19 0.012 0,003 0.12 0,05 0,01 0,03 0,004 0,002 0.02 0,04 0,33
P
MECHANICAL ROERTIE! ON RAW MATERIAL ON PIECES IN FINISHED CONDITION
TEST
TENSILE STRENGHT
Hardness
Max
IMPACT TEST (CHARPY V)
Direction
YELO
STR.0.2%
U.T.S
EntongaIitin
(2")
EntongjIion
(5.65. So) YS/
U.TS.
Direction Dimension Temp. Obtained VaIues (JouIes) Average LateraI Expansion
N/mm
2
N/mm
2
HB C 1 2 3 JouIes 1 2 3
818 L 343 461 30,9 0,0 0,74 13B L 10 X 7.5 -5O 169 193 171 178 0.00 0,00 0,00
REMAR"!#
METHOD OF FABRCATON: HOT FORMNG BETWEEN 780C AND 980C
HEAT TREATMENT: NORMALZNG AT 920C PERMANENCE 1 Hr/t WTH (30' min. MNMUM) COOLNG
N STLL AR
THS MATERAL MEETS THE SPECFCATON NACE MR 01-75/2003 SO 15156
AND NACE MR 01-03/2007 WHEN USED N THE SPECFC CONDTONS DETALED N THE
STANDARDS
VSUAL AND DEMENSONAL CONTROL OF FTTNGS: SATSFACTORY RESULTS.
Ceq %=C+(Mn)/6+(Cr+Mo+V)/5+(Ni+Cu)/15
LA SOCETE' O.M.R. SPA GARANTT QUELES PRODUTS, OBJET DU PRESENT
CERTFCAT RESPECTENT EN LEUR TOTALTE' LES PRESCRTONS DE L'ARTCLE 15
DE L\ARRETE MNSTEREL DU 24 MARS 1978 MODFE'
C<=0.25-S<=0.05-P<=0.05%-Rm<700 N/mm2-A%(L=5.65Vso)>16% Long. Rm(A-2)>10500-
Rp0.2/Rm<=0.9
MANUFACTURER AUTHORIZED INSPECTOR $ PURCHASER AUTHORIZED INSPECTOR OFFICIAL DESIGNATED INSPECTOR
DATE 14/03/13 DATE DATE
THE OUAUTY MANAGEMENT SYSTEM SUPPORTS THE REQUREMENT OF ANNEX 1. SECT. 4.3 OF PEO 97/23/EC
C
u
s
to
m
e
r
:
F
N
T
E
C
S
.
R
.
L
.
T
h
is
d
o
c
u
m
e
n
t
is
r
e
p
r
o
d
u
c
e
d
b
y
a
c
o
m
p
u
t
e
r
iz
e
d
s
y
s
t
e
m
a
n
d
is
c
o
n
fo
r
m
t
o
t
h
e
o
r
ig
in
a
l
C
O
M
M
E
R
C
A
L
E
T
U
B
A
C
C
O
V
ia
le
L
id
ic
e
4
0
-
G
r
u
g
lia
s
c
o
(
T
O
)
P
.O
.
N
o
.
:
P
0
:
5
2
8
1
.
1
3
u
e
a
r
o
.
:
4
1
7
8
9
K
g
C
t
a
's
jo
b
:
O
R
0
0
0
0
3
8
7
M
t
te
m
:
D
a
te
:
0
3
/
0
4
/
2
0
1
3
P
c
s
N
o
.
:
5
Manufacturer:
ArcelorMittal Tubular Products Roman S.A.
Stefan eel Mare Str.B1.15,ScA,Parter 1
Roman,Neamt,Romania
MILL TEST CERTIFICATE
according to EN 10204/3.1/2004
Page 1/6
B 449/3
22.02.2013
Buyer: T.AX. TUB ACCAO LOMBARDA SPA
Via G. Di Vittorio. 6, Zona bd., Fiorcnzuola
D'Arda. Piace 29017, taly
SEAMLESS STEEL LNE PPES
Total weight:
20266 tons
44 679 lbs
Total Length:
274.67 meters
901.15 feets
Pieces
24
Bundles
Standard: AP 5L PSL 1/SO 3183-2007; ASTM A 333/A 333M/2011:ASME SA 333/SA 333M/201 La:TS 02 REV.OS/24.01.2012 with
devotions as per ourTO no.2/03.072012:ASME B 16.25/2007:NACE MR 0175flSO 15156-2009; NACE MR 0103-2010
Buyer's
referenc
e
PO NO.: OF-120284
Dimensions: 323.80 x 9.52 ram
12.750x0.375 inch
Schedule: - Length: 10.00-11.80 m 32.81-38.71 feet
Contract 50000837
tem tem Client HydroTest: Bar PS MPa Time(sec) Steel Grade: Gr6/X52
3 - 179 2609 17.9 5
Chemical Analysis(%)
C Mn Si S P Cr Ni Cu Al Mo V Nb Ti B
Heat
Bulletin
No.
Product
Max 020 130 035 0.010 0.020 020 0.40 030 0.060 0.12 0.080 0.020 0.040 0.0010
Min - - 0.15 - - - - - 0.015 - 0.060 - - -
47858 Heat analysis 0.14 1.20 030 0.003 0.011 0.10 0.10 0.15 0.036 0.03 0.060 0.001 0.001 0.0004
47851 Heat analysis 0.15 120 027 0.004 0.010 0.05 0.12 020 0.024 0.03 0.060 0.001 0.001 0.0004
47848 Heatanalysis 0.13 1.20 030 0.005 0.017 0.07 0.11 020 0.027 0.02 0.060 0.002 0.001 0.0005
47858 297
Product
analysis
0.13 1.21 027 0.005 0.012 0.06 0.11 0.20 0.021 0.03 0.060 0.000 0.000 0.0000
47858 297
Product
analysis
0.13 1.20 027 0.005 0.012 0.06 0.11 0.20 0.021 0.03 0.060 0.000 0.000 0.0000
47851 252
Product
analysis
0.15 1.25 028 0.005 0.011 0.05 0.10 0.18 0.030 0.02 0.060 0.000 0.000 0.0001
47S5 252
Product
analysis
0.15 1.25 028 0.005 0.011 0.05 0.10 0.18 0.030 0.02 0.060 0.000 0.000 0.0001
47848 201
Product
analysis
0.13 1.29 026 0.004 0.010 0.07 0.09 0.16 0.023 0.03 0.060 0.001 0.000 0.0001
47848 201
Product
analysis
0.13 128 026 0.005 0.010 0.07 0.09 0.15 0.023 0.03 0.060 0.001 0.000 0.0001
Manufacturer:
ArcelorMittal Tubular Products Roman S.A.
Stefan eel Mare Str.B1.15,ScA,Parter 1
Roman,Neamt,Romania
MILL TEST CERTIFICATE
according to EN 10204/3.1/2004
Page 1/6
B 449/3
22.02.2013
Buyer: T.AX. TUB ACCAO LOMBARDA SPA
Via G. Di Vittorio. 6, Zona bd., Fiorcnzuola
D'Arda. Piace 29017, taly
SEAMLESS STEEL LNE PPES
Total weight:
20266 tons
44 679 lbs
Total Length:
274.67 meters
901.15 feets
Pieces
24
Bundles
Standard: AP 5L PSL 1/SO 3183-2007; ASTM A 333/A 333M/2011:ASME SA 333/SA 333M/201 La:TS 02 REV.OS/24.01.2012 with
devotions as per ourTO no.2/03.072012:ASME B 16.25/2007:NACE MR 0175flSO 15156-2009; NACE MR 0103-2010
Buyer's
referenc
e
PO NO.: OF-120284
Dimensions: 323.80 x 9.52 ram
12.750x0.375 inch
Schedule: - Length: 10.00-11.80 m 32.81-38.71 feet
Contract 50000837
tem tem Client HydroTest: Bar PS MPa Time(sec) Steel Grade: Gr6/X52
3 - 179 2609 17.9 5
Chemical Analysis(%)
Nb + V Nb+Ti+V Cr+Mo+Cu+Nb+V+Ti CE_W
T
A
L
S
P
A
-
T
H
S
D
O
C
U
M
E
N
T
S
R
E
P
R
O
D
U
C
E
D
B
Y
A
C
O
M
P
U
T
E
R
Z
E
D
S
Y
S
T
E
M
A
N
D
S
C
O
N
F
O
R
M
T
O
T
H
E
O
R
N
A
L
F
N
T
E
C
S
.
R
.
L
.
P
.
O
.
5
2
6
5
.
1
3
-
C
O
.
2
0
3
8
.
1
3
&
2
0
3
7
/
A
.
1
3
T
A
L
J
O
B
n
4
0
1
3
1
3
4
0
N
1
M
T
1
1
,
4
5
H
E
A
T
:
4
7
8
5
8
D
M
E
N
S
O
N
S
:
3
2
3
,
8
x
9
,
5
2
T
E
M
1
We state on our sole responsibility that the delivered products are in conformity with the
order requirements.
Quality Control Representative
Eng, lesami Cristian
Formular 12A. rev.9
T
A
L
S
P
A
-
T
H
S
D
O
C
U
M
E
N
T
S
R
E
P
R
O
D
U
C
E
D
B
Y
A
C
O
M
P
U
T
E
R
Z
E
D
S
Y
S
T
E
M
A
N
D
S
C
O
N
F
O
R
M
T
O
T
H
E
O
R
N
A
L
F
N
T
E
C
S
.
R
.
L
.
P
.
O
.
5
2
6
5
.
1
3
-
C
O
.
2
0
3
8
.
1
3
&
2
0
3
7
/
A
.
1
3
T
A
L
J
O
B
n
4
0
1
3
1
3
4
0
N
1
M
T
1
1
,
4
5
H
E
A
T
:
4
7
8
5
8
D
M
E
N
S
O
N
S
:
3
2
3
,
8
x
9
,
5
2
T
E
M
1
We state on our sole responsibility that the delivered products are in conformity with the
order requirements.
Quality Control Representative
Eng, lesami Cristian
Formular 12A. rev.9
Heat
Bulletin
No.
Product
Max 0.100 0.150 0.600 0.42
Min - - - -
47858 Heat analysis 0.061 0.062 0342 039
47851 Heat analysis 0.061 0.062 0342 0.40
47848 Heat analysis 0.062 0.063 0353 038
4785S 297
Product
analysis
0.060 0.060 0350 038
47858 297
Product
analysis
O.060 0.060 0350 0.38
47851 252
Product
analysis
0.060 0.060 0310 0.40
47S5 252
Product
analysis
0.060 0.060 0.310 0.40
47848 201
Product
analysis
0.061 0.061 0321 039
47848 201
Product
analysis
0.061 0.061 0311 039
CEpcm= C+Si/30+Mn/2(HCu/20+Ni/60+Cr/20+Mo/l 5+V/l 0+5B CE_S = C+Mn/ CEW = C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Manufacturer:
ArcelorMittal Tubular Products Roman S.A.
Stefan eel Mare Str.B1.15,ScA,Parter 1
Roman,Neamt,Romania
MILL TEST CERTIFICATE
according to EN 10204/3.1/2004
Page 1/6
B 449/3
22.02.2013
Buyer: T.AX. TUB ACCAO LOMBARDA SPA
Via G. Di Vittorio. 6, Zona bd., Fiorcnzuola
D'Arda. Piace 29017, taly
SEAMLESS STEEL LNE PPES
Total weight:
20266 tons
44 679 lbs
Total Length:
274.67 meters
901.15 feets
Pieces
24
Bundles
Standard: AP 5L PSL 1/SO 3183-2007; ASTM A 333/A 333M/2011:ASME SA 333/SA 333M/201 La:TS 02 REV.OS/24.01.2012 with
devotions as per ourTO no.2/03.072012:ASME B 16.25/2007:NACE MR 0175flSO 15156-2009; NACE MR 0103-2010
Buyer's
referenc
e
PO NO.: OF-120284
Dimensions: 323.80 x 9.52 ram
12.750x0.375 inch
Schedule: - Length: 10.00-11.80 m 32.81-38.71 feet
Contract 50000837
tem tem Client HydroTest: Bar PS MPa Time(sec) Steel Grade: Gr6/X52
3 - 179 2609 17.9 5
Tensile Test
Heat Gauge
Length Width/Diameter Thickness Section
Mechanical test
Bulletin No.
YS
N/mm
2
YS
(PS:1000)
UTS
N/mm
2
UTS
(PS:1000)
E %
YS/UTS
Max:-
mm inch mm inch mm inch mm
2
inch
2
47S5S Longitudinal Flat 50.8 2 38.10 1.500 9.10 0358 346.7 13.650 404 450.00 65.27 596.00 86.44 31.00 0.76
47858 Transversal Flat 50.8 2 38.10 1.500 9.70 0382 369.6 14.550 409B 438.00 63.53 585.00 84.85 28.70 0.75
47858 Transversal Flat 50.8 2 38.10 1.500 10.30 0.406 39X4 15.450 409B 500.00 72.52 581.00 84.27 27.20 0.86
47858 Transversal Flat 50.8 2 38.10 1.500 10.00 0.394 381.0 15.000 409B 429.00 62.22 576.00 83.54 29.10 0.74
47858 Transversal Flat 50.8 2 38.10 1-500 10.40 0.409 396.2 15.600 409B 437.00 6338 592.00 85.86 28.60 0.74
47851 Longitudinal Flat 50.8 2 38.10 1300 10.10 0.398 384.8 15.150 408 429.00 62.22 591.00 85.72 3330 0.73
47851 Longitudinal Flat 50.8 2 38.10 1.500 1030 0.406 392.4 15.450 413B 419.00 60.77 567.00 82.24 3430 0.74
47851 Longitudinal Flat 50.8 2 38.10 1.500 10.00 0.394 381.0 15.000 413B 428.00 62.08 572.00 82.96 32.70 0.75
47851 Longitudinal Flat 50.8 2 38.10 1.500 10.10 0398 384.8 15.150 413B 426.00 61.79 584.00 84.70 34.00 0.73
47851 Longitudinal Flat 50.8 2 38.10 1.500 10.00 0394 381.0 15.000 413B 428.00 62.08 580.00 84.12 32.40 0.74
47848 Longitudinal Flat 50.8 2 38.10 1.500 10.20 0.402 388.6 15300 408 401.00 58.16 559.00 81.08 35.90 0.72
47848 Longitudinal Flat 50.8 2 38.10 1.500 9.90 0.390 377.2 14.850 413B 415.00 60.19 573.00 83.11 35.30 0.72
47848 Longitudinal Flat 50.8 2 38.10 1.500. 10.10 0.398 384.8 15.150 413B 414.00 60.05 569.00 82.53 34.20 0.73
mpact Test
Heat mpact Test Orientation Size (mm) Temp. ReqJC KV values (J) Req.Avr. Avr. fracture KCU min0*J/cm
0
*)*1C Share Area Lateral Expansion min.
T
A
L
S
P
A
-
T
H
S
D
O
C
U
M
E
N
T
S
R
E
P
R
O
D
U
C
E
D
B
Y
A
C
O
M
P
U
T
E
R
Z
E
D
S
Y
S
T
E
M
A
N
D
S
C
O
N
F
O
R
M
T
O
T
H
E
O
R
N
A
L
F
N
T
E
C
S
.
