You might also like
- ACM2 TAU Datasheet enDocument5 pagesACM2 TAU Datasheet envishiwizardNo ratings yet
- Part Winding Startting The Three-Phase Squirrel Cage Induction Motor Air Gap Magnetic Field AnalysisDocument6 pagesPart Winding Startting The Three-Phase Squirrel Cage Induction Motor Air Gap Magnetic Field AnalysisIjabiNo ratings yet
- ReadmeDocument4 pagesReadmevishiwizardNo ratings yet
- TRL Definitions PDFDocument1 pageTRL Definitions PDFBHARadwajNo ratings yet
- 50 SCS Automotive Coatings - Rev0913Document4 pages50 SCS Automotive Coatings - Rev0913vishiwizardNo ratings yet
- Jeas 1012 787Document5 pagesJeas 1012 787vishiwizardNo ratings yet
- LJLVJK LVJJV LKJVDocument5 pagesLJLVJK LVJJV LKJVvishiwizardNo ratings yet
- Hardware Inloop Simulation IEEE LabVIEWDocument1 pageHardware Inloop Simulation IEEE LabVIEWvishiwizardNo ratings yet
- Electric Vehicle Motor Design NotesDocument131 pagesElectric Vehicle Motor Design NotesvishiwizardNo ratings yet
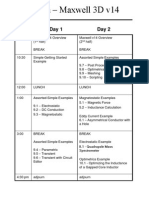
- Maxwell 3D v14 Training AgendaDocument1 pageMaxwell 3D v14 Training AgendavishiwizardNo ratings yet
- Engineered PlasticsDocument61 pagesEngineered Plastics고병석No ratings yet
- 5 SmanualDocument16 pages5 SmanualMark ThomasNo ratings yet
- Op - XT546 246 346 - Op288 V03Document2 pagesOp - XT546 246 346 - Op288 V03vishiwizardNo ratings yet
- Nit 3600 1Document5 pagesNit 3600 1vishiwizardNo ratings yet
- Big Energy Series 11.5.2012 Qing-Chang ZhongDocument1 pageBig Energy Series 11.5.2012 Qing-Chang ZhongvishiwizardNo ratings yet
- FAB Resistivity White PaperDocument8 pagesFAB Resistivity White PapervishiwizardNo ratings yet
- Presentation 1Document1 pagePresentation 1vishiwizardNo ratings yet
- Maxwell 2dDocument7 pagesMaxwell 2dvishiwizardNo ratings yet
- Brushless Motor FundamentalsDocument13 pagesBrushless Motor FundamentalsvishiwizardNo ratings yet
- Electrical Resin BenefitsDocument2 pagesElectrical Resin BenefitsvishiwizardNo ratings yet
- FTF Aut f0234Document38 pagesFTF Aut f0234vishiwizardNo ratings yet
- Wittich2011 SonkusaleVanderveldeDocument1 pageWittich2011 SonkusaleVanderveldevishiwizardNo ratings yet
- Cam DesignDocument13 pagesCam DesignvishiwizardNo ratings yet
- Lit Survey RamamurthyDocument9 pagesLit Survey RamamurthyvishiwizardNo ratings yet
- How to Check a MOSFETDocument2 pagesHow to Check a MOSFETvishiwizardNo ratings yet
- Sona SPEED CatalogueDocument13 pagesSona SPEED CataloguevishiwizardNo ratings yet
- Sensors Used in HEVDocument4 pagesSensors Used in HEVvishiwizard100% (1)
- Motor Primer1Document2 pagesMotor Primer1vishiwizardNo ratings yet
- A Brief Overview of Electric & Hybrid Electric Vehicle TechnologiesDocument1 pageA Brief Overview of Electric & Hybrid Electric Vehicle TechnologiesvishiwizardNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Vol88 PDFDocument32 pagesVol88 PDFArnold Thamrin van LutteranNo ratings yet
- Permanent Magnet Motor Drives With Switched Stator WindingsDocument315 pagesPermanent Magnet Motor Drives With Switched Stator Windingsrasim_m1146No ratings yet
- Properties of Magnets Magnets: - RoundDocument1 pageProperties of Magnets Magnets: - Roundtushar7000No ratings yet
- Samarium Cobalt Magnets DatasheetDocument6 pagesSamarium Cobalt Magnets DatasheetOneil ZárateNo ratings yet
- 2011 Hard Magnetic Materials A PerspectiveDocument11 pages2011 Hard Magnetic Materials A PerspectivemelchequeNo ratings yet