R
.
L
.
P
.
O
.
5
2
6
5
.
1
3
-
C
O
.
2
0
3
8
.
1
3
&
2
0
3
7
/
A
.
1
3
T
A
L
J
O
B
n
4
0
1
3
1
3
4
0
N
1
M
T
1
1
,
4
5
H
E
A
T
:
4
7
8
5
8
D
M
E
N
S
O
N
S
:
3
2
3
,
8
x
9
,
5
2
T
E
M
1
We state on our sole responsibility that the delivered products are in conformity with the
order requirements.
Quality Control Representative
Eng, lesami Cristian
Formular 12A. rev.9
Bulletin No. (C)
V
(min. J)
(min.J) energy (J) min. % mm
4785S 848 Longitudinal 10x7.5x55 -50 27 286 275 304 40 288 - - - 100 100 100 1.75 1.68 1.85
47851 848 Longitudinal 10x7.5x55 -50 27 280 288 285 40 284 - - - 100 100 100 1.71 1.76 1.75
47848 848 Longitudinal 10x7.5x55 -50 27 271 289 273 40 278 - - - 100 100 100 1.64 1.78 1.66
Manufacturer:
ArcelorMittal Tubular Products Roman S.A.
Stefan eel Mare Str.B1.15,ScA,Parter 1
Roman,Neamt,Romania
MILL TEST CERTIFICATE
according to EN 10204/3.1/2004
Page 1/6
B 449/3
22.02.2013
Buyer: T.AX. TUB ACCAO LOMBARDA SPA
Via G. Di Vittorio. 6, Zona bd., Fiorcnzuola
D'Arda. Piace 29017, taly
SEAMLESS STEEL LNE PPES
Total weight:
20266 tons
44 679 lbs
Total Length:
274.67 meters
901.15 feets
Pieces
24
Bundles
Standard: AP 5L PSL 1/SO 3183-2007; ASTM A 333/A 333M/2011:ASME SA 333/SA 333M/201 La:TS 02 REV.OS/24.01.2012 with
devotions as per ourTO no.2/03.072012:ASME B 16.25/2007:NACE MR 0175flSO 15156-2009; NACE MR 0103-2010
Buyer's
referenc
e
PO NO.: OF-120284
Dimensions: 323.80 x 9.52 ram
12.750x0.375 inch
Schedule: - Length: 10.00-11.80 m 32.81-38.71 feet
Contract 50000837
tem tem Client HydroTest: Bar PS MPa Time(sec) Steel Grade: Gr6/X52
3 - 179 2609 17.9 5
Hardness Test
Heat
Hardness Test
Bulletin No.
HB max.- HV 10 niax.-
HV 10 max.- HRCmax.22
OD Midwall D End A End B
47858 362 - - - - - - - <22
47S58 362 - - - - - - - <22
47851 362 - - - - - - - <22
47851 362 - - - - - - - <22
47848 362 - - - - - - - <22
4784S 362 - - - - - - - <22
Manufacturer:
ArcelorMittal Tubular Products Roman S.A.
Stefan eel Mare Str.B1.15,ScA,Parter 1
Roman,Neamt,Romania
MILL TEST CERTIFICATE
according to EN 10204/3.1/2004
Page 1/6
B 449/3
22.02.2013
Buyer: T.AX. TUB ACCAO LOMBARDA SPA
Via G. Di Vittorio. 6, Zona bd., Fiorcnzuola
D'Arda. Piace 29017, taly
SEAMLESS STEEL LNE PPES
Total weight:
20266 tons
44 679 lbs
Total Length:
274.67 meters
901.15 feets
Pieces
24
Bundles
Standard: AP 5L PSL 1/SO 3183-2007; ASTM A 333/A 333M/2011:ASME SA 333/SA 333M/201 La:TS 02 REV.OS/24.01.2012 with
devotions as per ourTO no.2/03.072012:ASME B 16.25/2007:NACE MR 0175flSO 15156-2009; NACE MR 0103-2010
Buyer's
referenc
e
PO NO.: OF-120284
Dimensions: 323.80 x 9.52 ram
12.750x0.375 inch
Schedule: - Length: 10.00-11.80 m 32.81-38.71 feet
Contract 50000837
tem tem Client HydroTest: Bar PS MPa Time(sec) Steel Grade: Gr6/X52
3 - 179 2609 17.9 5
Technological/Microstructure Test
Heat
Flattening
Test
Bulletin No.
Flatteni
ng Test
47858 461 OK
47858 461 OK
T
A
L
S
P
A
-
T
H
S
D
O
C
U
M
E
N
T
S
R
E
P
R
O
D
U
C
E
D
B
Y
A
C
O
M
P
U
T
E
R
Z
E
D
S
Y
S
T
E
M
A
N
D
S
C
O
N
F
O
R
M
T
O
T
H
E
O
R
N
A
L
F
N
T
E
C
S
.
R
.
L
.
P
.
O
.
5
2
6
5
.
1
3
-
C
O
.
2
0
3
8
.
1
3
&
2
0
3
7
/
A
.
1
3
T
A
L
J
O
B
n
4
0
1
3
1
3
4
0
N
1
M
T
1
1
,
4
5
H
E
A
T
:
4
7
8
5
8
D
M
E
N
S
O
N
S
:
3
2
3
,
8
x
9
,
5
2
T
E
M
1
We state on our sole responsibility that the delivered products are in conformity with the
order requirements.
Quality Control Representative
Eng, lesami Cristian
Formular 12A. rev.9
T
A
L
S
P
A
-
T
H
S
D
O
C
U
M
E
N
T
S
R
E
P
R
O
D
U
C
E
D
B
Y
A
C
O
M
P
U
T
E
R
Z
E
D
S
Y
S
T
E
M
A
N
D
S
C
O
N
F
O
R
M
T
O
T
H
E
O
R
N
A
L
F
N
T
E
C
S
.
R
.
L
.
P
.
O
.
5
2
6
5
.
1
3
-
C
O
.
2
0
3
8
.
1
3
&
2
0
3
7
/
A
.
1
3
T
A
L
J
O
B
n
4
0
1
3
1
3
4
0
N
1
M
T
1
1
,
4
5
H
E
A
T
:
4
7
8
5
8
D
M
E
N
S
O
N
S
:
3
2
3
,
8
x
9
,
5
2
T
E
M
1
We state on our sole responsibility that the delivered products are in conformity with the
order requirements.
Quality Control Representative
Eng, lesami Cristian
Formular 12A. rev.9
47858 461 OK
47858 461 OK
47851 461 OK
47851 461 OK
47851 461 OK
47851 461 OK
47848 461 OK
47848 461 OK
Heat
Heat Pieces Length(m) Weight(kg)
47858 8 92.54 6827
47851 3 34.13 2519
47848 13 148.00 10920
Manufacturer:
ArcelorMittal Tubular Products Roman S.A.
Stefan eel Mare Str.B1.15,ScA,Parter 1
Roman,Neamt,Romania
MILL TEST CERTIFICATE
according to EN 10204/3.1/2004
Page 1/6
B 449/3
22.02.2013
Buyer: T.AX. TUB ACCAO LOMBARDA SPA
Via G. Di Vittorio. 6, Zona bd., Fiorcnzuola
D'Arda. Piace 29017, taly
SEAMLESS STEEL LNE PPES
Total weight:
20266 tons
44 679 lbs
Total Length:
274.67 meters
901.15 feets
Pieces
24
Bundles
Standard: AP 5L PSL 1/SO 3183-2007; ASTM A 333/A 333M/2011:ASME SA 333/SA 333M/201 La:TS 02 REV.OS/24.01.2012 with
devotions as per ourTO no.2/03.072012:ASME B 16.25/2007:NACE MR 0175flSO 15156-2009; NACE MR 0103-2010
Buyer's
referenc
e
PO NO.: OF-120284
Dimensions: 323.80 x 9.52 ram
12.750x0.375 inch
Schedule: - Length: 10.00-11.80 m 32.81-38.71 feet
Contract 50000837
tem tem Client HydroTest: Bar PS MPa Time(sec) Steel Grade: Gr6/X52
3 - 179 2609 17.9 5
Remarks PPES N COMPLANCE WTH P.E.D. 97/23/EC/29.05.1997, ANNEX 1, SECTON 4.3
Hot finished, steel is folly killed and produced by electric furnace, Arcelor Mittal Hunedoara SA- Piata ancu de Hunedoara, nr. 1 - Hunedoara.
Visual inspection and dimensional check without objection.
Steel is fully killed with a fine grain practice, size min.7.
Magnetism residual check : less than 30 Gauss.
Applied heat treatment .-normalizing with end of rolling temperature of min.880C
Hydrostatic test hold for 5 sec. no leakage noticed.
IRE- OMBA S.p.a
Cert. SO 9001
Certificato Prove MateriaIe / Test certificate
3.1 EN 10204
N -
131572/3
Rev
Cliente / Customer:
FINTEC S.R.L.
Ordine/Order:
5249.13
Collaudo/nspection: RE OMBA Comm./Job: 131572
Mater./Spec:
LF2 CL1 ASME SA350Ed.10Add.11a
Rapporto di fucinatura/Forging ratio
Processo di fabbric: Anelli fucinati + laminati
Manufactur. process: Forged + rolled rings
>= 4:1
Prova n
Test-Batch
POS
tem
Pezzi n
Pieces
est
mm
int
mm
h
mm
dentificazione / dentification HBW1 HBW2
T
A
L
S
P
A
-
T
H
S
D
O
C
U
M
E
N
T
S
R
E
P
R
O
D
U
C
E
D
B
Y
A
C
O
M
P
U
T
E
R
Z
E
D
S
Y
S
T
E
M
A
N
D
S
C
O
N
F
O
R
M
T
O
T
H
E
O
R
N
A
L
F
N
T
E
C
S
.
R
.
L
.
P
.
O
.
5
2
6
5
.
1
3
-
C
O
.
2
0
3
8
.
1
3
&
2
0
3
7
/
A
.
1
3
T
A
L
J
O
B
n
4
0
1
3
1
3
4
0
N
1
M
T
1
1
,
4
5
H
E
A
T
:
4
7
8
5
8
D
M
E
N
S
O
N
S
:
3
2
3
,
8
x
9
,
5
2
T
E
M
1
We state on our sole responsibility that the delivered products are in conformity with the
order requirements.
Quality Control Representative
Eng, lesami Cristian
Formular 12A. rev.9
60763 040 8 440 305 59
Analisi chimica / Chemical analysis %
Colata/Heat n Acciaieria/Steel mill
30222
ACC. D RUBERA - TALY- (T) Materiale calmato elaborato al forno elettrico.
Fully killed material electric furnace processed.
Cert. orig. 62849 Vacuum degassed
C
0.165
Mn
1.19
Si
0.27
P
0.006
S
0.004
Cu
0.16
Cr 0.11
Ni
0.11
Mo
0.03
Al
0.022
V
0.007
Nb
0.001
Ti
0.002
Sn
0.010
N
0.0093
H
0.00021
B
0.0005
CuNiCrMo
0.41
Cu+6Sn
0.22
Cr+Mo
0.14
Nb+V+Ti
0.01
Cea
0.411
Trattamento termico / Heat treatment
040 Normal. 900C Air
Trazione/Tension test+20C ASME SA370 0=12,5mm Lo=50mm
Valori richiesti/Required values
Rp .2%N/mm2 Rp 1%N/mm2 Rm N/mm2 A4d % A5d % z%
Senso/sense min max min max min max min max min max min max
TANG 250 485 655 22 30
Valori rilevati/Obtained values
Prova/Test n Senso/sense Rp .2% N/mm2 Rp 1%N/mm2 Rm N/mm2 A4d % A5d % z%
60763 TANG 331 513 35 71.6
ResiIienza /Impact test ASMESA370 10x10mm
Valori richiesti/Required values Valori rilevati/Obtained values
Proyaes! Senso/Sense Tipo/type TC Med./Av. Min. U.M Vali Val2 Val3 Med./Av.
60763 TANG KV -46 20 16 J 138 140 126 134.67
Durezza/Hardness test ASME SA370 / ASTM E10
Valori richiesti/Required values Valori rilevati/Obtained values
Prova/Test Min Max Tipo/Type Vah Val2
60763 197 HBW 141 148
Spec/Note
ASME PARTAEd.2010Add.11a
Data / Date (d/m/y)
11/04/13
Q.C DEPT. Pag. 1 di 1
RE - OMBA Spa Via Carlo Serassi, 14 24100 BERGAMO TALY BG Te.: 035 / 41 60 811 Fax.: 035 / 41 60 856
Marchio Produttore/Manufacture's Mar SO 9001:2008 Quality System
approved by BUREAU VERTAS
Certificate No T236970
23813 CRTENOVA (Lecco) taly
Via Provinciale, n. 20/22
Tel. +39 0341 988011 - Fax +39 0341 988012
http://www.galpertisrl.com
e-mail: quality@galpertisri.com
Certificato n1.
Certificate n.
Data
Date TUV
587 04/06/2013
Codice Cliente
Customer reference
Clienfe
CIient
2ista Imballo. 3
Packing List N
Data
Date
00858 FINTEC S.r.I. PL13-00466 04/06/2013
Codice Colata
Heat Code
Colata 4ornitore
Heat Supplier
Or5gine
Oriain
Ordine
Order
$ateriale
Material
(.t6
Q.tv
Descri7ione
Description
2212537 2212537 European 5324 A/SA 350 LF2 4 DSCH SGROSS 520X40mm LF2
2212537 2212537 European 5324 A/SA 350 LF2 4 DSCH SGROSS 382X39mm LF2
310042 310042 European 5324 A/SA 350 LF2 2 DSCH SGROSS 620X48mm LF2
310042 310042 European 5324 A/SA 350 LF2 2 DSCH SGROSS 732X50mm LF2
323033 323033 European 5324 A/SA 350 LF2 4 DSCH SGROSS 440X40mm LF2
Codice Colata
Heat Code.
Analisi Chimiche / Chemical Analysis
2212537
C% 0,1500 Mn% 1,3200 Si% 0,2300 P% 0,0120 S% 0,0090 Cr% 0,0200 Ni% 0,0300 Mo% 0,0050
Ti% N% 0,0060 Cu% 0,0400 Nb% 0,0180 V% 0,0050 Al% 0,0340 Sn% 0%
Fe% H% Ca% B% Co% Pb% w% Sb%
As% Zr% CEQ 0,38
310042 C% 0,1700 Mn% 1,3200 Si% 0,2100 P% 0,0090 S% 0,0050 Cr% 0,0300 Ni% 0,0500 Mo%
Ti% 0,0020 N% 0,0050 Cu% 0,0100 Nb% 0,0040 V% 0,0530 Al% 0,0420 Sn% o%
Fe% H% 0,0002 Ca% B% Co% Pb% W% Sb%
As% Zr% CEQ 0,41
323033
V% 0,1900 Mn% 1,3200 Si% 0,2000 P% 0,0120 S% 0,0040 Cr% 0,0300 Ni% 0,0300 Mo% 0,0030
Ti% 0,0050 N% 0,0050 Cu% 0,0500 Nb% 0,0110 V% 0,0030 Al% 0,0400 Sn% o%
Fe% H% Ca% B% Co% Pb% W% Sb%
As% Zr% CEQ 0,42
Prove meccaniche / Mechanical tests
Codice Colata
Heat Code
Snervamento .ott#ra +ll#ngamento Contra7ione .esilien7a * impact Test (J) $edia D#re77a
Rp0.2%(MPa) Rm (MPa) A% - EIong. in 2" Z% - Reduct TPO TEMP C TEST1 TEST2
TEST
3
Average Hardness HB
2212S37 350 533 28,4 60 KV -50 44,00 60,00 39,00 47,67 153
310042 369 509 29,6 55,11 KV -50 86,00 79,00 79,00 81,33 153
323033 383 520 30,01 51,22 KV -50 45,00 39,00 43,00 42,33 153
TRADE MARK REDATTOLA / PRNTED BY
Galpet s.r,l.
APPROVATO DA /APPROVED BY
A.Q.M.
ENTE COLUUDATORE / NSPECTNG AGENCY
%&e ' o( )
Marchio Produttore/Manufacture's Mar
SO 9001:2008 Quality System
approved by BUREAU VERTAS
Certificate No T236970
23813 CRTENOVA (Lecco) taly
Via Provinciale, n. 20/22
Tel. +39 0341 988011 - Fax +39 0341 988012
http://www.galpertisrl.com
e-mail: quality@galpertisri.com
Certificato n1.
Certificate n.
Data
Date
TUV
587 04/06/2013
Codice Cliente
Customer reference
Cliente
CIient
2ista Imballo. 3
Packing List N
Data
Date
00858 FINTEC S.r.I. PL13-00466 04/06/2013
$ateriale
Material
)ipo di )rattamento
Material treatment
A/SA 350 LF2 Normalized
Note GeneraIi
Additional requirements:
- Satisfactory visual and dimensional check
- Steel making process:Electric Furnace
Norms applicable:
- ASTM 350 LAST EDTON
- ASME 350 LAST EDTON -EN 10204/3.1
TRADE MARK REDATTO DA /PRNTED BY APPROVATO DA'/APPROVED BY ENTE COLLAUDATORE / NSPECTNG AGENCY
Galpet s.r,l. A.Q.M.
Page 2 o( )
BULLONERIA VILLA S.
P
.A.
CAPTALE SOC. EURO 120.000 NT. VERSATO
INSPECTION CERTIFICATE
According to (EN 10204:2005) 3.1
20151 MILANO-VIA GALLARATE, 141 Nr. 130802
Ufficio vendile: - Stab.: Tel. (02) 38006529 -fax (02)3084962 ISO 9001:2008-Cert.n.3213/2 Data/Date 13/06/13
Amministrazione: Telefon (02) 38006356 - E-Mail: info@bulloneriavilla.com
www.bulloneriavina.oom
Vostro ord./Your order Ns. Bolla/Delivery note Cliente/Customer
Nr 5365.13-CO.2037/A Nr. 131145 FINTEC S.R.L.
Data/Date 20/05/2013 Data/Date 13/06/2013
VIA VERDI, 2/B
23870 CERNUSCO LOMBARDONE (LC)
Materiali e valori conformi alle norme ASTM
Materials and values in conformity with standards ASTM
Pos/item. Materiale/Materials Descrizione/Description Misure/sizes Quanti t/Quantity
1) ASTM A320/L7 TRANT / STUD BOLTS 3/4" une X 120 NR. 39
2) ASTMA194/GR.4 DAD E./HEXNUTS UN 5587 3/4" une NR. 78
TRATT./TREATMENT ZINC.HOT DIP.GALVAN. ASTM A153
ANALISI CHIMICA/CHEMICAL ANALYSIS
%C %Mn %Si %P %S %Ni %Cr %Mo %A
Req. Min 0,380 0,750 0,150 0,800 0,150
Req. Max 0,480 1,100 0,350 0,035 0,040 1,100 0,250
p/i Colata/heat
1) CD8813 0,434 0,880 0,280 0,017 0,003 1,010 0,190
Req. Min 0,400 0,700 0,150 0,200
Req. Max 0,500 0,900 0,350 0,035 0,040 0,300
2) 45707 0,420 0,820 0,270 0,020 0,015 0,230
CARATTERISTICHE MECCANICHE/MECHANICAL PROPERTIES
Required
R R 0.2 A Z HB HB* Impact test KV Proof. L=
Mpa - N/mrm Mpa - N/mrm % % Min. Max 24 h 27JMIN-101C
860 725 16 50 201
Pos/item
1) 991 813 17,1 54,8 316 30 31 29
2) 307/308 272 29 27 28 POST
Note: VSUAL DMENSONAL TEST = SATISFACTORY Heat treat. Quenched Tempered
BULLONERA VLLA S.p.A.
Quality control
We bereby certify that materials described in this certificate have been tested end compi/ with the terms of the order and of specification. * = hardness heat treatment at 540/590'Cs!
TUBOS REUNIDOS INDUSTRIAL, S.L.U
Barrio Sagarribai, 2 - 01470 AMURRO (Spain)
EN 10204:2004 /3.1
CERTIFICADO DE CALIDAD
MILL TEST CERTIFICATE
ABNAHMEPRLFZEUGNIS NACH
CERTIFI DE QUALIT
PAO. 1/3
N 0000304771/1 Rev. 000
CLIENTE:
CUSTOMER
BE8TELLER,
CUNT
EUSIDER S.P.A. PEDIDO / PARTIDA:
P.ORDER / ITEM
BESTELLER NR / POS.
N*COMMANDE / POSTE
INQ-T-11-0018/MI
PRODUCTO:
ARTICLE
PRFOEOENSTAND
FOURNITUR6
TUBERIA SIN SOLDADURA LAMINADA EN CALIENTE
HOT FINISHED SEAMLESS TUBES
REF. FABRICA:
WORK ORDER
WERKS NR.
N INTERNE
300012221
000040
EXTREMOS:
ENDS
ENDEN
EXTRMIT
BISELADOS
BEVELLED ENDS
PROTECCIN SUPERF:
EXT. COATINO
ROSTSCHUTZ
PROT. SUPERFICIEL
LACA SECA EXTERIOR
OD DRY LACQUERED
NORMA/GRADO:
APL STANDARD AND GRADE
6PECIFKATIQN/STAHL
NORME ET OUAUT
ASTM/ASME A/SA 333/A 333M-10
GR.6
PROCESO FUSION:
MELTING PROCESS
ERSCHMELZUNGSART
PROCDE FUSION
HORNO ELECTRICO
ACERO TOTALMENTE CALMADO
ELECTRIC FURNACE II FULLY KILLED
ESPJC. ADICONALES:
ADITIONAL SPECS.
ANFOROERUNOEN
SPECIFIC ADITIONNELLES
ACC.TO ASTM A999-01.
ACC. ASME SECTION II PART A
FAB. DE PALANQUILLA:
BILLETS MANUFACTURE KN0PPLFERTIOUNO
FABRICATION D E LA BILLETE
COLADA CONTINUA
CONTINUOUS CASTING
STRANOGUSS VERFAHREN
COULEE CONTINUE
DIMENSIONES:
DIMENSIONS
ABMES8UNOEN.
DIMENSIONS
88.9 X 7,62 MM. X
10-11,8 M. (
MARCAS:
MARKING
KENNZEICHNUNO
MARQUAOE
ESTAMPADO:
DIE STAMPING
POINCONAGE
POINCONNE
HN (COLADA)
PINTADO:
STENCILLED
STEMPELUNQ
MAROUAOE
TRI ASTM/ASME A/SA333 GR. 6 H.F.S. 88,90 X 7,620 MM LT -45 C HN (COLAD A)
CODIGQ COLOR:
COLOUR CODE
FARBE KENNZEICHNUNQ
COOEOECOULEUR
TRAT. TERMICO:
HEAT TREATMENT
WARMEBEHANDLUNO
TRAITEMENTTHERMJQUE
NORMALIZADO. HORNO CONTINUO. / NORMALIZED. (CONT. FURNACE). 900 C 8 MIN
AIbsran 60246761
TUBOS REUNIDOS INDUSTRIAL GARANTIZA QUE TODAS LOS TUBOS CUBIERTAS POR ESTE CERTIFICAOO CUMPLEN LOS REQUISITOS DEL PEDIDO Y CONLAS ESPECIFICACIONES ARRIBA MENCIONADAS.
TUBOS REUNIDOS INDUSTRIAL CERTIFY THAT ALL THE TUBE8 COVERED BY THIS CERTIFICATE COMPLY WITH ORDER REQUIREMENTS AND ABOVE MENTIONED SPECIFICATIONS.
TUBO* REUNIDOS INDUSTRIAI. OARANTIERT DABS ALLE ROHRE DIE BE8TEUTEN ANFORDERUNGEN UND SPEZIFIKATION6N IN OLBEM ZEUONIS ERFULiEN.
TUeOS REUNIDOS INOUSTRIAL OARANTIT QUE TOUS LES TUBES OBJECT DU PRESENT CERTIFICAR SONT CONFORMES AUX STIPULATIONS DE LA COMMANOE ET AUX SPECIFICATIONS DfiSSUS M6NTIONS
AMURRIO 03.10.2011 CONTROL DE CALIDAD DB-TUBOS REUNIDOS INDUSTRIAL
TUBOS REUNIDOS INDUSTRIAL (QUALITY CONTROL)
AIex /HEPA3BOPHHBO/
P.O:
TUBOS REUNIDOS INDUSTRIAL, S.L.U
Barrio Sagarribai, 2 - 01470 AMURRO (Spain)
EN 10204:2004/3.1
CERTFCADO DE CALDAD
MLL TEST CERTFCATE
ABNAHMEPRUFZEUGNS NACH
CERTF DE QUALT
PAG. 2/3
N 0000304771/1 Rev. 000
DESCRIPTION OF DELIVERY
ITEM FAB.
T.R. ITEM
WERKaPOB.
POSITION INTERNE
ITEM CLI.
CLIENTS ITEM
BESTELLER POS.
POSTE DU CLIENT
LONG.INDIV(M)
INDIVIDUAL LENGTH
LANGE INDMDUELL
LONGITUDE UNITAIRE
COLADA
CASTNR.
SCHME NR.
N COULE
NTUBOS
QUANTITY
STUCKZAHL
NOMBRE
LONG. TOTAL (M)
LENGTH
LANGE
LONGITUDE
PESO(KG)
WEIGHT
MASSE
POIOS
000040 10,000- 11,800 108037 80 663,890 10.260
TOTAL 80 663,890 10.260
CONTROLES NON DESTRUCTIES
ENSAY0 / TEST / PRFUNG / ESSA %CONTROL / TEST RATE(%)
%KONTROL / %COONTROLE
REQUISITOS / REQUIREMENTS
ANFORDERUNGEN/
SPECIFICATION
RESULTADO / RESULT
6RGEBNIS / RESULTAT
VSUAL Y DMENSONAL/
VSUAL 1 DMENSONAL NBP.
/eesiCHTiouNa UNO AUSMESSUNG
100% O.K.
(ASPECT ET BMENSON8
P.HDROSTATCA/ HYDROTfBT
MMSSERDRUCK VERSUCH /EPREUVE
HYDRAUUQUE
100% 2.600,0 PS fi SEC, O.K.
CORRENTESNDUCDAS/
EDDY CURRENTS /WRBELSTROMPRUFVNO /COURANTES DE
FOUCAULT
100% ASTM A999.Q4A. O.K.
TECHNOLOGIGAL AND METAL LUBRICAL TEST
APLASTADO
/FLATTENING
/RINQFALTVERSUCH
/APLATIS8EMENT
AC/A 333-OK
ANALISIS OF COLADA / CASTANALSYS/ SCHEMEL ZANALYST/ ANALYSE OF COULES
C Mn Si P S Cr N Mo Cu V C.E.
MN. 0,29 0,10
MAX. 0,24 1,35 0,026 0,026 0,43
108037 0,12 1,10 0,24 0,010 0,005 0,100 0.080 0,040 0,220 0.003 0,35
ANALISIS OF PRODUCTO / PRODUCT ANALYSIS / STUCKANALYSE / ANALYSE DE PRODUCT
C Mn S P S Cr N Mo Cu V C.E.
MN. 0,29 0,10
MAX, 0,24 1,35 0,025 0,025 0,43
108037 0,12 1,06 0,25 0,009 0,006 0,100 0,090 0,050 0,230 0.003 0,36
108037 0,12 1.07 0,23 0,00B 0,003 0,100 0.080 0,040 0,220 0,002 0,39
AMURRIO 03.10.2011
CONTROL DE CALIDAD DB-TUBOS REUNIDOS INDUSTRIAL
TUBOS REUNIDOS INDUSTRIAL (QUALITY CONTROL)
AIex /HEPA3BOPHHBO/
P.O:
TUBOS REUNIDOS INDUSTRIAL, S.L.U
Barrio Sagarribai, 2 - 01470 AMURRO (Spain)
EN 10204:2004 /3.1
CERTIFICADO DE CALIDAD
MILL TEST CERTIFICATE
ABNAHMEPRUFZEUGNIS NACH
CERTIFI DE QUALIT
PAG. 3/3
N 0000304771/1 Rev. 000
ENSAYOS DE TRACCION
TENSUF TEST / ZEGVERSUCH / ESSAL OF TRACTION
COLADA.
CAST
L/T
(1)
T/P
(2)
DMENSON
(mm)
L.ELAST.
YELD PONT
STRECKQR
L.ELASTQ.
( Mpa ) (3)
R.TRACC.
T.STRENGTH
ZUGFESTKS.
RESSTANCE
( Mpa )
ALARG.
ELONO.
DEHNUNG
ALLONG
(%)
DUREZA
HARDNESS
HARTE
DURET
( )
240 416
108037 L P 18,40 x 8,100 307 445 38
106037 L P 18,00 x 8,400 310 440 38
(1) : L=LONGTUDNAL//T=TRANSVERSAL
(2) : T=Full size tube//P=Strip specimen
(3) : yield point (0,2%)
(4) : Lo=2 (50,8 mm)
ENSAYOS DE IMPACTO - CHARPY V
IMPACT TEST / KERRSCHI AGZAHIGK / ESSAI OF RESILENCE
COLADA
CAST
L/T DMENS
(mm)
(C) RESLENCE
MPACT TEST
KERBSCHLAGZAHQK
RESLENCE
(J)
10 10,00 -45 14
18
108037 L 10 6,07 -45 200 198 202
(1) : L = LONGTUDNAL // T = TRANSVERSAL
AMURRIO 03.10.2011
CONTROL DE CALIDAD DB-TUBOS REUNIDOS INDUSTRIAL
TUBOS REUNIDOS INDUSTRIAL (QUALITY CONTROL)
AIex /HEPA3BOPHHBO/
P.O:
DUEVI
DUEV SRL
Via Albert Sabin, 15 20873 - CAVENAGO BRANZA (MB)
Tel. +39 02 95335174 r.a. Fax +39 02 95335175
Registro imp. Monza C.F./Partita VA/VAT no. T 06473230966
E-mail info@duevifornitureindustriali.it
Web www.duevifornitureindustri FLANGES AND FITTINGS
CERTFCATO D COLLAUDO EN 10204-3.1
EN 10204-3.1TEST CERTFCATE MOD.