- Temperature Effects On Permanent MagnetsDocument3 pagesTemperature Effects On Permanent MagnetsMona Mohamed SafwatNo ratings yet
- Metal Recovery From Spent Samarium Cobalt Magnets UsingDocument7 pagesMetal Recovery From Spent Samarium Cobalt Magnets UsingsonficyusNo ratings yet
- Recoma 35E: Recoma Sintered Samarium Cobalt MagnetsDocument1 pageRecoma 35E: Recoma Sintered Samarium Cobalt MagnetsNareshNo ratings yet
- Is BN 9789526040011Document116 pagesIs BN 9789526040011Sanjay JadhavNo ratings yet
- LiquifloCatalog 2009 EngineeringDocument67 pagesLiquifloCatalog 2009 Engineeringleo cejaNo ratings yet
- Seminar Report On Magnetic Materials and Application in AutomotiveDocument41 pagesSeminar Report On Magnetic Materials and Application in AutomotiveSarath Nair0% (1)
- Benchmarking of Electric and Hybrid Vehicle Electric Machines, Power Electronics, and BatteriesDocument8 pagesBenchmarking of Electric and Hybrid Vehicle Electric Machines, Power Electronics, and BatteriesMehdi Raza KhorasaniNo ratings yet
- Accessories For Acoustic Emission Systems: SpecificationDocument26 pagesAccessories For Acoustic Emission Systems: SpecificationMaria Cristina DijmarescuNo ratings yet
- Magnets Catalog 2001Document20 pagesMagnets Catalog 2001geckx100% (2)
- General Description: Magnet Selection Guide Application NoteDocument15 pagesGeneral Description: Magnet Selection Guide Application NotesekoNo ratings yet
- A Review of Magnetic Repulsion EngineDocument4 pagesA Review of Magnetic Repulsion Enginejoy 11No ratings yet
- User Manual: Dantam K. Rao Technical Director Magweb UsaDocument29 pagesUser Manual: Dantam K. Rao Technical Director Magweb Usaalok bhatnagarNo ratings yet
- Modular Chemical Pump System ISOchemDocument22 pagesModular Chemical Pump System ISOchem백종수No ratings yet
- Herbst - R2Fe14B Materials Intrinsic Properies and Technological AspectsDocument85 pagesHerbst - R2Fe14B Materials Intrinsic Properies and Technological AspectsPatrícia CanazartNo ratings yet
- Gear PumpDocument58 pagesGear Pumpsgupta_615796100% (5)
- Permanent Magnet CatalogDocument40 pagesPermanent Magnet CatalogAjit KalelNo ratings yet
- Permanent Magnet Technology in Wind Power GeneratorsDocument6 pagesPermanent Magnet Technology in Wind Power GeneratorsPaulius BruneikaNo ratings yet
- MLX90380 - Triaxis® Resolver: 1. Features and Benefits 2. Application ExamplesDocument29 pagesMLX90380 - Triaxis® Resolver: 1. Features and Benefits 2. Application Examplesdany weinfeldNo ratings yet
- Magnets for Industry: Powerful Solutions for All ApplicationsDocument50 pagesMagnets for Industry: Powerful Solutions for All Applicationssalty.mothNo ratings yet
- Magnets in Maxillofacial Prosthodontics ManuscriptDocument14 pagesMagnets in Maxillofacial Prosthodontics ManuscriptShankar arumugamNo ratings yet
- Magnetic Repulsion EngineDocument18 pagesMagnetic Repulsion EngineDarshan bsNo ratings yet
- The Magic of Magnetic Drive Pumps - July03!13!15Document3 pagesThe Magic of Magnetic Drive Pumps - July03!13!15ho-faNo ratings yet
- Dtic Ada108550Document141 pagesDtic Ada108550rasoolNo ratings yet
- Mag Drive PumpsDocument5 pagesMag Drive PumpsakkineniNo ratings yet
- Magnet Selection Homogenous Field Application Note MelexisDocument8 pagesMagnet Selection Homogenous Field Application Note MelexisCelis CedeñoNo ratings yet