CP_REV.2 DEL 12.03.2012
Spett.le/Messrs.
FINTEC S.R.L.
Numero Data Pagina
001391 06/05/2013 1 VA TRESTE, 42
Ns. DDT nr. Data Vs. ordine nr. Data 20064 GORGONZOLA - Ml
1403 06/05/2013 T
8 COLATA/HEAT NR. COD. NT. MAT./
MAT. NT. CODE
ACCAERA /STEEL PLANT Q.TAVQ.TY DESCRZONE/DESCRPTON
212456 LF2 VENETE 4 FL. A350LF2 WNRF A300 3" XS
ANALISI CHIMICA/ CHEMICAL ANALISYS
%C %Mn %Si %P %S %Cr %Ni %Mo %Ti %V %Cu %A %Sn %Nb %N %Fe %w %Co*
0,172 v. 1,017 0,248 0,011 0,009 0,136 0,123 0,029 0,014 0,004 0,213 0,026 0,001 0,007
%Ca %B %H %0 %Pb %Ta CE
0,398
According to nace MR01.75 Last Edition
.
| PROVE MECCANICHE/MECHANICALTESTSI
.S*9:2D
;N/mm<=>
.*):NSI2:
;N/mm?=>
:2ON@+)ION
*+,
.:DAC)ION
*+,
.:SI2I:NB+/I$P+C) ):S) ;J>
$+):.I+2: IN +CCO.DO + $+):.I+2
IN +CCO.D+NC: )O
):$P:4
;1C>
!+.DN:Si
;!C>
;D> ;=> ;E> ;F>
):S) D ):S) = ):S) E A A X X
358,6 505,0 36,0 66,0 91,00 85,00 76,00 ASTV/ASME SA/A350 LF2 -50 160-163
After tests forgins are in according with norms
CONTROLL N PRODUZONE / PRODUCTONS TESTS
MB VS ORD. N 5315/13 DEL 22/04/2013
VSVO/VSUAL
DMENSONALE/DMENSONAL
SATSFACTORY
SATSFACTORY
(1) PRODUZONE ACCAO
Steel Production
A - CALMATO ELABORATO AL FORNO ELETTRCO
Killed steel made by electric furnace
B - ELABORATO AL FORNO ELETTRCO
Made by electric furnace
(2) TRATTAMENTO TERMCO
Heat treatment
A NORMALZZATO
Normalized
B - NORMALZZATO E RNVENUTO
Normalized and tempered
C - BONFCATO
Quenched and tempered
D - SOLUBLZZATO
Solution treatment and quenched
(3) X - CERTFCATO SECONDO EN 10204/3.1
Certificate according to EN 10204/3.1
(4) X - CONTROLLO VSVO E DMENSONALE SODDSFACENTE
Satisfactory visual and dimensional test
TRADEMARK REDATT OF APPROVATO DA SPETTORE
(CE) C + Mn/6 + (Cr + Mo + V)/5 + (Ni Cu)/15 DUEV s.r.l.
FORNTURE ND..
Conforme al certificato originale rilasciato dall'acciaieria o forgiatort: imduivu iduuiauunu UJ. analisi e prove.
According to original certification issued by steel plant and relative analysis and tests laboratory.
MONTCELL MCHELE & C. S.N.C. D MONTCELL
MCHELE
23819 Pnmaluna (Lecco) - taly
Via XXV Aprile. 24
Partita .V.A T-01795330131
Tel. 0341 980404 - 980912
Fax 0341 981384
E-mail: info@monticellsnc.it
R.l. Lecco -Cod. Fise: 01795330131
R.A Lecco n 216418
N. Mecc LC 011349
Azienda con sistema di
gestione qualit certificato
Cliente / Customer
FINTEC SRL
D.D.T .IP.2N.
463
11/04/2013
UN EN 10204 3.1
"I+ @.":.DIG =/C
Certificato di Collaudo
Inspection Certificate
108-2013
11/04/2013
=EH/I C:.NASCO 2O$C+.DON: 2C I)
Acciaieria:
ABS Acciaierie
BerteIi Safau S.p.a.
Analisi Chimica
C%emical +nalsis
C Mn Si P S Cr Ni Nb V Mo Cu CEq.
0,182 0,98 0,22 0,012 0,003 0,09 0,06 0,001 0,003 0,01 0,14 0,379
Colata: Sezione: Mat / Norma $in IGII IGJI I.D, I I I I I I I I IGIID
214540
T100 SA/A350LF2CL1 $a- IGEI DGE, IGE IGIE, IGIF IGE IGF IGD= IGF IGIH IGI= IGF,
Rapporto Prova Mecc.
2012/6954/PM
Trattamento Termico
NormaIizzazione
Propriet Meccaniche
$ec%anical Properties
RM RP0.2 Allung. Contr. Resilienza D#re77a HB
MPa MPa
% %
1C Joule Min Max
494 324 32,8 68,4 u46 61 78 87 140 143
$in
$a-
I-e. De/0123-2on M%-e12%4 He%- T1e%-.en- 56-7 O1de1 N16
LAVLW 300 RF125/250 2" L=229 SA/A350LF2CL1 NormaIizzazione 6 N.5257.13-07/03/13
NOTE:
MonticeIIi MicheIe S.n.c.
mod 25 rev0 TLMService S.a.s. - 2011 Certificato0 '89:)8'; ' d2 '
RONCONI SpA
CERTFCATO PROVE MATERAL
Mod. MDCQ01 BS
REPARTO COLLAUDO
CQ
Num. Cert. 13390 Foglio 1/1
Sheet BIaII
COLD DRAWN STEClTUBES
=II9I OP:.+ ;$I> * "ia 2swbmG9*I)+29
www.ronconi.com K L#alltMmnconl.com
MateriaI Test CefIIticaIe-AbnahmBprurzeugnIs
EN 10204: 2006 3.1
InspecIIane Oept.
-AbnahmeabteIIung
Data 28/03/2013
Data - Datum
Cliente FINTEC SRL
Customer- Kunde
Ordine num. 5226.13 Data 14/02/2013 Ns. Commessa 33 11 12 207/1 Data 25/02/2013
Order -BesteIIunn Data-Datum Our order Unsera BesIeIIung DaIe-Datum
Descrizione TUB SS TRAFLAT A FREDDO
Trattamento termico NormaIized
Description - BeschreIbung Heet treatment WarmebehandIung
Norma e Acciaio ASME SA334 Gr.6
Norm and StooI Grado - Norm und SIahIgCiIe
Pezzi 154+265+1715 Peso kg. 7310
Quantity - AnzahI Weight - GawIchI
Dimensioni
15,88 x 2.11MW x 2960/3440/4900 mm
Sizes-Abmessungsn
Valori
richiesti
Requirements Anfordarungen
Rs Rm
A2 Ap5 HRB
min min max min min min max min med min
240 415 30 90
Provino (L)
Specimen (L)
Probeslab (L)
Snervamento
Yield point
Streckgrenze
Rottura
Tensile strength
Zugfestlgkelt
Allungamento
Elongation
Bnjchdehnung
Durezza
Hardness
Haerte
Resilienza
Notch mpact
Karbschlagarbalt
Prova a caldo
Hat test
Waarmapraefung
N Sez Lo RisuItati Ottenuti (ResuIIa -ErgBbnIssa)
mm
=
mm N/mm= N/mm= N N J O N/PP
=
1 94 50 324 457 40 74
2 94 50 321 454 40 73
3 94 50 318 452 42 73
4 94 50 316 449 42 72
5 Prova di Schiacciamento eseguila con esito positivo - Flattening test sallfaclory Autwellvarsuch zufrledanslellend durchgefuhrt OK
6 Prava di Allargamento eseguila con esita positivo - Flaring test satisfactory RlngfailverBUClt zufriedenslallend tfurdigofuhrt OK
7
8
9
10
11
12
13
14
15
16
17
18
S certifica che stato eseguito con esito positivo il:
We here by certIIy that we succesfuHy run:
WIr garantIaren, dass foIgendan PrOfungen zufrIedenBIeIIend
durchgaIuhrt wurden:
Controllo (100%) Eddy current secondo norma /
Eddy current test (100%) aceto WIrbeIsIromprufung (1QQ%> pe1ans
Controllo (100%) Ultrasuoni secondo norma
UItrasonic tasi (100%) accia - UItraschaIIprfung (100%) nemSss
Controllo PM (100%)
PMI Iesi (100%) -PMK1D0%)
ASMESA 016 25.8.2.1
l controllo visivo e dimensionale dei tubi stato eseguito con esilo positivo
The visuaI and dimensionaI Iest has been performed with satisfactory resuIt - Dia vIsueIIen und dImansIonaIen KantroIIan wurden miI zufrfedensIaIIenden EmebnIssan durchqefDhrI
Analisi chimica
ChemicaI anaIysis - ChamIscJie AnaIyse
Acciaio calmato ed elaborato al forno elettrico, degasato a vuoto
SteeI eIaborated in eIectric furnace, fuIIy kiIIed and vacuum degassed - BeruhIgIar EIekIro Vakuum enIgaDt StahI
Colata N.
Heat Ne -Schmelze Nr
C
N
SI
N
$n
N
P
N
S
%
Cr
N
$o
N
Ni
N
Cu
%
V
N
Nb
+l
N
N
N
Sn
N
Ti
%
+s.
N
Sb
%
21579B 0,135 0,200 0,83 0,011 0,004
Prod.Anal.215798 0,130 0,210 0,81 0,010 0,005
192720 0,140 0,195 0,82 0,009 0,003
Prod.Anal.192720 0,15 0,1B 0,79 0,009 0,004
Marcatura (Marking-Markiamng)RONCON/TALY/SA334/GR.6/CD/SS/COUTA/15,8BX2,11/MW
Note Nates - Anmerkungen
Test n" 1-2-5-6 colata n 215798: 804 tubi.
Test n 3-4-5-6 colata n 192720: 1330 tubi.
l Capo reparto
Chief of DapL - AbteIIungscher
CND II Lev. ET-UT Cert. n. FQ1748
RONCON S.P.A.
QUALTY CONTROL
Ente collaudatore
Inspected by - Abnahmabeamter
Certificalo in accordo alla PED 97/23/EC APPENDCE 1 Par.4.3 e AD ZOOB-Merkblatt W0 Cert N 01 202 l/Q 05-185B TOV RhBlnland
Cartlfcate n accordance to PED B7/23/EC ANNEX 1 Par.4.3 and AD 200.D-Merkblalt W0 Cart N* 01 202 l/Q 05-185B TOV Rhelnland
Abnahmaprufzaugnls gomaess PED 97/23/EC ANHANG 1 Par.4.3 und AD2uC0-MerNlelt W0 Cert N' 01 202 l/Q 0S-1B59 TOV Rhelnland
prodotti forniti sano conformi al requisiti d'ardlne-Tha supplied products are n compliance with the order requlramanls-Dle gallaferten Erzaugnlssa sllmman mil den Anforderungen des Auftrages Oberein
CERTFCATO D CONTROLLO 3.1 / NSPFXTON CERTFCATE 3.1. - EN 10204:2004
A0-1/A05 (A) PROCESSO D ELABORAZONE / STEELMAKNG PROCESS: E = ELECTRC ; 80 * BASC OXYTGEN
(B) STATO Di FORNTURA / DELVERY CONDTON: AR=GREZZO D LAMNAZONE / AS ROLLED;
N* = LAMNAZONE ATEMPERATURA CONTROLLATA/ NORMALZNG ROLLNG;
N = NORMALZZATO / NORMALZED at 910C, 1,5 min/mm; ARA CALMA / STLL AR;
R = RCOTTO / ANNEALED;
N+R=NORMALZZATO+RNVENUTO / NORMALZED+ANNEALED
(C) TRATTAMENTO RERMCO DEL CAMPONE / HEAT TREATMENT OF SAMPLE;
N = 910C, 1,5 min/mm; ARA CALMA / STLL AR
R = 650C, 1,5 min/mm; ARA CALMA / STLL AR
(D) Ceq_1=C+Mn/6; Ceq_2=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15;
Pcm=C+Sl/30+(Mn+Cu+Cr)/20+N/50+Mo/15+V/10+B*5
(1) POSZONE / LOCATON: 1=TESTA/TOP; 2=PEDE/BOTTOM
(2) POSZONE / LOCATON: C=CUORE/1/2 THCKNESS; P=PELE/SURFACE; D=1/4 SPESSORE/THCKNESS
(3) DREZONE / DERECTON: L=LONGTUDNALE/LONGTUDNAL; T=TRASVERSALE/TRANSVERSE
(4) FORMA DEL PROVNO / SHAPE OF TEST PECE: P=PRESMATCO/PRSMATC; C=CLNDRCO/CYLNDRCAL
(5) ESTO PROVAD PEGA / RESULT: OK=COMPLYNG; NO=NOT COMPLYNG
METNVEST
Metinvest Trametal spa.
Societ per azioni con socio unico - soggetta a direzione e coordlnameRto di Metlnvest B.V.
STABLMENTO: 33058 S. GORGO D NOGARO (UD) VA E. FERM, 14
TEL. 0431/629989 (RC. AUT.) - FAX 0431/62S985 (RC. AUT.)
SEDE LEGALE: 16121 GENOVA- VA X OTTOBRE, 3 6 PANO
Capitale sodale C 300.120,000,001.V. - R.E.A, Genova n. 437720
C.F., P. va e scr. Reg. mp. Genova n, 05956630965
N Certificato / Certificate no. Data / Date Cliente / Customer
254441 14/02/2012
SOCET' TALANA ACCA TUBS SPA
Via dei Cavallari, 37 15077 PREDOSA
N Ordine Trametal / Works order N Ordine cliente / Customer's order
31200184 1.4
DDT del / date
31202667 13/02/2012
Pratica / File no.
del / date Marcatura di prodotto / Marklna of the product
LAMERA/ORDNE/N
0
NFORNAMENTO/DMENSON/QUALK/MARCHO DEL PRODUTTORE PLATE/ORDER/NTERNAL
N7DMENSONS/STEEL GRADE/MANUFACTURER'S MARK prodotto / Product Lamiere / Hot rolled .plates
Steel grade SA516GR70MT/LTV
Specification ASME
B07 B07 B07 B09/B11 B12 B07
C7
0
B04 C00 B05 C00 B05 PWHT C00 B05 Q+T
I
F
E
M
L
A
M
I
E
R
A
P
L
A
T
E
N
I
N
F
O
R
N
.
IN
T
E
R
N
A
L
N
U
M
B
E
R
D
IM
E
N
S
IO
N
I
[
m
m
]
D
I
M
E
N
S
I
O
N
S
P
E
S
O
T
E
O
R
IC
O
[
t
]
T
H
E
O
R
IC
A
L
W
E
IG
H
T
L
O
T
T
O
B
A
T
C
H
N
O
.
P
R
O
C
E
S
S
O
E
L
A
B
.
(
A
)
S
T
E
E
L
M
A
K
IN
G
P
R
O
C
E
S
S
S
T
A
T
O
F
O
R
N
IT
U
R
A
L
A
M
I
E
R
A
(
B
)
D
E
L
IV
E
R
Y
C
O
N
D
IT
IO
N
C
A
M
P
IO
N
E
S
A
M
P
L
E
T
R
A
T
T
.
C
A
M
P
IO
N
E
(
C
)
H
E
A
T
T
R
E
A
T
M
E
N
T
C
A
M
P
I
O
N
E
P
W
H
T
S
A
M
P
L
E
T
E
M
P
E
R
A
T
U
R
A
I
N
IZ
IO
C
B
E
G
IN
N
IN
G
T
E
M
P
E
R
A
T
U
R
E
V
E
L
O
C
IT
A
'
R
IS
C
A
L
D
O
C
/
h
H
E
A
T
IN
G
R
A
T
E
T
E
M
P
E
R
A
T
U
R
A
T
R
A
T
T
A
M
E
N
T
O
C
T
E
M
P
E
R
A
T
U
R
E
T
R
E
A
T
M
E
N
T
P
E
R
M
A
N
E
N
Z
A
M
i
n
H
O
L
D
IN
G
T
IM
E
V
E
L
O
C
IT
A
'
R
A
F
F
R
E
D
D
A
M
E
N
T
O
C
/
h
C
O
O
U
N
G
R
A
T
E
T
E
M
P
E
R
A
T
U
R
A
F
IN
E
C
E
N
D
T
E
M
P
E
R
A
T
U
R
E
N
C
IC
L
I
/
C
Y
C
L
E
S
C
A
M
P
I
O
N
E
Q
+
T
S
A
M
P
L
E
T
E
M
P
E
R
A
T
U
R
A
(
Q
)
C
T
E
M
P
E
R
A
T
U
R
E
P
E
R
M
A
N
E
N
Z
A
(
Q
)
M
i
n
H
O
L
D
IN
G
T
IM
E
R
A
F
F
R
E
D
D
A
M
E
N
T
O
C
O
O
U
N
G
T
E
M
P
E
R
A
T
U
R
A
(
T
)
C
T
E
M
P
E
R
A
T
U
R
E
P
E
R
M
A
N
E
N
Z
A
(
T
)
M
i
n
H
O
L
D
IN
G
T
IM
E
R
A
F
F
R
E
D
D
A
M
E
N
T
O
C
O
O
U
N
G
2 1TL58903028 901001 10.00X3000X12000 2,83 314964 B N GZ607
2 1TL5910903A 900989 10.00X3000X12000 2,83 314952 B N GZ598
2 1TL5910904A 900985 10.00X3000X12000 2,83 314953 B N GZ599
5 1NL7150203A 901174 15.00X2500X12000 3,53 314942 B N GZ590
1NL7150203B 901174 15.00X2500X12000 3,53 314942 B N GZ590
92 COMPOSZONE CHMCA D COLATA / HEAT CHEMCAL ANALYSS
307 C71 C72 C73 C74 C75 C76 C77 C78 C79 C80 C81 C82 C83 C84 C85 C86 C87 C88 C89 C90 C91
COLATA
HEAT
C Mn Si P S Cu N Cr Mo Al V Nb Ti Sn Ca N B H Ceq1 Ceq2 Pcm
% % % % % % % % % % % % % % % % % % % (D) % (D) % (D)
Ordine Mln
2
0,00 0,00 0,00 0,000 0,000 0,000 0,000 0,000 0,00 0,000 0,000 0,000 0,000 0,000 0,0000 0,0000 0,0000 0,00 0,00 0,00
Ordine Max
2
0,18 0,00 0,00 0,000 0,006 0,000 0,000 0,000 0,00 0,000 0,030 0,040 0,000 0,000 0,0000 0,0000 0,0000 0,00 0,43 0,00
Ordine Mln
5
0,00 0,00 0,00 0,000 0,000 0,000 0,000 0,000 0,00 0,000 0,000 0,000 0,000 0,000 0,0000 0,0000 0,0000 0,00 0,00 0,00
Ordine Max
5
0,18 0,00 0,00 0,000 0,006 0,000 0,000 0,000 0,00 0,000 0,030 0,040 0,000 0,000 0,0000 0,0000 0,0000 0,00 0,43 0,00
SA51670LTV Min
0.00-12.50
0,85 0,15
SA51670LTV Max
0.00 - 12.50
0,27 1,20 0,40 0,035 0,035
SA51670LTV Mln
12,60 - 50.00
0,85 0,15
SA51670LTV Max
12.60 - 50.00
0,28 1,20 0,40 0,035 0,035
1NL715 0,16 1,45 0,25. 0,010 0,003 0,030 0,020 0,030 0,00 0,027 0,000 0,023 0,000 0,000 0,0000 0,0070 0,0000 0,0003 0,40 0,41 0,24
1TL589 0,14 1,35 0,27 0,010 0,002 0,050 0,030 0,030 0,00 0,044 0,000 0,000 0,000 0,000 0,0000 0,0070 0,0000 0,0002 0,37 0,38 0,22
1TL591 0,14 1,40 0,25 0,012 0,001 0,030 0,040 0,040 0,00 0,032 0,000 0,000 0,000 0,000 0,0000 0,0060 0,0000 0,0001 0,37 0,39 0,22
Order N31200184-Customer Order N1.4 - DDT N 31202667 - Certificate N 254441 -1 / 3
PROVADI TRAZIONE TENSILE TEST
PROVADI RESILIENZA
IMPACT TEST - CHARPY V-NOTCH
TEST
PROVADI PIEGA
BEND TEST
PROVADI DUREZZA
HARDNESS TEST
PROVADI
STRIZIONE
Z% TEST
C00 C01 C01 C02 C03 C11 C12 C13 C14 C10 C41 C02 C03 C01 C42 C43 C02 C51 C52 C50 C01 C30 C31 C32 C53 C54
CAMPIONE
SAMPLE
S
P
E
S
S
O
R
E
L
A
M
I
E
R
A
P
L
A
T
E
T
H
IC
K
N
E
S
S
P
O
S
IZ
IO
N
E
(
1
)
L
O
C
A
T
IO
N
P
O
S
IZ
I
O
N
E
(
2
)
L
O
C
A
T
IO
N
D
IR
E
Z
IO
N
E
(
3
)
O
R
I
E
N
T
A
T
IO
N
T
E
M
P
E
R
A
T
U
R
A
[
C
]
T
E
S
T
T
E
M
P
E
R
A
T
U
R
E
R
e
H
[
M
p
a
]
Y
IE
L
D
S
T
R
E
N
G
T
H
R
m
[
M
p
a
]
T
E
N
S
IL
E
S
T
R
E
N
G
T
H
R
e
H
/
R
r
a
A
8
"
E
L
O
N
G
A
T
IO
N
R
p
0
.2
[
M
p
a
]
P
R
O
O
F
S
T
R
E
N
G
T
H
F
O
R
M
A
P
R
O
V
IN
O
(
4
)
S
H
A
P
E
O
F
T
E
S
T
P
IE
C
E
L
A
R
G
H
E
Z
Z
A
[
m
m
]
W
ID
T
H
D
IR
E
Z
IO
N
E
(
3
)
O
R
I
E
N
T
A
T
IO
N
T
E
M
P
E
R
A
T
U
R
A
[
C
]
T
E
S
T
T
E
M
P
E
R
A
T
U
R
E
P
O
S
IZ
IO
N
E
(
Z
)
L
O
C
A
T
IO
N
S
I
N
G
O
L
E
V
A
L
O
R
I
[
J
]
I
N
D
I
V
ID
U
A
L
V
A
L
U
E
S
M
E
D
I
A
[
J
]
M
E
A
N
V
A
L
V
E
D
IR
E
Z
IO
N
E
(
3
)
O
R
I
E
N
T
A
T
IO
N
M
A
N
D
R
IN
O
[
m
m
]
M
A
N
D
R
E
L
A
N
G
O
L
O
[
]
A
N
G
L
E
E
S
IT
O
(
5
)
R
E
S
U
L
T
P
O
S
IZ
IO
N
E
(
2
)
L
O
C
A
T
IO
N
M
E
T
O
D
O
T
E
S
T
M
E
T
H
O
D
S
I
N
G
O
L
I
V
A
L
O
R
I
I
N
D
I
V
ID
U
A
L
V
A
L
U
E
S
M
E
D
I
A
M
E
A
N
V
A
L
U
E
Z
%
S
I
N
G
O
L
I
V
A
L
O
R
I
Z
%
I
N
D
I
V
ID
U
A
L
V
A
L
U
E
S
Z
%
V
A
L
O
R
E
M
E
D
I
O
Z
%
M
E
A
N
V
A
L
U
E
ORDINE Min
2
L -46 16 20
ORDINE Min
5
L -46 16 20
SA51670LTV Min
0.00 - 20.00
20 405 21,0
SA51670LTV Max
0.00 - 20.00
20 620
SA51670LTV Min
0.00 - 25.00
L -46 20 0
GZ590 15,00 2 P T 20 523 38,1 376 P 10,00 T -50 P 109 104 109
GZ590 15,00 2 10,00 L -46 P 175 195 169 180
GZ590 15,00 2 10,00 T -20 P 132 140 140 137
GZ598 10,00 2 P T 20 513 35,4 398 P 7,50 T -50 P 118 121101 113
GZ598 10,00 2 7,50 L -46 P 163 185 170 173
GZ598 10,00 2 7,50 T -20 P 149 147 131 143
GZ599 10,00 2 P T 20 525 33,2 379 P 7,50 T -50 P 102 101 82 95
GZ599 10,00 2 P T 300 27B C 7,50 L -46 P 163 170 158 164
GZ599 10,00 2 7,50 T -20- P 140 126 134 133
GZ607 10,00 2 P T 20 522 34,7 397 p 7,50 T -50 P 112 104 101 106
GZ607 10,00 2 7,50 L -46 P 167 151155 158
GZ607 10,00 2 7,50 T -20 P 121 137 139 132
C10
ME SA-370 FIG. 3 AND FIG, 10 (FIG. 11 b 5x10mm) - SAMPLE TAKEN AFTER PLATE HEAT TREATMENT
D02-D50 CONTROLLO ULTRASONORO / ULTRASONC EXAMNATON
D02 D03 D04 D05 D06 D07
APPARECCHATURA
EQUPMENT
N SERE 5ERAL NO CONDZON SUPERFCAL
SURFACE CONDTONS
ACCOPPANTE COUPLANT MODALT OPERATVE
PROCEDURE
TARATURA CALBRATON
GILARDONI RDG450 RDG450-4S0-140156TC GREZZO DI LAMINAZIONE
AS ROLLED
ACQUA WATER IN ACCORDO ALLA SPECIFICA
ACCORDING TO SPECIFICATION
IN ACCORDO ALLA
SPECIFICA ACCORDING TO
SPECIFICATION
B07 B08 D09 D10 D11 D12 D13 D14 D15 D16 D17
LAMIERA
PLATE
SONDE
PROBE
DIAMETRO
DIAMETER
MM
REQUENZA
SEQUENCE
MHZ
ANGOLO
AngIe
TORMA DI
REFERIMENTO
STANDARD
SPECIFICATION
CLASSE DI
ACCETTABILITA
ACCEPTANCE
SPECIFICATIONS
ESITO
RESULT
INDICAZIONI
INDICATIONS
RETICOLO
RETICLE
BORDI
EDGES
1NL7150203A mm 20 5 MHz 0 ASME-SA578/A OK
NO NDCATONS
FOUND
mm 225x225 50
NL7150203B mm 20 5 MHz 0 ASME-SA578/A OK
NO NDCATONS -- -
F-OUND
mm 225x225 50
.' 10903A mm .20.. ....5.MH... 0..... ASME-.5A57JB/A DK .NO..NCAHQN.S_ ipm 225x225 50
FOUND
/ 1904A mm 20 5 MHz 0 ASME-SA578/A OK
NO NDCATONS
FOUND
mm 225X225 50
1TL5890302B mm 20 5 MHz 0 ASME-SA578/A OK
NO NDCATONS
FOUND
mm 225x225 50
D18 D19 D20
NOTE
REMARKS
ENTE SPETTVO
NSPECTOR
FRMA SGNATURE
METNVEST TRAMETAL S.p.a.
F.ANDRAN
Liv.SNT-TC-1A
Z01
TEM TOLLERANZA D
SPESSORE
TOLERANCE ON
THCKNESS
TOLLERANZE D
LARGHEZZA
TOLERANCE ON WDTH
TOLLERANZE D
LUNGHEZZA
TOLERANCE ONLENGTH
CONDZON
SUPERFCAL
SURFACE FNSH
PLANART
FUTNESS
2 EN 10029 CL.B -0+100 MM . -0+200 MM ' EN 10163/2 CL B2 EN 10029 CL..N
5 EN 10029 CL.B -0+100 MM -0+200 MM EN 10163/2 CL B2 EN 10029 CL. N
CERTFCHAMO che le lamiere elencate sono conformi alla prescrizione dell'ordine, che controlli della marcatura, dell'aspetto superficiale e dimensionale hanno dato esito positivo. WE
CERTFY that the above mentioned plates are consistent with the order prescriptions: marking, nspection and measurement without objection.
Z06
Z07 Z03 ENTE COLLAUDO / NSPECTON BODY Z02
Order N31200184-Customer Order N1.4 - DDT N 31202667 - Certificate N 254441 -2 / 3
PRODUCED FROM CONTINOUS CAST SLAB AND HAVE A MINIMUN
REDUCTION RATIO OF 3 TO 1. ACCORDING TO ASME II PART A ED.
2010. FULLY KILLED, FINE GRAIN STEEL. VaIue of Mn maxImun In
derogation permitted up to 1.50%
PIates ace. to PED 97/23/EC
TIMBRO DELL'ISPETTORE
STAMP OF THE INSPECTION
REPRESENTATIVE
METNVEST TRAMETAL S.p.a.
F.ANDRAN
Lab. Test Resp.la
Order N31200184-Customer Order N1.4 - DDT N 31202667 - Certificate N 254441 -3 / 3
PIANO ISPEZIONI
INSP:C)IONS P2+N
Cliente - Client : GEA Refrigeration taly S.p.A.
Ordine - P. order : 3314016349-1 del 12/02/13
Disegno - Dwg. : TCF-1438
Comni. - Job : 2037/A
N.F.-S.W. : 1262
Rev. 0 of 05/03/2013
Consegna - Deliver : 28/06/2013
Foglio 1 di 3
S%eet D ofE
FASE SIGLA - ITEM: RF-731-E3 RFERMENTO SPEZONE / INSP:C)ION CERTFCATO / C:.)I4IC+): NOTA / NO):
S):P DESCRZONE / D:SC.IP)ION REFERENCE SA ":N
1
Approvazione disegni e calcoli meccanici
Drawings and mec%. calc#lations approval
TCF-1438 HP R
2
Controllo W.P.S. e P.Q.R.
.eview of '.P.S. Q P.(...
TCF-1438 HP R
3
dentificazione materiali a fronte dei certificati
Identif. ofmater.s against material test cert.s
TCF-1438 HP R
4
Preparaz. saldature: smussi e accoppiamenti
'eld prep.s0 bevels and fit*#p
TCF-1438 HP R
5
Esame Magnetoscopico
$agnetic Particle )est
TCF-1438 HP R
6
Esame liquidi penetranti
De penetration
N.A. N.A. N.A.
7
Esame radiografico (lastre)
R*ra e-amination ;films>
TCF-1438 HP R
SHELL SDE =100%
TUBE SDE = 100%
8
Controllo visivo e dimens. piastre tub. e diaframmi
"is#al and dimens. c%ec& oft#bes%eets and baffles
TCF-1438 HP R
9
Controllo visivo e dimensionale fascio tubiera
"is#al and dimensional c%ec& of t#be b#ndle
TCF-1438 HP R
LEGENDA/2:@:ND
HP = Fase vincolante
!old point
W = Convocazione
'itness point
R = Controllo certificazione
.eview doc#ments
IR = Rapporto interno
Internal report
SU = FNTEC S.r.l. VEN = GEA Refrigeration taly
PIANO ISPEZIONI
INSP:C)IONS P2+N
Cliente - Client : GEA Refrigeration taly S.p.A.
Ordine - P. order : 3314016349-1 del 12/02/13
Disegno - Dwg. : TCF-1438
Comm. - Job : 2037/A
N.F. *S.N. : 1262
Rev. Oof 05/03/2013
Consegna - Deliver : 28/06/2013
Foglio 2 di 3
S%eet = of E
FASE SIGLA-ITEM: RF-731-E3 RFERMENTO SPEZONE / INSP:C)ION CERTFCATO / C:.)I4IC+): NOTA/NO):
S):P DESCRZONE / D:SC.IP)ION REFERENCE SA ":N
10
nserimento fascio tubiera
)#be b#ndle insertion into s%ell
TCF-1438 HP R
11
Prova pneumatica piastre di rinforzo
+ir test on reinf. plates
TCF-1438 HP R
12
Visita interna
Internal visit
TCF-1438 HP R
13
Saldatura tubi alla piastra tubiera
)#bes welding to t#bes%eet
TCF-1438 HP R
14
Mandrinatura tubi alla piastra tubiera
)#bes e-panding to t#bes%eet
TCF-1438 HP R
15
Controllo con liq. penetranti delle saldature dei tubi
alla piastra tubiera
De penetration test of welding of t#bes to t%e
t#bes%eet
TCF-1438 HP R
16
Controllo visivo e dimensionale
"is#al Q dimensional c%ec&
TCF-1438 HP W
17
Prova idraulica lato mantello
S%ell side %drostatic test
TCF-1438 HP W
LEGENDA/2:@:ND
HP = Fase vincolante
!old point
W = Convocazione
'itness point
R = Controllo certificazione
.eview doc#ments
IR = Rapporto interno
Internal report
SU = FNTEC S.r.l. VEN = GEA Refrigeration taly
PIANO ISPEZIONI
INSP:C)IONS P2+N
Cliente - Client : GEA Refrigeration taly S.p.A.
Ordine - P. order : 3314016349-1 del 12/02/13
Disegno - Dwg. : TCF-1438
Comm. - Job : 2037/A
N.F.-S.W. : 1262
Rev. 0 of 05/03/2013
Consegna - Deliver : 28/06/2013
Foglio 3 di 3
S%eet E of E
FASE SIGLA- ITEM: RF-731-E3 RFERMENTO SPEZONE / INSP:C)ION CERTFCATO / C:.)I4IC+): NOTA / NO):
S):P DESCRZONE / D:SC.IP)ION REFERENCE SA ":N
18
Prova idraulica lato tubi
Tube s/de %drostatic test
TCF-1438 HP W
19
Prepar. superf. prima della verniciatura
S#rfaces prepar. prior painting
TCF-1438 HP R
20
Verniciatura
Painting
TCF-1438 HP R
21
Controllo targa dati
C%ec& of nameplate
TCF-1438 HP W
22
mballo e spedizione
Pac&ing and s%ipment
TCF-1438 HP R
23
Controllo documentazione finale
C%ec& of final doc#mentation
TCF-1438 HP R
24
25
26
LEGENDA/2:@:ND
HP = Fase vincolante
!old point
W = Convocazione
'itness point
R = Controllo certificazione
.eview doc#ments
IR = Rapporto interno
Internal report
SU = FNTEC S.r.l. VEN = GEA Refrigeration taly
Sede LegaIe :
Via Giovanni dalle Bande Nere,snc
20052 Monza (M)
Sede Operativa:
Via Euclide,snc
20041 Agrate Brianza (M)
NON DESTRUCTIVE TESTING
Esami non distruttivi
PERSONNEL REQUALIFICATION CERTIFICATE
Certificato di RiquaIifica deI PersonaIe
NAME ENNIO RAGO BIRTH DATE 24.03.44
Nome Data di Nascita
REFERENCES WRITTEN PRACTICE
Riferimenti CP/CND-4
SNT-TC-1A 2004 ED
METHOD RADIOGRAPHIC TESTING
Metodo Esame radiografico
LEVEL II
Livello
DATE OF ORIGINAL CERTIFICATE MARCH 1984
Data del certificato originale
THE OPERATOR IS CONSIDERED REQUALIFIED ON THE BASIS OF SATISFACTORY
CONTINUOUS PERFORMACE, ANNUAL PHYSYCAL EXAMINATIONAND AFTER REVIEW OF THE
PREVIOUS TRAINING COURSES AND EXAMINATIONS
L'operatore viene considerate riquaIificato suIIa base di una prestazione soddisfacente
continua,deH'esame fisico annuaIe e dopo verifica dei precedenti corsi di addestramento ed
esami
DATE 19.03.2011 EXPIRATION DATE: 19.03.2014
Data Scadenza
RAMA CONTROL sas di Ennio Rago
Sede LegaIe: 20052 MONZA (MI)
Via Giovanni daIIe Bande Nere snc
TeI. 039.2023988 - Fax 039.2321817
info@romacontroI.it
Cod. Fisc. 0062540153 P. VA 00820800969
controlli non distruttivi
ATTESTATO QUALIFICA PERSONALE NDE
NDE 3e1/onne4 <=%42(20%-2on 1e0o1d
Pag: 1 di: 1
Rev:0
Data:30.09.2010
Via Giovanni dalle
Bande Nere 20052
Monza M
Si attesta che il Sig.:
GROTTI ALBERTO
T>2/ 2/ -o 0e1-2(7 ->%-
Nato il: Luogo:
Corn C2-7
Titolo di studio:
!0>oo4 de&1ee
PERTO ELETTRONCO
Addestramento ed esperienza: Corso di addestramento e prima certificazione nell'anno 2010 da societ RAMA
T1%2n2n& %nd ex3e12en0e T1%2n2n& 0o=1/e %nd (21/- 0e1-2(20%-2on on )8'8 ?7 0o.3%n7 RAMA
Experience in PT-MT-UT NDE since 2009 by RAMA CONTROL
stato addestrato ed esaminato in accordo alla Procedura aziendale NDE-WP-SNT conforme ad SNT C 1A ed 2006 e risulta
certificato
>%/ ?een -1%2ned %nd 2ex%.2ned 2n %00o1d%n0e @2-> A12--en 1%0-20e NDE :A:!NT ->%- .ee-/ !NT BC 'D ed6 )88E %nd
>%/ ?een <=%42(2ed
LVELLO METODO
2evel Me->od
II ULTRASUONI
; A2).+SONIC ):S)IN@>
(UT)
II LIQUIDI PENETRANTI
; 2I(AID P:N:).+N) ):S)IN@ >
(PT)
II MAGNETOSCOPIA
; $+@N:)IC P+.)IC2: ):S)IN@>
(MT)
DATA QUALFCA DATA SCADENZA
Data Expiration
30.09.2010 30.09.2013
H LVELLO RAMA CONTROL DRETTORE GENERALE RAMA CONTROL
General manager
2evel III acc. SN)*)C*D1
$et%ods0 A)*.)*P)*$)*n1 IF*.*I/
$et%od0 ") n1 ID*=IIS
@alli $ario
EI.I9.=IDI
MAPPA RADOGRAFE
X-RAY MAPS
SGLA
ITEM
RF-731-E3
COMM.
JOB
2037/A
N.F.
S.N.
1262
DS.
DWG.
TCF-1438
MAPPA RELATVA AL CERTFCATO N*
MAP RELATNG TO THE CERTFCATE N'
1213/13 del 07/06/2013
TEST ESEGUTA DA
TEST PERFORMED BY
RAMA CONTROL - Agrate B.za (MB)
RADOGRAPHC TEST REPORT
Certificato controllo radiografico
RT N 1213/13
Data 07.06.13
Sheet : 1 of 2
Client
Cliente
FNTEC Sri - CERNUSCO LOMBARDONE ( LC)
Object
Oggetto
N1 LUBE OIL COOLER Item RF-731-E3
Serial Nr.
Nr di fabbrica
1262
Drawing
Disegno
TCF-1438
Job Nr.:
2037/A
SPESS. / thk
7,629.52mm
Technic shooting
Tecnica radiografica
TPO .Q..
.Q., type
DENTFCAZ. .Q..
.Q.. identification
POSZONE .Q..
.Q.. position
ESPOSZONE
exposure
TECNCA
Radiograph viewing
SENSBLT' OTTENUTA
obtained sensitivity
DENST' FLM
film density
DN
ASME
EN
LATO SORGENTE
SOURCE SDE
SEMPLCE
PARETE
single wall
SNGOLA
MMAGNE
single image
2% 1,84
ASTM B
PANORAMCA
panoramic
LATO FLM
film side
DOPPA
PARETE
double wall
DOPPA
MMAGNE
double image
energia
energy
tempo di esposizione
exposure time
Ug = F.d/D SPECFCA D'ESAME
reference specification
acceptance standards
ASME V& Vili UW51
Ci 20 - Kv200 lmin. 0,054-0,24mm
SORGENTE / source MACCHA FOCALE
focal spot
SCHERM
screens
PELLCOLA / film
MATERALE / material
ACC.C carbon steel
ACC.NOX/stainless steli
ACC.LEGATO/alloy steel
RX
AA400KODAK
MX125KODAK
r. 192 2X2mm 0,10,1
Co 60
SVLUPPO
development
Nr per cassette
DFF
MNMUM SOURCE-TO-OBJECT DSTANCE 150150mm
DSPOSZONE F
Arrangement F
Optional
Source
Location
DSPOSZONE F / Arrangement F
DSPOSZONE G / Arrangement G
Optional
Source
Location
DSPOSZONE B
Arrangement B
DSPOSZONE C
Arrangement C
DSPOSZONE E
Arrangement E
DSPOSZONE A
Arrangement A
MANUAL
MAXMUM DSTANCE FROM SOURCE SDE OBJECT TO THE FLM
912mm
OPERATQR&Aiperator CLENTE /customer SPETTOR / inspectors Data / Date
RANA CONTROLS
CONTROLL NON DSTRUTTV RAGO ENNO
Liv. SNT TC1A RT UT MT LP.
GEA Refrigeration ItaIy S.p.a.
C.MUNERATI Q.C.
24-06-13
Laboratorio : Via Euclide - Zona ndustriale - Agrate Brianza -Tel. 039/2023988 - Fax 039/2321817
RADOGRAPHC TEST REPORT
Certificato controllo radiografico
RT N 1213/13
Data 07.06.13
Sheet : 2 or 2
Client
CIiente
FINTEC Sri - CERNUSCO LOMBARDONE ( LC)
Object
Oggetto
N1 LUBE OIL COOLER Item RF-731-E3
Serial Nr.
Nr di fabbrica
1262
Drawing
Disegno
TCF-1438
Job Nr.:
2037/A
SPESS./thk
7,629.52mm
POSZONE
position
DFETT
defect
TRATTO
strech
GUDZO
judgement
POSZONE
position
DFETT
defect
TRATTO
strech
GUDZO
judgement
DFETT
Defect
Legenda / legend
cr=cricca/crack
col=incollatura
lack of fusion
E=NCSONE
ESTERNA
mpv=mancanza pepetrazione al vertice/
reverse lack penetration
df=difetto film
film defect
sc=inclusione di
scoria / slag inclusion
tr=tarlo / worm hole
sf=soffiatura
gas bubble
VR=NCSONE AL VERTCE
RESERVE NOTCH
pr=porosita'/porosity
MR NCSONE MARGNALE
sl=slivellamento/misalignament
ep=eccesso di penetrazione
excessive penetration
itg=inclusione di tungsteno
tungsten inclusion
rd=ripresa difettosa
poor reverse welding
ig=inclusione di gas
gas inclusion
SOLO FUSIONE/ onIy fusion
s=inclusion di sabbia
sand inclusion
sh=ritiro/shrinkage
na=non accettabile
no acceptable
A=acceptable
1262 A 1 A
1262 A 2 A
1262 A 3 A
1262 B 1 A
1262 B 2 A
1262 B 3 A
1262 C 1 A
1262 C 2 A
1262 C 3 A
1262 D 1 A
1262 D 2 A
1262 D 3 A
1262 C 0-1 A
1262 C 1-2 A
1262 C SF 2-3 A
1262 C 3-0 A
1262 C2 0-1 A
1262 C2 1-2 A
1262 C2 PR 2-3 A
1262 C2 3-0 A
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 7/6/13 ch'K
1262 C3 0-1 A
1262 C3 TG+SF 1-2 A
1262 C3 2-3 A
1262 C3 3-0 A
1262 C4 PR 0-1 A
1262 C4 PR 1-2 A
1262 C4 PR 2-3 A
1262 C4 PR 3-0 A
TOT 28 FLMS
OPERATORE /operator CLENTE /customer SPETTOR / inspectors Data / Date
RANA CONTROLS
CONTROLL NON DSTRUTTV RAGO ENNO
Liv. SNT TC1A RT UT MT LP.
GEA Refrigeration ItaIy S.p.a.
C.MUNERATI Q.C.
24-06-13
Laboratorio : Via Euclide - Zona ndustriale - grate Brianza - Tel. 039/2023988 - Fax 039/2321817
.+$+ CON).O2 s.a.s. 2aboratorio0 "ia :#clide * B.I.* +grate C.7a *$I* )el. IE9/=I=E9HH. 4a- IE9/,9J,F,F
CONTROLLO MAGNETOSCOPCO
CERTFCATO D'ESAME
magnetic particle examination test certificate
C:.). 3 31/2013
D+)+ date 4O@2IO
s%eet
DI
of
18/06/2013 1 1
C2I:N):
customer
Fintec S.r.l.
CO$$:SS+
O@@:))O
object
N1 LUBE OL COOLER SN 1262
Test performed on 100% welding seams.
2037 A
$+):.I+2: - $+):.I+2 SP:SS. t%&. CO$: S+2D+)O
as welded
2+". DI $+CC!IN+
mac%ined
4ASION:/
@.:BBO
casting/ro#g%
+CC. +2 S carbon steel
See drawing
+CC. 2:@+)O allo steel $O2+)O
gro#nd
4O.@I+)O
forged
S+CCI+)O
after sandblasting
P.OC:DA.+ DT:S+$:
e-amination proced#re
P.OC:DA.+ DI PA2I)A.+
cleaning proced#re
SP:CI4IC+ DT:S+$:
reference e-amination
ASME V ART. 7 Solvent ASME 1DV. 1 App. 6
PAN)+2I @IO@O YOKE COCIN+ CONDA))O.: C:N).+2:
+PP+.:CC!I+)A.+ +PP+.:CC!I+)A.+ +PP+.:CC!I+)A.+ +PP+.:CC!I+)A.+
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 7/6/13 ch'K
eL#ipment eL#ipment eL#ipment eL#ipment
CO..:N):
c#rrent
ac CO..:N):
c#rrent
ac CO..:N):
c#rrent
ac CO..:N):
c#rrent
ac
dc dc dc dc
IN):NSI)UT
intensit
4O.B+ $+@N:)IBB+N):
magnetic field strenet%
IN):NSI)UT
intensit
IN):NSI)UT
intensit
6000 +sp/cm
4O.B+ $+@N:)IBB+N):
magnetic field strengt%
DIS)+NB+
spacing
mm
DIS)+NB+
spacing
mm
DIS)+NB+
spacing
150-200 mm
S:CCO dr A$IDO wet
$+.C+
mar&
$+.C+
mar&
C.G.M.
CO2O.:
colo#r
@.I@IO
gre
C2A
bl#e
O2IO
oil
SO2ABION: sol#tion
N:.O
blac&
.OSSO
red
@I+22O
ellow
+C(A+
water
42AO.:SC:N):
fl#orescent
CON).+S)O DI CO2O.: CI+NCO
CON).+S) '!I):
INDIC+)O.: DI C+$PO
field indicator
S$+@N:)IBB+BION:
demagneti7ation
P.OC:DA.+ DI S$+@N:)IBB+BION:
demagneti7ation proced#re
SOND+ C:.)!O2D
Cert%old probe
SI
es
INDIC+)O.: +S$:
+sme indicator
NO
.ISA2)+)O D:22T:S+$:
test res#lt
CON4O.$:
compling
NON CON4O.$:
no compling
RANA CONTROLS
CONTROLL NON DSTRUTTV RAGO ENNO
Liv. SNT TC1A RT UT MT LP.
CON).O22O (A+2I)UT
L#alit control
ISP:))O.I
inspectors
ISP:))O.I
inspectors
CERTIFICATO CONTROLLO LIQUIDI PENETRANTI
Penetrant test report
DATA - Date 14/06/2013 LUOGO - PIace COLOGNO M.SE (M) CERT. N 25/2013
CLIENTE - Customer GEA Refrigeration taly
COMMESSA-Job 2037/A
N.F. -S.N. 1262
ORDINE - Order 3314016349-1 del 12/02/2013 DISEGNO - Dwg TCF-1438
COMPONENTE - Co1p. LUBE OL COOLER SIGLA - Item RF-731-E3
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 18/6/13 ch'K
MATERIALE - MateriaI L.T.C.S.
NORMA - Standard ASME V Art. 6
PARTICOLARI CONTROLLATI - Inspected parts:
SALDATURE DE TUB ALLE PASTRE TUBERE - Welding of tubes to the tubesheets
STADIO DI LAVORAZIONE - Working step
PRMA D SALDARE
Before welding
DOPO SALDATURA After
welding
X DOPO P. DRULCA
After hydrotest
N SALDATURA
n welding
DOPO TRATT. TERMCO After
P.W.H.T.
CONDIZIONI SUPERFICIALI - Surface conditions
COME SALDATO
As welded
X SUPERFCE GREZZA As forged SPAZZOLATO Brushed
COME LAMNATO
As rolled
MOLATO Ground LAV. D MACCHNA
Machined
COME CALANDRATO
As bended
METODO DI CONTROLLO - Test method
SPECIFICA - Specification
SOLUBLE N ACQUA - Water washable X
VSBLE-Visible
X
- PULTURA
Cleaning
CON ACETONE
by acetone
PULTORE
Cleaner
ACETONE ESSCAZONE
Drying process
CON ARA
with air
PENETRANTE
Penetrant
RED DP 51 NDT TALANA APPLC. PENETRANTE
Penetrant appi.
SPRUZZO
Spray
PULTORE
Remover
WATER TEMPO MN. D APPLC.
Min. penetration time
10 min.
RLEVATORE
Developer
WHTE D 100 NDT TALANA RMOZONE
PENETRANTE
Penetrant removal
ACQUA
Water
APPLCAZONE
RLEVATORE
Developer application
SPRUZZO-Spray
Max 10 min. after pen. removal
TEMPO MN. D SVLUPPO
Developing min. time
10 min.
TEMPO MASSMO D LET.
Checking max. time
60 min.
TEMPERATURA D PROVA da/from 10 a/to 50 C X
Testing temperature
PULZA DOPO
CONTROLLO Cleaning
after check
CON STRACC by dry cloths
RISULTATI DEL CONTROLLO CONFORMNG NON CONFORMNG
Final Result X
ESECUTORE APPROVATO ISPETTORE ISPETTORE
Performed by Approved nspector nspector
RANA CONTROLS
CONTROLL NON DSTRUTTV RAGO
ENNO
Liv. SNT TC1A RT UT MT LP.
DATA - Date 14/06/2013 DATA - Date DATA - Date DATA - Date
ALLEGATO 13
+ttac%ment ,
CERTIFICATO DI CONTROLLO LEMBI DA SALDARE E PUNTATURA
CERTFCATE OF BEVELS AND FT-UP CHECK
CLIENTE N DI FABBRICA
P#rc%aser GEA Refrigeration taly Serial nr. 1262
ORDINE N SIGLA
Order nr. 3314016349-1 del 12/02/2013 Item RF-731-E3
COMMESSA DISEGNO N
Job 2037/A Drawing nr. TCF-1438
Questo certificato per autenticare che i Iembi da saIdare e Ia reIativa puntatura deIIo scambiatore di caIore di cui aII'ordine sopra
indicato sono stati controIIati e risuItano conformi aI disegno aIIegato.
)%is is to certif t%at t%e bevels and fit*#p relative to t%e %eat e-c%anger covered b t%e above mentioned order %ave satisfactor e-amined in
accordance wit% drawing enclosed.
Esito deIIe prove
.es#lt of test SATSFACTORY
Firma costruttore
$an#fact#rer signat#re
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 14/06/13 ch'K
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 14/05/13 ch'K
Firma ispettore
Inspector signat#re
Firma cIiente
Client signat#re
Data
Date 14/05/2013
Note
Notes
ALLEGATO 14
+ttac%ment DF
CERTIFICATO DI CONTROLLO VISIVO/DIMENSIONALE PIASTRE TUBIERE E DIAFRAMMI
CERTFCATE OF VSUAL/DMENSONAL CHECK OF TUBESHEETS AND BAFFLES
CLIENTE N DI FABBRICA
P#rc%aser GEA Refrigeration taly Serial nr. 1262
ORDINE N SIGLA
Order nr. 3314016349-1 del 12/02/2013 Item RF-731-E3
COMMESSA DISEGNO N
Job 2037/A Drawing nr. TCF-1438
Questo certificato per autenticare che Ie piastre tubiere e i diaframmi deIIo scambiatore di caIore di cui aII'ordine sopra indicato sono state
controIIate visivamente/dimensionaImente.
)%is is to certif t%at t%e t#bes%eets and t%e bafflesof %eat e-c%anger covered b t%e above mentioned order %ave satisfactor passed t%e vis#al/dimensional
test.
Esito deIIe prove
.es#lt of test SATSFACTORY
Firma costruttore
$an#fact#rer signat#re
Firma ispettore
Inspector signat#re
Firma cIiente
Client signat#re
Data
Date 07/06/2013
Note
Notes
ALLEGATO 14
+ttac%ment DF
CERTIFICATO DI CONTROLLO VISIVO/DIMENSIONALE FASCIO TUBIERO
CERTFCATE OF VSUAL/DMENSONAL CHECK OF TUBE BUNDLE
CLIENTE N DI FABBRICA
P#rc%aser GEA Refrigeration taly Serial nr. 1262
ORDINE N SIGLA
Order nr. 3314016349-1 del 12/02/2013 Item RF-731-E3
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 7/06/13 ch'K
COMMESSA DISEGNO N
Job 2037/A Drawing nr. TCF-1438
Questo certificato per autenticare che iI fascio tubiero deIIo scambiatore di caIore di cui aII'ordine sopra indicato stato controIIato
visivamente/dimensionaImente.
)%is is to certif t%at t%e t#be b#ndle of %eat e-c%anger covered b t%e above mentioned order %as satisfactor passed t%e vis#al/dimensional test.
Esito deIIe prove
.es#lt of test SATSFACTORY
Firma costruttore
$an#fact#rer signat#re
Firma ispettore
Inspector signat#re
Firma cIiente
Client signat#re
Data
Date 07/06/2013
Note
Notes
ALLEGATO 14
+ttac%ment DF
CERTIFICATO DI INSERIMENTO FASCIO TUBIERO
CERTFCATE BUNDLE NSERTON NTO SHELL
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 7/06/13 ch'K
CLIENTE N DI FABBRICA
P#rc%aser GEA Refrigeration taly Serial nr. 1262
ORDINE N SIGLA
Order nr. 3314016349-1 del 12/02/2013 Item RF-731-E3
COMMESSA DISEGNO N
Job 2037/A Drawing nr. TCF-1438
Questo certificato per autenticare che i fasci tubieri di cui aII'ordine sopra indicato sono stati correttamente inseriti nei manteIIi degIi
scambiatori.
)%is is to certif t%at t#be b#ndles covered b t%e above mentioned order %ave been corrected inserted into s%ell.
Esito deIIe prove
.es#lt of test SATSFACTORY
Firma costruttore
$an#fact#rer signat#re
Firma ispettore
Inspector signat#re
Firma cIiente
Client signat#re
Data
Date 07/06/2013
Note
Notes
MOD. 04/1 PG12
S. P. +. ". I. s.r.2
SABBIATURA - PROTEZIONI ANTICORROSIVE
VERNICIATURE INDUSTRIALI
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 7/06/13 ch'K
CISERANO ZINGONIA ( BG) VIA TORINO ,14 - TEL, 035 / 482.14.31
Rapporto di Verniciatura N / Painting Report N 814/2013 01/07/2013 Pag . 1 of 2
CIiente / customer SubfomIIore / Fabrc.SiIe*Sub SuppIier
FINTEC S.r.I.
Commessa /Job
2037/A
Ordine/order
5431.13 Rev.1
DDT
135 DeI 25/06/2013
Offerta/Offer
Denominazione ParticoIari/ Part. Name Riferimento Specifica Specif. Refer.
(MANTLE)
N1 EXCHANGER Dwg. 1438-V Rev.1 CYCLO: 1
PREPARAZIONE DELLE SUPERFICII - PREPARATION DU SURFACES
Grado di puIizia / Degree of cIeaning
ISO 8501-1
SSPCSP1 + SP10
SA2.5
Profondita incisione / BIast ProfiIe ( micron )
ISO 8503-2
35-45 MICRONS
Type of IstrumenI: SURTRONIC 10 RZ
Tipo Abrasivo / Abrasive Tipo CORUNDUM Data, Ora /Time, Date 26/06/2013
Temperature : 25
ReIative Humidity : 50%
CIeanIiness ISO 8502-3 RaIe 1 Contaminants and soIubIe saIts ISO 8502-6-ISO 8502-9
FERNICIATGRA : EINTGRE
Mano N/CoatN ' 2 3 4 TYPE DE INSTRUMENT
Condizioni AmbientaIi / Ambient Condition A.T.
25
S.T.
25,5
A.T. S.T. A.T. S.T. A.T. S.T.
DL-2
ST-610B H.R.
50%
D.P.
13,9
H.R. D.P. H.R. D.P. H.R. D.P.
Data, Ora/Date, Time
26/06/2013
Metodo AppIicazione / Appi. Method
AIRLESS
Denomin. Prodotto Vernic. / Painting Name
HEMP6L
GALVOSIL
1570
N* Partita o Iotto di fabbrica / Fabrication N*
222120769
222087400
CoIore / Painting CoIor
GREY
Spessore FiIm a Secco Richiesto
Dry FiIm ThIchness Requered
80 MICRONS
ControIIo Visivo / VisuaI Check
SATISFACTORY
Prova Aderenza/Adhesion Test ASTM D4541
ISO 4624
NA
HATE Instrument
Mod.MarhWIS.N.
M27 CC57051016
ControIIo EIettrico/EIectric ControI
ASTM DS162
NA
ELCOMETER
269
Spessore FiIm a Secco RiIevato
SSPC-PA2
Dry FiIm Thickness to Take
80 -100 MICRONS
COMB GAUGE
ELCOMETER
456
ControIIo 2inco Inorganico
ASTM D4752
Check Inorganic Zinc MEK
25/05/2013
R.=5
RisuItato: Conformit o non Conformit
ResuIt : Conformity or not Conformity
SATISFACTORY
Note / Remarks
FIRMA RESPONSIBLE QA. QC SPAVI s.r.I.
QA/QC RESPONSIBLE SIGNATURE SPAVI s.r.I.
FIRMA ISPETTORE
SPECTORSIGNAIURE
FIRMA ISPETTORE
SPECTOR SIGNATURE
FIRMA ISPETTORE
ISPECTOR SIGNATURE
Data/Date 01/07/2013 Data/Date Data/Date Data/Date
MOD. 04/1 PG12
S. P. +. ". I. s.r.2
SABBIATURA - PROTEZIONI ANTICORROSIVE
VERNICIATURE INDUSTRIALI
CISERANO ZINGONIA ( BG) VIA TORINO ,14 - TEL, 035 / 482.14.31
Rapporto di Verniciatura N / Painting Report N 814/2013 01/07/2013 Pag . 2 of 2
CIiente / customer SubfomIIore / Fabrc.SiIe*Sub SuppIier
FINTEC S.r.I.
Commessa /Job
2037/A
Ordine/order
5431.13 Rev.1
DDT
135 DeI 25/06/2013
Offerta/Offer
Denominazione ParticoIari/ Part. Name Riferimento Specifica Specif. Refer.
(saddIe)
N1 EXCHANGER Dwg. 1438-V Rev.1 CYCLO: 2
PREPARAZIONE DELLE SUPERFICII - PREPARATION DU SURFACES
Grado di puIizia / Degree of cIeaning
ISO 8501-1
SSPCSP1 + SP10
SA2.5
Profondita incisione / BIast ProfiIe ( micron )
ISO 8503-2
35-45 MICRONS
Type of IstrumenI: SURTRONIC 10 RZ
Tipo Abrasivo / Abrasive Tipo CORUNDUM Data, Ora /Time, Date 26/06/2013
Temperature : 25
ReIative Humidity : 50%
CIeanIiness ISO 8502-3 RaIe 1 Contaminants and soIubIe saIts ISO 8502-6-ISO 8502-9
S.P.A.V.I. s.r.I.
CISERANO (BG)
GEORG CONTINO GIUSEPPE
Insp. INACN. 146
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 01/07/13 ch'K
FERNICIATGRA : EINTGRE
Mano N/CoatN ' 2 3 4 TYPE DE INSTRUMENT
Condizioni AmbientaIi / Ambient Condition A.T.
25
S.T.
25,5
A.T.
18
S.T.
18
A.T.
23
S.T.
23
A.T. S.T.
DL-2
ST-610B H.R.
50%
D.P.
13,9
H.R.
55%
D.P.
8,8
H.R.
50%
D.P.
12
H.R. D.P.
Data, Ora/Date, Time
26/06/2013 28/06/2013 29/06/2013
Metodo AppIicazione / Appi. Method
AIRLESS AIRLESS AIRLESS
Denomin. Prodotto Vernic. / Painting Name
HEMP6L
GALVOSIL
1570
HEMP6L
HEMPADUR
4588 MIO
HEMP6L
HEMPADUR
4588
N* Partita o Iotto di fabbrica / Fabrication N*
222120769
222087400
221032320
221065197
223033142
223020744
CoIore / Painting CoIor
GREY GREY
GREY
RAL 7035
Spessore FiIm a Secco Richiesto
Dry FiIm ThIchness Requered
80 MICRON 60 MICRON 40 MICRON
ControIIo Visivo / VisuaI Check
SATISFACTORY SATISFACTORY SATISFACTORY
Prova Aderenza/Adhesion Test ASTM D4541
ISO 4624
NA NA NA
HATE Instrument
Mod.MarhWIS.N.
M27 CC57051016
ControIIo EIettrico/EIectric ControI
ASTM DS162
NA NA NA
ELCOMETER
269
Spessore FiIm a Secco RiIevato
SSPC-PA2
Dry FiIm Thickness to Take
80 -100 MICRONS 140 - 185 MICRONS 180 - 245 MICRONS
COMB GAUGE
ELCOMETER
456
ControIIo 2inco Inorganico
ASTM D4752
Check Inorganic Zinc MEK
28/06/2013
R.=5
NA NA
RisuItato: Conformit o non Conformit
ResuIt : Conformity or not Conformity
SATISFACTORY SATISFACTORY SATISFACTORY
Note / Remarks
FIRMA RESPONSIBLE QA. QC SPAVI s.r.I.
QA/QC RESPONSIBLE SIGNATURE SPAVI s.r.I.
FIRMA ISPETTORE
SPECTORSIGNAIURE
FIRMA ISPETTORE
SPECTOR SIGNATURE
FIRMA ISPETTORE
ISPECTOR SIGNATURE
Data/Date 01/07/2013 Data/Date Data/Date Data/Date
S.P.A.V.I. s.r.I.
CISERANO (BG)
GEORG CONTINO GIUSEPPE
Insp. INACN. 146
fintec
QUALTY CONTROL DEPARTEMENT
UFFCO CONTROLLO QUALTA'
date 01/07/13 ch'K
You might also like
- Specific Gravity PDFDocument457 pagesSpecific Gravity PDFvasantnajanNo ratings yet
- 049-Itp For Lighting and Small Power (Building) PDFDocument15 pages049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- 16 JRTP 02 ITP - Rev01Document13 pages16 JRTP 02 ITP - Rev01khsaeed100% (1)
- 00 ZA E 02018 Att2B-Test Pack Contents 00ADocument30 pages00 ZA E 02018 Att2B-Test Pack Contents 00AThamaraikani Mani100% (1)
- Installation ChecklistDocument3 pagesInstallation ChecklistKamal ArabNo ratings yet
- MGT (Manifold Group Trunkline) System For The Gcs 29, 30 and 31 in North Kuwait Company Contract No.: 15051614 Petrofac Job No.: JI-2031Document9 pagesMGT (Manifold Group Trunkline) System For The Gcs 29, 30 and 31 in North Kuwait Company Contract No.: 15051614 Petrofac Job No.: JI-2031velmurug_balaNo ratings yet
- Inspection Test Procedure ModelDocument8 pagesInspection Test Procedure ModelMahesh SuthaNo ratings yet
- ForkliftDocument2 pagesForkliftSHARAFUDHEEN TKNo ratings yet
- Iso DoccumentDocument10 pagesIso DoccumentNavnath TamhaneNo ratings yet
- Process Flow Diagram: 10-12-2011 Part NameDocument4 pagesProcess Flow Diagram: 10-12-2011 Part NameVenu Gopal RaoNo ratings yet
- 1Document4 pages1Venu Gopal RaoNo ratings yet
- CISAC 10010596 PRY CIF 001 Certificados de Inspeccion Final PDFDocument55 pagesCISAC 10010596 PRY CIF 001 Certificados de Inspeccion Final PDFnoe tovarNo ratings yet
- Physical Inspection Report On Hardware - Fittings Components.Document20 pagesPhysical Inspection Report On Hardware - Fittings Components.რაქსშ საჰაNo ratings yet
- (WWW - Dillinger.de/certificate) : DNV GL Cert. No. 33-11543 IDHHDocument4 pages(WWW - Dillinger.de/certificate) : DNV GL Cert. No. 33-11543 IDHHDhanush NairNo ratings yet
- Bumper CarDocument2 pagesBumper CarSHARAFUDHEEN TKNo ratings yet
- Injection Mold Dept. Dimensional Inspection Report: Unit of Measurment: MillimeterDocument2 pagesInjection Mold Dept. Dimensional Inspection Report: Unit of Measurment: MillimeteralliceyewNo ratings yet
- 21.02.15 Tuv Visit ReportDocument5 pages21.02.15 Tuv Visit ReportssmullaNo ratings yet
- Standard Procedure For Vacuum Decay Test (Advisory Procedure)Document7 pagesStandard Procedure For Vacuum Decay Test (Advisory Procedure)Jonathan MoralesNo ratings yet
- PSP Fat Procedure - TemplateDocument6 pagesPSP Fat Procedure - TemplateMichael HaiseNo ratings yet
- Sample Icep RewpDocument210 pagesSample Icep RewpShawn RainNo ratings yet
- Window CradleDocument2 pagesWindow CradleSHARAFUDHEEN TKNo ratings yet
- Pressure VesselDocument2 pagesPressure VesselSHARAFUDHEEN TKNo ratings yet
- Type Approval Certificate: Schneider Electric SADocument3 pagesType Approval Certificate: Schneider Electric SAJorge Armando Astorayme MansillaNo ratings yet
- Inspection & Test PlanDocument19 pagesInspection & Test Planaszliza100% (1)
- Air Cooled ChillerDocument2 pagesAir Cooled ChillerSHARAFUDHEEN TKNo ratings yet
- L. Plan Control Si Examinare SuduriDocument2 pagesL. Plan Control Si Examinare Suduricianurel2184100% (1)
- A0705260-Taa00001ne - 200512 Re17 Re17sDocument3 pagesA0705260-Taa00001ne - 200512 Re17 Re17saelbaroudy390No ratings yet
- S-900-1670-581 - 1 - (Inspection and Test Plan For Rotating Machinery (Pumps and Air Compressors) )Document10 pagesS-900-1670-581 - 1 - (Inspection and Test Plan For Rotating Machinery (Pumps and Air Compressors) )Alif Rahmat Febrianto100% (3)
- 0.0 TRP-5111 A 660/760 TM SET-UP 1.0 Purpose: SECTION: Hot Tap Services Revision # - 1Document4 pages0.0 TRP-5111 A 660/760 TM SET-UP 1.0 Purpose: SECTION: Hot Tap Services Revision # - 1vuongNo ratings yet
- 2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDocument22 pages2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDadaso Baburao JamdarNo ratings yet
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Document16 pages2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- SATR-J-6913 Rev 0 PDFDocument6 pagesSATR-J-6913 Rev 0 PDFAdel KlkNo ratings yet
- Elm 1950060 CV K24 0001Document8 pagesElm 1950060 CV K24 0001Amin GNo ratings yet
- 033-Itp For Piping Installation Ag and Ug PDFDocument13 pages033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- ITP-001 Steelwork Fabrication Rev ADocument5 pagesITP-001 Steelwork Fabrication Rev AMarcus Cox100% (2)
- Hydrostatic Test Procedure: Salalah Ammonia ProjectDocument6 pagesHydrostatic Test Procedure: Salalah Ammonia ProjectAbdelkhak KhallaNo ratings yet
- Chain BlockDocument2 pagesChain BlockSHARAFUDHEEN TKNo ratings yet
- 048-Itp For Installation of Hvac Unit PDFDocument8 pages048-Itp For Installation of Hvac Unit PDFKöksal Patan100% (4)
- Saudi Aramco Inspection Checklist: Flow - Positive Displacement Meter - Material Receiving SAIC-J-6108 1-Oct-05 InstDocument3 pagesSaudi Aramco Inspection Checklist: Flow - Positive Displacement Meter - Material Receiving SAIC-J-6108 1-Oct-05 InstAdel KlkNo ratings yet
- QAP of HT Breaker Panel SchneiderDocument1 pageQAP of HT Breaker Panel Schneidermadhu_bedi12No ratings yet
- QAP For PQR'S - For Impact TestingDocument3 pagesQAP For PQR'S - For Impact TestingDries VandezandeNo ratings yet
- 031-Itp For Piping Fabrication Ag and Ug PDFDocument11 pages031-Itp For Piping Fabrication Ag and Ug PDFKöksal Patan100% (5)
- SAIC-A-2024 Rev 2Document2 pagesSAIC-A-2024 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Thermohygrometer Calibration CertificateDocument2 pagesThermohygrometer Calibration CertificateKamarulnizam ZainalNo ratings yet
- 035-Itp For Pumps PDFDocument30 pages035-Itp For Pumps PDFKöksal Patan100% (3)
- 21Document6 pages21Dannis AnantoNo ratings yet
- TAA000033EDocument4 pagesTAA000033ERafael ReisNo ratings yet
- Inspection and Test Report Rev.0Document18 pagesInspection and Test Report Rev.0Dadaso Baburao JamdarNo ratings yet
- Itp For SSDP Project Rev CDocument9 pagesItp For SSDP Project Rev CRachel FloresNo ratings yet
- Certificate of Relief Valve Capacity (PROCA) 7 PDFDocument1 pageCertificate of Relief Valve Capacity (PROCA) 7 PDFAdeoye OkunoyeNo ratings yet
- International Limited: Certificate of Visual ExaminationDocument24 pagesInternational Limited: Certificate of Visual ExaminationMichael OkwuwaNo ratings yet
- Material Receiving InspectionDocument16 pagesMaterial Receiving Inspectionvinas kusdinarNo ratings yet
- A05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C DDocument14 pagesA05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C Dbingmin100% (4)
- Certificado UL1703 Celda SolarDocument70 pagesCertificado UL1703 Celda SolarIEE SOLARNo ratings yet
- 23-1 ShackleDocument2 pages23-1 ShackleAkhilNo ratings yet
- (WWW - Dillinger.de/certificate) : DNV GL Cert. No. 33-11582 IDHHDocument4 pages(WWW - Dillinger.de/certificate) : DNV GL Cert. No. 33-11582 IDHHDhanush NairNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- BQ Pintu & JendelaDocument13 pagesBQ Pintu & Jendelahasan albanaNo ratings yet
- Reason For Different Solubility of Alkali Metal Chlorides in Cadmium Nitrate SolutionDocument2 pagesReason For Different Solubility of Alkali Metal Chlorides in Cadmium Nitrate SolutionAndini Nurkaton100% (1)
- HMK Reacting MassesDocument4 pagesHMK Reacting MassesloloNo ratings yet
- Chapter - 17 - Acid, Base and Salt Making PDFDocument4 pagesChapter - 17 - Acid, Base and Salt Making PDFMir Tahsanur RahmanNo ratings yet
- 8257 Physics 30-2016 Prototype Exam Revd Jun-16Document43 pages8257 Physics 30-2016 Prototype Exam Revd Jun-16api-263553035No ratings yet
- Metals & Non-Metals: Topics in The ChapterDocument7 pagesMetals & Non-Metals: Topics in The ChapterManya SinghviNo ratings yet
- DPP Qualitative AnalysisDocument5 pagesDPP Qualitative AnalysisNagendra BharadwazNo ratings yet
- Hettich BrochureDocument60 pagesHettich BrochureHenry VilaNo ratings yet
- Common Names of Some Chemical CompoundsDocument2 pagesCommon Names of Some Chemical CompoundsRojo JohnNo ratings yet
- S Block Elements Bounce Back One ShotDocument112 pagesS Block Elements Bounce Back One ShotMd kaifeeNo ratings yet
- Final Practise Examination Answer KeyDocument32 pagesFinal Practise Examination Answer KeyJdjnNo ratings yet
- Laboratory Analysis Report: No Action RequiredDocument2 pagesLaboratory Analysis Report: No Action RequiredjoseNo ratings yet
- June 2015 QP - Unit 1 WJEC Chemistry A-LevelDocument26 pagesJune 2015 QP - Unit 1 WJEC Chemistry A-LevelYT ChongNo ratings yet
- WORKSHEETS KEY Balancing EquationsDocument9 pagesWORKSHEETS KEY Balancing EquationsFaye Lyka Mae ReyesNo ratings yet
- Homoeopathy and The Elements Jan Scholten.00233 - 4index - of - Concepts PDFDocument19 pagesHomoeopathy and The Elements Jan Scholten.00233 - 4index - of - Concepts PDFManali JainNo ratings yet
- Ceramo Metal AlloysDocument12 pagesCeramo Metal AlloysAna Maria de JesusNo ratings yet
- Corrosion EngineeringDocument27 pagesCorrosion EngineeringMỹ Linh Lê100% (1)
- General Principles and Processes of Isolation of ElementsDocument22 pagesGeneral Principles and Processes of Isolation of ElementsGeeta BhattNo ratings yet
- S Block ElementsDocument4 pagesS Block ElementssubkitsNo ratings yet
- Bollhoff Rivkle RivnutsDocument52 pagesBollhoff Rivkle RivnutsAce Industrial SuppliesNo ratings yet
- Tugas Bhasa Inggris Tom and MakDocument2 pagesTugas Bhasa Inggris Tom and MakAriskaNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/41Document16 pagesCambridge IGCSE: CHEMISTRY 0620/41SasukeNo ratings yet
- W Stacbond Metallic Colors STB TMC 102Document2 pagesW Stacbond Metallic Colors STB TMC 102Reona VulpeNo ratings yet
- Spec Grade Number Symbol Number Symbol Asme (Astm) KS JISDocument50 pagesSpec Grade Number Symbol Number Symbol Asme (Astm) KS JISVinay TrivediNo ratings yet
- Test Request Form (Food & Water) : Decathlon/RegattaDocument2 pagesTest Request Form (Food & Water) : Decathlon/Regattameermosharaf hossainNo ratings yet
- Mapa MetalograficoDocument1 pageMapa MetalograficoBreno DellaNo ratings yet
- Naming Ionic Compounds WKSHT #1 PDFDocument4 pagesNaming Ionic Compounds WKSHT #1 PDFZer Min SimNo ratings yet
- Precious Metals AlfaDocument83 pagesPrecious Metals AlfaPraveenNo ratings yet
- Jurnal IonDocument6 pagesJurnal IonAnca OktariaNo ratings yet
- Solubility Table: Lide, David R. CRC Handbook, 83Document1 pageSolubility Table: Lide, David R. CRC Handbook, 83rezacvNo ratings yet